

Особенности электродов
Электроды марки Э42 отличаются следующими особенностями их использования.
- Сварной шов, который получают с их использованием, обладает достаточно высокой прочностью и пластичностью, что делает его устойчивым даже к значительным нагрузкам на излом.
- Шлаковая корка, формирующаяся после кристаллизации сварного шва, легко удаляется.
- Получаемый сварной шов характеризуется однородностью, в нем нет пор и пустот, если технология выполнения сварочных работ строго соблюдается.
- Электродами Э42 достаточно качественные соединения может выполнять даже тот, кто не имеет большого опыта.
- При использовании таких изделий дуга зажигается очень легко.
- Дуга, зажигаемая при помощи электродов типа Э42 различного диаметра, характеризуется высокой устойчивостью.
- Экономичный расход материала электрода.
- Покрытия, которые нанесены на изделия данного типа, отличаются большим разнообразием.
- Работать подобными изделиями можно даже в том случае, если поверхность деталей влажная и покрыта слоем ржавчины.
- Вне зависимости от конкретной марки используемых электродов, они различаются оптимальным соотношением цена-качество.
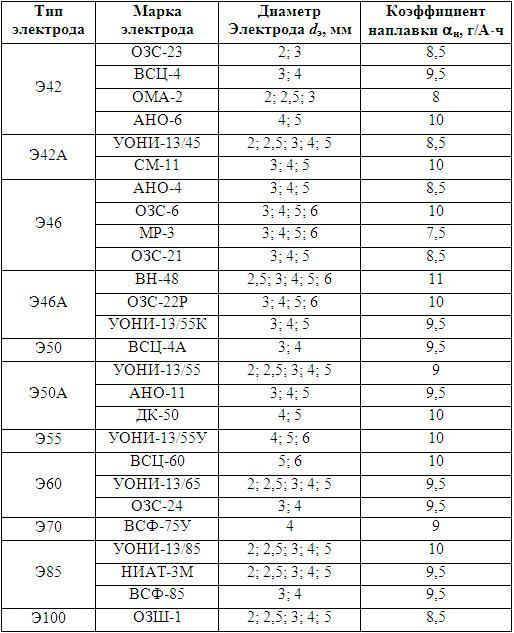
- При использовании данных изделий коэффициент наплавки составляет 10г/Ач.
- Электроды марки Э42, диаметр которых может составлять 4–6 мм, выпускаются длиной до 45 см.
- Чтобы сформировать 1 кг сварного шва, электродов Э42 потребуется 1,6 кг.
- Используя изделия марки Э42 различных диаметров (в диапазоне от 4 до 6 мм), можно не переживать за колебания длины дуги, они часто могут происходить по причине скачков напряжения в электрической сети.

Сварочные электроды Э42
Расшифровка, особенности и назначение электродов Э42А
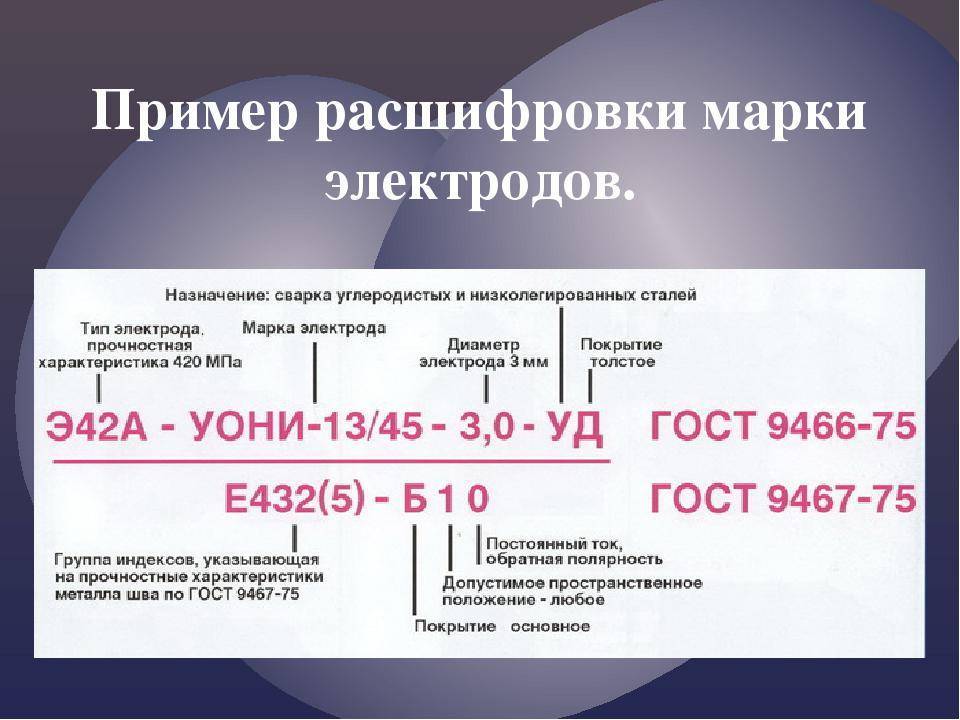
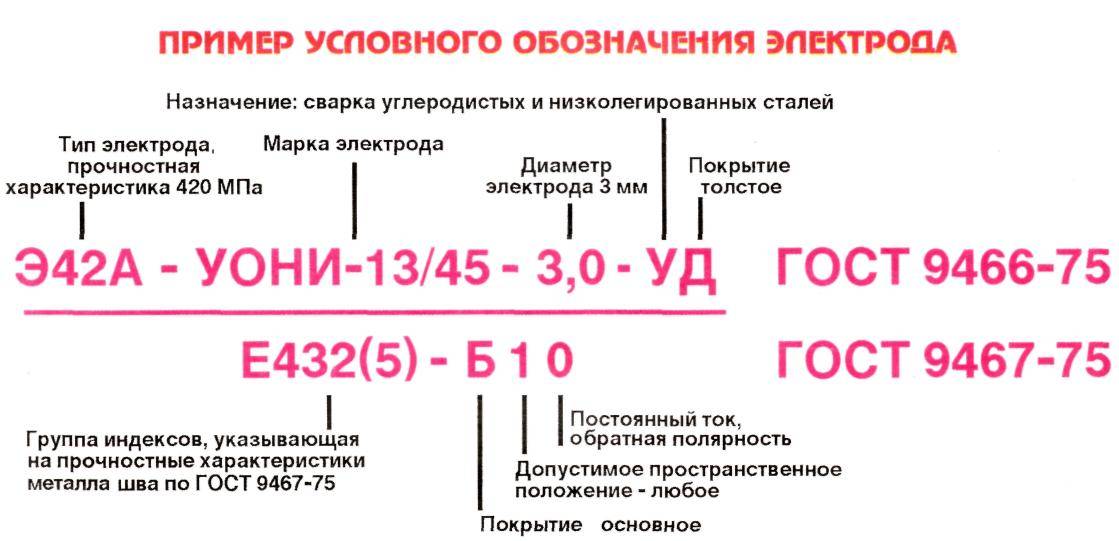
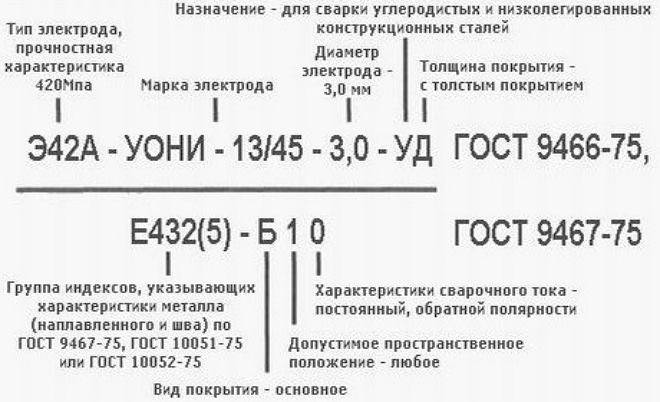
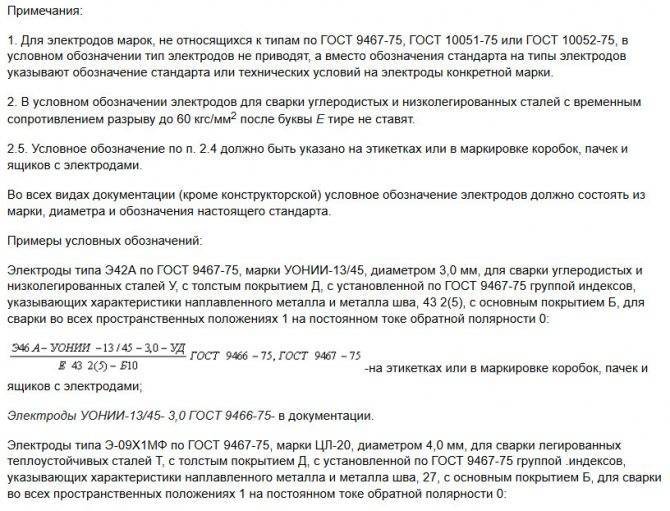
Расшифровка обозначения:
- Тип электрода – Э. Буква считается официальным обозначением расходного материала.
