

Электрододержатель своими руками
Держак «Трезубец»
Поднимая подобную тему очень сложно обойти вниманием вариант «трезубца», который каждый уважающий себя сварщик собирает для себя сам. Конструкция его проста и незамысловата, поэтому трудно удержаться от соблазна сделать его своими руками, какое-никакое, а творчество, к которому, несомненно, лежит душа каждого настоящего сварного
При этом вы самостоятельно сможете оценить все плюсы и минусы самодельного держака, да и ругать за некачественную сборку можно будет только себя. Данное народное творчество подходит и тем, кому заводские держатели не по душе.
Способов сборки существует множество. Приведем самый простой из них.
Тело держака (трезубец) делают путем гибки арматуры (или прутка), изготовленной из углеродистой стали, диаметром 8 мм ( можно 6 мм, но быстро прогорает, можно взять диаметр >8мм). Как показывает опыт, восьмерки и надольше хватает и ей удобней работать.
Далее, изготавливается трубка наподобие клеммы, разделенной на две части, одна часть обжимает кабель, зачищенный от изоляции, вторая держит изоляцию кабеля. Все это приваривается к трезубцу. Эта операция самая ответственная, так как ненадежный контакт приводит к нагреву. Изолятор (например, отрезок армированного шланга) одевается нагоряче. Для предотвращения ослабления крепления изолятора можно применить, например, высокопрочный анаэробный фиксатор резьбы Done Deal.

Держак «Уголок»
Имеет схожую конструкцию с трезубцем, почему он так называется, хорошо видно на фото. Минус: в трезубце все зажимы пружинят, в уголковом же варианте вся нагрузка приходится на один центральный стержень.
Плюс: не нужно бить или чиркать, удаляется электрод следующим электродом и всегда знаешь, куда он полетит.

«Трезубец» VS заводского электродержателя
По мнению некоторых сварщиков более надежного держателя просто не существует. Другие же предпочитают идти в ногу со временем и приобрести себе заводской держатель. Давайте попробуем сравнить их и прийти к общему мнению, что же лучше для сварки?
Достоинства самодельного держателя:
- Минимальные затраты на изготовление;
- Не требует бережного отношения и не боится падений с высоты;
- Если вам приходится сваривать окрашенный металл и нет возможности его зачистить, например, болгаркой, то это можно с легкостью сделать самим держателем.
Недостатки:
Запрещен по технике безопасности на производстве;
Понятно, что никто не будет нас инспектировать, каким держателем мы пользуемся, однако, это дает нам возможность задуматься, поскольку из-за его оголенности есть большая вероятность пробивания электрическим током, особенно в сырую погоду или при работе с влажным металлом.
- Конструкция ограничивает варианты крепления электрода поскольку иногда приходится зажимать строго вертикально электрод, чтобы добраться до труднодоступных мест;
- Замена огарка в трезубце так же оставляет желать лучшего, поскольку в каких-то случаях она даже травмоопасна ( когда выбиваешь электрод не знаешь, куда он может полететь – запросто может угодить в глаз);
- Большая вероятность замкнуть о конструкцию. Особенно это трагично при ремонте конструкций, обшитых профлистом. Малейшее касание электрододержателя о профлист – и моментальный прожог, который испортит внешний вид.
Классификация сварочных держателей
В общем случае, держатели электродов можно подразделить на специализированные и универсальные, производство которых регламентировано требованиями ГОСТ:
Зажимной держатель-прищепка (пружинный или рычажный) обладает очень простой конструкцией и невысокой ценой — наиболее популярный среди мастеров вариант.
Может быть выполнен в простой модификации, которая отличается рабочей совместимостью с большинством типов сварочных агрегатов и полным отсутствием неизолированных зон токосъёмника, или в автоматизированной модификации, обеспечивающей высокое качество шва, существенное энергосбережение и автоматический поджог сварочной дуги.

Очень распространенная среди сварщиков любого уровня профессионального мастерства вилка-трезубец.
Выполненный в обычной модификации держатель — это довольно спорный для рекомендованного применения вариант, запрещенный во многих странах мира: слишком много незащищенных частей под напряжением представляют собой серьезную угрозу человеческому здоровью, к тому же очень велика вероятность получения лучевой травмы. Автоматизированный вариант, с точки зрения профессионалов, служит наиболее безопасным для здоровья и жизнедеятельности человека, а также гарантирует профессиональное качество выполняемых работ и их эффективность.











