

Производство и основные параметры
Сверло, называемое центровочным, – это профессиональный инструмент, применяемый преимущественно крупными и средними предприятиями, в арсенале которых имеются токарные и фрезерные станки. Его производство регулируется таким документом, как ГОСТ 14952-75. С помощью центровочных сверл получают отверстия, ось которых располагается перпендикулярно к поверхности обрабатываемого изделия.

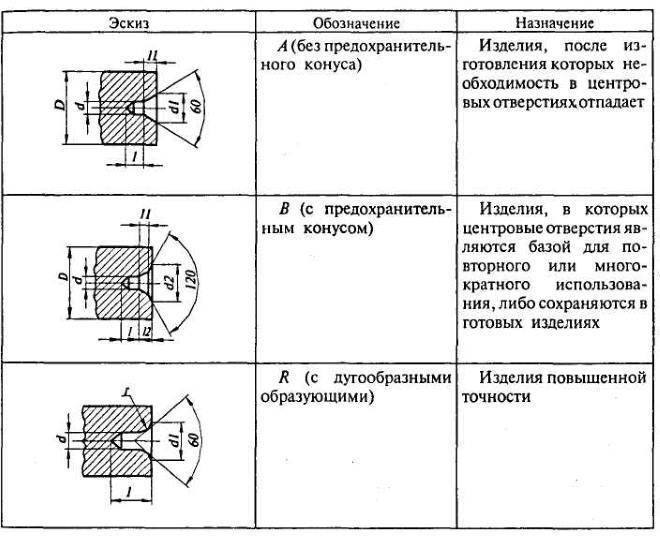
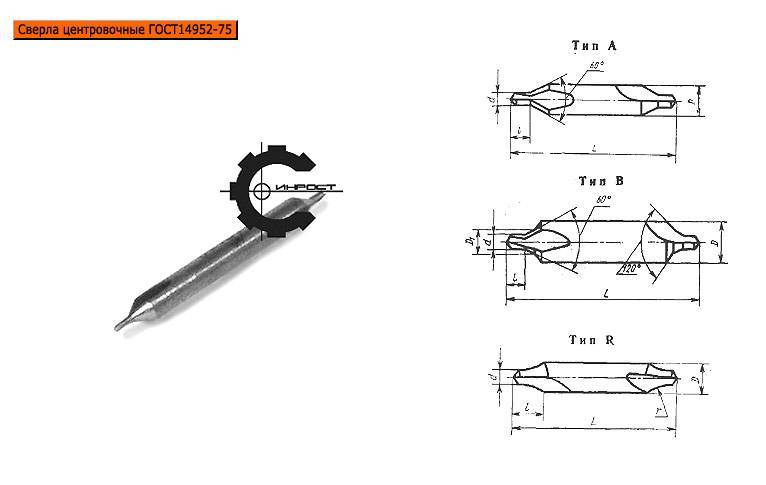
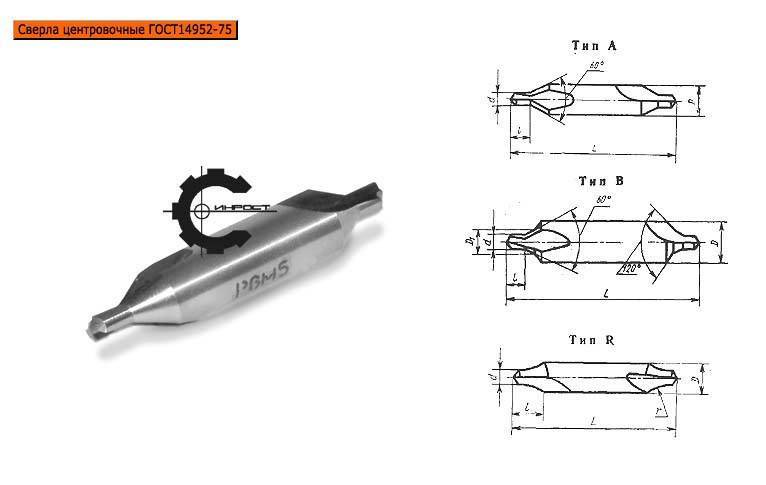
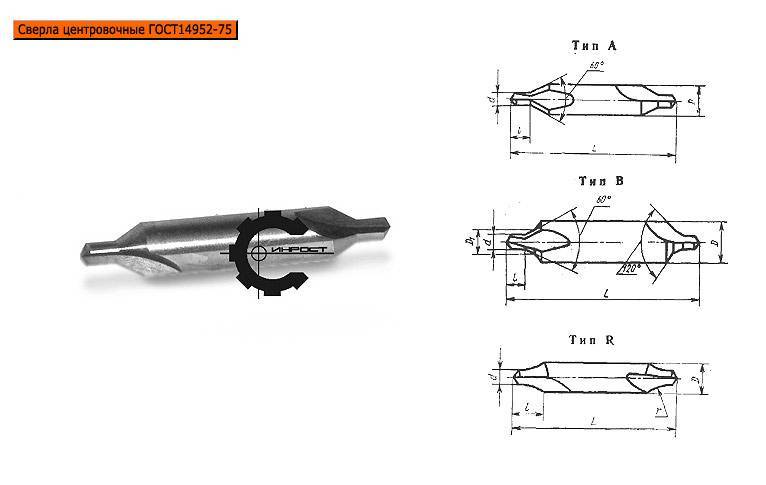
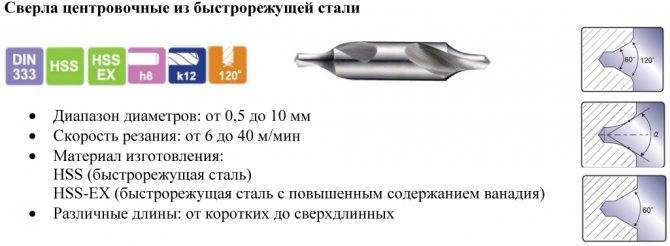
При выполнении отверстий с использованием центровочного сверла сводится к нулю вероятность накопления ошибок, допускаемых в процессе обработки. Получать отверстия, размеры и расположение которых строго соответствуют чертежу, не позволяют сверла многих других типов. ГОСТ 14952-75 определяет широкий диапазон диаметров сверл данного типа: от 0,5 до 10 мм. В данном нормативном документе также выделены 4 основных типа центровочных сверл:
- A – для формирования центровочных отверстий, конусность сторон которых составляет 60 градусов (на таких сверлах нет режущей поверхности, которая формирует так называемый предохранительный конус);
- B – для выполнения центровочных отверстий с предохранительным конусом на рабочей части (угол разворота его сторон составляет 120 градусов);
- C – для создания центровочных отверстий без предохранительного конуса с углом разворота сторон, который равен 75 градусам;