- 42 — цифры значат предел прочности и измеряются в Мегапаскалях. Расчет идет на 1 квадратный мм сечения шва. Готовый шов выдерживает напряжение до 40 кг.
- А — электроды с этой буквой считаются улучшенным аналогом Э42. У них лучше свойства, важные при сварке, а именно химический состав, пластичность и вязкость.
Перед тем как начинать работать с этими расходниками, необходимо знать особенности и специфику их применения:
- После окончания работ шлаковую корку легко удалить.
- Не нужно обладать большим практическим опытом для работы с электродами Э42А.
- Экономичный расход.
- Готовый сварной шов обладает высокими показателями пластичности и прочности. Он выдерживает значительные нагрузки при изломе.
- Оптимальное соотношение цена/качество.
- Дуга зажигается легко.
- Многообразие в плане выбора диаметров (от 4-х до 12-ти).
- Сочетаются с большим количеством флюсовых обмазок.
- Шов, образующийся при сварке этими расходными элементами, получается однородным. Если технология была соблюдена по всем правилам, он не будет иметь пор и пустот.
Расходные материалы для сварочных аппаратов этого типа распространены на строительном рынке благодаря тому, что с их помощью получаются качественные соединения деталей, изготавливаемых из низкоуглеродистых сталей. Они распространены в строительстве и различных сферах промышленности. Однако при работе с высокоуглеродистыми сталями шов получается некачественным. В процессе эксплуатации на соединении возникают трещины, которые постепенно приведут конструкцию в негодное состояние.
С помощью этих расходных элементов можно проводить монтажные работы на неочищенных поверхностях. Ими возможно соединять как тонкие, так и толстые листы металла. Перед тем как начинать соединение деталей более 4 мм в толщине, требуется подготовить кромки. Для сваривания деталей толщиной более 8 мм необходимо использовать электроды диаметром в 8 мм.
При изначальной просушке и прокалке дуга будет без проблем зажигаться в первый и последующие разы. Во время плавки металла на расходных элементах он не растекается и создает плотный шов. Недостаток электродов Э42А заключается в том, что у них плохая пластичность. Из-за этого швы на тонких металлах получаются ненадежными. Чтобы компенсировать этот недостаток, нужно использовать флюс.
Электроды Э42 применяются в промышленности и частном производстве. При их использовании создаются металлоконструкции, и проводятся работы небольшой ответственности. Часто они требуются в мастерских, специализирующихся на ремонте. Актуально применять электроды Э42, если через мастерскую проходит большое количество деталей, изготовленных из металлов с малым содержанием углерода. Могут использоваться для починки газопроводов и водопроводов. Важные условия в этом случае — тонкие трубы и низкое давление газа либо жидкости в них.
Общие сведения
Электроды марок ОЗЛ относятся к плавящимся расходным материалам для ручной дуговой сварки с основным покрытием. Стержень из легированного металла имеет разброс диаметров (в основном от 2,0 мм до 6,0 мм) для сварки различной толщины материалов.

Основное покрытие электродов ОЗЛ хорошо защищает поверхность сварочного шва при источнике питания на постоянном токе. При этом легированные стали сваривают на обратной полярности, на которой выделяется меньше тепла. Для таких чувствительных к перегреву сталей применение обратной полярности для расходников марки ОЗЛ – это способ получения качественного шва.
ВАЖНО! При выборе расходного материала для сварки обычной малоуглеродистой стали следует помнить, что расходники марки ОЗЛ предназначены в большей степени для сварки жаростойких сталей. Температуры плавления настолько разные, что при достижении жидкой фазы основного металла, электрод марки ОЗЛ даже еще не начнет плавиться
Для основного покрытия технологический процесс сварки требует хорошо подготовленных свариваемых поверхностей – зачистить от ржавчины и других загрязнений, обезжирить
Расходники ОЗЛ весьма чувствительны к присутствию влаги, поэтому перед использованием требуется дополнительная прокалка
Для основного покрытия технологический процесс сварки требует хорошо подготовленных свариваемых поверхностей – зачистить от ржавчины и других загрязнений, обезжирить. Расходники ОЗЛ весьма чувствительны к присутствию влаги, поэтому перед использованием требуется дополнительная прокалка.




ГОСТ
Электроды ОЗЛ должны соответствовать нормативам ГОСТ 9466 – 75 и ГОСТ 10052-75. Первый стандарт регламентирует классификацию и общие требования к покрытым металлическим электродам для ручной дуговой сварки.

Электроды ОЗЛ-32
Второй стандарт обозначает типы покрытых электродов для ручной дуговой сварки коррозионностойких, жаростойких и жаропрочных высоколегированных сталей. К обоим стандартам относятся расходные материалы марки ОЗЛ.