- Зажимной держатель-цанга, применяется в сварочных горелках для аргонодуговой сварки.
- Винтовой держатель может иметь модификации: с винтовым зажимом прямым или загнутым и различным направлением резьбы – левой или правой.

Безогарковый электрододержатель позволяет сократить время закрепления электрода и практически полностью исключает возникновение огарков. Конструкция устроена таким образом, что электрод не фиксируется зажимом, а приваривается к концу стержня с изолированной поверхностью и полностью расплавляется в процессе сварки, после чего берется следующий электрод.
Наряду с рассмотренными универсальными конструкциями существуют специализированные держатели электродов, предназначение которых состоит в сварке определенного типа швов или изделий. К таким моделям можно отнести держатели для сварки несколькими электродами или для сварочных работ трехфазной дугой. В основном, такие конструкции обладают солидным весом и технической сложностью реализации, что относит трехфазную и многоэлектродную сварку к числу специфических, имеющих значительные ограничения в применении.
Как правило, каждый мастер делает свой выбор сам – кто-то ставит на низкую цену и авось, кто-то использует только проверенный инструмент, гарантирующий безопасность здоровья.

Особенности
Держак сварочного агрегата является приспособлением, управляющим электродом в ходе сварочных работ. Он должен на совесть удерживать электрод какого угодно сечения и подавать к нему электроток, предоставляя контролируемое управление процессом без дополнительных усилий.
Многообразие конструкций определяет и разброс в технических и эксплуатационных характеристиках держателей, однако имеются и конечные значения, утвержденные ГОСТом. К примеру, длина защищенной части рукояти должна быть не меньше 110 миллиметров, а поперечное сечение усредненно находится в диапазоне 36-40 миллиметров. Размер фиксатора также оказывает влияние на возможность работы с электродами, предназначенными для различных уровней силы электротока.


Необходимо принимать во внимание и материалы изготовления устройства. Они же обусловливают и возможность работы с различными границами силы электротока, и устойчивость перед неблагоприятными условиями внешней среды
Сочетание окалиностойкой стали и высокопрочного пластика с рифлями на поверхности даст возможность защитить рабочую основу электрододержателя и от воздействий высоких температур, и от холода, если работа происходит на открытом воздухе зимой.

Как выбрать
Выбор инструмента – ответственное занятие, призванное сделать дальнейшую работу безопасной и эффективной и сварочный держатель электродов не исключение. Рассмотрим, что стоит учесть при выборе, какие параметры.
1.Ампераж. Держатель для электродов должен соответствовать силе тока применяемого сварочного оборудования. Так при использовании сварочного инвертора с силой тока в 300А, подключать к нему держатель, рассчитанный не 150А – идея не очень хорошая. Держатель электродов в таком режиме прослужит не более двух дней, так как зажим электрода обгорит и выйдет со строя. Кроме того, использовать держатель с меньшей силой тока просто не безопасно.
При обратной ситуации, когда приобретаются держатели «с запасом», то есть на аппарат в 160А устанавливают держатель на 300А, решение безопасно, но для работы не очень удобно. При большем ампераже, больше габариты и масса держателя (что повлияет на уставаемость сварщика и возможность подлезть в труднодоступные места, см. следующее требование), так как толще изоляция, массивнее литые части, зажим электрода. Поэтому подбирать держатель необходимо исходя из силы сварочного тока.
2. Габариты и вес. Для удобства прибор должен обладать небольшой массой и небольшими габаритами. Лишние граммы никоим образом не скажутся на проведении краткосрочных работ, а вот при длительных процессах, которые требуют внимания и аккуратности, тяжелый агрегат может вызывать дискомфорт и мышечное напряжение. Поэтому выбирая из нескольких моделей с аналогичными техническими характеристиками, следует отдать предпочтение более легкому и компактному.

Габариты и вес сварочных держаков – почувствуйте разницу
3. Часто выполнение работ проводится при неблагоприятных условиях: пыль, грязь, влажность, слишком высокие или низкие температуры. Компенсацией для этих факторов должна выступать высокая надежность электрододержателя. Корпус прибора, чаще всего, производится из пластика с высокими изолирующими свойствами. Что касается зажима, то профессионалы предпочитают литой, поскольку пластинчатые наборные губки более подвержены выходу из строя. Самым надежным вариантом является винтовой прибор, его резьбовая фиксация гарантирует однозначное положение прутка.










