

Как не купить низкокачественный?
Недобросовестные производители делают губки держака для сварки из стали и покрывают их медью. Внешне отличить детали сложно, особенно если человек не обладает специальными знаниями. Самый простой способ проверить, взять с собой в магазин магнит. Он прилипает к черным металлам и не магнитится к меди.
К сварочному держателю прилагается инструкция, в которой описание устройства, его техническая характеристика. На качественный товар производитель дает гарантийный срок.
На корпусе имеется маркировка. Она включает в себя фирменный знак производителя, клеймо, подтверждающее качество, дату изготовления, а также ГОСТ, которому соответствует данное изделие. Хороший держатель имеет все необходимые документы и значения на корпусе.
Не стоит экономить на держаке и покупать дешевый, или на рынке. Такая экономия приведет к лишним расходам. Устройство быстро выйдет из строя и придется покупать новое. В первую очередь начнут подгорать губки. Невозможно сделать ровный шов, если электрод шатается, выпадает. Изолирующие детали из материала низкого качества будут лопаться и отваливаться.
Самодельные конструкции
Трезубец
Это просто классика сварочного дела. Едва ли найдется электросварщик, который не держал в руках «вилку», сваренную из трех кусков рифленой арматуры. В качестве диэлектрической рукоятки обычно использовался кусок резинового шланга, или рукоятка от велосипедного руля. Иногда обходились просто тряпичной изолентой.
Вариант простейший в изготовлении, однако, довольно неудобный и опасный во время эксплуатации. Самая большая проблема – извлечение огарка. Благодаря особенностям конструкции, электрод использовался практически полностью – это всегда презентовалось как одно из достоинств.
При этом огарок извлекался при помощи молотка или плоскогубцев. Наверное, вы не раз видели картину, когда сварщик колотит держаком об асфальт, выбивая из него остаток электрода. Еще одним недостатком является плохой контакт.
Обычно сварщики списывали неудачный шов на «плохие электроды», на самом деле – виной потерь силы тока являются ржавые окислы на поверхности арматуры. Поэтому напильник для зачистки – неизменный спутник такого приспособления.
Более продвинутый вариант – пруток, приваренный к металлическому уголку.
Такая конструкция более надежна, электрод удерживается прочно и электрический контакт хороший. Недостаток один – по-прежнему трудно производить замену огарка на новый электрод.
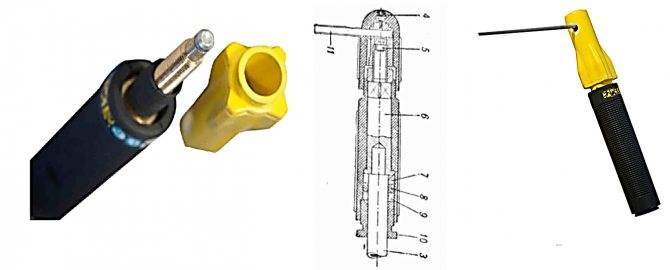
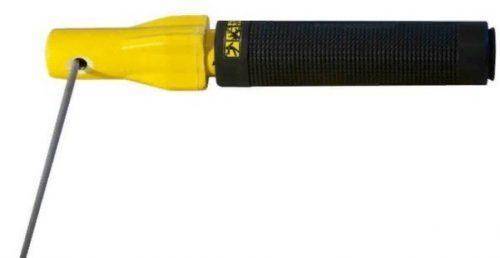
Трезубец с пружиной
Модернизированный вариант предыдущей модели
Такая конструкция варится из качественной стали, лучше всего – нержавейки, для обеспечения надежного контакта. Центральный палец подпружинивает электрод, что несколько облегчает смену огарка.
Конструкцию, а также используемые материалы хорошо видно на рисунке.
Недостаток один – дорогостоящие материалы (нержавеющая сталь). При этом себестоимость существенно ниже фабричного изделия.
Как сделать самодельный держак с пружиной подробно в этом видео.
