

Связующие вещества
Абразивные зерна после сортировки по размерам соединяются в единую прочную массу для образования шлифовального круга определенной формы посредством связующего вещества.
Связующие вещества делятся на неорганические и органические. К неорганическим относят керамическую, силикатную и магнезиальную связку, к органическим — бакелитовую и вулканитовую.
Керамическая связка представляет собой огнеупорную глину и полевой шпат. Смесь из связки и абразивного зерна прессуется или отливается. Литые круги более хрупки и пористы, чем прессованные. Различная твердость кругов достигается путем подбора состава связки, а различная пористость — режимами прессования.
Керамическая связка устойчива при высоких температурах, обладает большой химической стойкостью, а потому допускает при шлифовании применение различных охлаждающих и смазывающих жидкостей. На керамической связке изготовляют шлифовальные круги из электрокорунда нормального, электрокорунда белого, карбида кремния черного и зеленого.
Керамическая связка допускает скорость круга до 50 м/сек. Тонкие круги на керамической связке не могут воспринимать боковых нагрузок.
Силикатная связка состоит из жидкого стекла. Эта связка не дает прочного закрепления зерен в круге, так как жидкое стекло слабо сцепляется с абразивными зернами. Круги на силикатной связке применяются, когда обработка детали ведется без охлаждения и в то же время обрабатываемая поверхность детали не должна перегреваться. При нагреве связка легко освобождает затупившиеся зерна с поверхности круга, при этом вводятся в работу новые острые зерна.
Магнезиальная связка представляет собой каустический магнезит и хлористый магний (цемент Сореля). Применяется для изготовления кругов из наждака и естественного корунда.
Круги на магнезиальной связке неоднородны, быстро и неравномерно изнашиваются, т. е. имеют малую стойкость. Они очень чувствительны к сырости, под действием которой разрушаются, а также к повышенным температурам.
Бакелитовая связка состоит из бакелитовой смолы в виде порошка или бакелитового лака. Это наиболее распространенная из органических связок.
Круги на бакелитовой связке изготовляют из всех абразивных материалов. Они обладают высокой прочностью и упругостью, устойчивы при высоких температурах, но пористость их ниже, чем у кругов на керамической связке.
Круги на бакелитовой связке работают при скоростях 35—70 м/сек. Эта связка позволяет изготовлять круги для отрезных работ толщиной (высотой) до 0,18 мм.
При тяжелых работах, где температура резания достигает более 300°, связка быстро выгорает, а зерна выкрашиваются. Под действием щелочных жидкостей бакелитовая связка частично разрушается, а потому применение охлаждающих жидкостей с содержанием соды более 1,5% не рекомендуется.
Вулканитовая связка представляет в своей основе каучук. Для изготовления кругов абразивный материал смешивают с каучуком, а также серой и другими компонентами в малых количествах. В специальных формах под прессом производят вулканизацию абразивной смеси, при этом каучук становится твердым и эластичным. При температуре выше 150° каучук размягчается и начинает выгорать.
Вулканитовые круги прочны и эластичны, что позволяет использовать их для прорезных и отрезных работ. Они обладают хорошей полирующей способностью и допускают работу со щелочными охлаждающими жидкостями. При шлифовании высокоуглеродистых сталей во избежание прижогов и трещин применяют круги на бакелитовой и вулканитовой связках. Круги на вулканитовой связке более упруги, чем на бакелитовой, но их пористость меньше.
В настоящее время абразивные заводы освоили выпуск кругов с тканевыми прокладками. Абразивный порошок смешивается с бакелитовой смолой и помещается в пресс-форму между слоями ткани. При сжатии пресс-формы и нагреве получают монолитные абразивные круги, упрочненные прокладками. Такие круги обладают большой прочностью и позволяют работать со скоростью 70 м/сек.
