

Материал и конструкция
Борфреза представляет собой составной инструмент: к цилиндрическому хвостовику, изготавливаемому из среднеуглеродистых легированных сталей типа 30ХГСА, пайкой присоединяется рабочая часть. Она может быть:
- Из инструментальной углеродистой стали (У10А, У12А), часто предназначенные для дрели. Стойкость такого инструмента невелика, поэтому его используют при обработке относительно мягких материалов. Например, такой борфрезой на гравере можно оформлять рисунки кафельной плитки, либо керамической чашки. Второй вариант – редкость подобных работ в домашнем хозяйстве, из-за чего приобретать дорогую шарошку нецелесообразно.
- Из быстрорежущей стали типа Р6М5. Инструмент обойдётся дороже, зато и возможности его применения существенно расширяются. Высокая красностойкость быстрорежущих сталей позволяет эффективно обрабатывать практически все марки углеродистых и среднелегированных сталей. При этом тепловая деформация рабочей части незначительна, что позитивно сказывается на точности работ.
- Твердосплавные борфрезы, рабочая часть которых выполнена из металлокерамики типа ВК25 или ВК30 (встречаются также из безвольфрамовых твёрдых сплавов или минералокерамики). Таким инструментом можно шлифовать высокопрочные жаростойкие и нержавеющие стали, а также чугун.
- Особостойкие борфрезы с алмазным напылением рабочих кромок. Представляют собой профессиональный инструмент, и используются при массовом выполнении подобного рода операций. Отличаются максимальной стоимостью.

Рассматриваемую оснастку можно применять на любом оборудовании, которое оснащено вращающейся рабочей головкой, а патрон способен надёжно закрепить хвостовик борфрезы (диаметр хвостовой части чаще всего стандартный: 6 или 8 мм, хотя гравировальные шарошки отличаются более миниатюрными размерами). Среди такого оборудования – высокооборотистая электродрель, а также скоростной шлифовальный или сверлильный станок.
Единственное условие заключается в том, что борфреза является не силовым, а динамическим инструментом, и адаптирована под применение со скоростью вращения шпинделя не ниже 60000…65000 мин-1.

Эксплуатация
Итак, приступая к работе, важно помнить о правильном выборе типоразмера для того рода обработки, которая предстоит – черновая, чистовая, сфера, плоскость и т. д

Не стоит, например, использовать сфероцилиндрическую борфрезу с крупной нарезкой для шлифовки внутреннего острого паза. Для этого лучше будет взять коническую с двойной насечкой.
Борфреза твердосплавная цилиндрическая с двойной мелкой насечкой сделает плоскость идеальной, а борфреза сферическая в этом случае может только испортить заготовку. Чем твёрже обрабатываемый металл, тем более мелким должно быть сечение борфрезы – это один из основных принципов работы.
Несоблюдение этого правила приведет к засаливанию канавок между зубцами борфрезы, перегреву инструмента, его быстрому износу и некачественному результату работы.
Чем меньше диаметр борфрезы, тем выше должна быть скорость вращения. С увеличением диаметра инструмента должно уменьшаться количество оборотов в минуту двигателя.
Использовать максимально допустимые скорости нужных режимов. Иначе биение, сколы, преждевременный износ зубьев гарантированы.
При зажиме хвостовика в патроне или цанге нужно оставлять свободным минимальный участок. Это уменьшает вибрацию и минимизирует риск облома хвостовика.
Необходимо помнить о правилах техники безопасности, защите органов зрения, слуха, кистей рук от возможных повреждений. Глаза — наиболее уязвимый орган и для их защиты нужно грамотно выбрать защитные очки.
Специальные маркировки ударостойкости на очках помогут правильно их подобрать.
Существующие обозначения механической прочности:
- S — высокая прочность;
- F — для отработанных частиц со скоростью 45 м/с;
- B — для отработанных частиц со скоростью 120 м/с;
- A — для отработанных частиц со скоростью 190 м/с.
В нашем случае, при работе с борфрезами, скорость отлетающих частиц не выше 45 м/с, а значит, очков с литерой F будет достаточно.
Особенности применения борфрез
Шарошки используются в виде насадок для электрического или пневматического инструмента и обеспечивают высокое качество обработки поверхностей. Высокие обороты вращения, которые передает инструмент, значительно ускоряют рабочие процессы, являясь отличной заменой ручному инструменту, типа напильников.
Зачастую борфрезы одевают на шуруповерты или дрели
Последние гарантируют более высокие обороты, но требуют большей ответственности, так как при неосторожности можно значительно увеличить рабочее отверстие
Шарошки бывают из разных материалов, с разным размером режущих или шлифующих элементов. Выбор делается в зависимости от нужд, особенностей материала, с которым выполняется работа.
Как выбрать гравер для работы вручную
Ручная гравировка на дереве занимает много времени, требует наличия:
- набора штихелей – стальных стержней с концами разной формы,
- пуансона для проведения пунктиров,
- лампы с линзой,
- приспособление под укладку заготовки,
- плоской подушечки с песком.
Ручные фрезеры оснащаются так называемыми пальчиковыми конструкциями. Благодаря научно-техническому прогрессу современный рынок предлагает граверам современные виды инструментов для резьбы по дереву, работающие от электросети. Производители позиционируют их как дрели небольших форматов.
Начинающим мастерам следует обращать внимание на основные параметры:
- количество оборотов шпинделя,
- уровень энергопотребления.
Изображение в виде штрихового орнамента получается после прорезки дерева на необходимую глубину.
Комплекты электрических инструментов оснащаются:
- эргономичной рукояткой,
- цангами,
- фрезерной, угловой приставками.
В 99% случаях комплектация ручного гравера по дереву состоит из:
- классических фрез, фиксирующихся цангой или переходником,
- буров с шарообразными наконечниками,
- щеток для черновой обработки заготовок и финишной обработки,
- набора сверл,
- раскроечных дисков.
Отличие борфрезы для резьбы по дереву от фрез по металлу
Конструктивно фрезы по металлу схожи для работы по дереву. Но обработка металла отличается большей нагрузкой на режущий инструмент, поэтому оснастка изготавливается из материалов с большим запасом прочности, меньшими углами заточки, особой конфигурацией зубов. К тому же технологии различаются режимами резания. При обработке древесины скорость вращения фрезы выше, чем в процессе обработки даже мягкого металла.