4. Известные производители поддерживают свою репутацию, тщательно контролируют качество выпускаемой продукции. Поэтому проверенные бренды пользуются высоким спросом у потребителя. Здесь стоит придерживаться принципа достаточности – недорогой держатель неизвестного производителя не проживет, скорее всего, и месяца на судоверфи при эксплуатации его в две смены, а сварщику любителю его хватит на два-три сезона, а то и на дольше.
5. Напрямую от предыдущего фактора зависит следующий, наиболее важный – стоимость. Цена варьируется в значительных пределах. Дешевые модели по определению не могут отличаться высоким уровнем качества и надежности, продуманностью конструкции, а также они в редких случаях рассчитаны на длительную эксплуатацию. Но недорогой инструмент неплохо подойдет для сварщика-любителя с целью выполнения разовых работ. С другой стороны, для проведения бытовой сварки незачем покупать дорогой аппарат, который необходим для профессиональных и промышленных масштабов.
6. Наибольшим спросом у клиентов пользуются агрегаты, способные фиксировать электроды любых диаметров. Так как подобные приборы являются универсальными и могут применяться при проведении разнообразных работ.
Внимание! Смотрите при покупке на диаметр электродов, для которых сделан держатель, иначе вы рискуете купить, к примеру, рассчитанный на электроды от 6 мм, и варить “двойкой” вы не сможете. Купить тут
Купить тут

Популярные производители
Перейдем к популярным производителям держателей для электродов.
Telwin – мировой лидер по изготовлению сварочных аппаратов, систем резки и зарядных устройств. Итальянская компания предлагает держатели под одноименной торговой маркой.
Пружинные электрододержатели для сварочных работ немецкой компании ABICOR BINZEL отличаются следующими характеристиками: высокопрочная и теплоизолирующая рукоятка; жесткая фиксация динода в четырех положениях; эргономичность; прочность; универсальность использования.
Компания Trafimet основана в 1974 году в итальянском городе Винченца. Производитель предлагает инструменты пружинного типа, обладающие следующими техническими параметрами: небольшой вес агрегата; надежность; неприхотливость в эксплуатации.
Российская компания “Сварог” выпускает инверторное оборудование. Держатели от данного производителя изготовлены с соблюдением всех государственных стандартов; позволяют проводить сварку во всех положениях, а также в труднодоступных местах.
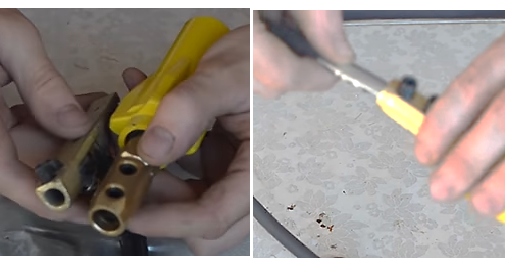
 Шведский концерн ESAB является одним из мировых лидеров по производству оборудования, материалов, аксессуаров, средства защиты и других принадлежностей для сварки. Широкий ассортимент включает также электрододержатели винтового типа, характеризующиеся максимальную безопасность и качество работ. См. ролик выше.
Шведский концерн ESAB является одним из мировых лидеров по производству оборудования, материалов, аксессуаров, средства защиты и других принадлежностей для сварки. Широкий ассортимент включает также электрододержатели винтового типа, характеризующиеся максимальную безопасность и качество работ. См. ролик выше.
Головной офис и производство предприятия EWM расположены в немецком городе Мюндерсбах. Компания специализируется на изготовлении и реализации широкого ассортимента оборудования, в том числе и электрододержателей различного типа.
Российская торговая марка BRIMA занимает одну из ведущих позиций на рынке оборудования, комплектующих и материалов для сваривания. Электрододержатели рассчитаны на три группы потребителей: бытовые, профессиональные и промышленные.
Компания SANTOOL – надежный производитель и поставщик качественной продукции для сварки. Оборудование выпускается под несколькими торговыми марками. Приборы обладают надежной фиксацией, электропроводящие части изолированы от случайного прикосновения.
Российское предприятие Skrab реализует продукцию под собственным одноименным брендом, а также поставляет профессиональное оборудование от ведущих производителей. Оснащение применяется во многих сферах деятельности.
СИБРТЕХ – отечественный производитель высококачественного инструмента и оборудования. Компания предлагает электрододержатели клещевого типа
При работе с агрегатами важно, чтобы электроведущие части не соприкасались со свариваемым изделием или руками человека. По продукции данного производителя были замечания, смотрите видео выше и ниже
Итальянское предприятие Quattro Elementi занимается изготовлением и реализацией оборудования, материалов и аксессуаров. Продукция выпускается под торговой маркой Ergus.