Абразивы, применяемые для обработки металла
Для этой цели используют природные и искусственные абразивы. Их общее свойство — зернистая структура. Каждое зерно является маленьким резцом. Резцы имеют разные размеры и разную степень твердости, поэтому, проходя по поверхности, удаляют верхний слой на различную глубину. Крупнокристаллические составы востребованы для грубой обработки, мелкокристаллические — для финишной.
Абразивные инструменты бывают:
- жесткими (зерна связаны между собой) — круги, сегменты, бруски;
- мягкими (зерна наклеиваются на бумагу, кожу, ткань).
Вид абразива определяют, в зависимости от того, какими характеристиками обладают обрабатываемые материалы. Перечень абразивов:
- Электрокорунд нормальный. Его свойства — устойчивость при повышенных температурах, хорошая сцепляемость со связкой, повышенная прочность зерен, сочетающаяся с вязкостью, — обеспечивают возможность использования при знакопеременных нагрузках, для материалов с высоким сопротивлением на разрыв. Области применения: обдирка отливок и проката из стали, полуфабрикатов из высокопрочных, отбеленных, ковких чугунов, марганецсодержащих бронз, сплавов на базе никеля и алюминия.
- Электрокорунд белый. По сравнению с вышеописанным материалом, имеет более высокую твердость, однородность, зерна с более острыми кромками и склонностью к самозатачиванию. Используется для заточки, плоского, внутреннего, профильного шлифования. Обрабатываемые материалы — закаленные «черные» углеродистые, коррозионностойкие, быстрорежущие стали, нитрированные и хромированные поверхности.
- Электрокорунд циркониевый. Свойства: мелкие кристаллы, высокая эффективность на обдирочных операциях, которая в 10-40 раз превышает аналогичный параметр электрокорунда нормального. Области применения: силовое обдирочное шлифование полуфабрикатов из стали.
- Электрокорунд хромтитанистый. Уникально высокая прочность, многократно превышающая аналогичное свойство электрокорунда нормального, обеспечивает возможность применения для съема значительных слоев металла.
- Карбид кремния черный. В составе — твердые, хрупкие тонкопластинчатые зерна. Применяется для работы с твердыми материалами с малой величиной сопротивления разрыву: драгоценными камнями, чугуном, бронзой, стеклом, мрамором, графитом, стеклом.
- Карбид кремния зеленый. Обладает еще большей, по сравнению с карбидом черным, твердостью и хрупкостью.
Назначение шлифовальных кругов

Виды шлифовальных кругов
Область применения этих инструментов по обработке широка. Они отличаются не только внешним видом, но и способом изготовления. С помощью шлифовальных кругов можно убирать небольшой объем с поверхности заготовки, тем самым улучшая технические и эксплуатационные характеристики, внешний вид.
Под определение шлифовального круга попадает множество материалов и инструментов. Поэтому целесообразно рассмотреть наиболее распространенные из них. Для бытовых целей чаще всего используются торцевые, которые устанавливаются на дрель. Кроме этого, следует учитывать маркировку изделия, возможность применения на специальных заточных станках, размер.










Способы применения шлифовальных кругов в зависимости от маркировки и состава:
- шлифование поверхностей различных деталей и заготовок. Степень обработки зависит от зернистости, общей площади контакта и скорости вращения;
- заточка инструментов. Для выполнения этих действий необходимо использовать специальные алмазные точила.
Во время выбора учитывается материал изготовления заготовки. Для обработки деревянных, стальных и полимерных поверхностей с помощью дрели применяются различные типы шлифовальных кругов.
Тип связки
Связка является показателем скрепления между собой абразивных зерен. Современные круги для шлифовки имеют три вида связок:
- V (керамическая, ранее маркировалась буквой К);
- B (бакелитовая, ранее известная как Б4 и БУ);
- R (вулканитовая, раньше обозначалась буквой В).
Круги с керамической маркировкой имеют смешанные и измельченные в различных пропорциях материалы, такие как кварц, песок, глину и т.п. Такие круги достаточно высокопрочные. Однако применять их при силовом шлифовании металла не следует.