К тому же фрезы во время обработки металла сильно нагреваются, поэтому их изготавливают из тугоплавких сплавов. Деревообрабатывающая оснастка не способна выдерживать большие температуры.
Оснастка – Борфрезы
Борфрезой называется составной инструмент, функции которого заключаются в следующем:
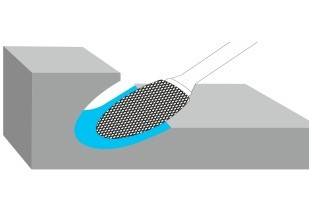
По принципу работы борфреза почти не отличается от обычного напильника. Только это напильник вращающийся. И, в отличие от последнего, с помощью борфрезы можно обработать трудно доступные места.Борфрезе, изготовленной из твердосплавного материала, под силу обработка даже очень твердого материала. Например это может быть любой вид стали, цветной металл, чугун, пластмасса или дерево.На эффективность обработки влияют такие характеристики борфрезы как: форма и число зубьев, угол наклона и точностькругового вращения.Борфреза применяется там, где необходима зачистка, доработка или «округление» какого-нибудь материала или заготовки. |
| Алмазные сегменты на вакуумной пайке – долгий срок службы благодаря функции самоохлаждения Охлаждающая жидкость внутри рабочего инструмента – нет необходимости в использовании емкости с водой и центрирующего приспособления Рабочая длина 33 мм – для керамики и керамогранита Применение: Твердая плитка Преимущества: Конкурентов нет!!! Огромный ресурс Работа без вспомогательных средств Отсутствие грязи после работы Работа с наиболее доступными инструментами | |
| Цена: 2470 руб.Скидка: 494 руб. | Подробнее >> |
| Для продуктивной работы без воды Алмазные сегменты на вакуумной пайке – очень долгий срок службы Рабочая длина 35 мм – для сверления в натуральном камне, керамограните и керамике Резьба M14 для углошлифовальной машины – оптимальный рабочий инструмент для быстрого сверления Применение: Твердая плитка и натуральный камень Преимущества: Непревзойденная скорость + ресурс Работа без вспомогательных средств Отсутствие грязи после работы Работа с наиболее доступными инструментами | |
| Цена: 3278 руб.Скидка: 491 руб. | Подробнее >> |
| Качественные стандартные диски, обладающие высокой долговечностью и хорошей мощностью резания.-Хорошая долговечность -Высокоскоростная резка -Для строительных материалов любых видов: бетон, камни, черепица, силикатный кирпич частота вращения: 6600 об/мин | |
| Цена: 157 руб.Скидка: 78 руб. | Подробнее >> |
Какие бывают фрезы по металлу
Фреза по металлу — это специальный инструмент, с помощью которого режут металлические заготовки. Это делается посредством поступательно-вращательных движений. Данный вид имеет большое количество разновидностей, благодаря чему спектр выполняемых операций с его помощью очень большой.
Сегодня мы расскажем принцип работы такого инструмента и узнаем, какие существуют виды фрез по металлу.
Непосредственно сама фреза — это исходная часть движения, и при обработке заготовки соприкасается с ее поверхностью. Данный инструмент характеризуется большим количеством видов рабочей поверхности.
Благодаря тому, что существуют разные типы фрез по металлу, выборку материала можно выполнять даже на самых сложных участках
Но при этом крайне важно выбрать тот или иной тип инструмента, а также способ его подачи. Он может быть поступательно-вращательным, винтовым и т
д
д.
Режущие кромки делаются на основе таких материалов, как:
- некоторые сорта стали;
- твердые сплавы;
- алмазы;
- керамика;
- кардная проволока и т. д.
Далее мы рассмотрим ключевые типы фрез, предназначенные для обработки металлических заготовок и их характерные особенности.
Классификация
Фрезы по металлу отличаются друг от друга по таким признакам:
- по размещению своих режущих частей (или зубьев);
- по типу заточки;
- по направлению (винтовые, наклонные или другие);
- по конструкции (составные, монолитные или сборные);
- по материалу;
- по креплению режущих инструментов.
Существует больше видов с учетом разных особенностей, однако перечислять все без исключения будет достаточно долго.
Разновидности и применение
Каждый вид фрезы применяется только на определенном технологическом этапе обработки материалов. Здесь все зависит от того, какая поставлена задача.
Например, цилиндрические бывают двух видов:
- винтовые;
- с прямыми зубьями.
Последний тип применяется для более примитивных задач и преимущественно на узких ограниченных участках. А вот фрезы с режущими винтовыми частями имеют более универсальное назначение.
Но поскольку осевые усилия могут быть значительными, то применение такого инструмента ограничено углом наклона режущей грани, а это не больше 450. Именно в таких случаях требуется устанавливать цилиндрические сдвоенные инструменты. Такое исполнение характерно тем, что в процессе обработки материалов режущие части перекрывают место стыка половин.
Другие типы инструментов
Червячные фрезы имеют специфическую сферу применения. В этом случае материал обрабатывается посредством метода обката. Выборка заготовок выполняется в процессе точечного касания их фрезой. В зависимости от направления их винтов они бывают правыми или левыми, также они могут быть одно- или же многозаходными, цельными или сборными, иметь шлифованные или нешлифованные зубья.
Концевые изделия применяются с целью обработки уступов, пазов и не только. Их хвостовки могут иметь цилиндрическую или коническую форму. Также они предназначаются для предварительной обработки материалов (с крупными зубьями) или же финишной, с мелкими зубьями. Могут оснащаться напаянными режущими пластинами или быть монолитными.
Обдирочные концевые инструменты используются для обработки кованых или литых сплавов. А с помощью шпоночных изделий выполняется выборка Т-профилей. Они имеют два зуба, один при этом находится на конце, а второй — посередине. Параметры зоны выборки заготовки определяются интервалом между ними.
Еще один тип подобного инструмента — отрезной. С их помощью производят полную или частичную обрезку металлических заготовок. Режущие кромки размещены лишь на верхних гранях зубьев, а вот на кромках их нет.
В зависимости от размеров зубьев, отрезные фрезы бывают:
- крупными;
- средними;
- мелкими.
При этом мелкие и средние используются для обрезки стали и чугуна, а крупные — для обработки легких магниевых, алюминиевых и других сплавов.
Для обработки изделия из металлов чаще всего мастера используют именно фрезу. При этом она может быть одновременно оснащена несколькими видами зубьев, режущих кромок или лезвий. Данный инструмент может иметь разные профили, формы, типы, размеры и сферы применения. Некоторые виды фрез по металлу и особенности их применения и работы мы уже рассмотрели выше.
Как сделать правильный выбор фрезы по металлу
Чтобы получить конструкции из металла правильной формы, с соблюдением параметров, указанных в проекте, предварительно проводят обработку всех ее элементов. Для этого существует несколько способов, наиболее востребованный из которых — фрезерование. Точность выполненной работы напрямую зависит от правильно подобранной фрезы — непосредственно режущего материала.
Разновидности
Борфрезы по металлу используются при обработке металла. Если с формой оснастки всё понятно, то выбрать материал, из которого она изготовлена, труднее. Чтобы не ошибиться, нужно изучить общую информацию о том, из чего могут изготавливаться борфрезы.

Разновидности борфрез по металлу
Из углеродистой стали
Самый распространённый вид насадок для электродрелей, применяющихся при обработке металлических поверхностей. При их изготовлении используется дешёвый, доступный материал, который обуславливает низкую цену за готовую оснастку. Преимущества:
- низкая цена;
- широкий выбор форм.
Недостатки:
- качество значительно хуже, чем у других материалов;
- недолговечность;
- низкое качество.
Рабочая часть, изготовленная из углеродистой стали, быстро стачивается при активной работе.
С алмазным напылением
Борфрезы по металлу с алмазным напылением используются для проведения многих работ. Преимущества:
- Используются для обработки металлических поверхностей, стекла, керамики.
- Алмазное напыление наносится на оснастку для бормашинок, граверов. С их помощью проводят ювелирные работы.
- Высокая точность выполняемых работ.
К недостаткам фрез с алмазным напылением можно отнести высокую стоимость. После работы с таким видом оснастки на обрабатываемой поверхности незаметны результаты вращения борфрезы.