Расшифровка
Условное обозначение электродов образуется на базе данных вышеуказанных стандартов. Пример обозначения расходного материала марки ОЗЛ – 6:
Э – 10Х25Н13Г2 — ОЗЛ – 6 — 3,0 — ВД / Е 2075 — Б20
Цифры и буквы соответствуют следующим основным характеристикам ОЗЛ – 6:
- Э – 10Х25Н13Г2 – таким обозначением определяется тип электрода по ГОСТ 10052 – 75;
- ОЗЛ-6 — марка, аббревиатура которой указывает на ее происхождение (данная создана на опытном заводе для сварки легированных сталей, много расходников ОЗЛ разработано на предприятии «Спецэлектрод» г. Москва);
- 3,0 — цифры обозначают диаметр стержня;
- В — указывает на назначение для сварки высоколегированных сталей с особенными свойствами;
- Д — определяет толщину покрытия (в данном случае – толстое);
- Е — определяет принадлежность электрода к покрытым для ручной дуговой сварки;
- 2075 — группа цифр, указывающая на некоторые технические характеристики наплавленного металла, а именно: «2» – отсутствие склонности к межкристаллитной коррозии, «0» – отсутствие данных по показателям усталостной прочности при работе на максимальной температуре, «7» – определяет значение максимальной рабочей температуры сварного соединения (в данном случае 910°С -1100°С), «5» – указывает на содержание ферритной фазы (в данном случае 2-10%);
- Б – указывает на покрытие электрода, в данном случае – основное;
- 2 — цифра указывает на возможность проведения сварки в следующих пространственных положениях: во всех положениях, кроме вертикального «сверху-вниз»;
- — определяет метод сварки, в данном случае на постоянном токе обратной полярности.
Производители
Российский рынок покрытых электродов для ручной дуговой сварки перенасыщен большим количеством российских, европейских и китайских производителей. Большинство из них в ассортименте кроме других видов имеют электроды марок ОЗЛ
Советуем обратить внимание на производителей, которые входят по результатам опросов в ТОП списка
Российские производители:
- «Спецэлектрод» г. Москва;
- «Шадринский электродный завод» г. Шадринск;
- «Лосиноостровский электродный завод» г. Москва;
- «Зеленоградский электродный завод» г. Зеленоград;
- «Ротекс» г. Кострома, г. Краснодар, г. Москва и другие.

Электроды ОЗЛ-312 СпецЭлектрод
Производители из ближнего зарубежья:
- «ПлазмаТек» (Украина);
- «ВИСТЕК» г. Бахмут (Украина);
- «Оливер» (Республика Беларусь) и другие.
Европейские производители:
- «ZELLER WELDING» г. Дюссельдорф (Германия);
- «ESAB» (Швеция);
- «KOBELCO» (Япония) и другие.
Китайские производители:
- «Golden Bridge»;
- S. I. A. «Resanta»;
- «EL KRAFT» и другие.
Общая информация
Электроды марки э42 предназначены для электродуговой сварки. Данный тип электродов — один из самых часто применяемых. Им варят или ремонтируют металлические конструкции и изделия из стали. Электроды такого типа нередко можно встретить как в арсенале профессионального сварщика на заводе, так и у домашнего умельца в гараже.


К типу Э42 относятся марки электродов АНО-6, АНО-6М, АНО-17, ВСЦ-4, ВСЦ-4М, ОЗС-23, ОМА-2. Это отечественная маркировка. У зарубежных производителей (например, ESAB или Kobelco) своя маркировка. Если вы не знаете, что марка электрода и как правильно выполняется расшифровка, то прочтите эту статью.
У каждой марки электродов, относящейся к типу Э42, свои технические характеристики. Поэтому их нужно изучать отдельно для каждой марки. Нельзя сказать, что все электроды типа Э42 имеют одно покрытие или один сценарий применения. Это ошибочное утверждение.
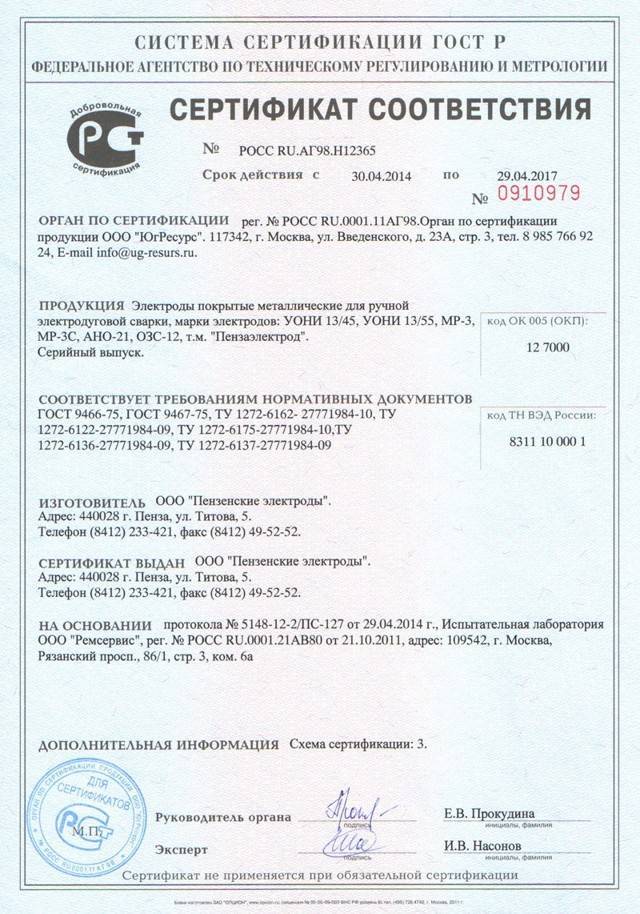
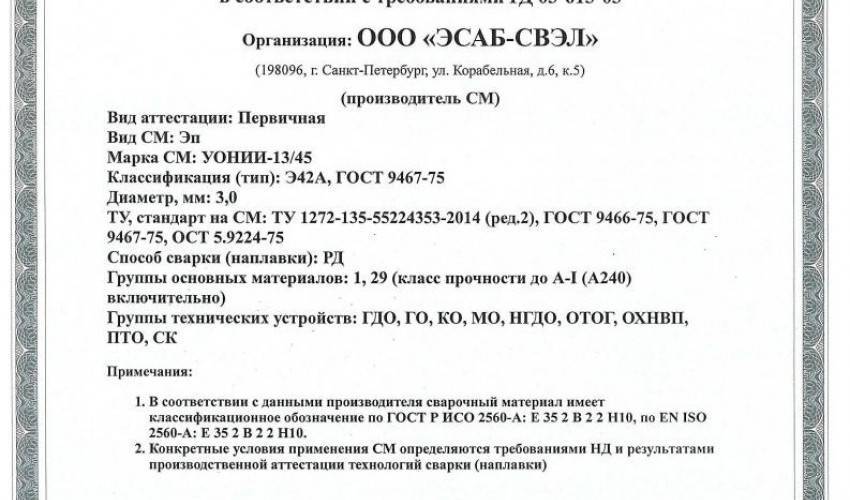
Сертификат качества
Законодательство РФ требует получать данный документ только на электроды, предназначенные для работ:
- На флоте. Сертификаты выдаются речным и морским регистрами.
- На опасных производствах. Бумаги выдаются Ростехнадзором.
Сертифицировать электроды общего назначения производителей не обязывают. Но многие делают это по собственной инициативе с целью убедить покупателя в высоком качестве своих изделий. Перед приобретением расходников рекомендуется поинтересоваться у продавца, оформлен ли на них сертификат. Его наличие послужит основательным аргументом в пользу приобретения данной марки.

Сертификат на электроды.