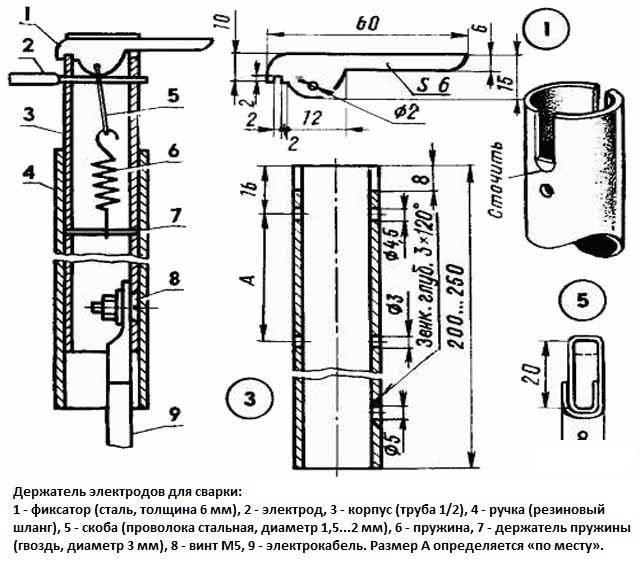
Цанговый (резьбовой) вариант
Конструкция надежная и удобная в работе. Недостаток один – хлопотное изготовление. Технологию изделия видно на чертеже.
Сделать такой держатель своими руками можно из любого металла. Главное – надежный контакт сварочного кабеля.
Цанговый (зажимной) вариант
Техническое развитие предыдущего варианта держака. Вместо резьбового соединения используется пружинный зажим. Очевидные преимущества конструкции – легкость смены огарка на новый электрод. Опять же компромиссный вариант. Чем мощнее пружина – тем больше усилия прилагается для замены электрода.
Но при этом надежность контакта, а стало быть, предельная величина тока – возрастает. И наоборот, комфорт в работе снижает токовую нагрузку. Не менее ответственным является второй разъем, подводящий ток к объекту сварки – земля.
Если в месте крепления земляного зажима будет искрение – помимо потерь тока можно получить прихватывание к заготовке. Это испортит и зажим, и обрабатываемый металл.
Читать также: Как подключить провода к тестеру
При работе часто приходится отводить держак на большое расстояние от трансформатора. Чтобы не сильно ограничивать себя в расстоянии – существуют удлинители как питающего, так и рабочего кабеля. Сетевой удлинитель сварочника мало чем отличается от обычного. Учитываются несколько требований. Рабочий ток не ниже 25 Ампер.










Термостойкая гибкая изоляция. Надежные вилки и розетки, желательно с фиксатором ответной части. Если речь идет об удлинителе рабочего кабеля – то его сечение не должно быть меньше основных проводов. Способ соединения также особый – используются специальные байонетные соединители.
Тогда потери тока в разъемах исключены.
А в этом видео подробно объяснено, на что обратить внимание при выборе держака для сварочного аппарата. Для профессионального сварщика, да и для любителя, хороший держатель для электродов – залог комфортной и удобной работы сварочного процесса
Приобретая держатель необходимо знать, как выбрать столь необходимую вещь для сварочных работ, на какие моменты необходимо обратить особое внимание, что бы потом не возникли проблемы при его использовании
Для профессионального сварщика, да и для любителя, хороший держатель для электродов – залог комфортной и удобной работы сварочного процесса
Приобретая держатель необходимо знать, как выбрать столь необходимую вещь для сварочных работ, на какие моменты необходимо обратить особое внимание, что бы потом не возникли проблемы при его использовании
Что такое правильный держатель
Что он делает? Если коротко, то он управляет электродом во время сварки: закрепляет его и подводит сварочный ток. Отсюда и желательные свойства.
Самодельный держатель.
Функции и технологические свойства, которыми должен обладать держак для сварки:
- обеспечивает крепкую фиксацию электрода с меняющимся углом выхода электрода;
- дает надежный и полный электрический контакт;
- долговечность работы;
- способен к быстрой замене электродов;
- должен быть небольшого веса, чтобы рука не уставала. Обычный вес держака около 350 г. Для тока в 500А, устройство мощнее и может весить до 750 г;
- обязательная эргономичность: удобство положения в руке, не требующее усилий.