Абразивный инструмент
Представляет собой абразивный материал, который закрепляется на рабочей части фрезы. Она может быть любой формы, размера. Лучшим абразивным материалом для изготовления такого вида оснастки является электрокорунд. Борфрезы с абразивом используются для обработки дерева, металла, стекла, керамики.
Электрокорунд
С твердосплавной головкой
Задача этого вида оснастки — обработка чугуна, легированной стали, сплавов на основе титана. Преимущества:
- возможность обрабатывать любые виды металлов;
- долговечность, износоустойчивость.
К недостаткам этих борфрез по металлу относят высокую цену. Их устанавливают на оборудование высокой мощности, чтобы добиться максимальной производительности, точности.
Графы таблицы
Столбцы содержат такие данные:
- Когда производилась конкретная работа — указывается дата.
- Название элементов, подвергшихся соединению.
- Материал, с помощью которого производилась заводская защита этого участка.
- Место стыковки – номер определяется по схеме или чертежу рассматриваемого участка.
- Если производилась сдача и приемка работ – отметка об этом факте.
- Полное название каждого из соединяемых элементов.
- Материал, с помощью которого производились работы по антикоррозийной защите сварных соединений: цинк, алюминий, защитные грунты, лаки, стекло или полимеры.
- Условия окружающей среды, при которых наносилось покрытие: осадки, температурный режим, влажность.
- ФИО выполнившего задачу сотрудника.
- ФИО его руководителя.
- Толщина покрытия.
- Результаты осмотра произведенных работ.
- Подписи исполнителя и его начальника.
- При наличии замечания, которые появились при проверке со стороны мастера, авторского надзора, организации-заказчика и пр.
Необходимость зачистки сварных швов
Заключительный этап сварки включает в себя очистку места соединения от шлака и окалины. Зачистка сварных швов после сварки проводится в три этапа:
- обрабатывается место вокруг сварочного соединения;
- полировка после обработки антиоксидом;
- лужение места соединения.
Зачистка сварных швов регламентируется ГОСТ 9.402-80 и выполняется для устранения, в том числе, дефектов рабочей поверхности. Согласно утверждённым стандартам это могут быть:
- Лунки.
- Кратеры.
- Свищи.
- Трещины в швах.
Важно рабочий процесс выполнять в соответствии с принятыми нормами. Нельзя допускать нарушения установленных стандартов
Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки.
Механическая чистка стыковочного места
Как зачищать сварочные швы болгаркой? Самый простой способ механического воздействия – это ручная зачистка болгаркой. В этом случае можно избавиться от дефектов, которые неизбежны при сварке:
- От окалины.
- Заусениц и окиси.
- А также следов побежалости.

Зачистка сварного шва болгаркой
Многие отмечают экономичность данного метода, и это подтверждённый факт.
Химическая чистка соединения
Как показывает практика взаимодействие двух способов: механического и химического воздействия – это наиболее эффективный и действенный вариант. Зачистка сварных швов может выполняться:
- методом травления;
- методом пассивации.
Давайте рассмотрим оба варианта. Определим отличия и выясним, в чём заключается каждый из вышеуказанных методов.
Зачистка сварных швов методом травления.
Это одна из стадий обработки сварного соединения, которая выполняется перед механической шлифовкой.
Работа проводится с использованием специального состава, позволяющего создать на рабочей (обрабатываемой) поверхности однородный слой.
Используя метод травления можно удалить участки с побежалостью. Травление допускается как отдельно взятых участков, так и полной заготовки.

Метод травления заготовки
В последнем случае материал лучше всего поместить полностью в ёмкость с травильным раствором. Нет чёткого регламента и времени на процесс травления при полном погружении.
Время в этом случае определяется в индивидуальном порядке. Зачистка сварных швов после сварки будет более эффективной, если после травления выполнить пассивацию. Это придаст месту соединения бонус в виде дополнительной прочности.
Пассивация.
Обработка сварных швов после сварки может выполняться методом пассивации. Процесс выглядит следующим образом. Обработка поверхности проводится специальным составом.
Нанесённый ровный слой на рабочей поверхности образует плёнку. Это необходимо для предотвращения старения металла, точнее, коррозии.

Использование метода пассивации
С химической точки это выглядит так: оксиданты, с размягчённой поверхности детали или заготовки, взаимодействуя с нержавеющей сталью, ликвидируют образовавшиеся свободные излишки.
А также активизируют образование плёнки для защиты рабочего объекта.
Зачистка угловых сварных швов выполняется в соответствии с установленными правилами государственного технического надзора. За качество зачистки отвечает сменный мастер. Результаты работы заносятся в технологическую карту ремонта сварных швов.








Техника безопасности
Выполняя сварочные работы независимо от способа необходимо изначально подготовить рабочее место и проверить оборудование.
Процесс подразумевает использование специальных защитных средств и рабочей одежды для сварщика. В том числе, необходимость проведения инструктажа и соблюдения норм противопожарной безопасности.
Перед началом сварки проводится инструктаж, результат которого заносится в рабочий журнал. Допуск имеют лица не моложе 18 лет прошедшие специальное обучение.
Заключение
Для качественного изготовления продукции с использованием сварочных работ обязательным условием является обработка поверхности. Обработка может выполняться разными способами.
Но цель одна: привести рабочий элемент в состояние полной готовности
Важность этого процесса регламентируется положениями ГОСТ и другими документами на государственном уровне
Можно сделать вывод, что обработка поверхности и удаление остатков сварки – это важный и неотъемлемый процесс, позволяющий в итоге получить желаемый результат.
Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3882-74 (ИСО 513–75) Сплавы твердые спеченные. Марки
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
Примечание– При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Методы контроля и испытаний
Борфрезы, при кажущейся простоте конструкции, инструмент очень точный, прочный, испытывающий огромные нагрузки. Качество его должно быть на высоте.
Поскольку рынок борфрез переполнен предложениями самых разных производителей, зачастую стремящихся увеличивать объёмы производства в ущерб качеству, контроль над соответствием ГОСТу необходим.
Крупные предприятия, постоянно использующие борфрезы, как правило, закупают их у нескольких проверенных поставщиков. И периодически сравнивают с образцами соответствия.
Качество материала, прочность спайки ножки и рабочей головки, точная центровка, идеальная геометрия, соотношение бакелитовой основы и качественного абразива – все это имеет значение для работы борфрезы.
Методов контроля несколько:
- Визуально, с лупой и штангенциркулем, проверяют внешний вид и шероховатость;
- На микроскопе и с помощью лазерных центровщиков проверяется, не имеет ли борфреза отклонений в центровке;
- Стойкость проверяется на электрическом или пневматическом оборудовании. В сумме длина проверочного фрезерования составляет 3000 мм, если d борфрезы < 10 мм, и 10000 мм, если d > 10 мм.
После проверочной работы на борфрезе не должно остаться сколов и выкрошки и она должна оставаться пригодной к работе.
Простейшую проверку качества твердосплавной борфрезы можно провести и в бытовых условиях.
Рассмотреть однородность абразива и калибровку зернистости с применением лупы. Достаточно ли прочен соединительный шов между рабочей частью и штифтом или пайка произведена некачественно, с большими разрывами.
Можно, зажав борфрезу в патрон дрели, включить инструмент на больших оборотах – несимметричная форма крутящейся фрезы, заметная даже глазу, скажет о неправильной центровке.
Процесс обработки сварных швов
Итак, возвращаясь к сварным швам, давайте рассмотрим этапы проведения ремонтных работ. Если сварные швы на изделии деформировались и начали протекать, то устранить этот дефект тоже можно легко и просто с оборудованием «Димет». Для этого изделие очищаем от пыли, грязи, масел и ищем дефект. Стоит отметить, что разгерметизация сварных швов, как правило, состоит из одной трещины и множества мелких микротрещинок вокруг нее. Поэтому при обработке дефекта сварного шва надо тщательным образом исследовать всю поверхность на наличие повреждений. Обрабатывать сварной шов, который стал протекать, мы будет при помощи установки «Димет» и специального порошка А-80-13. Этот сплав прекрасно справится с герметизацией швов на алюминиевых изделиях.

