

1 В чем особенность дорнового трубогиба?
В жизни человека встречается множество конструкций из труб. Из этих полых заготовок делают турники, различные элементы декора, но они имеют и куда более серьезное значение. Именно трубы являются основной составляющей водо-, газо- и нефтепроводов. А что говорить об автомобилестроении, где множество деталей сделаны именно из подобных элементов, например, выхлопная система.
В ответственных конструкциях желательно, чтобы изделие было монолитным, без лишних стыков, швов и т. д. Ведь места соединений очень ненадежные, в них образуются течи, что иногда может быть жизненно опасным. Чтобы не создавать швы на углах, берут монолитные трубы большой длины и сгибают. Для этого как раз и используется инструмент с вполне бесхитростным названием – трубогиб. Его особенность в том, что закругление получается почти ровным.
 Инструмент трубогиб
Инструмент трубогиб
Сегодня разнообразие трубогибов весьма велико. Можно найти роликовые, обкатные и арбалетные конструкции. Интересующие нас дорновые трубогибы используются для работы только с тонкостенными изделиями. Массивные трубы деформировать с его помощью не удастся. Они нашли свое предназначение в авиа- и кораблестроении, с их помощью сгибают различные декоративные элементы, части мебели. Также они являются незаменимыми инструментами при производстве транспортных средств, начиная от велосипедов и заканчивая автомобилями.
В чем особенность приспособления со столь странным названием? Для начала следует определиться с понятием «дорн». Это просто направляющая, ее вставляют внутрь трубы и место изгиба получается ровным без складок и иных дефектов. Так могут работать как ручные, так и полуавтоматические или автоматизированные трубогибы. В металлобработке есть процесс дорнования, созвучность обусловлена схожим принципом обращения с подопытными изделиями.
 Автоматизированный дорновой трубогиб
Автоматизированный дорновой трубогиб
Естественно, автомат пользуется большим спросом, ведь в этом случае свести человеческие трудозатраты получается к минимуму, а производительность, наоборот, максимальная. Полуавтоматы могут выполнять те же задачи, только не с такой скоростью, но и их стоимость гораздо ниже автоматических машин. Конструкция и материал дорна для трубогиба определяется сферой использования инструмента и обрабатываемыми деталями. Например, гибка медных труб осуществляется посредством стальной, латунной либо пластиковой направляющей.
Смазка дорна
Смазка дорна является очень важным процессом, она способствует равномерному сгибу трубы. Смазка нужна для того, чтобы снизить силу трения при сгибании трубы, находящейся под давлением. Дорн можно смазывать кисточкой, но это не лучший вариант, поскольку в этом случае нельзя рассчитывать на равномерность распределения средства на поверхности дорна. Спрей также является малоэффективным вариантом. Лучше всего наносить смазку импульсивно, с помощью ручного насоса. Делая это, нужно быть очень внимательным, чтобы масло на поверхности распределялась равномерным слоем.
Трубогибы со стабилизирующей деталью (дорном) — гораздо более профессиональное оборудование, нежели ручное или самодельное. Такой станок быстрее и лучше выполняет работы по сгибанию труб под практически любым углом, что позволяет производить прочные и долговечные конструкции без каких-либо соединительных элементов. Но не стоит забывать, что гибка металлических труб с дорном — это процесс, который требует соответствующей подготовки.
https://youtube.com/watch?v=EILOSwyuxoc
Виды трубогибов
Рассматриваемая конструкция может классифицироваться по достаточно большому количеству признаков. В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
- По типу привода. Важным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты исполнения конструкции. В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
- По способу воздействия на заготовку – основной признак классификации. К примеру, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлической или металлопластиковой трубы. Кроме этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.
Трубогиб своими руками
Трубогиб самодельный для металлопластиковых труб может быть самого различного типа, но чаще всего создают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Процесс изготовления
Прежде, чем начать изготовление станка для гибки круглой трубы, нужно запастись всем необходимым:
- гидравлическим домкратом от машины или трактора (можно использовать и более мощные, если есть такая возможность);
- башмаком (пуансоном);
- швеллером (около 3-ех метров);
- 3-мя роликами с осями;
- металлическими пластинами.