Один из классических стереотипов – покупка устройства побольше и помощнее с несбыточной мечтой в голове, чтобы оно работало подольше и получше. На самом деле так не бывает. На держатель для сварки это тоже распространяется.
Его нужно покупать именно на ту нагрузку, с которой вы собираетесь работать
Здесь важно не сделать ошибку с маркой производителя: выбирайте солидный бренд, он вас не подведет
Подготовительные работы
Первым делом на удлиненной гайке отмечаем центр, после чего зажимаем ее в тисках. При помощи обычной дрели высверливаем сквозное отверстие. Диаметр сверла должен быть где-то на 1/3 больше возможной толщины электрода .6-8 мм. Следует следить за тем, чтобы сверло было строго перпендикулярно ребру гайки.
Затем зажимаем в тисках болт и при помощи болгарки срезаем шляпку. На это место привариваем стяжную барашковую гайку. Длина свободной резьбы должна быть не меньше, чем расстояния от края длинной гайки до центра сделанного отверстия.
Отвинчиваем рукоятку от нерабочей болгарки, дрели или иного похожего инструмента.
Внутренний болт легко выбивается.
Зажимаем в тисках и рассверливаем отверстие под нашу шпильку.
Теперь можно приступать к сборке.
Как пользоваться?
Технология применения устройства не отличается сложностью. В первую очередь присоединяется сварочный кабель, после чего приступают к монтажу.









Большинство агрегатов оснащено включателями, активирующими магнитное поле. В состоянии покоя магнит не будет притягиваться к поверхности.
Для ввода в эксплуатацию нужен один человек. После контакта с рабочей плоскостью необходимо активировать прибор. По окончанию этих действий зажим в рабочем режиме.
После завершения работ следует произвести вышеописанные действия в обратном порядке. Не пытайтесь отделить от детали включенное устройство – многие модели обладают достаточно большой прочностью на отрыв. Кроме того, это может вывести из строя фиксатор.
По окончании работ следует немедленно очистить контактную поверхность магнита от металлической стружки, поскольку она негативно влияет на силу притяжения.
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
А это означает, что без знания и выполнения правил техники безопасности, как варить сварочным инвертором, вам не стоит начинать, это даже не обсуждается.
Эти правила просты и бесхитростны:
Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору
Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему.
После визуальной проверки установить ручку с регулятором силы тока на минимальное значение
Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке.
Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда
Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
Классификация сварочных держателей
На рынке оборудования производители предлагают держатели электродов в большом ассортименте. Несмотря на это, в них используется несколько основных способов крепления и конструктивного исполнения.
Основные виды электрододержателей:
- пружинные (рычажные);
- зажимные (винтовые);
- универсальные;
- специализированные.
Стандартный электрододержатель состоит из корпуса, изолированной ручки, зажима и подвижного фиксирующего механизма. Устройство и принцип действия держателя могут отличаться.
Прищепка или клещи
Данный вид получил наибольшее распространение, что объясняется оптимальным для удобной сварки креплением. Этот сварочный держатель имеет и недостаток – слабое усилие прижима электрода губками. 
Для закрепления достаточно нажать на рукоятку и вставить оголенный конец стержня в зубчатые губки. Доступ к зажимам остается открытым, поэтому угол расположения можно менять. При этом токоподвод полностью недоступен.
Вилка-трезубец

Вилочные держатели для электродов считаются одними из первых. Их производство было освоено еще более 50 лет назад. Они были тяжелыми и неудобными.










У вилочной конструкции часто происходит подгорание контактов, а по причине слабой изоляции металлических поверхностей случается короткое замыкание.
На основе имеющейся схемы умельцы делали вилку самостоятельно из арматуры подходящего диаметра. Три прутка подгибали до нужного положения и обваривали вместе. Оставалось сформировать из сварочной проволоки рукоятку и подварить края, а сверху надеть резиновый шланг.
Полученное устройство тоже оказалась несовершенным. Электроды крепятся ненадежно, получается плохой контакт арматуры с проволокой. При высоких токах держак для сварки сильно нагревается и трудно извлекать огарки.