Виды покрытий
Электроды для сварки подбираются так, чтобы материал стержня максимально точно совпадал со свариваемым металлом. Только так можно получить качественный шов с равномерной структурой, повышающей его прочность
Не менее важной является обмазка, которая должна обеспечить стабильную дугу, равномерное плавление сварочной ванны и защитить ее от внешних факторов. Некоторые составы даже позволяют варить по ржавой или масляной поверхности без предварительной подготовки
Различают несколько видов:
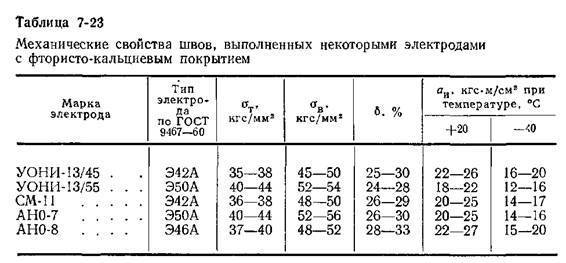
- Кислое маркируется буквой А. Композиция состоит из кремния, марганца, титана, оксидов железа и других элементов. Преимущество обмазки – отсутствие порообразования в шве даже на ржавых заготовках или при наличии окалины. Основной недостаток покрытия – высокий риск появления горячих трещин при сваривании. Электроды с кислой обмазкой хорошо работают на постоянном и переменном токе, применяются для нижних швов. Такой тип используется для марок Э-42 и Э-38.
- Основное, или флористо-кальциевое, которое обозначается буквой Б. Используется для ручной дуговой сварки. Состоит из шлаковой основы с добавлением карбоната кальция, фтористого калия и минералов, которые выделяют защитный газ. Основная обмазка отличается высоким процентом шлакообразования, а наплавленный металл содержит малую часть водорода, потому что отсутствуют органические соединения-поставщики. Наплавляемый металл окисляется слабо, что снижает риск образования трещин. По сравнению с рутиловым покрытием обеспечивается высокое сопротивление сероводородному растрескиванию, поэтому электроды с такой обмазкой успешно применяют для соединения трубопроводов. Работают от постоянного тока обратной полярности.
- Рутиловое маркируется буквой Р. Считается универсальным и самым распространенным. В составе обмазки около половины занимает рутил (двуокись титана), а также ферромарганец, карбонаты и жидкое стекло. Небольшой процент кремния и кислорода снижает риск образования горячих трещин. Наплавленный металл имеет высокий показатель ударной вязкости. Газ от сгорания карбонатов и органических материалов защищает сварочную ванну. Наплавленный металл склонен к образованию окислов под воздействием пара или углекислого газа. При соблюдении режимов содержание водорода минимальное, что исключает появление пор. Сварные швы получаются качественными.
Электроды с рутиловым покрытием перед началом работы необходимо прокаливать, что повысит качество шва. Такие расходные материалы позволяют накладывать шов по ржавчине. Отличаются чувствительностью к температуре и повышенным режимам, что приводит к браку.
Технические характеристики рутилового слоя превосходят основной и кислый. Стержни легко поджигаются и работают во всех пространственных положениях.
- Целлюлозное с маркировкой Ц. Характеризуется самым высоким содержанием органических компонентов: целлюлозы, талька, рутила и ферромарганца. Готовый шов по химическому составу соответствует спокойным (с) и полуспокойным сталям (пс). Отмечается большое количество выделяемого водорода и разбрызгивание металла. При односторонней сварке наплавляемый валик ложится равномерно. Обмазка используется в марках Э-46 и Э-50. Электроды отличаются производительностью и позволяют сваривать в вертикальном пространственном положении. Применяются для сварки трубопроводов.
- Смешанные и прочие покрытия П: кисло-рутиловое (АР), рутилово-целлюлозное (РЦ), рутиловое с железным порошком (РЖ), рутилово-основное (РБ).
Несмотря на отличие свойств и составов, у электродов есть общие характеристики:
- Толщина наносимого покрытия должна составлять 1/3 общей толщины.
- Степень влагопоглощения, от которого зависит необходимость в предварительной просушке.
- Температура горения, влияющая на легкость поджига дуги.
Как наносится покрытие
Технология нанесения одинакова для всех видов. Толщина покрытия зависит от сечения стержня электрода. Работы ведутся на специальном станке в автоматическом цикле, что обеспечивает высокую производительность. Твердые фрагменты подсушиваются и измельчаются. Компоненты просевают для отделения однородной фракции нужного размера. Смесь обжигают, чтобы вышла сера. Потом она поступает в смеситель, где соединяется с жидкими компонентами. На завершающей стадии стержни погружаются в готовую смесь.
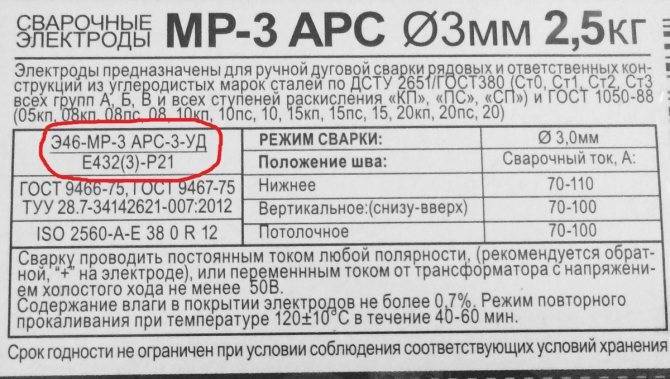
Применение электродов МР 3
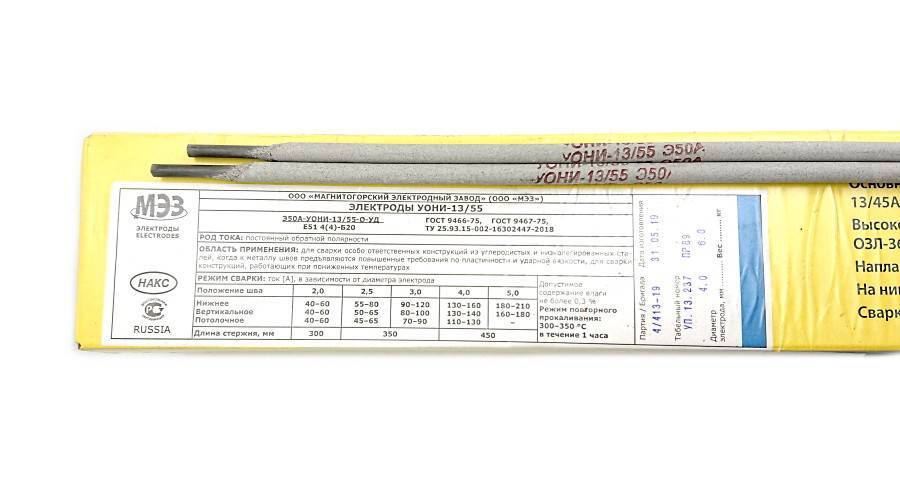
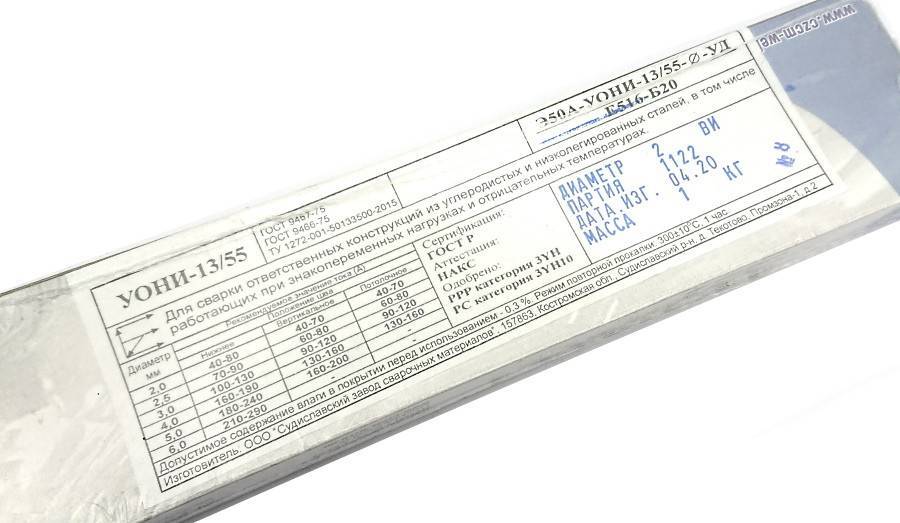
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:
сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;
сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;
судостроение;
машиностроение.
