

Что такое центраторы для сварки труб?
Центратор для сварки труб – это специальное приспособление, главной функцией которого является обеспечение нужного совпадения, но не параллельности двух кромок необходимых деталей, прежде чем начинать их сваривать.
Использование центратора для сварки труб.
Благодаря данной процедуре размер в месте сварки выходит стабильным, что позволяет провести механизацию процесса. Помимо того, с применением центратора отсутствует перепад внутренних диаметров на шве.
Благодаря этому не возникает турбулентность в потоке рабочей среды во время перекачки через трубопровод. Также уменьшается коэффициент сопротивления. В результате получается достаточно мощная работа насоса в магистральном трубопроводе.
Любая конструкция центратора, чтобы сварить трубопровод должна иметь:
- Надежную фиксацию всех привариваемых деталей друг с другом.
- Точное соединение на стыке.
- Удобный монтаж и демонтаж.
- Долгосрочность, без влияния внешних факторов либо частоты эксплуатации.
Требования к сварщикам и условиям выполнения сварочных работ.
Сварка стыков трубопроводов является одной из самых важных операций при монтаже трубопровода. К таким видам работ допускаются только высококвалифицированные сварщики, имеющие документ на право выполнения данного типа работ. В том случае, если сварщик только получил такой допуск и не имеет практического опыта или он не работал с трубопроводами в течение нескольких месяцев, перед тем как приступить непосредственно к работе, он должен выполнить контрольную сварку с использованием того же способа сварки, который будет потом применяться в сварочных работах. Кроме того, при выполнении контрольной операции он должен работать приблизительно в тех же условиях, которые будут присутствовать во время рабочего процесса. После выполнения контрольной сварки она тщательно проверяется и, если к сварному шву не возникает никаких претензий, сварщик допускается к выполнению основных работ.
Сварочные работы в полевых условиях разрешается выполнять при температуре воздуха не ниже -20 градусов по Цельсию, а если речь идет о легированных сталях, то температура воздуха при их сварке не должна быть ниже -10 градусов по Цельсию. Дело в том, что при более низкой температуре расплавленный металл сварного шва начинает активно насыщаться газами из окружающего воздуха (в основном, кислородом и водородом), а такие примеси способны сделать металл более пористым, то есть оказать большое влияние на прочность и надежность сварного соединения. Кроме того, при проведении сварки место, где работает сварщик, должно быть хорошо закрыто от ветра, дождя или снега.
Центраторы скважинные
Центраторы представляют собой устройства, выполняющие опорно-центрирующую функцию. Чаще всего они применяются там, где происходит бурение скважин для забора нефти и газа. Данные устройства устанавливаются на бурильную колонну либо действующий в забое двигатель, направляя их в нужную сторону, что позволяет выпрямить ось скважинного ствола, а при необходимости даже изменить направление скважины.
В зависимости от специфики применения центраторы делятся на два вида: колонные и передвижные. Первые соответственно устанавливаются на колонну, а вторые – на двигатель. При этом колонные центраторы используются при бурении глубоких ровных скважин, а передвижные – при создании наклонных скважин.
Помимо центрирующей и опорной функции, колонные центраторы также выполняют калибровку скважины. Их следует использовать при бурении наиболее глубоких скважин, когда долото попадает под серьезную нагрузку. Колонные центраторы производятся из хромо-никелиевой стали в расчете на труднейшие геологические условия.
Особое отличие колонных центраторов заключается в исполнении: они имеют монолитную конструкцию. При этом их комплектуют тремя специальными лопастями, прошедшими процедуры армирования и прессовки. Они расходятся в стороны, касаясь стен скважины. Для повышения стойкости центратора лопасти обрамляются дополнительным вооружением на концах. Это свойство также гарантирует длительное сохранение центрирующих возможностей устройства. В комплексе армирование и вооружение позволяет повысить прочность и долговечность изделия.
Если колонные центраторы необходимо установить на соединение между упрочненными бурильными трубами (УБТ), то их производят с двумя типами замков – внешней и внутренней резьбой. Для монтажа центратора над долотом оба замка делаются изнутри. Последний тип колонного центратора может снабжаться режущим элементом для калибровки поверхности скважины.
При необходимости изменения направления скважины используются передвижные центраторы. Они изготавливаются на базе анализа поставленной технологической задачи. При этом учитывается необходимый уровень стабилизации ствола скважины и угол изменения её наклона. Такие центраторы состоят из главной муфты, лопастей и цанги. Шесть армированных лопастей располагаются на поверхности муфты. А цанга, имея обычную коническую резьбу, вкручивается в муфту. Обычно это необходимо, чтобы закрепить передвижной центратор на двигателе. При повороте муфты цанга начинает сжиматься, надежно закрепляя корпус двигателя. С этой же целью на внутренней поверхности цанги делают продольные полосы из сплава вольфрама и кобальта.
Резьба цанги имеет ступенчатый тип, благодаря чему при достижении максимального вкручивания происходит заедание. Как правило, степень усилия для этого должна достигать 100-500 кН, а различна из-за момента свинчивания, который обычно равен от 23 до 56 кН.м.
Как видно, передвижные центраторы имеют довольно простое строение, выполняя при этом очень ответственную задачу. Именно простота устройства гарантирует удобство при выполнении работ и необходимый уровень надежности.
Непременно стоит отметить маркировку, проставляемую на центраторах. Она зависит от типа пород, через которые способно проходить устройство. Например, маркировка МС говорит о возможности прохода центратора через мягкие пласты пород, имеющие прослойки средней жесткости. Маркировка С обозначает центраторы, работающие с породами средней жесткости, а буквой Т маркируются центраторы для максимально твердых пород.
Место размещения
Устанавливаться центратор может снаружи свариваемых труб или внутри их. Первый вариант используют в том случае, если диаметр трубопровода небольшой – до 2000 мм. Если проводится сварка крупных магистралей, применяются модели, устанавливаемые внутри.
Наружные
Наружный центратор для сварки труб внешне напоминает зажим, который обхватывает трубы снаружи и фиксирует их в нужном положении на время проведения сварочных работ. Преимущества этого варианта оборудования:
- оборудование имеет небольшие габариты и незначительный вес, поэтому при транспортировке не возникает проблем;
- устройства позволяют проводить работы в любых климатических условиях;
- легко и быстро устанавливается, а после завершения работ – демонтируются.
Внутренние
Вторая разновидность прибора – внутренний центратор. Это устройство используется для трубопроводов диаметром больше 2000 мм. Эти центраторы устанавливают внутри, то есть они внешне похожи на распорки. Поскольку это оборудование предназначено для сварки трубопроводов большого диаметра, то вполне естественно, что оно и само является габаритным.
Применение
Центраторы имеют обширную сферу применения. Это обусловлено тем, что они рассчитаны на сварку труб различных типов и диаметров. Ввиду этого их применяют при сборке трубопроводов в коммунальной и нефтегазодобывающей сферах. Центраторы служат для фиксации смежных фрагментов трубопровода при сварке.
Актуальность данных инструментов определяется большой сложностью совмещения соединения фрагментов магистральных трубопроводов путем сварки, особенно большого диаметра. Это обусловлено провисанием ввиду малой жесткости соединяемых фрагментов. Этого необходимо избежать, обеспечив соосность. В противном случае значительно снизится качество соединения. Причем нужно учитывать, что соосность далеко не всегда означает параллельность.