Бакелитовые или круги из искусственной смолы высокоэластичны и термостойки. Часто бакелит смешивают с упрочняющими элементами, например, с графитом.
Вулканическая связка состоит в основном из каучука, применяют такие круги в отдельных отраслях обработки.
На примере шлифовального круга 25A F180 K 7 V рассмотрим тип связки, где обозначение V относит данный диск к керамической связке.
Виды шлифовальных алмазных кругов
Шлифовальные алмазные круги изготавливаются в соответствии с требованиями ГОСТа 2424, включающего больше 30 видов, различающихся по геометрии. Круг может быть прямого профиля, коническим, кольцевым, с одно- или двусторонней степенью выточки, с односторонней ступицей, тарельчатым и т.д. Каждый из основных видов обозначается своим идентификационным номером:

Круги прямого профиля изготавливаются в форме плоских дисков с алмазным слоем в торце. Применяются для обработки поверхностей, которые требуют получения выдержанной плоскости.

Чашечные круги изготавливаются в виде чашки и используются для шлифовки и конечной отделки слабо поддающихся обычной обработке материалов: стекла, камня, керамики, твердых сплавов.
Тарельчатые диски (с небольшим углублением) применяются при обработке стали, чугуна, художественного стекла, для удаления лакокрасочных покрытий, заточке пил с твердосплавными напайками и т.д.
Как правильно выбрать типоразмер и вид инструмента
Выбор зависит от условий обработки, применяемого основного оборудования (станка либо ручной машины), а также от шлифуемого материала.
Имеет значение также и производитель. Среди потребителей бытует жаргонное обозначение инструмента – «лужский» и «волжский» круги. В первом случае производителем является ОАО «Лужский абразивный завод», а во втором – ОАО «Волжский абразивный завод».
Лужский завод выпускает продукцию по ГОСТ на основе карбида кремния, причём в качестве исходного сырья применяются импортные составляющие. Популярны также товары лужского завода на керамической и бакелитовой связках из белого электрокорунда. Круги лужского завода со стальным дном – новинка производителя – позволяет заметно увеличить стойкость при бесцентровом шлифовании.
Продукция Лужского завода применяется как при круглом, так и при плоском шлифовании. Лужский круг пригоден и для станка, и для ручной машинки.
Волжский завод изготавливает круги по ГОСТ из карбида кремния (используются отходы металлургического и огнеупорного производства). В продукции Волжского завода используются полуфабрикаты со строгим соответствием классификации европейских производителей абразивов FERA. Товары Волжского завода вошли в число сотни лучших отечественных товаров.
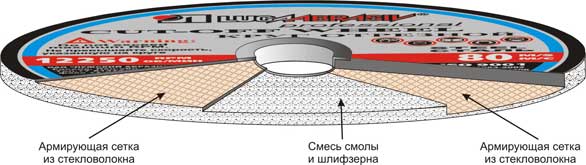
Устройство отрезного абразивного круга
При выборе отечественного производителя – волжского или лужского — руководствуются следующими практическими рекомендациями:
- товары Лужского завода показывают лучшую стойкость при шлифовке на машинках или станках изделий из чугуна, алюминия, медных сплавов, большинства неметаллов;
- товары Волжского завода более популярны в ситуациях, где, кроме собственно шлифовки, необходима ещё и правка. Продукция Волжского завода применяется и для работ по стали.
Купить оптимальный круг по ГОСТ одного типоразмера (волжский или лужский) – задача в большинстве ситуаций нереальная. Используя ручную машинку, необходим круг, выдерживающий максимальное число оборотов, а при работе на стационарной машине потребуется инструмент, который в состоянии выдерживать более высокие давления.