При изготовлении ручного трубогиба следует придерживаться простого алгоритма:
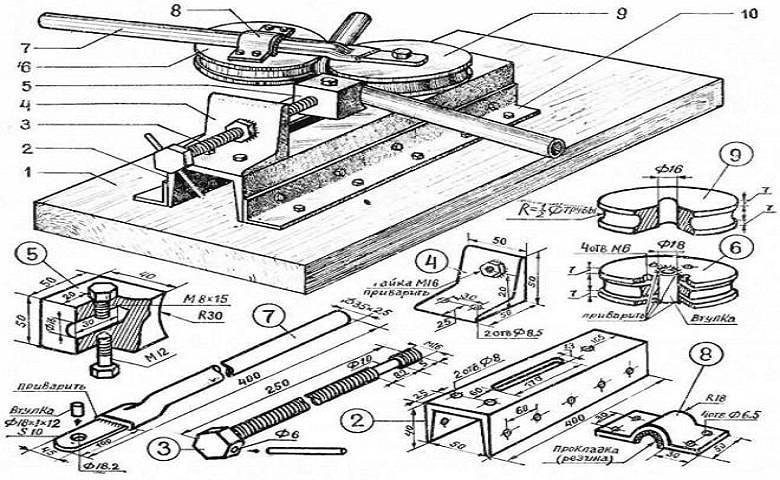
- Рулеткой замерять необходимую длину швеллера для основания и болгаркой отпилить 2 равных куска, благодаря которым основание будущего гидравлического трубогиба, а вместе с ним и каркас (1), будет более устойчивым.
- Разместить отрезанные куски швеллера плотно друг к другу, сварить снизу и сверху вдоль линии стыка. Такая платформа будет основой станка для гибки труб.
- Приварить с обеих сторон основания боковые швеллеры под углом 110⁰.
- К верхней части боковых швеллеров приварить более длинные куски, в которых предварительно необходимо высверлить несколько (от 2 до 8) отверстий, размещенных симметрически с обеих сторон будущего станка для гибки труб. Они предназначены для установки в них осей с прижимными роликами, переставляя которые можно будет регулировать радиус изгиба стояков.
- Закрепить пластинами с отверстиями под болты (2) диаметром 10-12 мм, домкрат (3) на основании таким образом, чтобы он не двигался при выполнении работы со стальными или другими трубами. Для этого нужно просверлить основание в определенных местах и закрепить гидроустройство планками с болтами.
- Надежно закрепить на штоке домкрата башмак (4), чтобы в случае необходимости его можно было легко снять и поменять на другой.
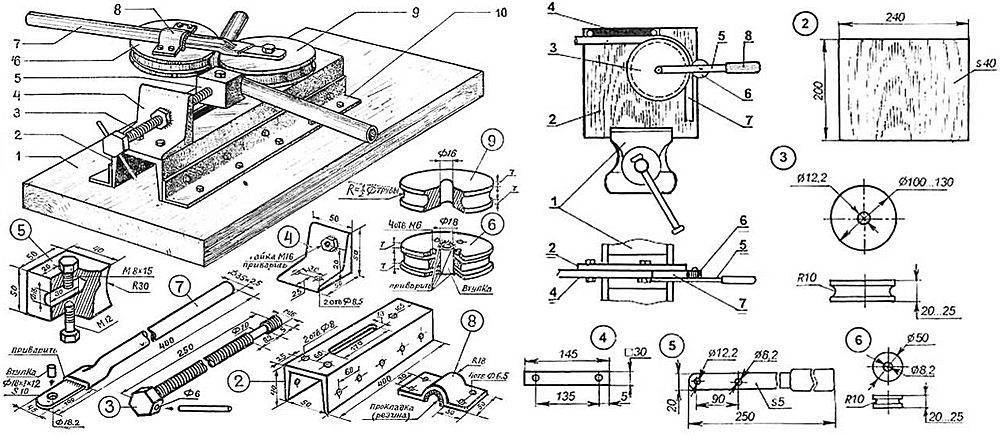
Схема для изготовления ручного трубогиба
Все, конструкция готова к работе, а необходимые размеры, указаны на чертеже трубогиба сделанного своими руками хотя на фото, в верхних швеллерах (их 2, по одному с каждой стороны боковых швеллеров) не высверлены отверстия. Поэтому, изображенный ручной гидравлический трубогиб рассчитан на сгибание деталей только с одним радиусом сгиба.