Фиксация фрагментов обеспечивает стабильные размеры зоны сварки. К тому же, если используется центратор для сварки, с внутренней стороны стыка не формируются перепады, вызывающие турбулентность потока и повышающие сопротивление при эксплуатации трубопровода. То есть названные дефекты ухудшают гидравлические параметры, вследствие чего требуется более мощное насосное оборудование.
Точное позиционирование обеспечивает одинаковую ширину сварочного шва по окружности в отсутствии подрезов, непроваров, наплывов, что повышает прочность. К тому же благодаря этому допустимо применение механизированной сварки.
Универсальные приспособления для сборки под сварку
Универсальные приспособления для сборки, как правило, просты и выполняются переносными. Они не всегда обеспечивают необходимую точность и рассчитаны на проверку правильности сборки и установочных размеров.
Переносные зажимы предназначены для фиксации взаимного положения свариваемых деталей. Зажимные приспособления могут использоваться при сварке определенных деталей, а также при изготовлении узлов и конструкций. В этом случае ими оснащаются стенды, стеллажи и другое вспомогательное оборудование. Их изготовляют в виде струбцин и болтовых зажимов, позволяющих собирать детали любого профиля.
Для сборки под сварку изделий из листового проката применяют клиновые и зажимные скобы. Для фиксации тонких листов и коротких деталей из профильного проката служат пружинные зажимы.
| клиновая скоба | зажимная скоба | пружинная скоба |
Прихваты используют в основном при монтаже крупных конструкций. Отдельные элементы прихватов временно приваривают к собираемым деталям, а после сварки удаляют. Прихваты бывают жесткие и регулируемые.