Электрододержатель винтового типа обеспечивает надежное положение электрода в зажимном устройстве. Представляет собой закрытую конструкцию с изолированным корпусом. Недостаток – приходится тратить время на откручивание и закручивание фиксирующей головки для смены стержня при сварке. Постепенно крепление ослабевает, и стержень может выпасть. Еще один минус – только перпендикулярное положение.
Для установки электрода откручивается фиксирующий винт. Оголенный край заправляется в отверстие и затягивается несколькими поворотами ручки.
Цанговый фиксатор
Цанговый электрододержатель появился относительно недавно. Менять электроды стало удобнее, теперь не нужно тратить силы. Конструкция легкая, эргономичная и компактная.
Недостатки – это ограничение по максимальному току сварки и неэкономное использование электродов. Приходится оставлять длинный огарок, чтобы не повредить пластик на корпусе.
Цанговый держатель, в основном, применяется для точной аргонодуговой сварки небольших деталей, где довольно малые токи.

Безогарковый
В безогарковом электрододержателе электрод полностью расходуется. Это возможно за счет того, что стержень не фиксируется зажимом, а приваривается к конструкции с изолированной поверхностью. В процессе сварки он полностью расплавляется, после чего берется новый.
Полярность прямая и обратная: в чем разница
Полярность в сварке на инверторном аппарате – вещь чрезвычайно важная, в которой нужно разбираться.
Если сварочный ток постоянный, то и движение электронов тоже постоянное. А при таком раскладе почти не бывает разбрызгивания капель и кусочков расплавленного металла, вследствие чего шов выходит аккуратным и высокого качества.
По своей сути полярность – это направление потока электронов, которое зависит от порядка подключения кабелей к двум разным разъемам аппарата. На инверторах есть возможность выбрать вид полярности. Сила тока при сварке также может регулироваться.
Обратная полярность
Виды полярности для сварки.
Это минусовой полюс на металлической заготовке, а плюсовой – на электроде. Ток, таким образом, передвигается от минуса к плюсу, то есть от металла к электроду. Электрод при таком способе довольно сильно нагревается. Способ хорош при сварке тонких металлов так как здесь снижается риск прожога.
Прямая полярность
Здесь наоборот: минусовой полюс находится на электроде, а плюс – на металле заготовки. Ток теперь течет от электрода к свариваемой детали, которая в этом случае греется больше электрода. Так работают с толстыми кромками металлов.
Следует заметить, что полярность всегда указывается в инструкциях на пачках с электродами.
Один из главных «инверторных» вопросов от дебютантов – какая полярность самая оптимальная при сварке инвертором? Ответ зависит от многих критериев, но с точки зрения резки металла полярность должна быть прямой.
Дело в том, что при таком виде полярности расплавленный участок получается глубоким и узким – как раз тем, что нужно при резке.
При обратной полярности все наоборот: зона расплавления небольшой глубины и довольно широкая.
Что важно при выборе держака
Электросварщик держит в руках это устройство значительную часть своего рабочего времени, поэтому к его выбору следует подойти с максимальной ответственностью
Опытный мастер обязательно обратит внимание на следующие моменты:
- вес, габариты, эргономические качества рукоятки;
- соответствие маркировки изделия диапазону используемой в предстоящей работе силы тока;
- возможность надежной фиксации электродов необходимого диаметра;
- удобство закрепления стержня под разными углами;
- качество изготовления токоведущих частей и зажимных устройств;
- степень наружного покрытия держателя изоляционными материалами;
- стоимость модели.
Совет! При выездном характере работ желательно всегда иметь резервный электродержатель.
Как выбрать держатель для электродов?
Выбрать правильный держатель электродов для сварочного аппарата – ответственнейшее занятие, призванное сделать последующую работу сварщика эффективной и безопасной
При выборе следует обратить внимание на следующие параметры:
- Технические характеристики
Важным моментом рабочего функционала должно быть соответствие инструмента используемой в сварочном агрегате силе тока: в случае выбора меньшего по показателю держателя зажим электрода, обгорев, выйдет из строя через день-два – кроме того, использование держателей меньшей силы тока просто небезопасно.