- R – для формирования центровочных отверстий, образующие поверхности которых имеют дугообразную конфигурацию.
Сверла каждой из представленных выше категорий выпускаются в двух вариантах: с диаметром основного режущего наконечника до восьми десятых миллиметра (первый тип) и больше восьми десятых миллиметра (второй тип). При использовании центровочного инструмента первого типа шероховатость стенок формируемого центрового отверстия меньше, чем при применении инструмента с диаметром наконечника больше восьми десятых миллиметра. Таким образом, на выбор сверла того или иного типа основное влияние оказывают требования к степени шероховатости стенок формируемого отверстия.
Определить, какого типа инструмент вы держите в руках, можно по его маркировке, правила которой также устанавливает ГОСТ 14952-75. Так, маркировка центровочных сверл с одинаковыми геометрическими параметрами, но различных типов выглядит следующим образом:
- сверла категории «А», диаметр которых составляет 1 мм: первого типа исполнения – 2317-0101, второго типа – 2317-0001.
- сверла категории «В», диаметр которых также составляет 1 мм: первого типа – 2317-0113, второго – 2317-0012.
- инструмент категории «С» диаметром 1 мм: первого типа – 2317-0124, второго – 2317-0022.
- сверла категории «R» аналогичного диаметра: первого типа – 2317-0129, второго – 2317-0027.

Параметры и производство
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю. Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл. Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
Центровочное сверло — ГОСТ 14952–75 :
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.