Стяжки применяют для сближения кромок свариваемых деталей до заданных размеров. Наибольшее распространение нашли винтовые стяжки.
Стяжка с болтом и приваренными угольниками для сварки крупных конструкций из листового проката.
Стяжное приспособление с приваренными временными угольниками для сборки труб. Оно применяется ограниченно и только на трубах из углеродистых сталей.
Стяжка винтовая для сборки конструкций и деталей из листового, полосового и профильного проката.
Рычажно-винтовая стяжка.
Для сборки стыков труб наибольшее применение находят стяжные винтовые приспособления хомутного типа, которые не создают жесткого закрепления стыкуемых элементов.
Распорки и домкраты служат для фиксации изнутри изделий с замкнутым профилем, для выравнивания кромок цилиндрических изделий, для удаления вмятина др. При сварке цилиндрических изделий распорки применяют в сочетании со стяжными кольцами. Если диаметр обечаек невелик, применяют распорные кольца, а при больших диаметрах — винтовые распоры или домкраты. Усилия в распорках и домкратах создаются механическим, гидравлическим или пневматическим приводами.
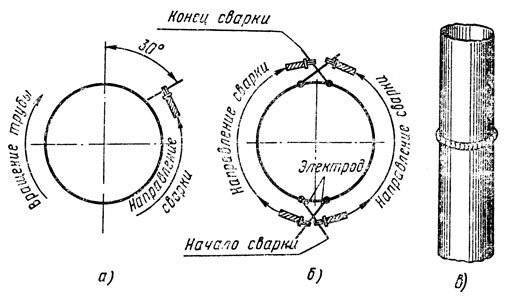
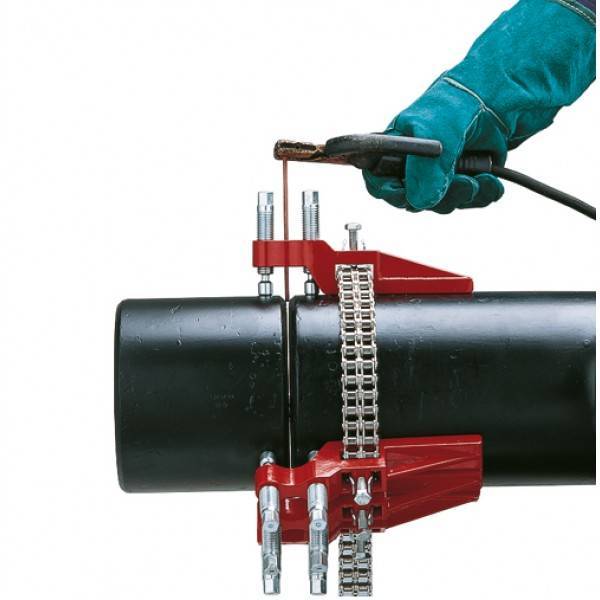
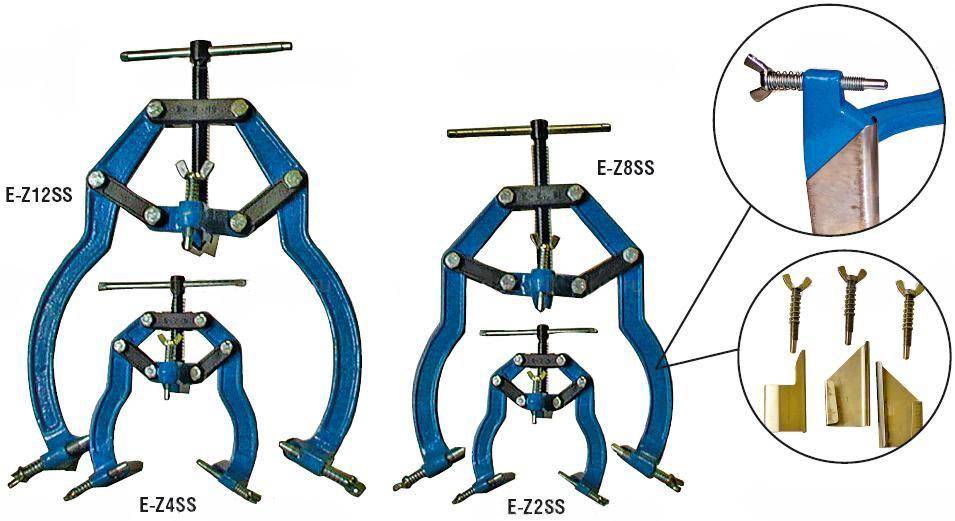
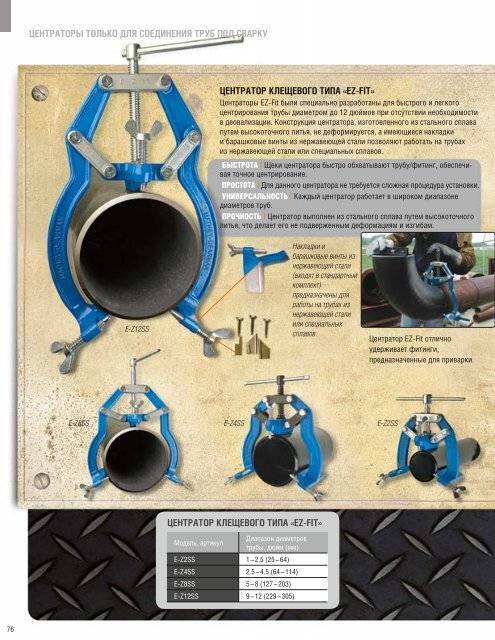
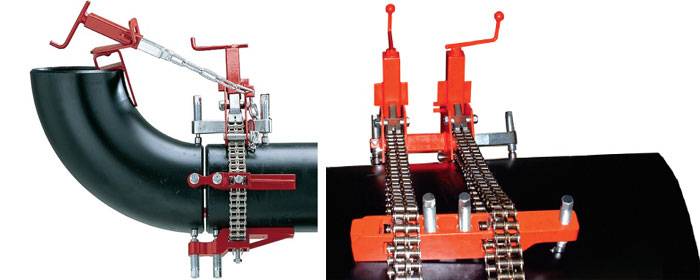
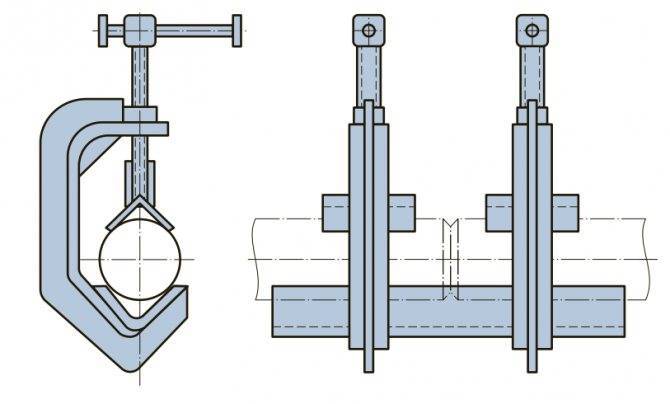
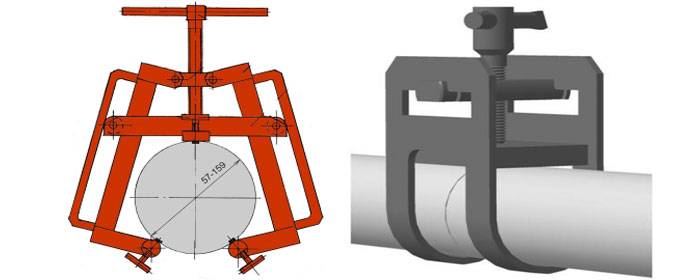
Центраторы предназначаются для закрепления отдельных труб или подобных изделий, так чтобы они не имели сдвига и поворота в направлениях трех координатных осей. Они позволяют совместить цилиндрические поверхности стыкуемых изделий (труб, секций из труб и др.) для выполнения