Роль связок
Помимо самого режущего вещества имеет значение также способ, при помощи которого оно образует абразивную массу. ГОСТ допускает применять в качестве связок бакелит или керамику. Бакелитовый вариант хорош своей более высокой плотностью, поэтому круг отличается повышенной массой, пригоден для работ по металлу, но с ограниченной окружной скоростью вращения (особенно, если используется ручная шлифовальная машина). Применение керамики делает шлифовальный круг более лёгким, соответственно возрастает допустимая скорость его вращения на станке. Однако абразивная стойкость, а также твёрдость круга с керамикой снижаются.
Связкой определяется также способ крепления с основой корпуса. Например, плёночное крепление пригодно для керамических связок, но не годится для бакелитовых.
Особый вид связки представляет фибра. Такая основа используется при так называемом «холодном» шлифовании металла на станке или машинке, когда производится зачистка поверхности из нержавеющей стали или зоны сварного шва. При этом обрабатываемый материал практически не нагревается, поскольку глубина шлифовальной зоны – незначительная (процесс фактически ближе к полированию). Маркировка производится в соответствии с нормами ГОСТ Р 51967.
Ограниченно используются и остальные виды связок – из различных эпоксидных композиций, магнезита, фарфора.
Структура и показатель твердости
Плотность структуры кругов для шлифовки обозначается процентным соотношением объема зерен абразива в единице объема круга. Чем больше абразива, тем плотнее будет структура шлифовального круга.
Если осуществлять заточку инструмента, круг с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации и быстрее охлаждается.
Зачастую специалисты используют диски средней твердости, однако все зависит от вида выполняемых работ, обрабатываемого покрытия и самого инструмента.
Какие бывают номера структур и объемы абразива в шлифовальном круге:
- к плотным структурам относят единицы измерения от 1 до 4;
- к средней плотности относятся цифры 5-8;
- к открытым – от 9 до 12;
- высокопористая структура наблюдается у кругов с показателями 13, 14>.
Однако не путайте показатели твердости круга с показателями твердости абразива. Согласно ГОСТ 2424, твердость шлифовального круга различают по заглавной букве.
По ГОСТу Р 52587-2006 существуют такие обозначения:
- очень мягкие – буквы F и G;
- к мягким кругам – H, I, J;
- к средней мягкости относят маркировку K, L;
- средние – это M, N;
- круги средней твердости имеют в обозначении буквы O, P, Q;
- твердые обозначаются как R и S;
- очень твердые – T, U;
- к чрезвычайно твердым относят V, W, X, Y, Z.
Какую твердость шлифкруга выбрать? Это зависит от многих параметров – особенностей обрабатываемого материала или поверхности, физических свойств, конечно, мощности шлифовальной машинки. Если необходимо выдержать точную форму обрабатываемого материала, следует приобрести круг с высокой степенью твердости. Мягкие же применяются для предотвращения трещин и прижогов, также при шлифовке без дополнительного жидкостно-смазочного охлаждения поверхности.
К примеру, возьмем тот же шлифовальный круг 25A, у которого класс твердости K, а структура 7. Это означает, что этот диск относится к среднемягким и имеет среднюю структуру абразива.
Зернистость шлифовальных кругов
Выбор зернистости шлифовальных кругов зависит от тех требований, которые предъявляются к чистоте обработанной поверхности. На каждом шлифовальном круге есть обозначение (маркировка).
Именно маркировка помогает правильно выбрать наждачный инструмент или точило для выполнения той или иной задачи. Зернистость шлифовальных кругов для дерева и для металла отличается, поэтому от правильно выбранной модели зависит качество обработки. Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Самыми востребованными на рынке специфического инструментария стали:
- круг шлифовальный зернистость 120;
- круг шлифовальный зернистость 60;
- круг шлифовальный зернистость 100.
Выбор зернистости определяется видом шлифования конкретной степени чистоты поверхности, а также режимом шлифования.