По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:









- Категория «А», диаметр которых составляет 1 миллиметр: первый тип — 2317−0101, а второй — 2317−0001.
- Категория «В» с рабочим диаметром 1 миллиметр: первый тип — 2317−0113, второй тип — 2317−0012.
- Категория «С», рабочий диаметр которого составляет 1 миллиметр: типа первого — 2317−0124, типа второго — 2317−0022.
- Категория «R» с диаметром 1 миллиметр: тип первый — 2317−0129, второй — 2317−0027.
Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Размеры и доступы
Размеры сверла я выбираю исходя из размеров винта или шурупа, головку которого надо высверлить. Диаметр хвостовика центровочного сверла должен быть равен или чуть больше диаметра «тела» винта или шурупа (рис.2). Конец сверла устанавливают в центр головки винта и сверлят до тех пор, пока конусная часть сверла не углубится до «тела». При этом головка винта отламывается и начинает проворачиваться вместе со сверлом. Именно в этот момент надо прекратить подачу и остановить дрель. По своему опыту могу сказать, что дальнейшее сверление обычно не требуется — винтовое соединение более или менее легко разбирается.
Аналогичным образом высверливаются винтовые соединения с «потайными» и «полупотайными» головками. Так же легко можно высверлить винты со шлицем под плоскую отвёртку и заклепки, но их надо сначала накернить, а потом приступать к сверлению. Несколько раз мне приходилось использовать центровочное сверло прямо на автомобиле, причём в самых неудобных и труднодоступных местах. Обычно я действовал в следующей последовательности. Из-за невозможности накернить центр на обломке шпильки начинал сверлить сразу центровочным сверлом. При необходимости, отклоняя сверло в том или ином направлении, старался направить его так, чтобы центр сверления как можно точнее совпал с центром шпильки. Затем продолжал сверление на необходимую глубину обычным спиральным сверлом и пытался вывинтить обломок шпильки с помощью специального инструмента — экстрактора.
Применение
Сверло центровочное используется для сверления как металлических, так и деревянных поверхностей. Однако «по паспорту», то есть по прямому назначению данный инструмент должен применяться только для обработки стальных материалов. Однако это не помешало нашим строителям использовать его в качестве зенковки по дереву, к примеру, когда необходимо углубить отверстие для входящей шляпки самореза. Благодаря своей термостойкой и высокопрочной конструкции они абсолютно не выходят из строя после обработки подобных предметов и материалов.
Что касается их прямого назначения, данные инструменты широко применяются для засверливания отверстий на фрезерных, сверлильных и токарных станках. Кроме этого, центровочные сверла могут использоваться и в домашнем хозяйстве. Также любят применять такие устройства и радиолюбители. Такие сверла как никогда необходимы для произведения отверстий в А поскольку применяемые устройства владеют высокой жесткостью (это обусловливается не только их составом, но и особой геометрией, о которой мы говорили несколько раньше), работать с ними очень легко и удобно.
Как выглядит и работает?
Сначала вспомним устройство и принцип действия обычного сверла. Его коническая часть, базируясь на предварительно прокернённом в заготовке коническом углублении, входит в него, и опираясь на образующие конуса, производит постепенное внедрение в толщу металла. Выборка стружки происходит перьевой частью сверла, и выведением её наружу при помощи спирально расположенных канавок. Если намётка под отверстие отсутствует, то теряется и опора для конической части, ввиду чего сверло скользит и даже может нанести травму малоопытному пользователю. Поэтому предварительная зацентровка отверстия при особых требованиях к точности его расположения является обязательным.
Центровочное сверло, предназначенное для массового изготовления отверстий, снимает потребность в накернении мест для последующей сверловки. С этой целью оно обладает особой конструкцией, которая разработана в соответствии с требованиями ГОСТ 14952-75. Первоначально инструмент предназначался в качестве оснастки для фрезерных станков с ЧПУ, но оказался весьма полезным и при производстве массовых сверлильных операций по металлу.