сварочных работ. В зависимости от положения центраторов относительно установочных поверхностей, центраторы подразделяются на наружные (схватывающие) и внутренние (распорные). Наружные центраторы применяют при сборке труб в секции для сварки на заготовительных базах или в зоне строительных площадок. Хотя конструкторское исполнение наружных центраторов различно, они выполняют одну операцию по обеспечению соосности и совмещению торцевых кромок труб (см. рисунок ниже).
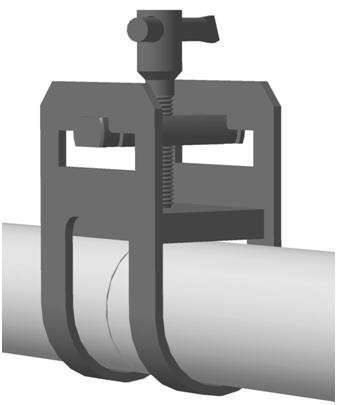
| Клещи для труб диаметром до 40 мм | Приспособление с винтовым зажимом для труб диаметром до 60 мм |
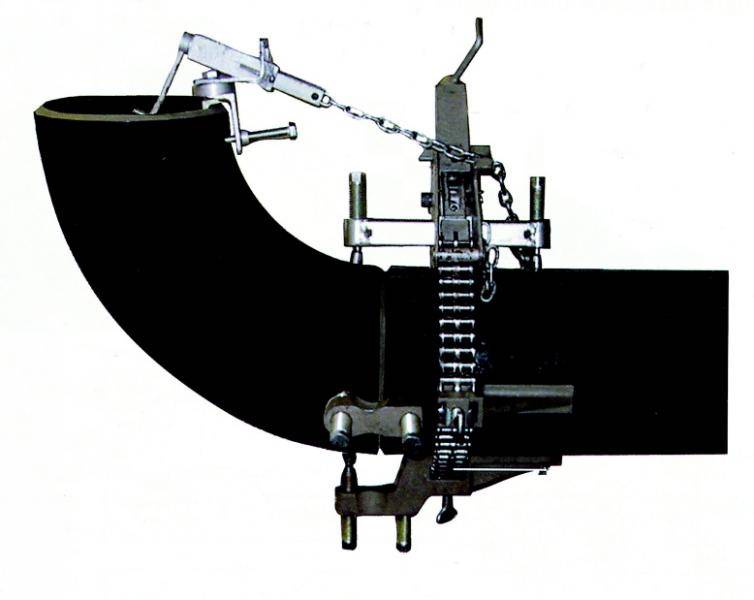
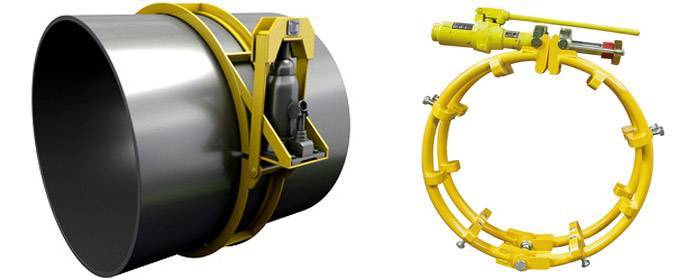
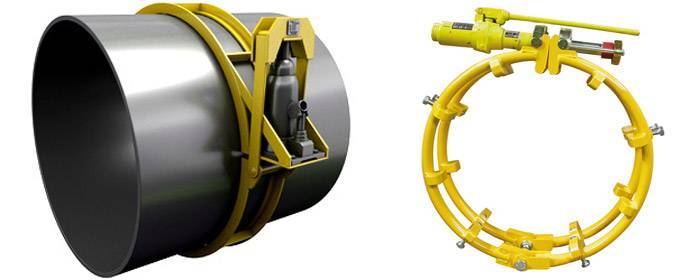
Центраторы для сборки труб большого диаметра могут быть оснащены в месте стяжного винта силовым гидравлическим цилиндром. Центратор наружный гидравлический представляет собой пластинчатую двухрядную цепь, стягиваемую на концах стыкуемых труб домкратом, размещенным внутри скобы. Привод домкрата осуществляется от гидравлической насосной станции.
Наружный гидравлический центратор ЦНГ-1220
1 — цепь; 2 — упорный ролик; 3 — скобы; 4 — концевое звено; 5 — домкрат; 6 — винт.
Внутренние центраторы обеспечивают наиболее качественную сборку труб благодаря более точному совпадению их кромок. При центровке стык открыт снаружи, что обеспечивает свободный доступ к месту сварки. Применение внутренних центраторов позволяет повысить производительность и степень механизации сборки для сварки как поворотных, так и неповоротных стыков трубопроводов.
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.
Читать также: Виды топоров и их названия

Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.









Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.

Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.
Как выбирать?
Чтобы правильно выбрать модель центратора, нужно учесть условия, в которых устройство будет эксплуатироваться:
Диаметр труб. Каждая модель имеет ограничения по диаметру труб, для которых её можно использовать.
- Материал. Так, трубы, имеющие полиуретановое покрытие, нельзя сваривать с применением наружных центраторов, необходимо использовать внутренние.
- Объем работ. Если планируется произвести сбоку трубопровода на участке частного дома, то достаточно использовать самый простой и дешевый вариант – цепной наружный центратор. Если же оборудование приобретается для проведения масштабных работ, то нужно отдавать предпочтение профессиональным моделям.
- Условия эксплуатации трубопровода. Если магистраль будет использоваться для транспортировки сред под давлением более 5 атм, то нельзя использовать устройства с ручным зажимом, требуется применение оборудования с гидроприводом.
Итак, центратор – это необходимое оборудование для проведения сварочных работ, если трубы соединяются встык. Выбирать модель центратора нужно с учетом того, какие трубы будут свариваться, а также с учетом давления транспортируемой среды.
Источник
Особенности внутренних центраторов для сварки труб
Данные приспособления отличаются конструктивной сложностью по сравнению с наружными центраторами. Внутренние центраторы для сварки труб устанавливаются во внутренней полости свариваемых деталей трубопровода.
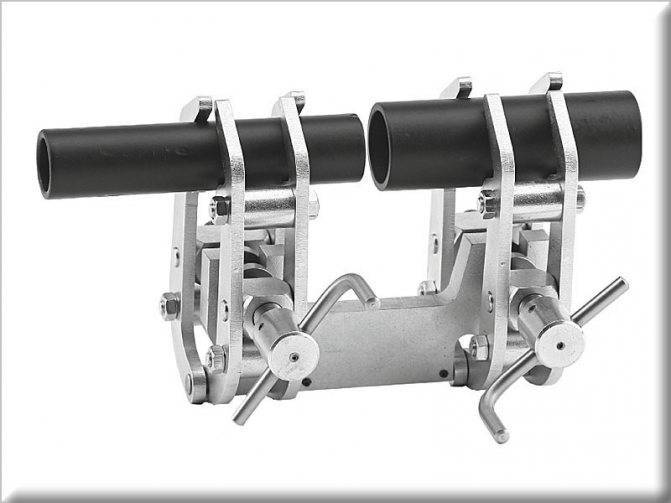
Принцип работы такого оборудования не столь прост, как в случае с внешними устройствами. Основным рабочим элементом являются жимки – детали, которые установлены в два ряда на внешней части устройства. При помощи встроенной гидравлики на жимки подается усилие, за счет которого осуществляется распорка и фиксация краев свариваемых труб.
Такое воздействие позволяет удерживать обрабатываемые части трубопровода на одной оси вплоть до того момента, пока сварка шва не будет завершена. Кроме того, давление на трубы изнутри позволяет решать проблему, которая уже упоминалась выше – распрямление изогнутых краев монтируемых деталей.
Чтобы установить трубный центратор во внутренней поверхности трубопровода, одна его часть фиксируется на краю трубы, а на вторую надвигается следующая секция. Фиксация обеих частей свариваемых труб осуществляется так, чтобы между ними оставался требуемый для соединения зазор.
Внутри поверхности трубопровода центратор передвигается посредством специальной штанги. Учитывая немалый вес всей конструкции, для ее перемещения приходится пользоваться спецтехникой (например, тракторами).
Последствия неправильной сварки
В случае неправильного выбора центратора или несоблюдения правил работы с ним может возникнуть целый комплекс последствий, которые называются дефектами сварки. К ним относятся:
- трещины;
- поры, небольшие полости;
- непровары в результате неполного охвата поверхности металла сварочным аппаратам;
- различные отклонения структуры шва – излишняя выпуклость, смещения, подрезы и другие.

Все эти дефекты неизбежно приведут к тому, что труба не прослужит долго. Последствия усугубляются характером эксплуатации и внешними факторами:
- перепад давлений внутреннего содержимого (воды, нефти, газа и др.);
- перепад температур (внутренних и внешних);
- влияние коррозии.
Проникая в микротрещины, вода и воздух значительно ускоряют процессы разложения металла (коррозии). Это приведет к тому, что труба вскоре даст течь, давление в системе упадет, соответственно, может случиться и прорыв. Поэтому грамотный выбор центратора труб и правильная его эксплуатация на всех этапах сварочных работ – неотъемлемое условие при монтаже трубопроводов всех типов.






Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.

Центратор внутренний
Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.
Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.

Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Наружные центраторы для сварки труб
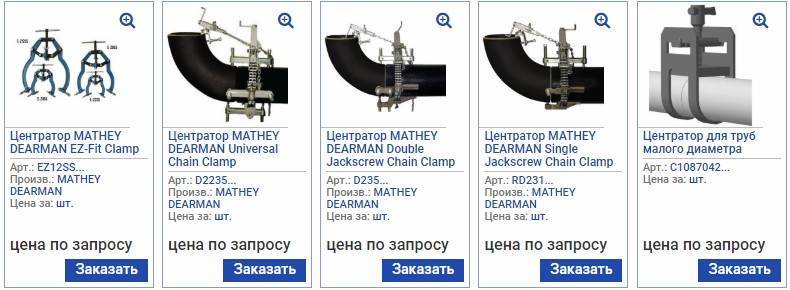
Такие устройства (обозначаются буквами ЦН с последующим указанием предельного значения внешнего диаметра в мм) представляет собой разъёмную многозвенную конструкцию, которая отличается различным способом соединения свариваемых концов труб. Наибольшее применение получили следующие разновидности наружных центраторов:
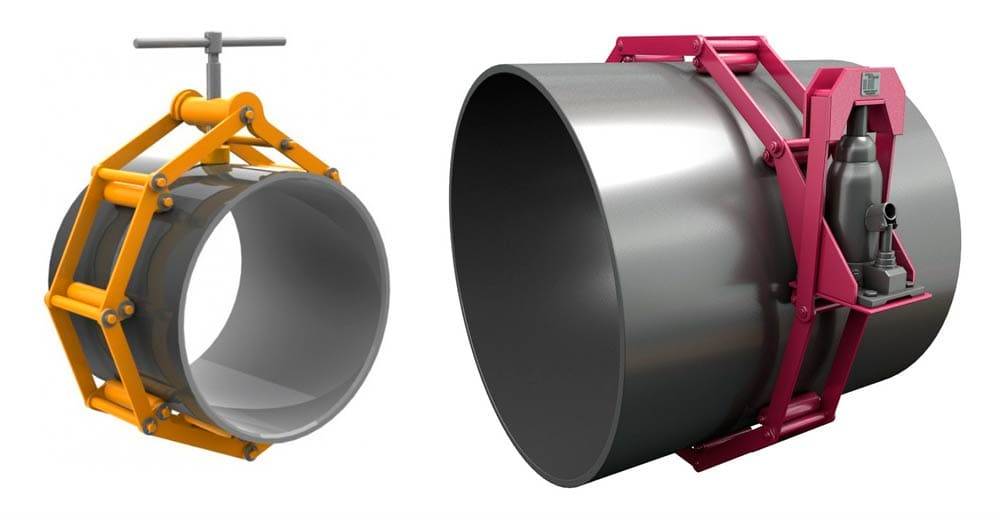
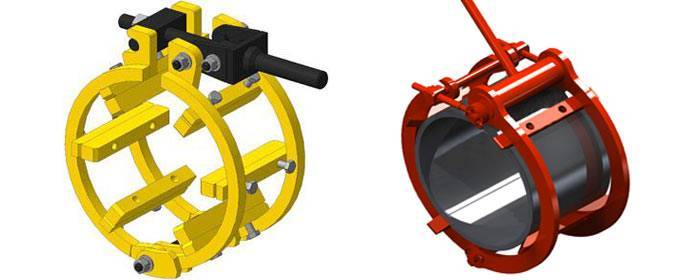
Центраторы многозвенного типа, предназначенные для соединения трубопроводов с наружным диаметром до 2000 мм. Состоят из комплекта звеньев, которые соединяются между собой пальцевыми шарнирами. Стягивание звеньев между собой осуществляется либо вручную, при помощи винтового механизма, либо силового гидропривода по типу обычного домкрата. В последнем случае может быть достигнуто большее усилие стягивания, что обеспечит лучшее центрирование.