Таблица зернистости шлифовальных кругов
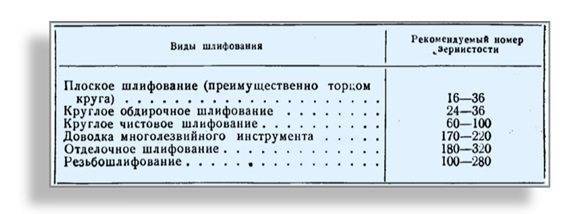
Как выбрать зернистость шлифовального круга? Она подбирается в зависимости от типа операции. Она может быть получистовой или чистовой. Черновое шлифование предполагает использование кругов с достаточно крупными фракциями зерен. Чистовая обработка материала или инструмента требует более мелких фракций. Кроме того, выбор шлифовального круга зависит также от технических особенностей режущего инструмента и режима заточки.
Виды абразивных материалов
Абразивные материалы классифицируют по нескольким критериям:
- степень твердости – сверхтвердые, твердые и мягкие;
- размер шлифовальных частиц – грубые, средние и тонкие;
- химический состав – природные и синтетические.
Пригодность абразивных материалов к механической обработке определяется кристаллографическими, термическими, химическими и физическими свойствами
Немаловажное значение в определении степени износоустойчивости абразивов имеет их способность к истиранию, разламыванию и плавлению во время обработки
Вид абразивного материала определяют по степени его зернистости. Для этого его просеивают через сито с определенным размером ячеек. Величина абразивных зерен характеризуется фракцией. Она может быть мелкой, крупной, предельной, комплексной или основной. После просеивания материала определяется процентное содержание основной фракции, которая впоследствии обозначается индексами Д, Н, В И П.










Твердость абразивных материалов влияет на сферу их применения и особенности механической обработки. Сверхтвердые абразивы с крупными зернами используют для грубой шлифовки и зачистки поверхностей, а более мягкий абразивный материал применяют для полировки и финишной обработки деталей.
Маркировка – условные обозначения
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
1. Тип круга
В теории должно быть цифровое обозначение:
1- прямой профиль,
41 – диски отрезные,
42 – диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: “cut-off wheel”-отрезной круг, grinding wheel – шлифовальный круг, лепестковый круг.
2. Размеры круга
На сайте производителя(см. таблицу ниже) указано так:
D – наружный диаметр,
T – высота,
H – диаметр отверстия.
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:
3. Материал для обработки которого предназначен диск
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
5. Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
7. Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К – старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.
7.2. Бакелитовая связка
B (Б – старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.









Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.
7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В). Данный вариант экзотика и встречается крайне редко.
8. Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.
9. Класс точности
АА, А и Б. АА – высокая точность геометрических параметров А – Промежуточный вариант. Б- для менее ответственных операций.
11. Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
12. Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального “надевайте наушники” может быть нанесено что-нибудь действительно стоящее. Например – не использовать для торцевого шлифования.
Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.
Типы кругов, особенности их применения
Выпускаю несколько модификаций лепестковых дисков для шлифовки. Рассмотрим наиболее распространенные:
- Круг лепестковый торцевой (КЛТ), предназначен для обработки деталей из металла, дерева, пластика. Основная область применения – край изделия. Производятся изделия, имеющие зернистость 500, диаметр – от 115 до 180 мм, наиболее распространенный – 125 мм. Диаметр посадочного отверстия – 22 мм. Может быть использован практически до полного изнашивания. Применяется как для черновой обработки, так и для финишной зачистки. Существуют плоские и выпуклые виды кругов, что позволяет изменять глубину выемки слоя. Оптимален для зачистки поверхности перед нанесением лакокрасочного покрытия. Существуют два вида КЛТ:
- прямой, для больших площадей при плоской шлифовке;
- конусный, для обработки швов, стыков и краев.

- Круг лепестковый пакетный (КЛП) или складчатый (КЛС), изготавливается в виде стальной основы с большим количеством сегментов. Изделие идеально для любых материалов, включая пластик и сталь. Наибольший диаметр достигает 500 мм, применяется для ручной и станочной обработки поверхностей, диаметр посадочного гнезда от 30 до 100 мм. Зернистость абразива – до 500. Такие диски предназначаются для обработки больших поверхностей. Возможность регулировки скорости обеспечивает высокие результаты при полировке поверхности.