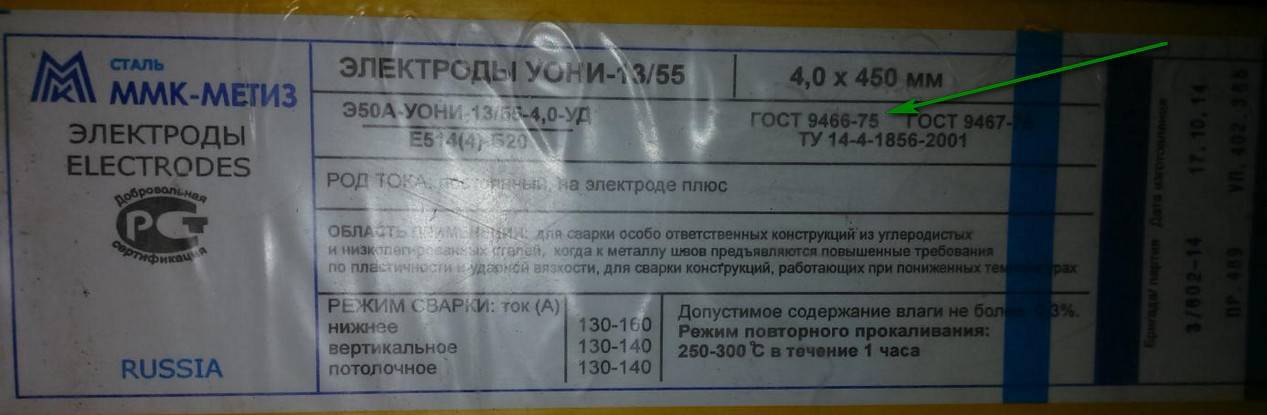
Один из ведущих и старейших российских производителей электродов этой и других марок — Магнитогорский электродный завод. Продукция предприятия традиционно отличается образцовым качеством. Приобрести электрод сварочный МР 3 ГОСТ производства МЭЗ сегодня можно по всей России (см. адреса представительств по городам), при этом — по весьма доступной цене.





Требования ГОСТ
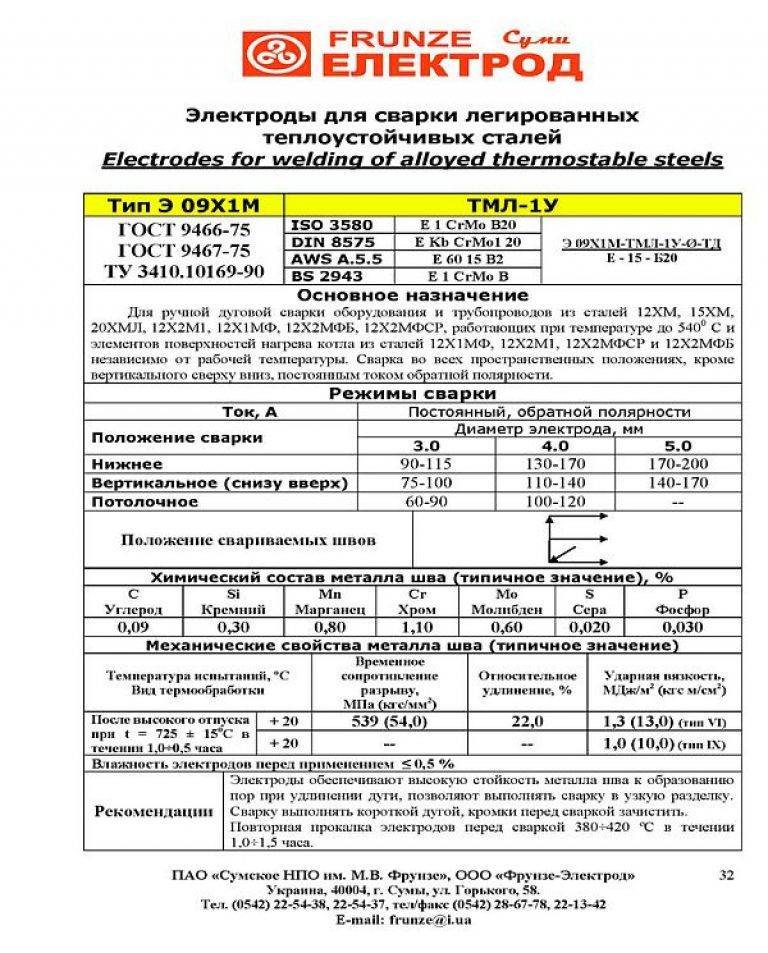
ГОСТ 9467-75 определяет технические условия на производство, требования к химическому составу и физико-механическим свойствам электродов. В нем также регламентированы:
- процедуры контроля качества;
- приемка продукции;
- упаковка и отгрузка;
- порядок хранения.
Все заводы–изготовители, желающие поставлять на рынок электроды типа Э42 и Э42А, обязаны выполнять требования ГОСТ и проходить периодическую сертификацию в уполномоченных организациях. По специальной договоренности между производителем и поставщиком возможны отклонения от требований ГОСТ. В этом случае изделие выпускается принимается по техническим условиям, утвержденным обеими сторонами.