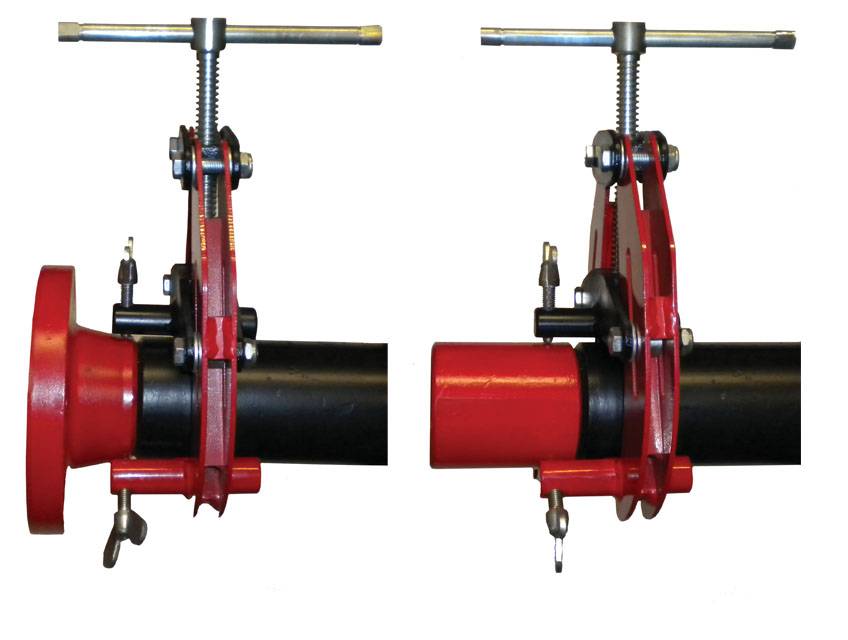
Центраторы арочного типа, которые представляют собой две клеммы с откидными частями, которые при центрировании накладываются одна на другую, после чего стягиваются вручную или гидравликой. Отсутствие звеньев упрощает конструкцию, и делает её более жёсткой и долговечной. Это связано с тем, что в процессе эксплуатации величина зазоров в звеньях центраторов предыдущего типа как правило, возрастает вследствие износа. Кроме того, исключается выход приспособления из строя вследствие поломки соединяющих пальцев. Количество арочных секций подбирается в зависимости от внешнего диаметра трубопровода. Арочные центраторы применяют для труб диаметром до 900 мм.
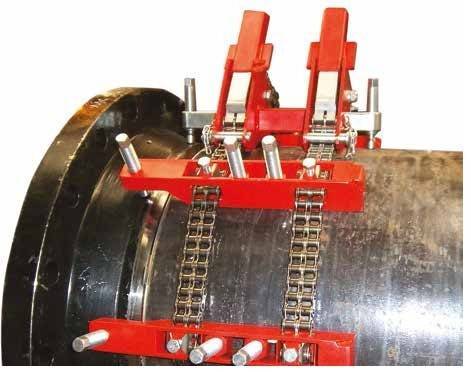
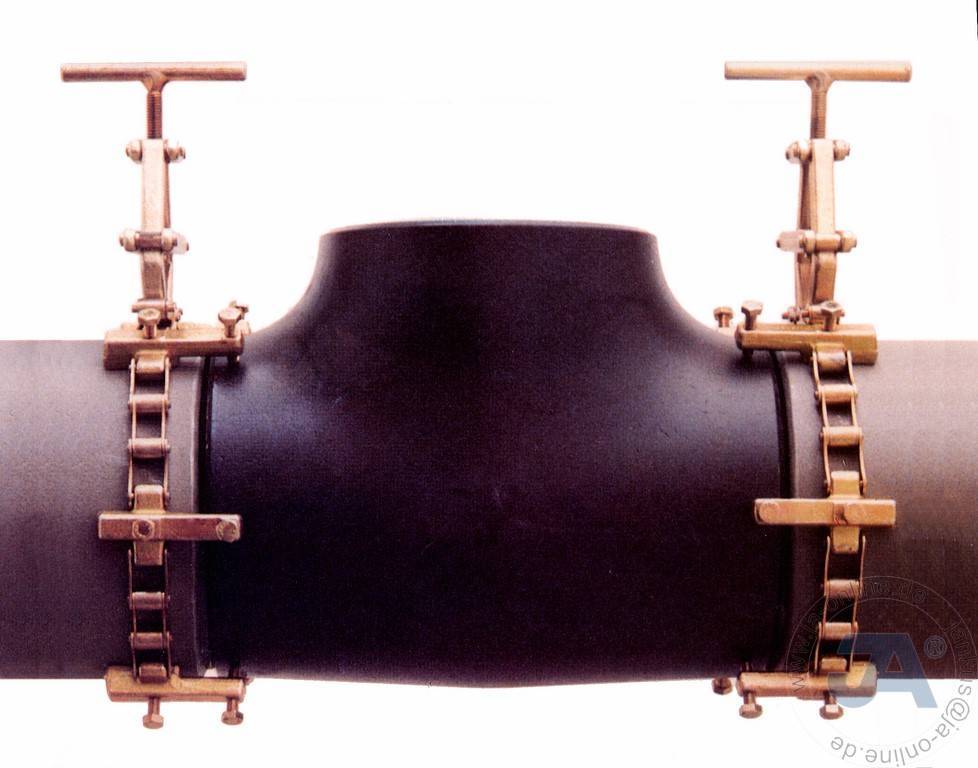
Цепные центраторы, прижимным органом которых является цепь. Такие приспособления отличаются наибольшей оперативностью при своей установке, вследствие чего используются не только при прокладке новых, но и ремонте действующих трубопроводов. Стягивание цепи, однако, выполняется вручную, что является недостатком данной конструкции. Цепные центраторы выпускаются для наружных диаметров труб до 1400 мм.
Эксцентриковые центраторы, которые по конструкции несколько напоминают арочные, однако прижим клемм производится при помощи эксцентрикового зажима. Это ускоряет процесс центрирования, однако требует высокой квалификации оператора, производящего стягивание, поскольку при недостаточно прочной фиксации эксцентрик может самопроизвольно отсоединиться. Кроме того, механизм быстро изнашивается, и при этом усилие прижима уменьшается. Ввиду отмеченных особенностей применение эксцентриковых центраторов ограничено трубопроводами сравнительно небольших диаметров – 400…500 мм.