Всем известно, что сварные соединения на алюминиевых изделиях очень хрупкие, они поддаются деформации под механическим воздействием и внутренним давлением. Избавиться от дефектов алюминиевых сварных швов можно только с помощью оборудования «Димет», так как оно способно работать при низкой температуре, не причиняя вреда хрупкому алюминию. Другим способом произвести сварку сварных швов на алюминиевых трубках невозможно. Ведь при температуре воздуха более 150 градусов изделие просто повредится и придет в негодность.








Борфрезы твердосплавные
Борфрезы твердосплавные — это высокоскоростной металлорежущий инструмент используемый для динамической обработки поверхностей деталей сложной конфигурации из твердых марок стали. Высокую стойкость инструмента обеспечивает рабочая часть из твердого сплава, которая припаяна к хвостовику из обычной стали.
Сфера применения и преимущества
Благодаря стандартному хвостовику твердосплавная борфреза может быть свободно установлена в патрон любого станка, а также электрического или пневматического инструмента.
Материал рабочей части, твердая сталь марки ВК8 или её аналоги, позволяет производить обработку деталей из чугуна, титанового сплава, других нержавеющих и жаропрочных марок стали.
Из-за динамического характера обработки главным условием использования данного инструмента является высокая скорость вращения, не менее 6 тыс. об/мин.
Наиболее частые варианты применения борфрез:
- Снятие крапа и облоя с заготовок.
- Обработка сварных швов.
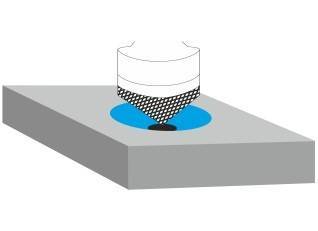
- Обработка отверстий, пазов и выемок.
- Шлифовка поверхностей.
- Обработка труднодоступных поверхностей при использовании электроинструмента.
Твердосплавная рабочая часть борфрезы позволяет обрабатывать детали из стали твердостью более 70 HRC.
Основное преимущество твердосплавных борфрез – это высокие показатели износоустойчивости. Так, по стойкости к износу данный инструмент в десять раз превосходит стальной токарный резец, и в сто раз – шлифовальный круг. Отметим и прочие преимущества:
- Большое разнообразие форм и размеров инструмента, что даёт возможность эффективной обработки любого типа поверхности в труднодоступных местах.
- Высокая производительность благодаря твердому материалу и высокой скорости вращения.