- Лепестковый круг с оправкой (КЛО) имеет в своем составе оправку, с помощью которой крепится в инструмент. Применяется для обработки внутренних полостей. Широкий диапазон типоразмеров позволяет подобрать изделие под любую площадь обрабатываемых деталей. Зернистость КЛО варьируется от 40 до 500, диаметр – от 15 до 150 мм. Эта марка дисков позволяет достичь высокого качества обработки.
Особенности жидкости для абразивных шлифовальных кругов
От выбора и правильного использования шлифовальной жидкости зависит качество работы и итогового результата. Охлаждающие жидкости применяются для смазывания круга, уменьшения и рассеивания тепла, выделяемого при шлифовании.
Также шлифовальная жидкость сохраняет абразивный круг холодным и уменьшает искажение работы из-за жары или работы при высоких температурах. Эта жидкость отлично уменьшает трение между режущим инструментом и сколом. Также она уменьшает нагрузку для улучшения отделки и помогает сохранить чистоту рабочего места.
Жидкости для шлифовальных кругов могут быть следующими:
- Синтетические формы. Это составы без минерального масла. Такие жидкости легко растворяются в воде и образуют прозрачный раствор. Они содержат ингибиторы коррозии и смачивающие вещества. Примечательны отличными охлаждающими функциями и смазывающими функциями. Такие жидкости чаще всего используют для станков.
- Эмульсионные. Создают путем комбинирования двух жидкостей, которые не растворяются друг в друге. Эмульсии в основном содержат более высокую долю минерального масла — от 30 до 70% с ингибиторами коррозии и смачивающими веществами. По внешнему виду они представляют непрозрачные растворы молочного цвета.
- Полусинтетические. Сочетают в себе синтетические и натуральные эмульгаторы. Они содержат от 10 до 30% минерального масла, ингибиторов коррозии и смачивающие вещества. Полусинтетические жидкости растворяются в воде, образуя полупрозрачные консистенции.
Чтобы правильно подобрать охлаждающую жидкость для абразивного шлифовального круга, нужно определить специфику работу инструмента, метод его резки. Также играет роль качество используемой воды и ее жесткость. Определите степень загрязненности поверхности, систему фильтрации.
Как правильно выбрать типоразмер и вид инструмента
Выбор зависит от условий обработки, применяемого основного оборудования (станка либо ручной машины), а также от шлифуемого материала.
Имеет значение также и производитель. Среди потребителей бытует жаргонное обозначение инструмента – «лужский» и «волжский» круги. В первом случае производителем является ОАО «Лужский абразивный завод», а во втором – ОАО «Волжский абразивный завод».
Лужский завод выпускает продукцию по ГОСТ на основе карбида кремния, причём в качестве исходного сырья применяются импортные составляющие. Популярны также товары лужского завода на керамической и бакелитовой связках из белого электрокорунда. Круги лужского завода со стальным дном – новинка производителя – позволяет заметно увеличить стойкость при бесцентровом шлифовании.
Продукция Лужского завода применяется как при круглом, так и при плоском шлифовании. Лужский круг пригоден и для станка, и для ручной машинки.
Волжский завод изготавливает круги по ГОСТ из карбида кремния (используются отходы металлургического и огнеупорного производства). В продукции Волжского завода используются полуфабрикаты со строгим соответствием классификации европейских производителей абразивов FERA. Товары Волжского завода вошли в число сотни лучших отечественных товаров.
Устройство отрезного абразивного круга
При выборе отечественного производителя – волжского или лужского — руководствуются следующими практическими рекомендациями:
- товары Лужского завода показывают лучшую стойкость при шлифовке на машинках или станках изделий из чугуна, алюминия, медных сплавов, большинства неметаллов;
- товары Волжского завода более популярны в ситуациях, где, кроме собственно шлифовки, необходима ещё и правка. Продукция Волжского завода применяется и для работ по стали.