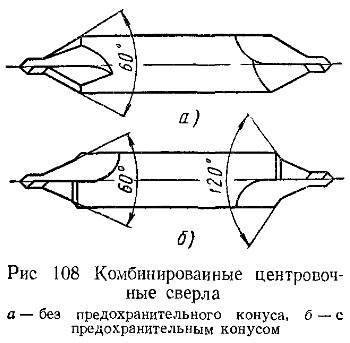
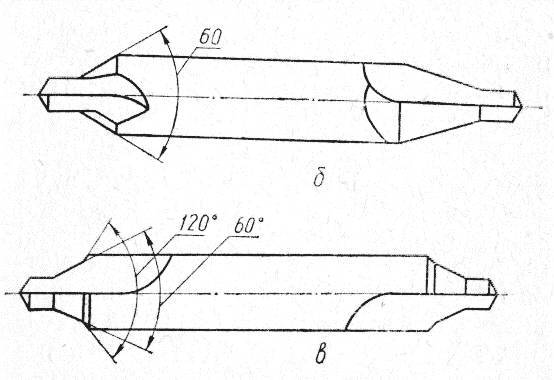
Различают следующие конструктивные разновидности рассматриваемого инструмента:
- Свёрла, которые могут одновременно выполнять зенковку начального конуса. Угол такого конуса стандартизирован, и составляет 60°, при этом само центровочное сверло может быть выполнено как с предохранительным конусом, так и без него.
- Свёрла с заходным конусом 75°, не имеющие отдельного предохранительного конуса (что объясняется увеличенной поверхностью опорной зоны).
- Свёрла для выполнения отверстий, образующая которых имеет сложную, дугообразную форму.
Читать также: Подключение жилого дома к электрическим сетям
Выпускается такой инструмент в диапазоне размеров 0,5…10 мм. Центровочные свёрла с большим диаметром не имеют явных преимуществ по сравнению с обычными зенковками, но потребуют (при ручном электроинструменте) повышенных усилий сверления. С другой стороны, переходы массового сверления чаще всего востребованы при изготовлении плат под радиотехнические приборы, где диаметры отверстий вполне укладываются в 0,5…1,0 мм.
ГОСТ 14952 предусматривает два диапазона шероховатости готового отверстия. Примеры обозначений такого инструмента приводятся в вышеуказанном стандарте.

Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение. Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах. Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.










Сверление отверстий в печатной плате
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой. При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа. Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.

Центровочное сверло с винтовой заточкой и хвостовиком под конус Морзе
Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.
Центровочные сверла Dormer изготавливаются из быстрорежущей инструментальной стали HSS
Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.
В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.
Применение сверл
Так, очень полезными будут центровочные свёрла для радиолюбителей, которым приходится сверлить множество отверстий в печатных платах. В силу своей геометрии центровочные свёрла обладают значительно большей жёсткостью, чем обычные свёрла малого диаметра. Поэтому работать ими гораздо удобнее. Справедливости ради надо заметить, что приведенные на рис.1 наиболее ходовые и часто встречающиеся диаметры центровочных свёрл вряд ли заинтересуют радиолюбителей. Однако ГОСТом предусмотрены и выпускаются центровочные сверла диаметром 0,5; 0,6 и 0,8 мм. Правда, найти их несколько сложнее.
Практически любому домашнему мастеру приходилось сталкиваться с ситуацией, когда винт или шуруп не «поддаётся». Я в таких случаях аккуратно высверливаю головку шурупа, после чего соединение более или менее легко разбирается. Особенно удобно это делать с винтами и шурупами со шлицем под крестовую отвёртку, так как характерное углубление в центре головки облегчает выбор точного направления сверления.
Принципы выбора
Строительные рынки, магазины представляют покупателям огромный выбор оснастки для электроинструментов, промышленного оборудования. Однако прежде чем покупать инструмент, необходимо ознакомиться с его характеристиками, изучить производителей.

Центровочное сверло
Производители
На качество и стоимость сверл влияет известность производителя. Чтобы подобрать наиболее надёжный, качественный инструмент, можно проконсультироваться с другими людьми. После анализа строительных форумов, отзывов, оставленных на торговых площадках, можно выделить оптимального производителя. Это компания Dormer. Покупатели выделяют производительность, точность, надёжность, долговечность продукции от этой компании. Фирма изготавливает сверла из быстрорежущей стали, проводя дополнительную термическую обработку. Чтобы оснастка выдерживала воздействие температур, производитель добавляет в состав кобальт. Этого компонента может быть до 5%.