Применение держателя «с запасом», т.е. с несколько большим значением силы тока, чем требуемое, хоть и безопасно, но не всегда удобно при длительных работах или неудобных условиях их проведения: больший ампераж способствует конструктивному увеличению массы и габаритных размеров инструмента.










- Габаритные размеры
Для комфортной работы держатель электродов должен обладать максимальной компактностью и легким весом: лишние граммы никак не скажутся на проведении краткосрочных работ, а вот при длительных сварочных процессах, требующих особого внимания и аккуратности, громоздкий и тяжелый инструмент вызовет у мастера лишь дискомфорт и излишнее мышечное напряжение.
Если стоит вопрос выбора из нескольких моделей, обладающих одинаковыми рабочими характеристиками, следует отдать предпочтение более легкому и миниатюрному держателю электродов.
- Зачастую очень неидеальные рабочие условия использования (слишком высокие или низкие температуры, пылевые загрязнения, влажность и т.д.) должны быть в полной мере скомпенсированы высокой надежностью держателя для электродов.
Корпус держателя (рукоять и изолирующие накладки), как правило, выполняется из прочного пластика с высокими изолирующими характеристиками. Профессионалы предпочитают инструмент с массивным литым зажимом, поскольку пластинчатые наборные губки более подвержены выходу из строя. И безоговорочной надежностью отличается винтовой держатель, резьбовая фиксация которого способствует однозначному положению электрода.
- Ценовая категория предлагаемых ассортиментом магазинов держателей очень различна и может варьироваться от 100 до 15000 рублей (если говорить о брендовых проточных держателях зарубежного производства). Следует понимать, что дешевые модели принципиально не могут отличаться надежностью, качеством используемых материалов и продуманностью конструкции и, в любом случае, не рассчитаны на длительное активное использование в несколько смен профессиональными мастерами. Зато такой инструмент может вполне устроить сварщика-любителя для выполнения каких-то разовых работ. С другой стороны, дорогой профессиональный инструмент рассчитан на серьезное использование и значительные нагрузки, а бытовому мастеру не имеет смысла вкладывать в него капиталы.
К дополнительным рекомендациям можно отнести совет по приобретению запасного сварочного держателя, который мог бы прийти на помощь в случае внезапной поломки основного.
Следует помнить, что использование держателя электродов для сварочного аппарата подразумевает не только непосредственное его применение при выполнении сварочных работ, но и правильный уход за ним. Необходимо содержать зажим электрода в чистоте для обеспечения максимально плотного контакта губок с электродом – это избавит их от подгорания, и держатель прослужит долгое время.
Сверло Форстнера по дереву. Ударник мебельного производства
Пневматический нейлер. То о чём многие не знают
Разновидности сварочных держателей
В зависимости от области применения, держатели электродов можно разделить на две большие группы – универсальные и специализированные. Применение специализированных фиксаторов регламентировано соответствующими ГОСТами, их использование в общедоступных сферах достаточно ограничено. Универсальные держатели конструктивно делятся на пять групп:
- электрододержатели–«прищепки»;
- электрододержатели–«трезубцы» или «вилки»;
- электрододержатели цанговые;
- безогарковые электрододержатели;
- резьбовые электрододержатели.
 Держатели электродов для сварочного аппарата
Держатели электродов для сварочного аппарата
Держатели–«прищепки»
Крепление электродов в держателях этого типа производится пружинным или рычажным механизмом зажима. Эти модели выполнены с надежным жаропрочным диэлектрическим покрытием, гарантирующим безопасность сварщика и исключающим несанкционированное искрение. Контактные поверхности имеют зубчатую структуру, что позволяет быстро и надежно закрепить стержень так, как это необходимо для работы.
Основными достоинствами держателей этого типа являются простота конструкции, доступность и невысокая стоимость. С помощью таких держателей можно получать шов высокого качества. Благодаря правильному расположению сварочного стержня обеспечивается быстрый поджог дуги. К недостаткам фиксаторов этого типа относится невысокая надежность фиксации стержня при ослаблении подпружиненного рычага.