Компания Корд – крупнейший российский изготовитель инновационного оборудования и аксессуаров для сварки. Представленные в ассортименте зажимы созданы в соответствии с нормами ГОСТа и имеют различный тип конструкции.
В 2014 московская компания “Асанта” открыла собственное производство электрододержателей и клемм заземления под торговой маркой “Сатурн“. Зажимы просты в использовании, идеально подходят для сварочных инверторов как бытового, так и профессионального уровня.
Виды держаков
Основные конструкции фиксации электрода в держаках подразделяется на три вида:
- Клещевые – зажим осуществляется подвижной губкой, которая поджимается мощной пружиной;
- Винтовые – фиксация конца электрода осуществляется подвижным контактом, который связан с ручкой устройства резьбовым соединением. При вращении ручки винтовой зажим двигаясь по резьбе плотно зажимает конец рабочей проволоки;
- Безогарковый. Работает такое приспособление по – другому принципу. У него нет зажимов и рабочий элемент не фиксируется механически, а приваривается к торцу стержня при касании. Благодаря такому соединению электрод полностью расходуется при работе. Затем приваривается следующий. Клещевой держатель

Конструкция клещевого зажима можно понять, посмотрев на рисунок. Подобные изделия производятся различными фирмами-производителями. Подразделяются по мощности, выдерживая ток от 150А до 500А. профессиональные выдерживают от 500 до 700 А. Основное отличие может быть в конструкции зажима верхней губки и обеспечивать надежное крепление электрода под различными углами. Для того чтобы приспособление прослужило долго необходимо обязательно посмотреть материал, из которого изготовлены губки, токовая шина от крепления кабеля наконечника и гильза.
На гильзе, куда вставляется конец кабеля от трансформатора, обязательно должно быть не менее двух резьбовых зажимов. Многие производители в целях экономии ставят стальные омедненные втулки, но лучше всего материал гильзы – это латунь, стальные наконечники нежелательны так – как имеют большое контактное сопротивление с медью кабеля и могут сильно нагреваться. Проверяетс
Зажимать очищенную жилу провода в гильзу можно только после тщательной зачистки всех медных жил, предварительно скрутив из них плотный жгут
Стенки самой гильзы должны быть не менее 1,5 мм. Особое внимание необходимо обратить на зажим кабеля, лучше всего это делать в латунной разрезной гильзе, которая плотно обожмет жилы кабеля, обеспечив надежный контакт, либо с помощью специальной зажимной планки, которая должна поставляться в комплекте с держателем. Зажимная планка должна быть толщиной не менее 2 мм так – как ей необходимо выдерживать большое давление от винтов зажима при прикреплении силового кабеля инвертора или трансформатора