Основные требования
Помимо выбора компании, которая изготавливает инструменты, при выборе оснастки следует учитывать ряд требований к сверлам:
- Изготавливаться профессиональные модели должны только из быстрорежущей стали. Дополнительными компонентами могут быть ванадий, кобальт.
- На поверхности стали не должно быть сколов, побежалостей, изменений цвета, неровностей, трещин.
Для оснастки допускаются отклонения по размерам. Например, модель диаметром до 0.8 мм может иметь погрешность +/- 0,05 мм. Конструкции диаметром до 5 мм может иметь отклонения +/- 0,15 мм.
Цена
Стоимость центровочных сверл напрямую зависит от их размерности. Так, например, самые маленькие 1-милиметровые устройства стоят порядка 15 рублей за единицу. Наиболее большие сверла с диаметром 6.3 миллиметра стоят порядка сотни рублей.
Сверление отверстий, особенно в твердых материалах, сопряжено, как правило, с рядом сложностей. Во-первых, сверло скользит по поверхности, нередко и после нанесения керна. Во-вторых, не всегда можно добиться строгой перпендикулярности продольной оси обычного инструмента. А это большой минус, если к качеству обработки основы предъявляются повышенные требования.
Применение специального центровочного сверла снимает все подобные проблемы, в том числе, и с постепенным накоплением вероятных неточностей, связанных с ошибками сверления. Что собой представляют ЦС, чем они лучше традиционных образцов, когда целесообразно использовать именно их – тема предлагаемой статьи.
ТУ на комбинированные центровочные сверла прописаны в . В документе указаны типоразмеры изделий (приложение 1), особенности маркировки, требования к продукции (таблицы 5 – 7).
Центровочные сверла относятся к инструменту категории «профессиональный» и применяются в основном на предприятиях или в ремонтных мастерских, имеющих станочное оборудование (токарное, ).
Типы центровочных сверл комбинированных
- A, B – под отверстия центровочные 600. Первое исполнение – без конуса предохранительного, второе – с ним.
- C – аналогично сверлу типа A, но для отверстий 750.
- R – для отверстий центровых с дугообразной образующей.
Для каждого типа ЦС предусмотрено 2 исполнения: d менее или равно 0,8; d ˃ 0,8 (мм).С чем это связано? Инструмент первого варианта обеспечивает минимальную шероховатость стенок в месте сверления, второго – чуть большую. Другими словами, разница – в качестве выборки металла.
Более подробно ознакомиться со всеми условными обозначениями можно по таблице №2 ГОСТ.
Стоимость центровочных сверл
Зависит в основном от диаметра и варианта исполнения. Разброс цен, с учетом большого ассортимента, значительный. К примеру, сверло типа A 0,9 мм стоит порядка 28 рублей. Более крупный аналог (ПК В 5) обойдется в 412 рублей. Если говорить об изделиях, которые чаще всего используются в быту, то их стоимость лежит в пределах 23 – 486 руб/ед.
Специфика использования ЦС в домашних условиях
Считается, что в основном центровочными сверлами пользуются те, кто занимается самостоятельным конструированием. Например, изготовлением печатных плат. Учитывая их миниатюрность, плотность предполагаемой компоновки радиодеталями, точность высверливания под их ножки отверстий приобретает особое значение. И это справедливо, но только отчасти.
Центровочное сверло станет незаменимым помощником, если возникнет проблема с выкручиванием крепежной детали (винта, шурупа, самореза). Такое бывает довольно часто, особенно если какое-либо изделие эксплуатируется вне помещения. В подобных случаях говорят «прикипело». Но если немного высверлить с помощью ЦС головку крепежа, то он легко поддастся отвертке. Проверено.
Не меньшую пользу принесет центровочное сверло тем, кто любит столярничать на дому.