Источник
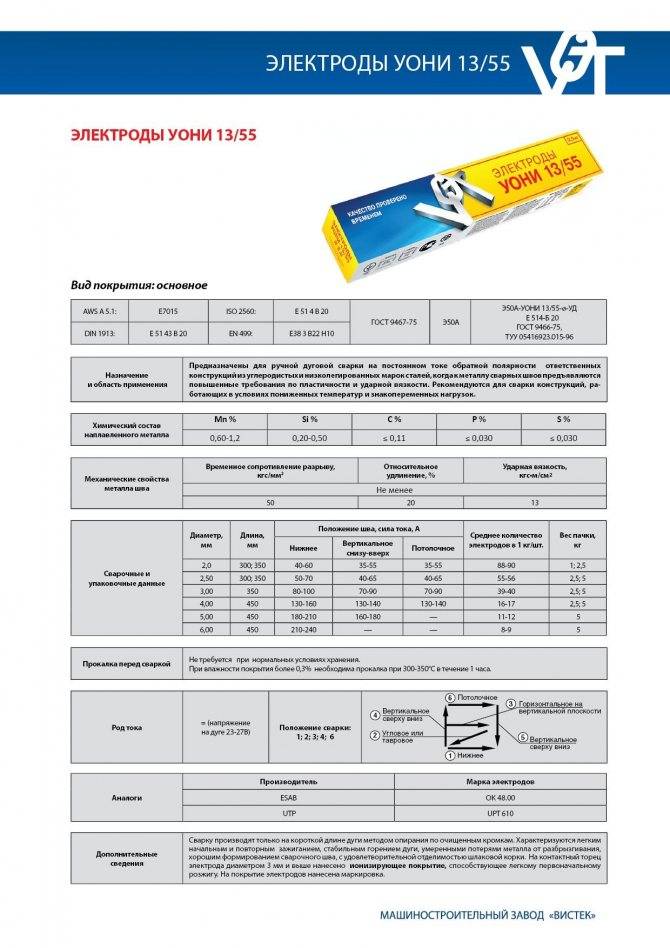
Предназначение
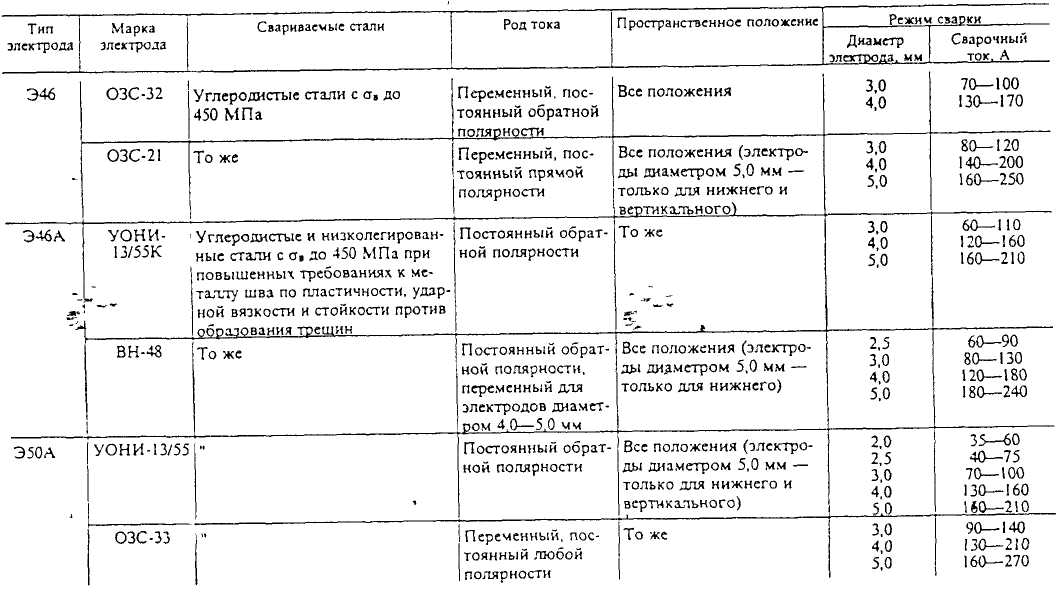
Электроды Э42 используются для работы с деталями, изготовленными из углеродистой стали. Изделия применяются как домашними умельцами в быту, так и профессиональными сварщиками в ремонтных мастерских и во многих сферах промышленности для создания соединений пониженной ответственности. Сварочные работы можно осуществлять практически в любом пространственном положении. Исключение составляет вертикальная сварка «сверху вниз». Обусловлено это тем, что созданные данными электродами наплавления не способны выдерживать больших нагрузок. Поэтому для соединения тех стальных деталей, на которые оказывается постоянное давление большого веса, применять электроды Э42 нежелательно.
Металл шва или наплавка
Наплавка — это сварочная операция, в ходе которой наносят слой металлического расплава (его называют присадочным материалом) на внутреннюю или внешнюю поверхность детали. Наплавку выполняют с целью:
- восстановить первоначальные размеры изношенной детали;
- довести размеры до проектных при изготовлении детали обнаружении устранимого брака;
- создать покрытие одного металла слоем другого, в целях повышения коррозионной стойкости или придания специальных физических или химических свойств;
- упрочнить поверхностный слой.

Наплавка
Электрод ведут по поверхности детали в заданном месте. Верхний слой металла детали плавится, и вместе с металлом электрода образует слой наплавки. При необходимости наплавляют несколько слоев. Несмотря на то, что существуют специальные наплавочные электроды, Э42 также можно применять для наплавки относительно небольших объемов металла.
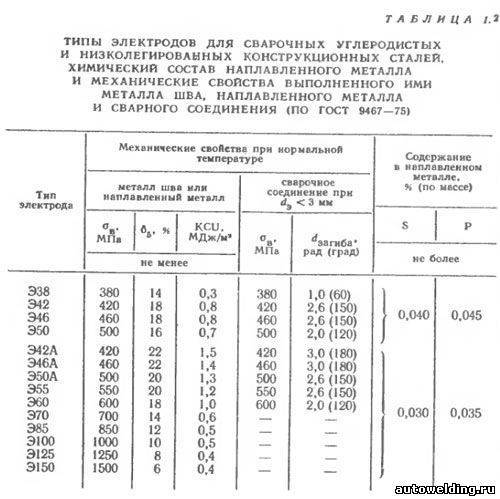
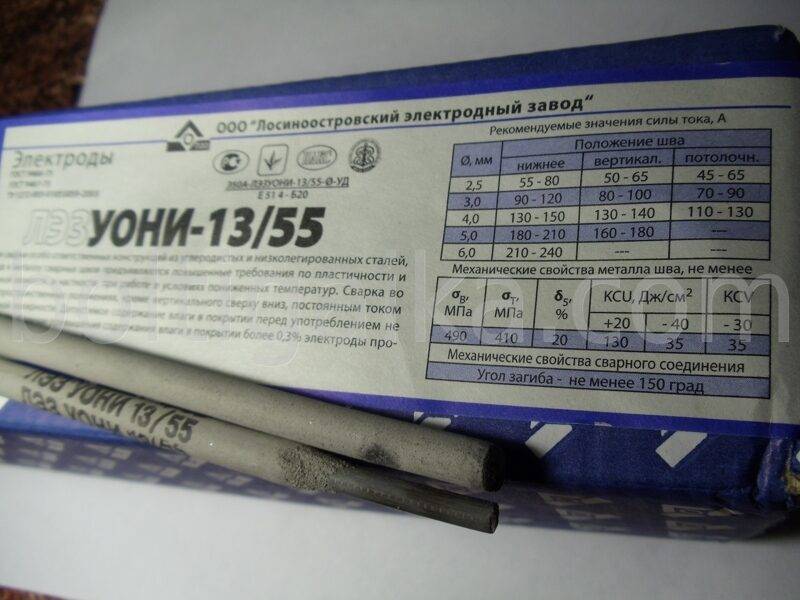
Характеристики Э42
В 1802 году были созданы электронные проводники. Все это время производители улучшали и совершенствовали их для более качественной работы. В 1975 году электроды Э42 прошли государственную проверку — подтвердили требования стандартов ГОСТ 9466 и 9467.

Еще одним показателем надежности выпускаемой продукции является сертификат. Предприятия, выпускающие э42, проходят сертификацию и получают оценку качества. Так как во время работы электроды несут большую нагрузку, потребители должны быть уверены в их надежности.
В их химический состав входят такие элементы: марганец, углерод, сера, кремний, фосфор.