Купить держатель для сварочного аппарата можно у нас на сайте пройдя регистрацию, здесь же можно ознакомиться с другими необходимыми для любого вида ремонта инструментом.
Винтовые зажимы
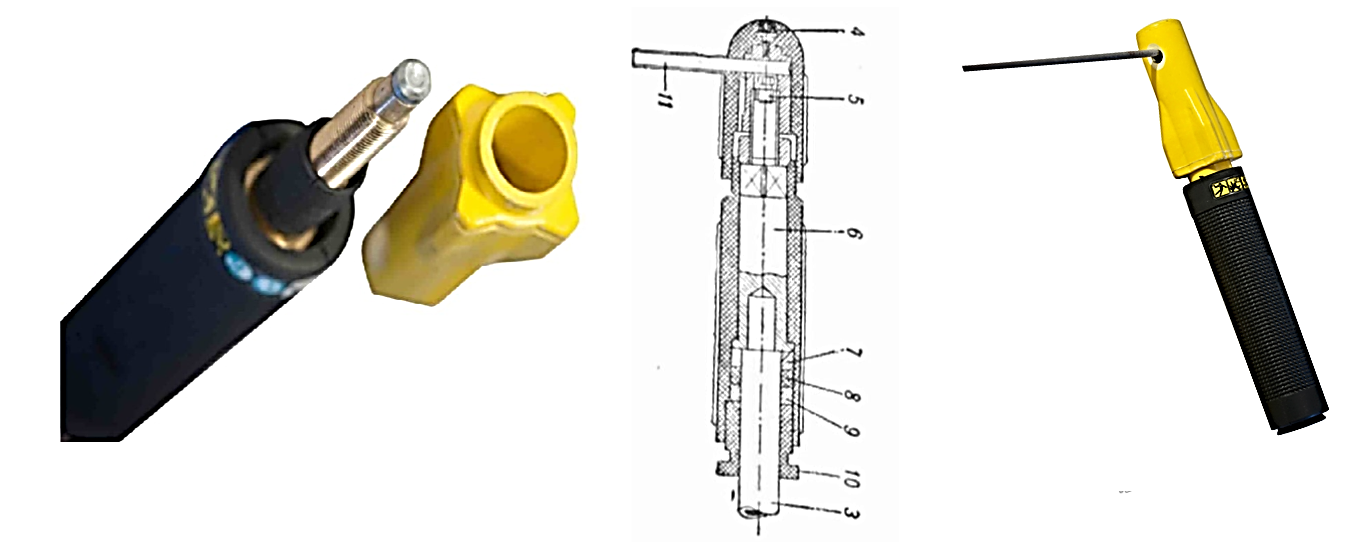
Пытаясь уйти от основного недостатка клещевого держателя – слабой фиксация наконечника в плоскости зажима, что позволяет двигаться электроду и менять свое первоначальное положение, особенно при зажигании или отрыва «прилипшего» электрода. Производителем разработана и выпущена принципиально новая конструкция – винтовой зажим (винтовой держатель). В новой конструкции конец рабочего конца проволки зажимается в круглом гнезде головки при ее вращении. Пазы верхней части держателя через шлицы связаны резьбовым соединением со стержнем, выполненными заодно с гильзой для соединения с кабелем от трансформатора.
При вращении резьбовой зажим зажимает электрод в гнезде. Такая конструкция уменьшает еще один недостаток – это часто ломающийся подводящий силовой провод в месте соединения с гильзой.
Соединение силового кабеля с гильзой
Ещё одно преимущество таких держателей перед клещевыми в том, что токопроводящие элементы прибора полностью защищены изоляцией, удобно лежат в руке. К недостаткам можно отнести всего два угла фиксации стержня 90° и 120°. Но, как говорят пользователи, при необходимости можно легко подогнуть проволоку под любой угол, так как он надежно фиксирован в отверстии головки, этот способ является надежным.
Как выбрать держатель для сварки
Держатель электродов подбирается по типу наиболее часто выполняемых сварочных операций
При сравнении моделей обращают внимание на следующие характеристики:
- технические данные. Здесь имеет значение максимум по току. Нужно, чтобы он превышал паспортные возможности сварочника на 10%;
- диаметр устанавливаемых электродов;
- габариты и вес. При внушительном объеме ежедневно выполняемых работ эти параметры очень важны;
- тип подключения сварочного кабеля. Предпочтительнее резьбовое. Китайский вариант с обжимным соединением брать не рекомендуется;
- условия для сварки. Материал корпуса должен выдержать низкую температуру и повышенную влажность, если предстоит работать на открытом пространстве;
- цена. Ценовой диапазон на электрододержатели достаточно большой. Для мелких, периодических работ можно выбрать дешевый вариант, удовлетворяющий предыдущим критериям. Все зависит от выполняемой задачи. Сварщикам-профессионалам нужно устройство подороже;
- рекомендуется держать в резерве недорогой держак на случай поломки основного в процессе наложения шва.
Продлить срок службы аксессуара поможет регулярный уход. Зажим следует каждый раз очищать от окалины и загрязнений. При контакте электрода с чистыми губками и шов получается более ровным и качественным.