Проделывание отверстий, фасок при изготовлении, например, предметов меблировки также требует максимальной точности. Иначе при сборке выявятся перекосы конструктивных частей.
Комбинированное центровочное сверло используется для создания в заготовках из разных видов чугуна, нелегированной, легированной стали и металлокерамических сплавов на базе бронзы и железа центровочных отверстий.
Использование в домашних мастерских
В домашних условиях комбинированные центровочные сверла используются преимущественно для проделывания маленьких отверстий и выкручивания застрявших метизов. В домашних мастерских применяют конструкции с диаметром 0,8 мм.









Перед использованием этого инструмента нужно произвести его первоначальную заточку:
- Приобрести инструмент для заточки сверл. Очень часто для затачивания металлорежущих конструкций применяются электрические машинки с отверстиями для сверл.
- Определить размер сверла. Для этого необходимо проанализировать таблицы размеров, где указывается диаметр для любого из видов центровочного сверла.
- Поместить изделие в специальное отверстие электрической машинки. Процесс заточки выполняется автоматично, без контроля человека.
- Вытянуть инструмент из отверстия машинки и произвести его чистку от ненужной стружки и других видов загрязнений.
Если во время процесса заточки нарушить геометрию инструмента, то у сверла снизятся критерии скорости реза и точности. Это приведет к избыточному выделению теплоты и быстрому изнашиванию изделия.
Рабочая область размещается на проделанном углублении. Процедуру проделывания отверстия необходимо делать с легкой подачей и без ненужных нажимов. После завершения процедуры инструмент очищается от грязи. Для дальнейшего использования центровочного сверла его необходимо сохранять в закрытых ёмкостях (ящиках или футлярах).
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Маркировка и металл, из которого изготовлено центровочное сверло
Маркируют центровочные сверла также согласно ГОСТ 14952-75. Как было указано выше, в своем обозначении они имеют букву (А, В, С или R).
Сверло центровочное по ГОСТ 14952-75 предполагает маркировку «А» и «В», если оно предназначено для создания отверстия углом в 60 градусов. Здесь различие заключается в наличии предохранительного конуса (буква «В») или его отсутствии (буква «А»). Маркировка «С» применяется для сверл, которыми делают отверстия углом 75 градусов (при этом предохранительного конуса нет), а буква R – для сверл, которые делают отверстия со стенками в форме дуги.
Для примера рассмотрим сверло центровочное диаметром 1,0 мм.
Если сверло имеет тип «А» и сделано в первом исполнении, то оно будет иметь маркировку 2317-0101 ГОСТ 14952-75, а если во втором исполнении, то 2317-0001 ГОСТ 14952-75. Здесь «2317» обозначает конкретные конструктивные характеристики сверла, необходимые для его эксплуатации, а 0101 – порядковый номер типоразмера по заводским таблицам.
Инструменты, относящиеся к группе «В» маркируют по-другому (в частности, если они сделаны в первом исполнении, то как «2317-0113», а если во втором — «2317-00-12»). Сверла типа «С» обозначаются как «2317-0124» (в первом исполнении) и как «2317-0022» (во втором исполнении), а группа R как «2317-0027». И еще раз напомним, что это все верно, если диаметр сверла составляет 1 мм.

Также ГОСТ 14952 75 предполагает, что подобные инструменты будут изготовлены из инструментальной стали Р6М5, ее зарубежного аналога HSS или быстрорежущей стали Р9. Однако, марка стали в маркировке сверл центровочных может не указываться.
Что это и для чего нужны?