Высота станка для гибки определяется параметрами домкрата и расстоянием «а». Это значит, что для сгиба пол-дюймовой стальной трубы этот отрезок должен равняться примерно 2 см (если домкрат находится в нерабочем состоянии).
Как видим, ничего сложного, а конструкция для сгибания круглой трубы – надежная, прочная и прослужит не один десяток лет. А главное, что для ее изготовления использовались только подручные материалы, что очень удешевило такое устройство.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.






Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.
Dva11 Пользователь FORUMHOUSE
Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.








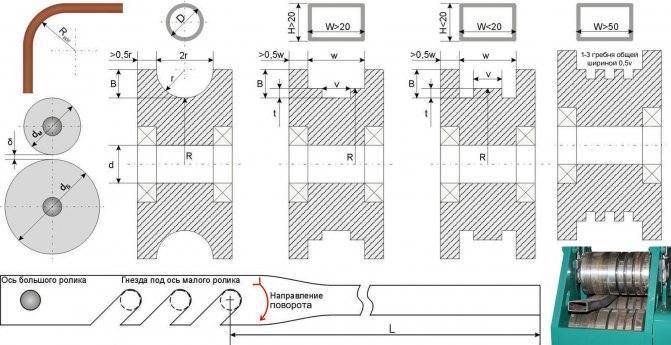
Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.
Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.
В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
rusi45 Пользователь FORUMHOUSE
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
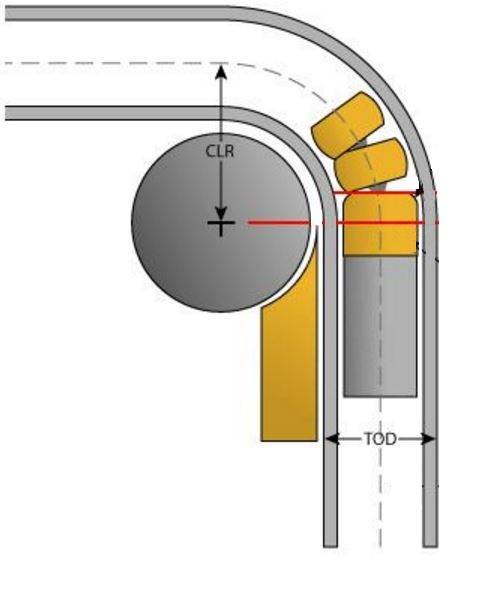
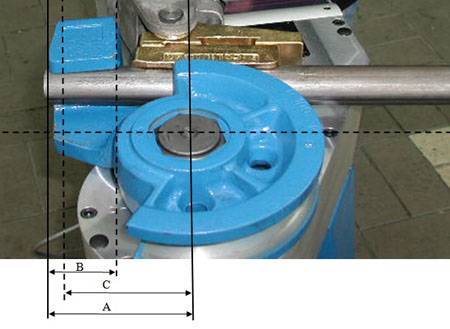
Внутренний радиус ролика или насадки под круглую трубу следует делать с запасом: радиус трубы плюс 1-2 мм. Например, если диаметр трубы – 24 мм, то внутренний радиус ролика будет – 13-14 мм. Только в этом случае трубу не будет заклинивать во время прокатки.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Основные преимущества эксплуатации дорнового трубогиба
Бездорновый трубогиб сгибает трубы под давлением, которое создаётся при помощи различных видов приводов — от гидравлического до ручного. На трубу, которая подвергается обработке, действует давление и стенка, находящаяся на внутреннем радиусе сгиба, начинает деформироваться, образуя угол. В процессе сгиба на её поверхности образуется гофра — волнистый участок. Стенка на внешней стороне, наоборот, растягивается, что влечёт за собой её ослабление. В результате такого сгиба труба после окончания работы деформируется и теряет свою прочность.
Дорн является элементом, благодаря которому можно свести к минимуму изменения поверхности детали. С дорном стенки изделия деформируются плавно и максимально ровно.
На бездорновом трубогибе можно обрабатывать толстостенные трубы без риска испортить заготовку
Виды и отличия
В основном трубогибы делятся на дорновые и бездорновые. Дорновый трубогиб дороже, это всегда мощный стационарный станок. Бездорновый трубогиб может быть как мобильным, так и стационарным.