Главные требования к держателям
Качество электрододержателя напрямую влияет на результат сварочных работ. Поэтому при выборе нужно учитывать следующие факторы:
- Зажимная часть должна быть латунная.
- Устройство должно быть легким, компактным и удобным в руке.
- Качество изготовления зажимных губок.
- Контакт с электродом должен быть плотным.
- Предпочтение лучше отдавать средней ценовой категории.
- У хорошего держателя удлиненная ручка с рифлениями, предотвращающими скольжение в руке.
- Вид и состояние изоляции на рукоятке, от которой зависит безопасность сварщика.
- Электроды должны надежно крепиться под разными углами.
- В идеале держак выдерживает 6000 циклов установки и снятия.
Приспособления для сварки труб
Сварка торцов труб является часто выполняемой операцией — как в производстве, так и в домашних условиях. Разработано множество приспособлений для сварки труб, облегчающих эту работу и обеспечивающих ее надлежащее качество. Центраторы (так называются эти устройства) обеспечивают соосность свариваемых труб и совмещение их торцевых кромок. По конструкции они бывают наружными и внутренними, первые используются гораздо чаще.
На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра. Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.
Приспособление для сварки труб: звенный центратор
В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) — для труб диаметром от 10 до 70 мм.
Приспособления для сварки труб: центратор-струбцина СМ151 и центратор-струбцина ЦС3
Струбцина для труб Bessey
Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин.
Самодельное устройство для сварки труб
Или таким:
Самодельное устройство для сварки труб
Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины.
Как выбрать держатель для электродов

От особенностей держателя электродов для сварочного аппарата зависит безопасность мастера и качество шва. Необходимо предварительно изучить его технические возможности. Держак должен подходить к модели сварки и выдерживать силу тока, используемого в оборудовании.
Держатель с более низкой токопроводящей возможностью в мощном сварочном аппарате опасен для жизни!
По мощности
Рекомендуется выбирать модель в соответствии с требуемым наименованием тока. Если приспособление подобрано с небольшим запасом по мощности, оно подойдет не во всех ситуациях. Номинал тока прописывается в маркировке, которая расположена на стационарной части устройства.
При длительном сваривании слишком мощный держатель неудобен в использовании из-за увеличенных габаритов и массы. Лишний вес скажется на качестве шва. Тяжесть вызывает перенапряжение мышц, рука будет уставать при длительном применении.
В работах, требующих особой точности и аккуратности, положить качественный шов будет затруднительно. Если рабочий инструмент с одинаковым номиналом мощности различается весом, лучше предпочесть более легкую конструкцию с небольшими габаритами.
По типу конструкции

Рукоять держака должна быть выполнена из качественного диэлектрика. В качестве изоляции используются накладки из толстого диэлектрического пластика, устойчивого к повышенной температуре.










Устройство должно обладать высоким классом надежности, выдерживать перепады температуры, различные загрязнения. Мастера предпочитают выбирать разновидности с литым массивным зажимом. Специалисты утверждают, что пластинчатые приспособления менее износоустойчивые.
Держатель электродов для сварочного аппарата своими руками пригоден для работы при условии, что он соответствует требованиям безопасности. Оптимальными считаются цанговые приспособления с резьбовым либо зажимным креплением.
Резьбовые модели допускают регулировку угла наклона электрода. Следует учитывать, что самодельный трезубец для сварки является самым опасным приспособлением из-за высокой вероятности поражения сварщика электрическим током. Огарок тяжело вынимается из вилки, швы получаются низкого качества.
Рейтинг лучших держателей

При выборе зажима для сварки следует ориентироваться по отзывам профессиональных сварщиков. Китайские аналоги некачественные. Именно с ними связано большинство отрицательных отзывов. В рейтинг лучших моделей иностранного и отечественного производства вошли:
- ESAB Handy 200 (200 А) – шведское устройство с винтовым креплением, поддерживает установку электродов с сечением 2-4 мм;
- Сибртех 500А – клещевой отечественный зажим с качественным пластиковым диэлектриком на рукояти;
- ESAB 500 – шведский инструмент с минимальным весом, рассчитан на токи до 500 А;
- Germany type 300 A – оснащен рифленой ручкой для удобства сваривания, латунный корпус устойчив к коррозии.

Следует помнить, что недорогие устройства по возможностям не уступают брендовым аналогам. Они вполне пригодны для кратковременного сваривания или разового выполнения. Для длительного использования в быту желательно выбирать устройства среднего ценового сегмента.
Дорогие брендовые модели подойдут специалистам, занимающимся свариванием профессионально. Они рассчитаны на длительные и повышенные нагрузки. Для частой эксплуатации на выезде рекомендуется иметь запасной держатель, способный выручить при поломке используемого в работе.
Если держатель подобран правильно, работа с инструментом будет комфортной, а швы получатся высокого качества.