Расшифровка аббревиатуры дает полное представление об изделии: «Э» означает, что они используются только для электродуговой сварки. «42» относится к единице измерения прочности.

Электроды Э 42 обладают следующими особенностями:
- не изменяют химические и физические свойства;
- источником сварки является переменный и постоянный ток;
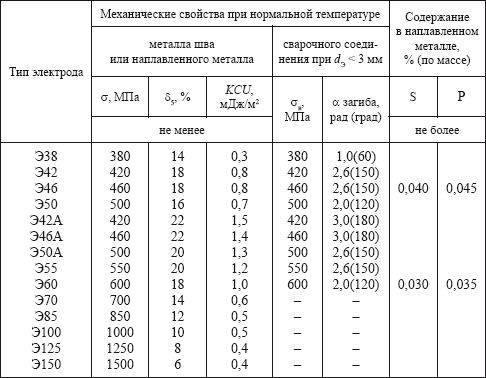
- сопротивление временному разрыву составляет 420 МПа;
- Коэффициент наплавки электродов составляет 10 г/Ач;
- Максимальный размер стержня — 400 мм. Диаметр в среднем 4−6 мм;
- Работа должна выполняться при соблюдении температуры -20 до +20.
Отмечаются такие положительные свойства Э42: экономное расходование стержня, легкость в работе с изделием. Получается однородный, крепкий и пластичный шов, в котором отсутствуют пустоты. Также подойдет для работы с ржавым и влажным материалом. Сам механизм работы несложный. Подойдет новичкам, так как при сварке отсутствует растекание и разбрызгивание материала, и повышается качество работы.
Аналоги, чем заменить
Э42 взаимозаменяемы с большим числом аналогов. Их можно заменять на электроды типа Э42А (с кислым покрытием, при сварке не образуются поры, если металл имеет следы окалины. Нужно иметь в виду, что такие швы имеют склонность к горячим трещинам).
| АНО-6 | OK 46.00 |
| ОЗС-23 | OK 43.32 |
| ОМА-2 | OK 43.32 |
| ВСЦ-4 | OK Pipeweld 6010 (снят с производства) |
Главным критерием для заменяемости электродов будет материал сварочной проволоки, из которой изготовлены изделия. Этот материал должен иметь состав, приближающийся к составу того сплава, который образуется при сварке сплава или пары сплавов. От химического состава образующихся при сварке сплавов шва зависят его механические и коррозионные свойства. Для Э42 применяется сварочная проволока марок Св–08, Св–08А по ГОСТ 2246–70. Из покрытий чаще всего присутствует рутил (минерал с высоким содержанием двуокиси титана).
К сведению! Электроды Э42 широко распространены, изготовителей много, цена на этот материал относительно невелика. Поэтому, поиск аналогов для данного материала является довольно редким делом.
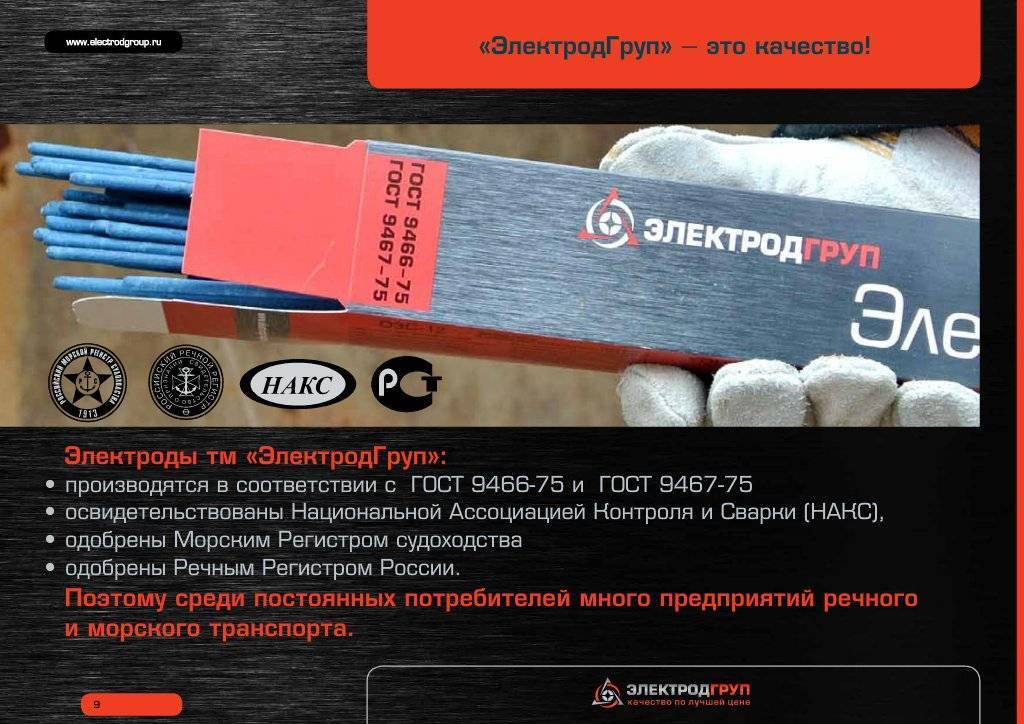
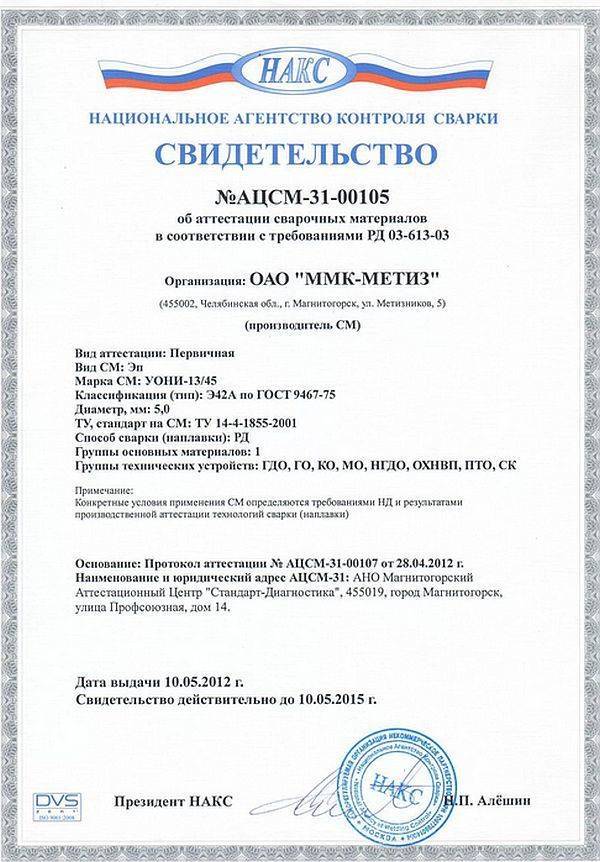
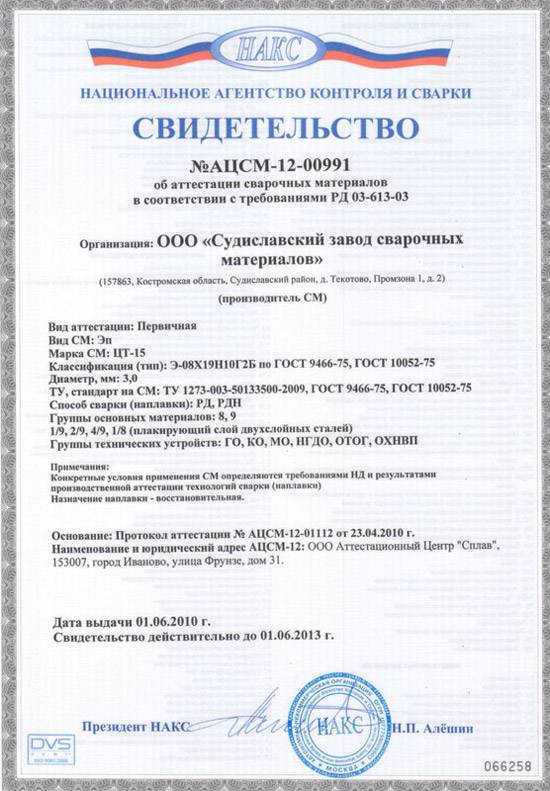
Сертификация качества
В России в настоящее время не требуется обязательной сертификации на сварочные электроды общего назначения. Однако потребитель может затребовать у изготовителя такой документ.