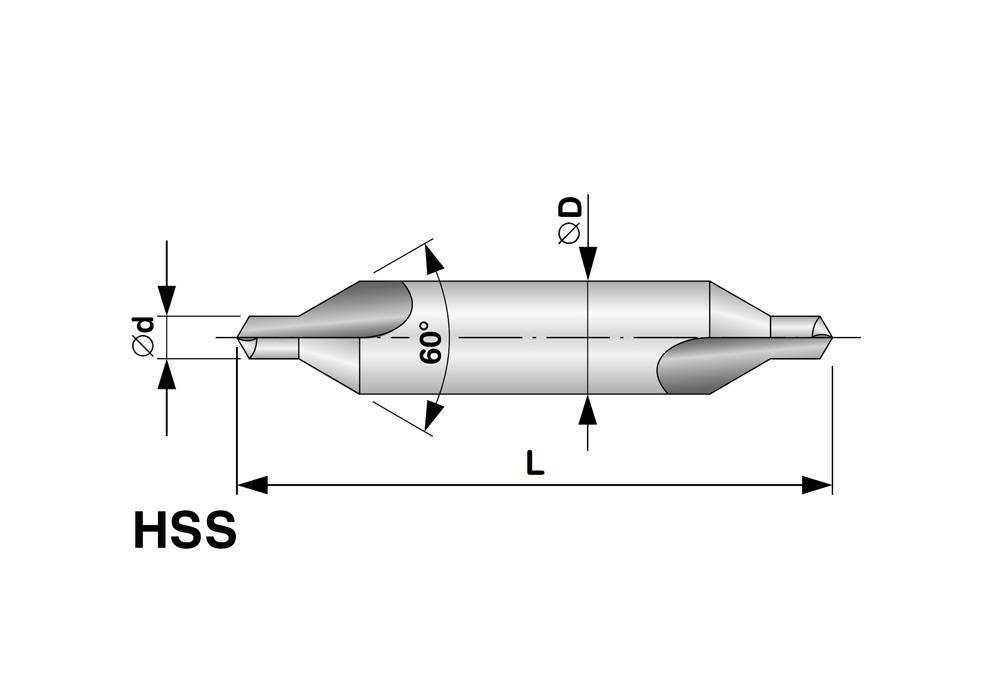
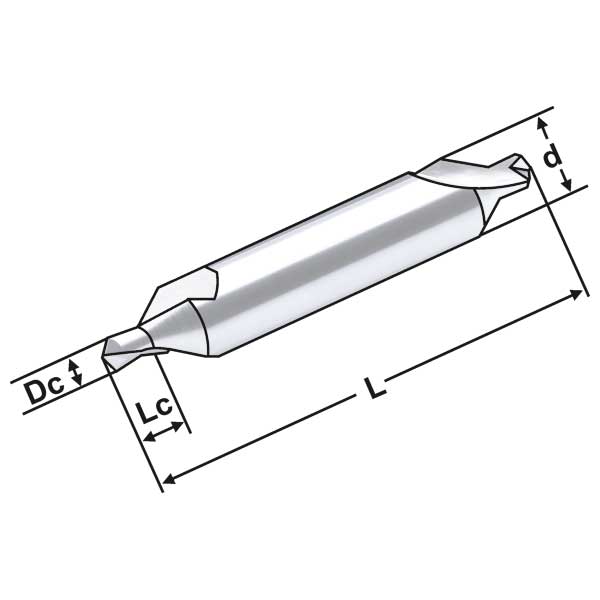
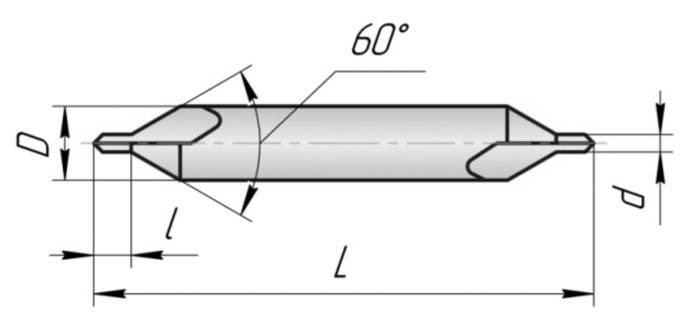
По внешнему виду центровочный тип сверла отличается от стандартного сверла по металлу. В данном случае инструмент имеет 2 рабочие части, которые находятся на противоположных концах рабочего стержня инструмента. Подобный подход дает возможность применять сверло более длительное время без выполнения заточки. Главной особенностью изделия является его усиленный корпус, который втрое толще, чем его самоцентрирующиеся режущие части. Центровочный инструмент при сравнении его с обычным видом сверла имеет короткий корпус и небольшие рабочие части. Такая модификация придает инструменту свойства повышенной твердости и надежности. При работе этим сверлом оно не гнется, очень редко ломается и дает возможность делать отверстия с высокой степенью точности.