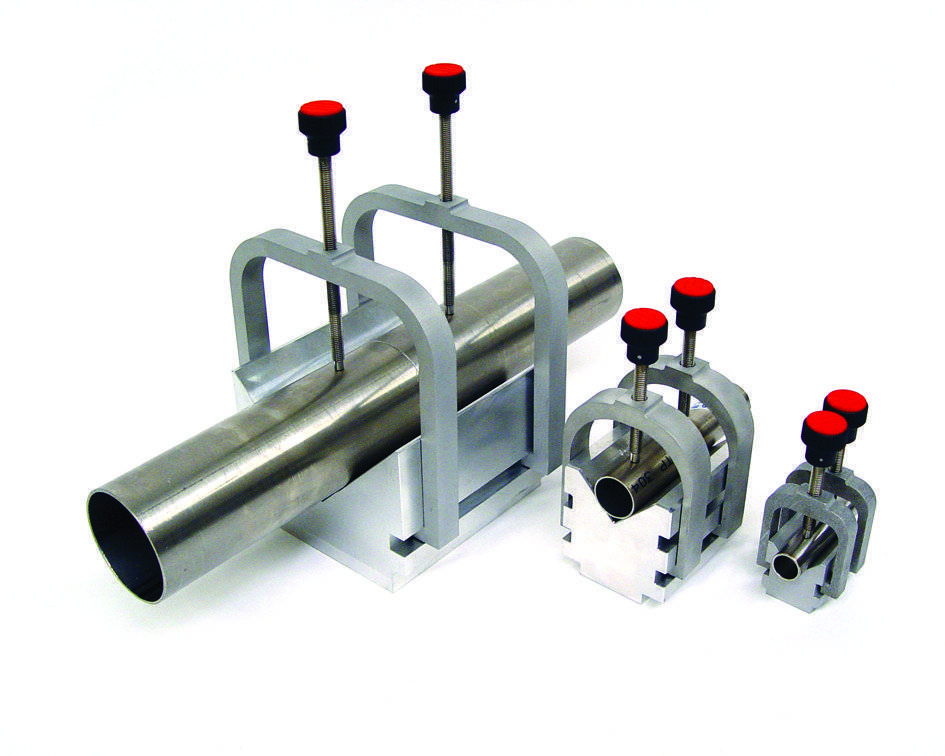
Струбцинные центраторы, применяемые для фиксирования труб небольших диаметров. Они используются главным образом при прокладке бытовых трубопроводов. Такие устройства компактны, и представляют собой ручной рычажный механизм (в некоторых моделях имеется гидрозажим), которым производится прижим участков труб. Форма струбцин определяется внешней конфигурацией труб: струбцины могут быть и прямоугольными, и с дуговыми элементами. При этом нижняя струбцина, как правило – плоская.
Все конструктивные исполнения наружных центраторов для труб используются только совместно с дополнительным оборудованием. К нему относятся подставки, грузозахватные приспособления (крановые крюки), рабочие площадки для центрирования и пр.
Как на самом деле варят трубу на просвет
Рано или поздно, каждый уважающий себя сварщик сталкивается со сваркой трубы. В этой статье, я хочу рассказать и показать наглядно, как мы варим трубу на просвет. Хочу заметить, что данный пост не является рекомендательным, а лишь является одним из методов введения сварки технологических трубопроводов. Как уже было написанно ранее, мы все сталкиваемся с трубами. Благо у кого-то есть хорошие контакты, которые могут показать и рассказать о сварке трубопровода наглядно, но в некоторых случаях, нам приходиться восспользоваться поиском в интернете. На сегодня, интернет засыпан статьями о сварке трубопровода, но… везде описанна теория, а как мы знаем, теория всегда отличается от практики. В этом посте, я наглядно покажу как я сварил стык, который занял около 15-20 минут и который прошел просвет.
Первым делом, мы готовим саму трубу. В нашем случае, это труба диаметром 219 мм 8мм стенки.

Как написанно в теории, так и в практике, стыки надо зачищать от грязи, песка и ржавчины. Для этого много ума не надо, а только лишь качественный инструмент и хороший монтажник в бригаде.

После тщательной зачистки щеткой болгарки, приходит время для стыковки двух концов труб через центратор соответствуюшего размера. В нашем случае, трубы попались хорошего качества и мы почти ни когда не делаем притупление, что позволяет монтажнику не менять саму болгарку либо диски на ней.

Хоть нам и повезло с трубами, но с техникой не особо. На сегодняшний день, на много удобнее использовать современный эксковатор, который может мягко изменять положения трубы в отличии от трубоукладчика.

Когда трубы пойманы в центратор, приходит время делать прихватки. Самы трубы соеденены в плотную без зазора. Когда труба зафиксированна и зажата в центраторе, монтажник отходит в другой конец трубы и по тихоньку отталкивает её в сторону, тем самым делаля зазор с левой а потом и с правой стороны. При такой стыковке, обычно получается, что от низу до вверха стыка зазор имеет разный размер, другими словами, с низу зазор может быть 1 см а сверху накрыт чуть ли не в нахлёст. Получается, что где то в середине есть зазор, который нужен мне. В моём случае это 2,5-3 мм.

Прихватив одну сторону, делаем все тоже с другой стороны. Получилось так, что вверх у нас немного зажат, а низ слишком открыт. Тут в дело вступает техника, которая должна плавно отпускать трубу, тем самым выровнив ее сверху до низу.

По теории, надо делать 3 прихватки и с 4 начать варить. В нашем случае, так как привариваемая трубу весит настропах трубоукладчика, нам достачно и 2-х прихваток по бокам, но всё же иногда я делаю третью сверху.

Вроде всё. Труба готова к сварке горня шва. Осталось только монтажнику снять центратор и можно приступать к делу.

Начинаем сварку корня. Тут уж у кого как руки набиты, кто любит на большом токе кто то на мельком. Так же, по технологии надо варить в три шва, это: 1. Корень 2. Заполнение 3. Облицовка Мы же справимся в два прохода. Сварку корня мы введем путем наполения, что значит «заполнение» шва отпадает и остается только последующая облицовка.










Когда корень шва сварен , вызываем монтажника, который зачищает корень при помощи болгарки с щеткой. Хочу отметить сразу, что защишаем только щеткой и без прохождения шлифовальным кругом.

Это конечно не правильно по «теории», но мы как-то справляемся. Иногда получается просто ужас, а иногда нет. Единственное когда мы используем шлейфовальный круг, это только при наличии пор.

Корень зачищен, пора приступать сразу к облицовке шва. Ставим току побольше и начинаем варить снизу вверх.

Проходим в круговую и наша сварка почти закончена.

Осталось только зачистить шов и дело в шляпе.
Для справки:
- Варили электродами LB 52U
- Из 100 стыков — 4 ремонта и 1 врезка из-за смещения
Мне так же будет очень интересно услышать Ваше мнение, а именно:
- А как Вы варите трубы?
- Какие хитрости используете Вы?
- Сколько Вы получаете за смену или за стык?
Сообщение отредактировал Глобул: 05 Июль 2021 17:36