Этих моделей намного больше. Бездорновый трубогиб стоит дешевле дорнового, но только если речь идет о сравнении моделей из одной категории. Это надо четко понимать.
Дорн – всего лишь полезная надстройка над гибочным станком. Она отнюдь не играют решающей роли, хоть и действительно помогает людям справляться с задачами эффективнее и быстрее. Как дорновый так и бездорновый трубогиб стационарного типа работает на электричестве.
В этом плане их делят на:
- автоматические;
- полуавтоматические.
Дорновый и бездорновый трубогиб автоматического образца – самый дорогой и продвинутый вариант. Работает такая техника за счет специально встроенного процессора или ЧПУ. Она нуждается в минимуме рабочего персонала и максимально эффективна.

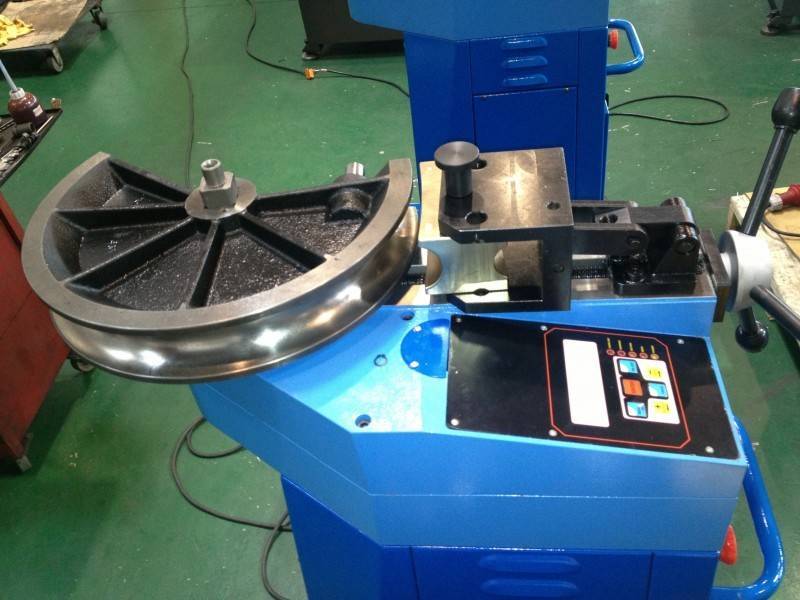
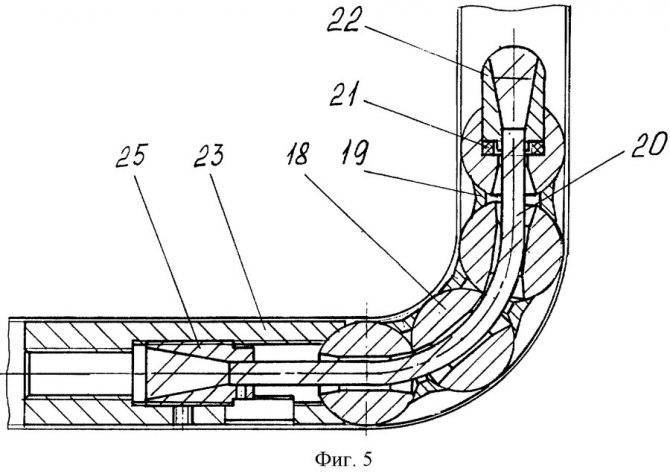
Насадка с фиксатором дорнового трубогиба
Вам нужно всего лишь задать несколько рабочих параметров, таких как: класс трубы, тип материала, угол и радиус загиба, а затем запустить систему. Остальные операции станок проделает сам.
Полуавтоматические модели нуждаются в большем контроле. Здесь уже разброс по степени управления может быть очень большим.
От моделей, полностью зависящих от внешнего управления, до образцов с примитивным ЧПУ, успешно выполняющих деформирование простейших изделий, но все еще нуждающихся в контроле.
Автоматические трубогибы намного дороже полуавтоматических. Впрочем, это не значит, что они явно лучше. Хороший мастер, использующий полуавтоматический бездорновый трубогиб со своей работой может справиться и быстрее.






Не говоря уже о качестве работ. Автоматика, конечно, может идеально отработать по заданным параметрам, но что делать, если в параметрах ошибка, или же они не соответствуют действительности?