- Износостойкость и высокая стабильность размера режущей головки.
- Термостойкость до 400 °С, что значительно продлевает срок службы инструмента.
Классификация
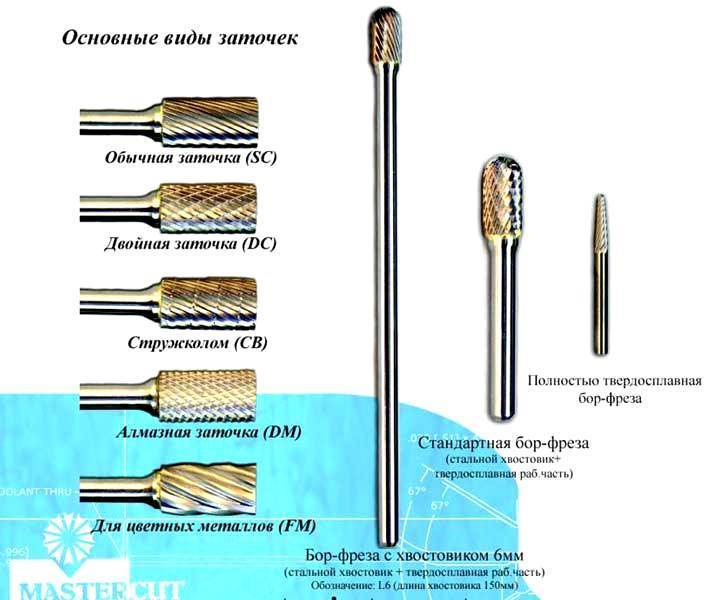
Основные параметры классификации инструмента – это способ заточки и форма режущей части. В зависимости от способа заточки существуют следующие варианты исполнения:
- Обычная заточка – максимально используется профиль зуба, получается очень длинная стружка.
- Укрупненная заточка – для работы с мягкими металлами. Позволяет снять максимум металла без налипания.
- Алмазная головка – для работы с закаленными материалами, обладает высокой стойкостью к износу и образует гладкую и чистую поверхность.
- Улучшенная заточка. Применяется при обработке закаленной стали при высоких требованиях к чистоте обработки поверхности.
- Двойная заточка. Обеспечивает легкий и точный съём слоёв материала, высокое качество поверхности. Применяется при чистовой обработке.
- Стружколом. Заточка применяемая для черновой обработки, позволяет снять максимально толстый слой материала.
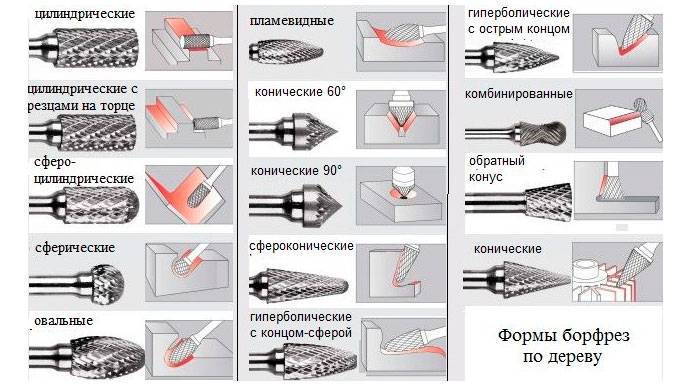
Возможность обработки поверхностей зависит от конфигурации головки. Существуют следующие основные формы рабочей головки борфрезы:
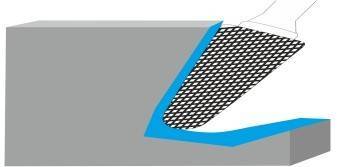
- Коническая. Применяется при обработке галтельных канавок и пазов.
- Круглая. Оптимальна при подготовке посадочных гнезд под подшипники и детали сферической формы.
- Цилиндрическая. Используется для обработки плоских поверхностей и снятия заусенцев.
- Специальная форма (овал, пламевидная, обратный конус и т. д.). Применяется для обработки сложных поверхностей.
Особенности эксплуатации
Важным условием правильной эксплуатации инструмента является использование его для того типа обработки, для которого он предназначен – черновая, получистовая, чистовая обработка, плоскость, галтель, сфера и т. д
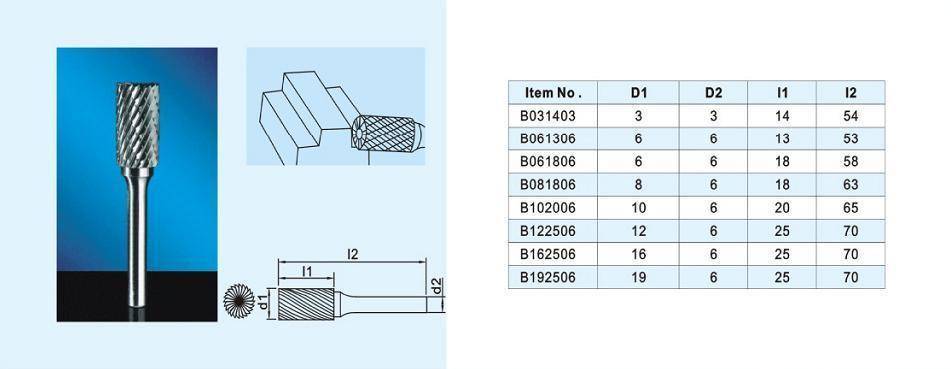
Также важно правильно соотнести диаметр и скорость реза с количеством оборотов. Рекомендации приведены в таблице ниже
При подборе и использовании твердосплавных борфрез рекомендуется:
- Выбирать зубья и насечки инструмента в соответствии материалом. Основной принцип – чем тверже материал, тем мельче должна быть насечка.