Сертификаты Морского и Речного Регистров требуются для сварочных материалов, которые применяют в соответствующих условиях. Сертификат Ростехнадзора требуется для материалов применяемых на опасных производствах.
Большинство предприятий добровольно сертифицируют свою продукцию, чтобы расширить рынок сбыта. Большая часть изделий типа Э42 выпускается с сертификатами.
Наличие сертификатов позволяет контролировать производителей и поставщиков на предмет качества. Сварные соединения, как правило, несут большую механическую нагрузку и поэтому все работы, связанные со сваркой, в конечном счете обходятся недешево. Поэтому все потребители должны быть заинтересованы в высоком качестве сварочных электродов.
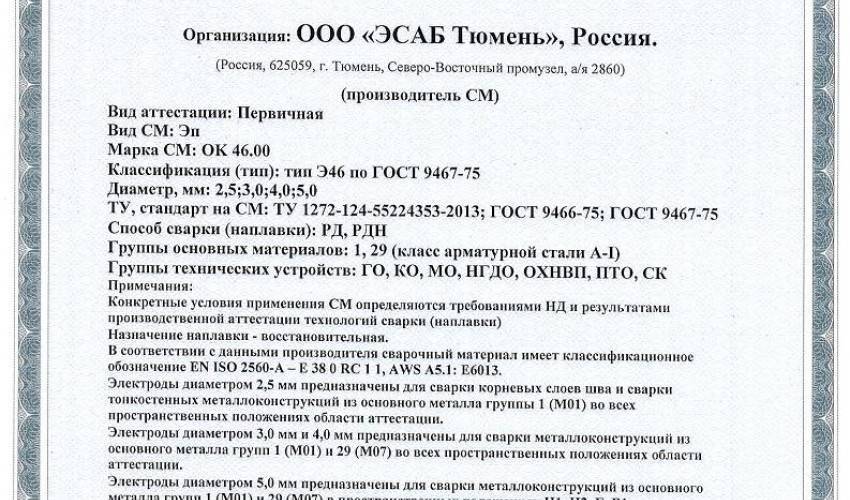
Популярные производители
Из предприятий России: СпецЭлектрод (Москва), ЛЭЗ, СЗСМ, ООО Уральский электродный завод. Импортные: ESAB (Швеция), Lincoln Electric (США), Kobleco (Япония).
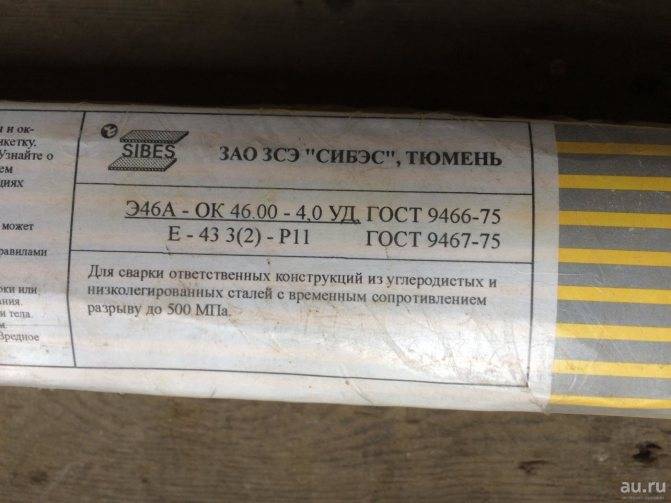
Обозначение
В России электроды обозначаются по ГОСТ’ам 9466-75 и 9467-75 (действующие). На странице “Маркировка сварочных электродов” смотрите что означают маркировки и расшифровку отдельных полей.
Все подробности характеристик (их достаточно много) находятся в указанных ГОСТ’ах.
Имейте в виду! Маркировка обязательно должна присутствовать на упаковке или обертке, в некоторых случаях предприятия даже маркируют сами электроды, нанося маркировку на покрытие.
Для каких сталей
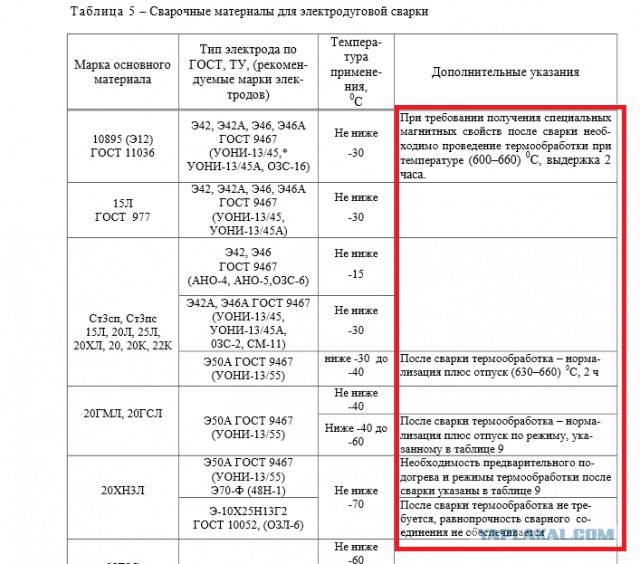
Электродами типа Э42 можно варить углеродистые и низколегированные стали, для большинства малонагруженных металлоконструкций. Нельзя использовать их при сварке вертикальных швов сверху вниз. Источник тока может быть как переменным, так и постоянным. В случае постоянного тока необходимо использовать обратную полярность. Шлак удаляется легко с любых швов.
Тип Э42, особенно АНО-6, часто используется при домашних сварочных работах. Дуга от них горит стабильно, зажигается без больших трудностей и хорошо поддается удержанию для сварщиков непрофессионалов.





Можно ли какие-то электроды этого типа использовать по нержавейке?
Нужно знать! Для типа Э42 нет марок, подходящих для сварки нержавеющих сталей.
Нержавеющие стали, для однородности шва, должны вариться проволокой из нержавеющей стали, содержащей хром и никель в соответствующих пропорциях. Если сварить нержавейку электродами типа Э42 то шов будет, как минимум, подвержен сильной коррозии и вся ценность нержавеющей стали в такой конструкции будет лишена смысла. Механические свойства шва окажутся также низкими. Смотрите тут про электроды по нержавейке.
Все марки электродов