Самоцентрирующееся сверло выполнено из 3-х основных частей:
- область крепления сверла в сверловочном оборудовании – основание инструмента;
- область наименьшего диаметра – рабочая режущая часть;
- область наибольшего диаметра – средняя по размеру часть.
Сверло используется для выполнения процедур металлообработки в токарном, сверлильном и фрезеровочном оборудовании различного типа. При осуществлении производственных задач в массовом масштабе центровочный инструмент используют для наметки центра заготовки перед ее помещением в обрабатывающий станок. При этом процесс накренения заготовки может быть пропущен, что упрощает производственный цикл и сокращает время его осуществления.
Это приспособление имеет минимальные риски к деформации или поломке, поэтому в строительной сфере сверло используется в виде зенковочного для металла или древесины. Приспособление не только имеет возможность просверлить предварительное отверстие для самореза, но и выполнить одновременно зенковку, чтобы утопить полностью шляпку метиза в материале.
В некоторых случаях центровочное сверло помогает высверливать шляпки шурупов и саморезов со сбитыми шлицами. Даже радиолюбители нашли применение этому инструменту – малые диаметры сверла применяют для просверливания отверстий в радиоплатах. Стандартные сверла при выполнении таких работ нередко ломаются, тогда как самоцентрирующееся приспособление с размером до 1,5 мм, ввиду особенности конструкции, безотказно справляется с поставленной ему задачей.
Производство и основные параметры
Сверло, называемое центровочным, – это профессиональный инструмент, применяемый преимущественно крупными и средними предприятиями, в арсенале которых имеются токарные и фрезерные станки. Его производство регулируется таким документом, как ГОСТ 14952-75. С помощью центровочных сверл получают отверстия, ось которых располагается перпендикулярно к поверхности обрабатываемого изделия.







При выполнении отверстий с использованием центровочного сверла сводится к нулю вероятность накопления ошибок, допускаемых в процессе обработки. Получать отверстия, размеры и расположение которых строго соответствуют чертежу, не позволяют сверла многих других типов. ГОСТ 14952-75 определяет широкий диапазон диаметров сверл данного типа: от 0,5 до 10 мм. В данном нормативном документе также выделены 4 основных типа центровочных сверл:
- A – для формирования центровочных отверстий, конусность сторон которых составляет 60 градусов (на таких сверлах нет режущей поверхности, которая формирует так называемый предохранительный конус);
- B – для выполнения центровочных отверстий с предохранительным конусом на рабочей части (угол разворота его сторон составляет 120 градусов);
- C – для создания центровочных отверстий без предохранительного конуса с углом разворота сторон, который равен 75 градусам;
- R – для формирования центровочных отверстий, образующие поверхности которых имеют дугообразную конфигурацию.

Сверла каждой из представленных выше категорий выпускаются в двух вариантах: с диаметром основного режущего наконечника до восьми десятых миллиметра (первый тип) и больше восьми десятых миллиметра (второй тип). При использовании центровочного инструмента первого типа шероховатость стенок формируемого центрового отверстия меньше, чем при применении инструмента с диаметром наконечника больше восьми десятых миллиметра. Таким образом, на выбор сверла того или иного типа основное влияние оказывают требования к степени шероховатости стенок формируемого отверстия.
Определить, какого типа инструмент вы держите в руках, можно по его маркировке, правила которой также устанавливает ГОСТ 14952-75. Так, маркировка центровочных сверл с одинаковыми геометрическими параметрами, но различных типов выглядит следующим образом:
- сверла категории «А», диаметр которых составляет 1 мм: первого типа исполнения – 2317-0101, второго типа – 2317-0001.
- сверла категории «В», диаметр которых также составляет 1 мм: первого типа – 2317-0113, второго – 2317-0012.
- инструмент категории «С» диаметром 1 мм: первого типа – 2317-0124, второго – 2317-0022.
- сверла категории «R» аналогичного диаметра: первого типа – 2317-0129, второго – 2317-0027.