Держатели–«вилки»
Этот держак для сварочного аппарата представляет собой самую популярную у профессиональных сварщиков модель электрододержателя. Он представляет собой конструкцию, состоящую из трех сваренных между собой стальных прутков, причем прутки сварены так, что средний выполняет роль пружины, прижимающей стержень к остальным двум. Такой фиксатор из-за своей простоты имеет низкую степень защиты, так как значительная часть его находится под напряжением.
Кроме наличия незащищенных поверхностей, к недостаткам таких фиксаторов следует отнести сложность извлечения огарка, а кроме этого, они не очень удобны в работе.

Сварочные фиксаторы цангового типа
Сварочные электрододержатели цангового типа представляют собой достаточно сложную конструкцию. Фиксатор стержня в этих устройствах выполнен по тому же принципу, что и зажим сверла в ручной дрели. Изготовить самому такой фиксатор очень сложно, для этого понадобится использование профессионального оборудования – токарного, фрезерного, сверлильного станков. К тому же, требуется очень высокая точность обработки деталей.
 Держатели для электродов — устройство
Держатели для электродов — устройство
Держатели электродов цангового типа применяются в горелках в аргонодуговом процессе – сварке в среде инертного газа аргона.
Безогарковые держаки
Безогарковый держак для сварочного аппарата из всех электрододержателей имеет наиболее простую конструкцию. Он состоит всего из двух частей – рукоятки с токоизоляционным покрытием и токоведущего стержня. Электрод в таком держаке не фиксируется никакими зажимными устройствами, а приваривается к торцевому концу контактного стержня. В процессе работы электрод без остатка расплавляется, после чего к стержню приваривается следующий.
Такие сварочные электрододержатели используются при работе с дорогостоящими расходными материалами.
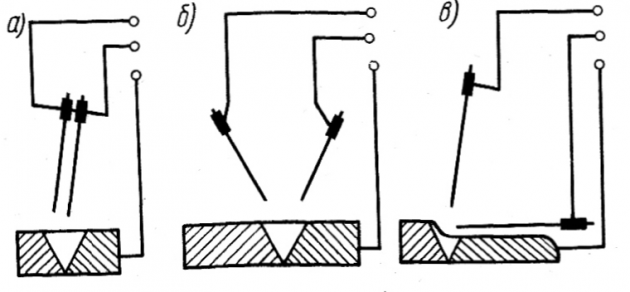
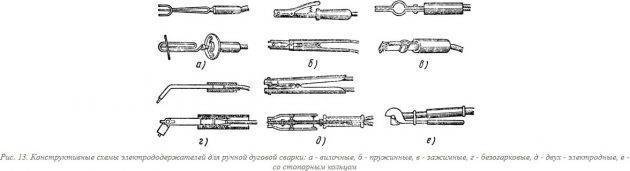 Конструктивные схемы электрододержателей для ручной дуговой сварки
Конструктивные схемы электрододержателей для ручной дуговой сварки
Резьбовые или винтовые держатели
Винтовой держатель для сварки пользуется наибольшей популярностью у сварщиков. Благодаря тому, что прижатие осуществляется завинчиванием прижимной головки, обеспечивается надежная фиксация стержня в устройстве. Снабженный эргономичной рукоятью, выполненной из плотного диэлектрика, диэлектрической завинчивающейся прижимной головкой, этот электрододержатель не имеет оголенных токоведущих частей, что является гарантией безопасности для сварщика.









 Винтовой держатель электродов
Винтовой держатель электродов
Эти устройства выпускаются в нескольких модификациях:
- прямой, с правой резьбой;
- прямой с левой резьбой;
- изогнутый с правой резьбой;
- изогнутый с левой резьбой.
Специализированные держатели
Электрододержатели специализированных моделей предназначены для работы в конкретных устройствах для уникальной сварки некоторых изделий с особыми типами швов. Одним из таких устройств является специализированный сварочный агрегат, выполняющий одновременную сварку несколькими стержнями. Специализированные держатели работают и в аппаратах для сварки трехфазной дугой. Все эти модели имеют очень сложную конструкцию и достаточно тяжелы для ручной работы.
 Сварка трехфазной дугой
Сварка трехфазной дугой