- Применяйте максимальное количество оборотов в указанном диапазоне. При недостаточном количестве оборотов возможно биение, сколы зубьев и преждевременный износ.
- Уменьшать количество оборотов можно при большом угле охвата и большом нагреве материала из-за повышенной теплопроводности.
- Следите за состоянием режущей части и хвостовика. Они не должны перегреться и посинеть.
- Тщательно подбирайте патроны, не должно быть биения.
- При зажиме инструмента оставляйте минимально возможный свободный участок. Это уменьшает риск обламывания хвостовика и вибрации.
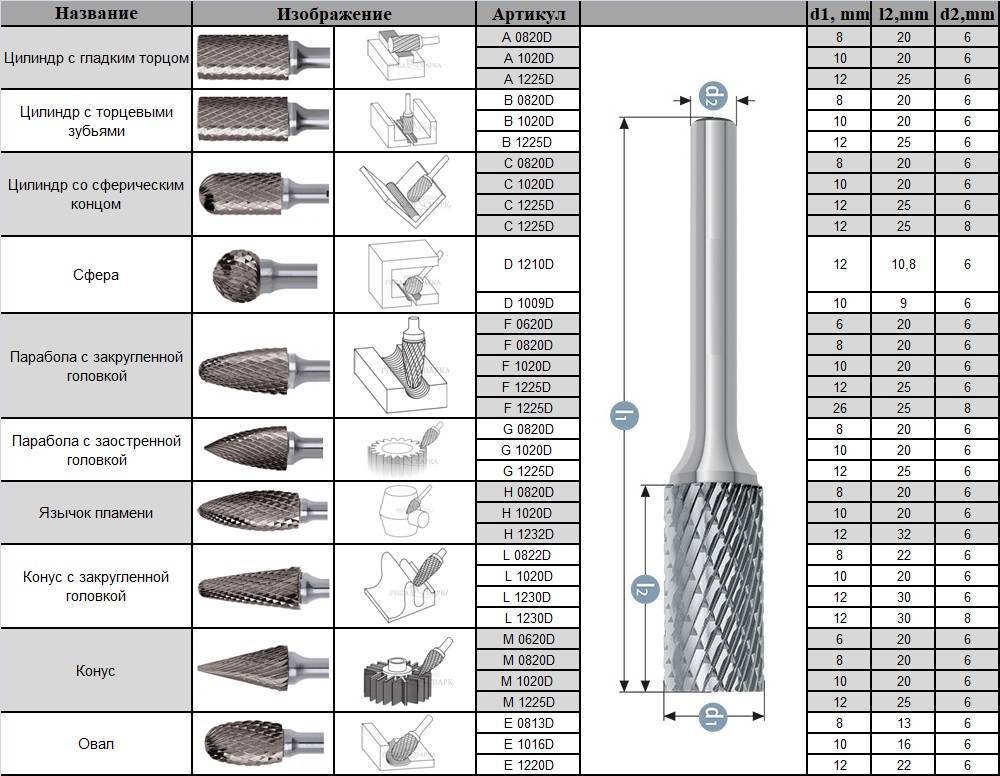
Классификация борфрез по типу режущей головки
По конструктивному решению борфрезы бывают разными. В зависимости от стоящих технологических задач, выбирается и форма режущей части инструмента. Правильно выбранный тип борфрезы значительно облегчает работу, делает геометрию точной, а результат близким к идеальному.
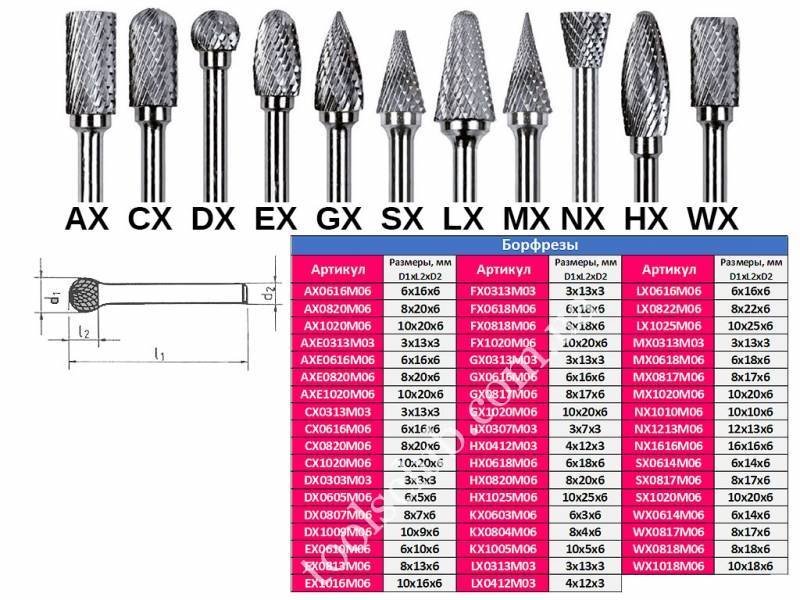
Тип А – борфрезы цилиндрические. Универсальные. Идеальны для плоскостей, заусенцев и отверстных выборок.
Тип В – борфрезы цилиндрические с торцом. В отличие от борфрез типа А имеют и торец с сечением. Универсальны, отлично обрабатывают поверхности и делают выборки.
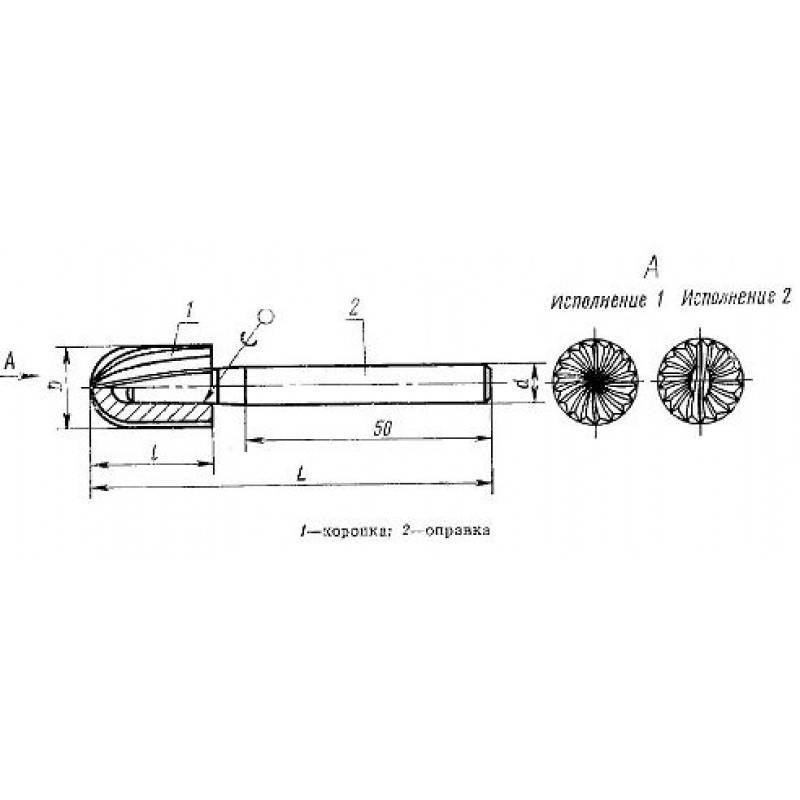
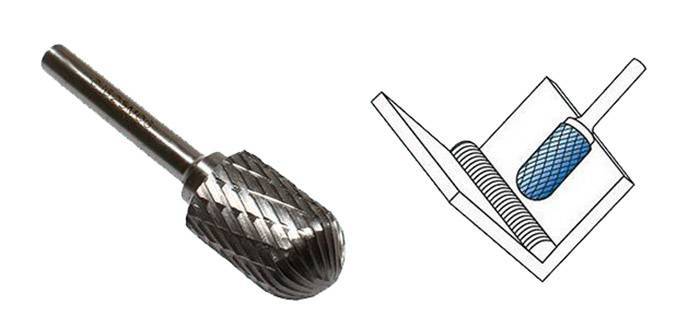
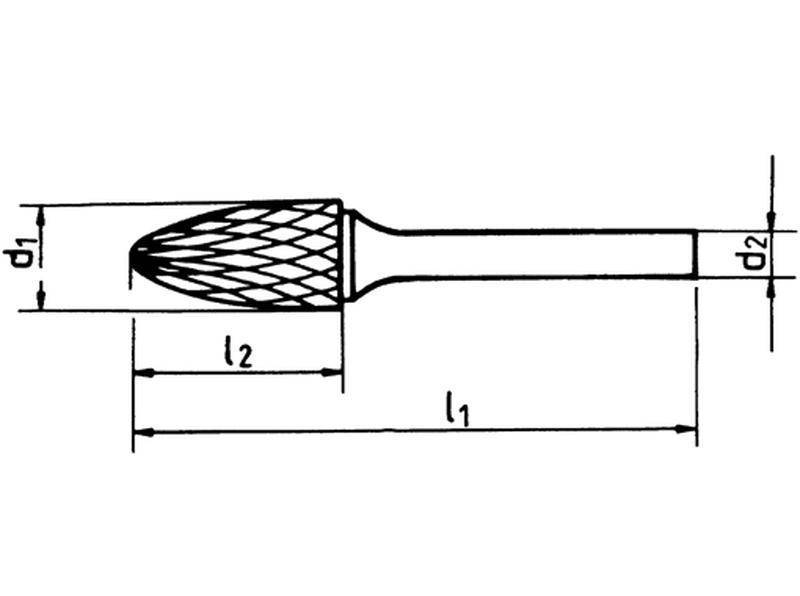
Тип С – борфрезы сфероцилиндрические. Для поверхностей и радиусов. Закруглённый торец – рациональное решение для плавных изгибов.
Тип D – борфрезы сферические. Отлично обрабатывают внутренние отверстия, посадочные места под подшипник и контуры.
Тип Е – борфрезы овальные. Они идеальны для закруглённых углов и плавных траекторий.
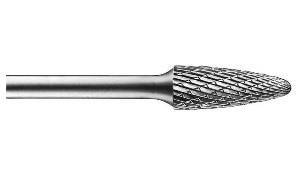
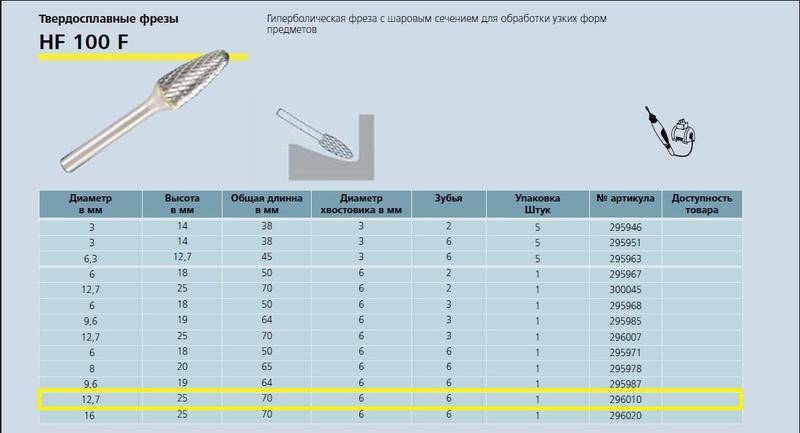
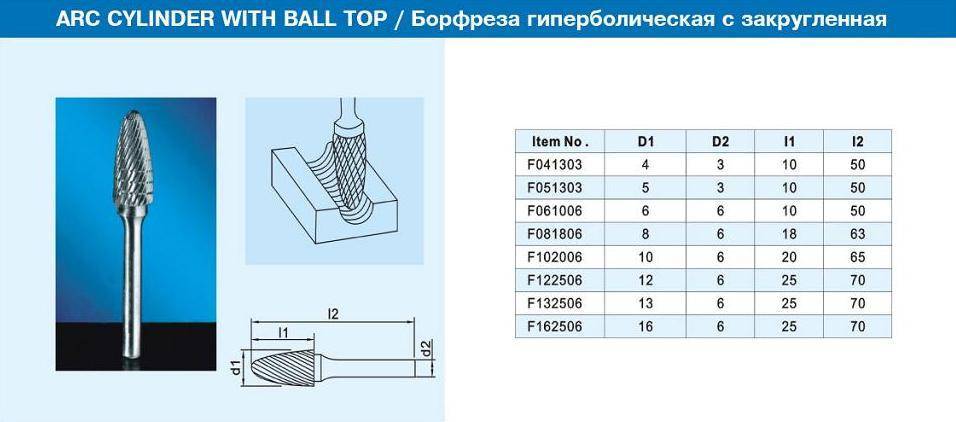
Тип F – борфрезы гиперболические со сферическим торцом. Проверенное решение для формованных деталей с мягким контуром.
Тип G – борфрезы гиперболические с точечным торцом. Для снятия фаски, формирования точного угла, гравировки.
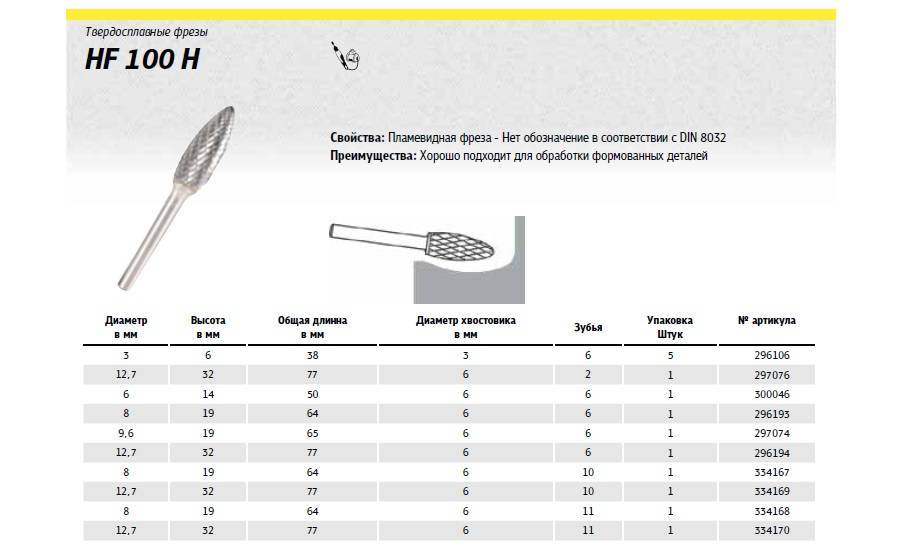
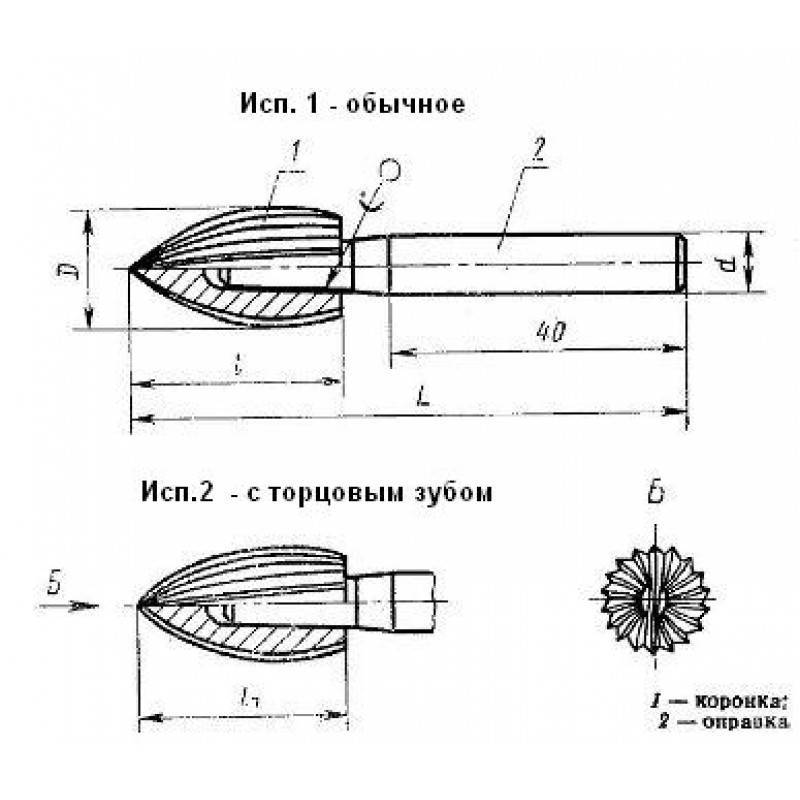
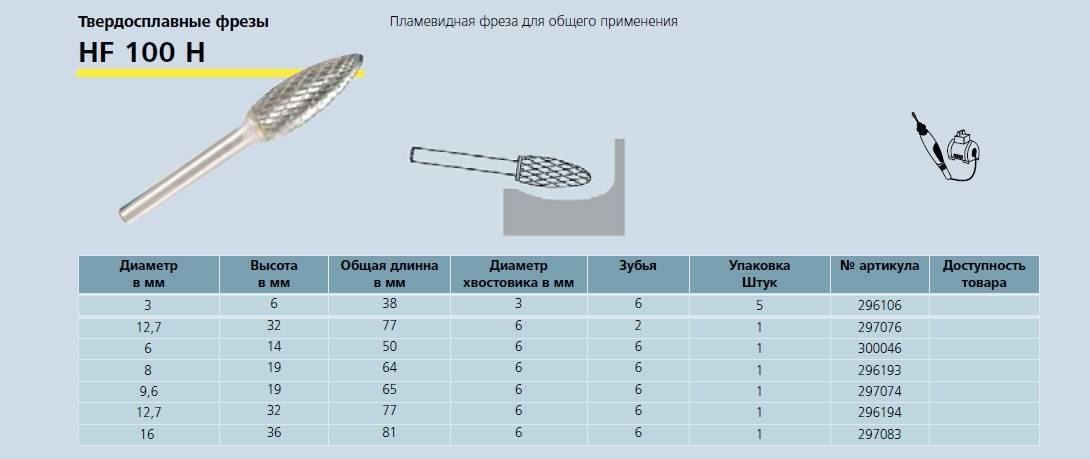
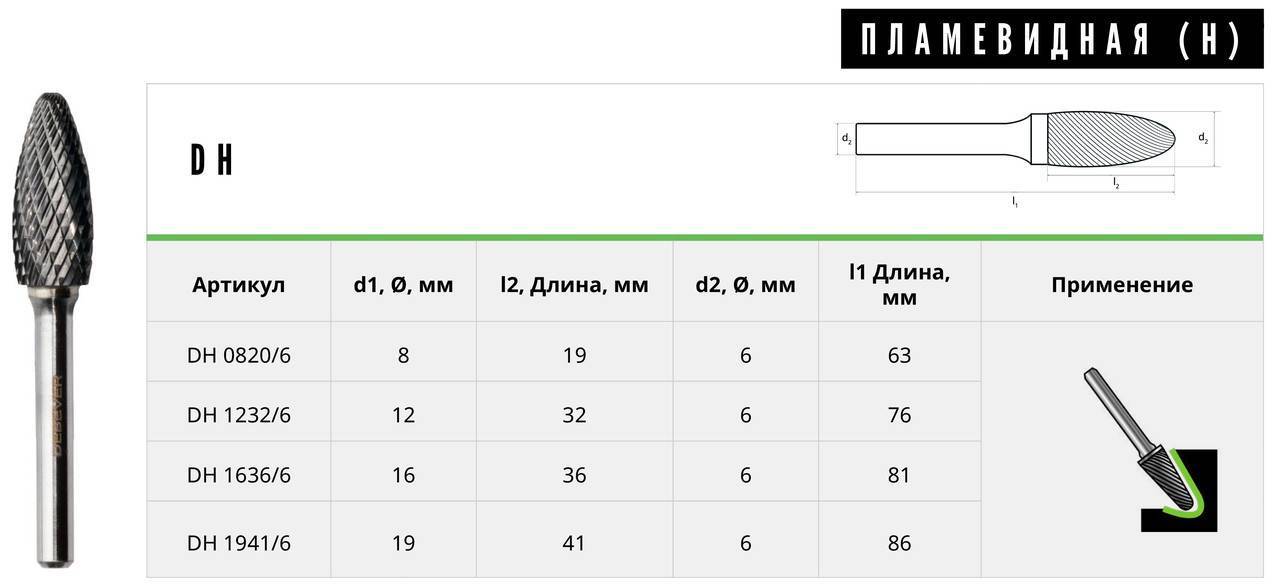
Тип H – борфрезы пламевидные. Идеально для обработки формованных изогнутых деталей.