Например, производитель указал не тот класс качества материала, был использован более мягкий металл и т.д. Робот такие вещи не заметит, а вот человек – вполне.
Использование дорновых станков
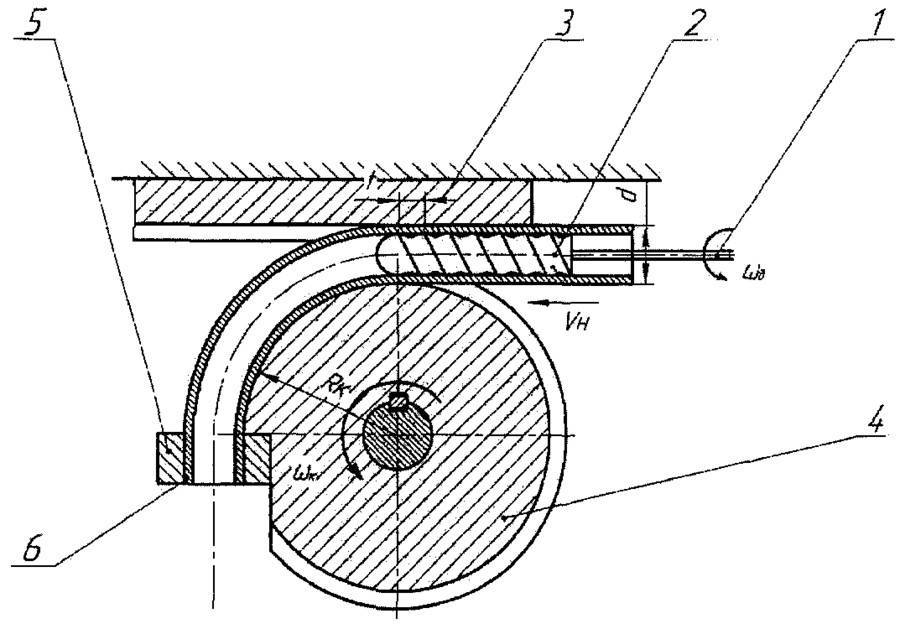
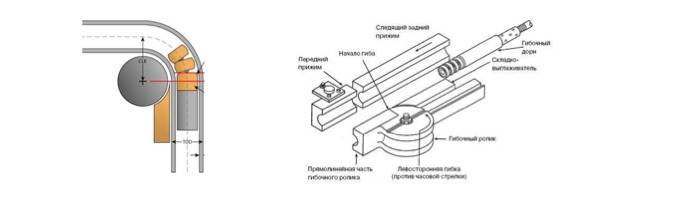
Рассмотрим процесс взаимодействия с полуавтоматическими дорновыми станками на примере стандартного оборудования, наматывающего трубу на круглый вал.
Этапы работы:
- Устанавливаем трубу в заготовку.
- Фиксируем ее зажимами.
- Просовываем внутрь дорн.
- Фиксируем дорн.
- Устанавливаем круглую насадку в рабочее положение.
- Крепим насадку к загибочному валу.
- Затягиваем фиксаторы до упора.
- Плавно загибаем трубу до нужного угла. Если пережали – ничего страшного, можете дать обратный ход. За счет действия дорна заготовка не разрушается, поэтому такие действия допустимы.
Вот и весь процесс. Ничего сложного, не так ли? Всего-то нужно правильно зафиксировать трубу (это делается сразу в нескольких местах, с помощью винтовых зажимов), просунуть внутрь дорн, установить насадку и выполнить работу.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу. С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется. Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.

Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Самые популярные варианты самодельных трубогибов
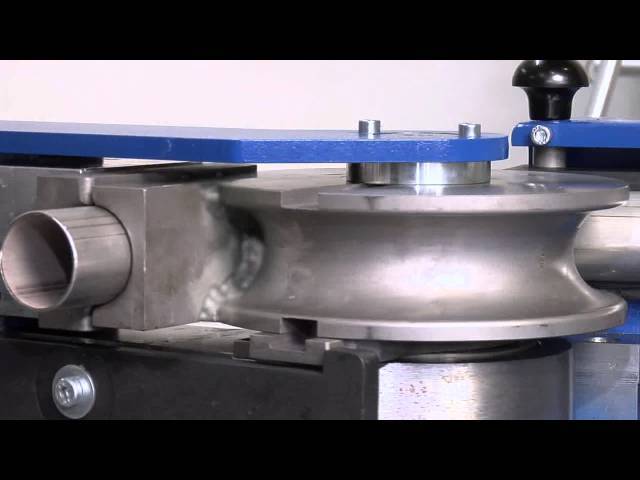
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.