Купить оптимальный круг по ГОСТ одного типоразмера (волжский или лужский) – задача в большинстве ситуаций нереальная. Используя ручную машинку, необходим круг, выдерживающий максимальное число оборотов, а при работе на стационарной машине потребуется инструмент, который в состоянии выдерживать более высокие давления.










Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Абразивный круг является инструментом, который используется во время такой металлорежущей операции, как шлифование. Данная операция позволяет сгладить шероховатости поверхностей детали, а также повысить их квалитет. Нередко шлифование является финишной обработкой изделий, поэтому к инструменту (абразивному кругу) предъявляется множество жестких требований. От того, правильно ли выбран круг, будет зависеть дальнейшее качество продукции и срок эксплуатации изделия.
Природные и искусственные абразивы
Лучшим среди природных абразивов считается алмаз, добыча которого ведется в россыпных и коренных месторождениях. Для резки и шлифовки применяются черные алмазы или карбонадо, а также радиально-лучистые алмазы, именуемые «борт». Следует отметить, что на мировом рынке абразивов под наименованием борт обычно реализуются обычные алмазы, негодные к огранке.
 Корунд, представляющий собой кристаллизованный оксид алюминия, чаще всего добывается в россыпных месторождениях. После измельчения корундовой руды, ее обогащения, очистки и сортировки, полученное абразивное зерно используется для шлифовки в виде порошка, фракционного зерна для шлифовальных кругов, шкурок и брусков.
Корунд, представляющий собой кристаллизованный оксид алюминия, чаще всего добывается в россыпных месторождениях. После измельчения корундовой руды, ее обогащения, очистки и сортировки, полученное абразивное зерно используется для шлифовки в виде порошка, фракционного зерна для шлифовальных кругов, шкурок и брусков.
Прочие абразивы природного происхождения в современной промышленности не используются, поскольку обладают более низкой механической прочностью и режущими свойствами, чем искусственные абразивные материалы.
Циркониевый корунд (циркон корунд) получают путем расплава при 1900оС смеси двуокиси циркония и окиси алюминия. В ходе производства смесь плавится в электродуговых печах, затем их наклоняют, подвергая поток расплава быстрому охлаждению – образуются микрокристаллы размером не более 50 мкм. Благодаря значительной вязкости, плотности и твердости, циркониевый корунд широко используется для шлифовки изделий из нержавеющей стали в составе различных абразивных инструментов.
Карбид кремния кристаллизуется при температуре свыше 2000оС в электропечи, исходная смесь содержит нефтепродукты и кварцевый песок. Твердые кристаллы зерен карбида кремния обладают высокими режущими способностями, применяются в работах над стеклом, титаном, чугуном и полимерами.
Оксид алюминия или электрокорунд производится из бокситовых глин с содержанием Al203 не ниже 60%. Электрокорундом зерна оксида алюминия называются из-за технологии выпуска – плавления в электродуговых печах при температуре нагрева более 2000оС. Кристаллизация происходит на поверхности расплава при его охлаждении, содержание оксида алюминия в зерне – свыше 94%. Электрокорунд может быть нескольких разновидностей, между собой отличающихся по процентному содержанию оксида алюминия и степени твердости. Зерна этого искусственного абразива используются при создании шлифовальных и отрезных кругов, прочих шлифовальных инструментов.
Керамический электрокорунд или керамокорунд, по сравнению с другими типами искусственных абразивов, обладает наивысшими характеристиками в области резки, кроме того, он способен самозатачиваться, что увеличивает срок эксплуатации дисков, содержащих его зерна. Микрокристаллы керамокорунда содержат в своей структуре изломы, которые образуют новые режущие поверхности в процессе резки и шлифовки.