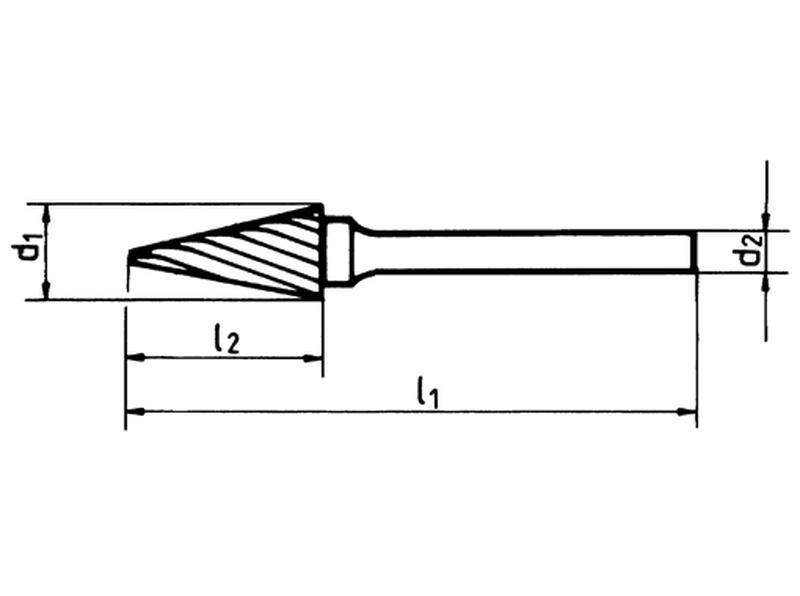
Тип J – борфрезы конические 60%. Лучший вариант для зенкования под заданным углом.
Тип К – борфрезы конические 90%. Для кромок, фасок, зенкования.
Тип L – борфрезы сфероконические. Для сложных мест.
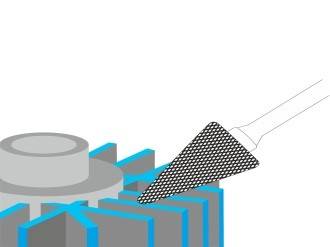
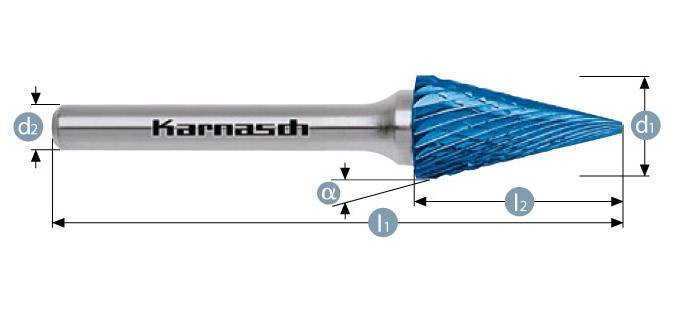
Тип М – борфрезы конические. Для труднодоступных мест, тонких задач и точечных рассверловок.