Вариант самодельного трубогиба
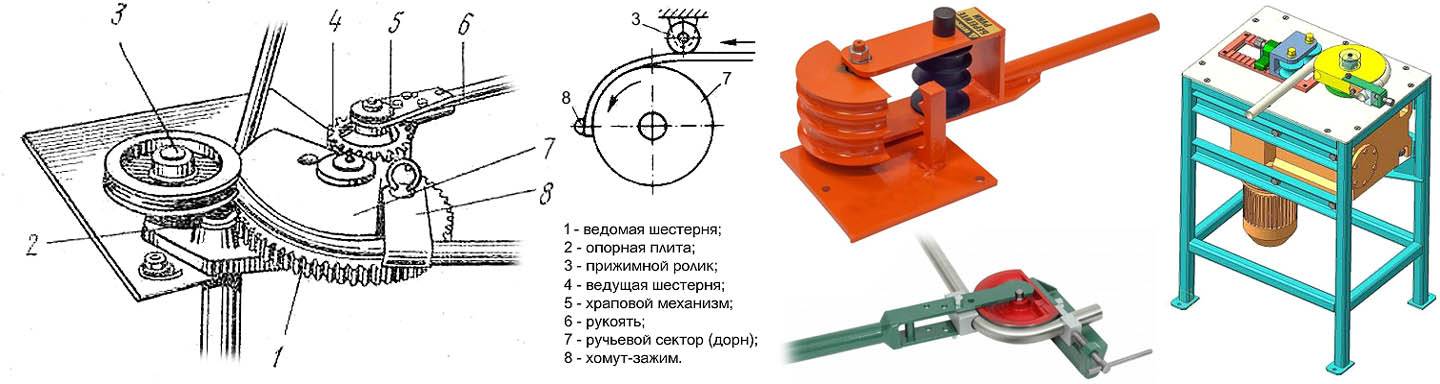
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
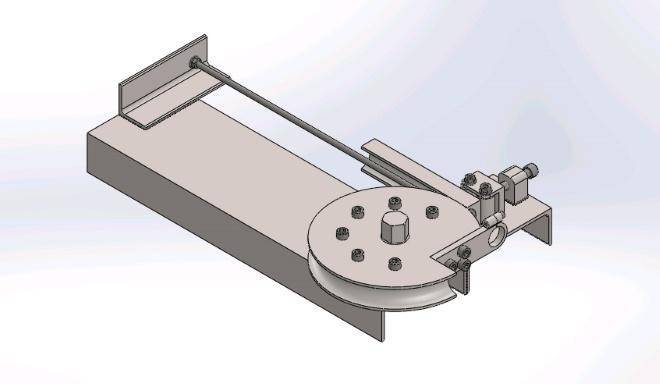
Компьютерная модель трубогиба
Компьютерная модель трубогиба Чертеж прижимного винта
Чертежи валов
Чертежи валов Чертеж кольца
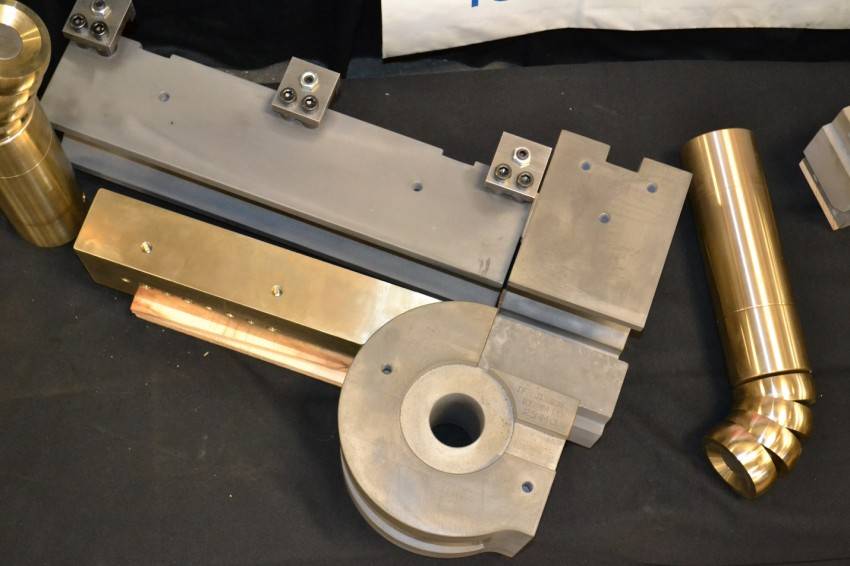
Комплектующие трубогиба
Комплектующие трубогиба Процесс сборки
Привод от двигателя
Привод от двигателя Вид со стороны валов
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.
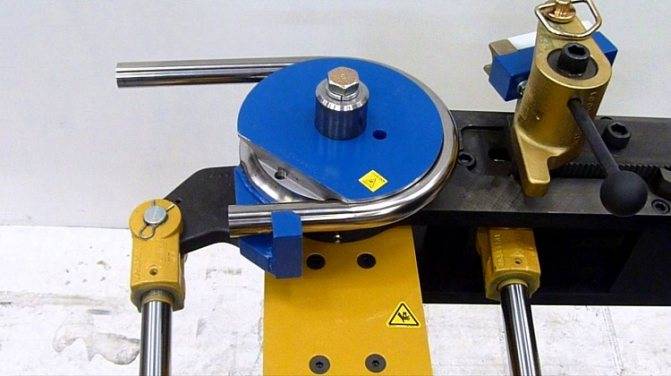
Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.








Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Разновидности электротрубогибов
Механизм работы у электротрубогибов может отличаться. Рассмотрим некоторые разновидности таких изделий.
Наматывающие станки. В данном случае на приборе установлен специальный вал, который прокатывают по закрепленной в станке трубе, создавая тем самым сгиб нужной конфигурации.
Обкатывающие трубогибы. Такие приборы имеют парные валики. Механизм воздействия у такого оборудования называется бездорновым. Особенность таких трубогибов заключается в ограниченном угле изгиба изделий, который совпадает с диаметром зафиксированного вала. Обычно в комплекте с оборудованием данного типа прилагается набор различных валиков, призванных увеличить возможности прибора.
Изделия с вальцовочным механизмом. В подобных трубогибах установлены три ритмично работающих вальца. Оборудование такого типа часто применяют при изготовлении декоративных украшений из профильных труб.
С выдавливающим принципом действия. Это наиболее распространенный тип изделий, по форме напоминающий арбалет. При этом труба фиксируется с двух сторон, а изгиб производится способом выдавливания. Конфигурация сгиба зависит от типа насадки. Однако работа на таком оборудовании занимает достаточно много времени.
Как согнуть профильную трубу – простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
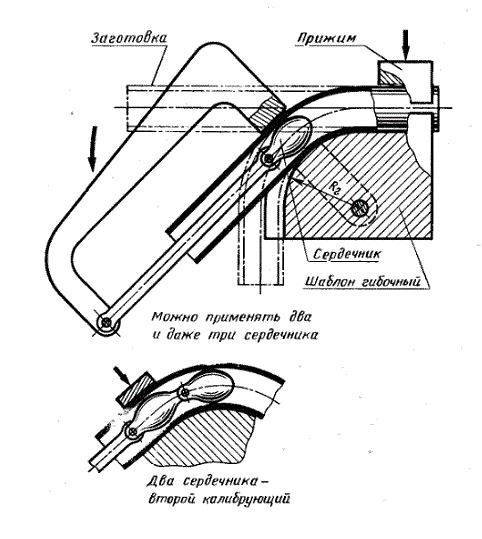
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
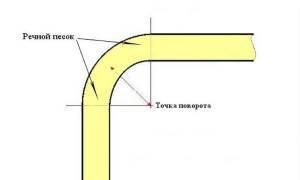
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой.
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.








Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда. Замерзшую профтрубу гнут на шаблоне
Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5%!м(MISSING)еньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Популярное: Что такое матрица и пуансон, в чем главное отличие?
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности. Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.

В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.