Тип N – с обратным конусом. Такая твердосплавная борфреза надёжна и удобна для углов и скрытых выборок.
Материал и конструкция
Борфреза (её ещё называют шарошка) — это один из видов оснастки для электроинструментов, промышленного оборудования, станков. До изобретения этих приспособлений человек счищал слой металла напильником. На это уходило много времени, сил.
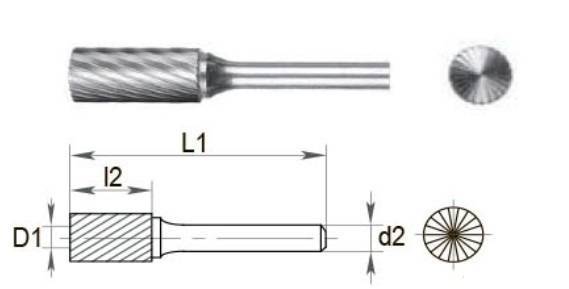
Появление фрез повысило производительность труда. С помощью них можно проводить обработку различных металлических заготовок. Шарошка состоит из двух частей:
- Концевик — закрепляется в патроне шуруповерта, дрели, перфоратора, бормашинки.
- Режущая часть — рабочая головка фрезы, с помощью которой происходит обработка металла. Борфрезы, которые можно найти в строительных магазинах, соответствуют параметрам, указанным в ГОСТе.
Разделяются шаровки по виду материала, из которого изготавливается рабочая головка, конструкции, визуальной форме режущей части. Материалы, которые используются из при изготовлении борфрезы:
- углеродистая сталь;
- абразив;
- алмазное напыление;
- твердые сплавы металлов.
По конструкции борфрезы могут быть одноконусными, двухконусными. Форма у фрез разная:
- круглая;
- овальная;
- коническая;
- цилиндрическая;
- полуовальная.
Профили рабочей части
Стандартная заточка. Имеет одну длинную насечку. Подходит для литых деталей, сварочных швов, сплавов, латуни, стали, в том числе и стойкой термообработанной. Позволяет делать большие припуски. Стружка — длинная. Эффективность оптимальна.
Двойная заточка. Имеет крестообразные насечки на рабочей поверхности, в результате чего образуются зубцы. Универсальный тип. Подходит для работы с любыми материалами. Уменьшает вибрацию борфрезы, что позволяет лучше контролировать процесс. Обеспечивает высокую скорость реза. Оставляет чистую гладкую поверхность. Образовавшиеся в результате насечки зубья бывают прямые и разнонаправленные. Борфреза с такой заточкой производит мелкую стружку.
Крупная заточка. Имеет одну широкую насечку (ширина и угол могут отличаться). Отлично подходит для мягких материалов, таких как алюминий, и там, где нужно снять большой объём. Быстрая работа с крупной стружкой.






