

Классификация электродов из графита
На современном рынке представлены разные марки графитированных изделий, которые отличаются по виду материала, использованному для изготовления. Это в основном графит, но качество его не одинаковое.
Используя разные сорта, получают такие изделия:
- Графитированные стержни для сварки.
- Коллоидно-графитовые изделия.
- Пропитанные – для комплексов «ковш-печь».
- Специальные – для работы с агрегатами высокой мощности, которые используют в крупной промышленности.
Чтобы технологические процессы проходили в нужной последовательности, подбирать материалы надо правильно. При этом учитывается, какой тип электродов подходит для процессов, осуществляемых на производстве.
Графитированные разновидности удобно применять на металлургических предприятиях. Такие электроды способны обеспечить ввод электрической энергии в процессах, которые связаны с повышенными температурами.
Подробная инструкция
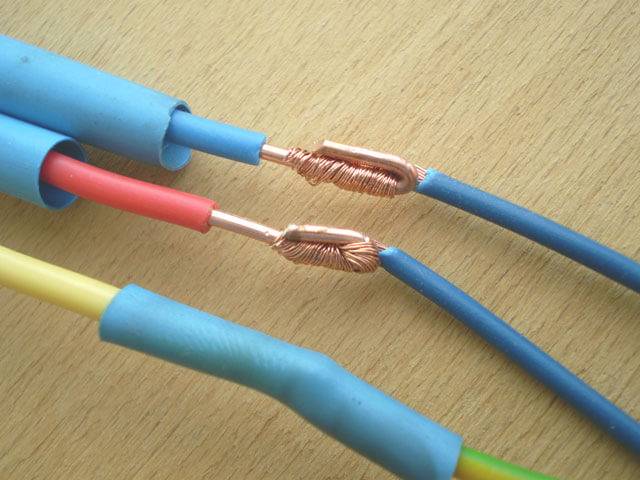
Сначала рассмотрим самый простой вариант, когда необходимо скрепить два одножильных проводника из одного и того же металла (к примеру, медь).
Технология выглядит следующим образом:
- Тщательно зачищаем обе жилы от изоляции примерно на 5 см. Для этого также можно использовать специальный инструмент для снятия изоляции.
- Оголенные жилы зачищаем до металлического блеска ножом или наждачной бумагой.
- Скрещиваем две жилы и скручиваем их по часовой стрелке между собой, так чтобы они обвили друг друга по спирали (смотрите схему ниже).
- Изолируем готовую скрутку с помощью изоленты. Также рекомендуется использовать термоусадочную трубку, которая надежно защищает оголенную область от внешней среды.

Как Вы видите, ничего сложного нет. Особенность заключается в том, что необходимо оголять жилы не меньше чем на 5 см и скручивать пассатижами, чтобы был неразрывный и надежный контакт.
Также хотелось бы дать пару советов по поводу более сложной ситуации, когда необходимо сделать скрутку одножильного и многожильного провода. В этом случае сначала повторяем пункт «1» и «2» из инструкции, предоставленной выше. Далее необходимо скрестить изделия и многожильный провод тщательно намотать на середину одножильного (на расстоянии 2,5 см от конца). Когда все витки будут накручены, свободный конец одножильного проводника необходимо загнуть пассатижами в сторону витков, как показано на фото ниже. После этого соединение изолируется и укладывается в распределительную коробку. Кстати, таким же образом можно сделать хорошую скрутку двух многожильных проводов.
Следует обратить Ваше внимание на то, что делать скрутку из алюминия и меди нельзя ни в коем случае. Первая и главная причина – между алюминием и медью образуется гальваническая пара, в результате химических реакций, при попадании влаги (она в любом случае будет), начинается электролиз и соединение разрушается. Сопротивление контакта возрастает до тех пор пока он не пропадет полностью, при этом он начинает греться и обгорать
При постоянном токе такое соединение особенно быстро разрушится
Сопротивление контакта возрастает до тех пор пока он не пропадет полностью, при этом он начинает греться и обгорать. При постоянном токе такое соединение особенно быстро разрушится
Первая и главная причина – между алюминием и медью образуется гальваническая пара, в результате химических реакций, при попадании влаги (она в любом случае будет), начинается электролиз и соединение разрушается. Сопротивление контакта возрастает до тех пор пока он не пропадет полностью, при этом он начинает греться и обгорать. При постоянном токе такое соединение особенно быстро разрушится.
Вторая причина – у меди и алюминия разный коэффициент теплового расширения, под нагрузкой, когда контакт нагреется – проводники будут расширяться «по разному», а после остывания скрутка ослабнет и сопротивление еще больше возрастёт – как снежный ком.
Третья причина – на поверхности алюминия всегда образуется оксидная защитная плёнка, из-за которой также повышается сопротивление контакта, поэтому для соединения алюминиевых проводов покрывают кварцевазелиновой пастой, а клеммники для них продаются уже наполненными этой пастой.
Вот такие схемы Вы можете использовать при скрутке проводов своими руками: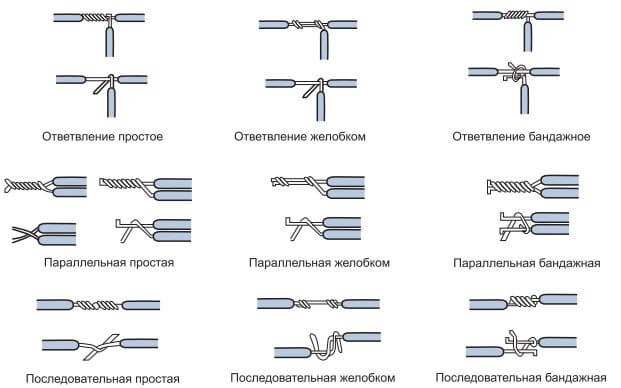
Также советуем Вам просмотреть наглядную видео инструкцию:









Интересное приспособление позволит Вам быстро осуществлять скрепление:
Как выбрать аппарат
Выбор аппаратов для сваривания проводников из меди проводится на основе следующих критериев:
- максимального сварочного тока;
- мощности;
- габаритов, веса;
- наличия предустановленных режимов работы.
В качестве источника питания для электродов может использоваться оборудование:
- трансформаторы;
- инверторы.
Трансформаторы
Для сваривания медной проводки достаточно использование регулируемых трансформаторов по току (нагрузка не менее 400 А), так как требуется кратковременный разогрев до +10800С. Работы нужно выполнять при подключении с прямой полярностью, так как при таких условиях обеспечивается стабильное горение дуги.
Сварка проводится сварочным током, подобранным в конкретных технических условиях. Важна возможность выполнять тонкую подстройку электрических параметров.
Инверторы
Сваривание проводов инвертором выгодно, так как он имеет компактные размеры, оптимальные предустановки параметров по току и напряжению, удобные регулировки. В отличие от трансформаторов, имеют компактные размеры.
Технология использования инвертора аналогична применению трансформатора. При выборе стоит учитывать наличие регулировок по току в диапазоне 40–200 А. Он позволяет упростить поджиг дуг, так как количество наводок и помех через источник тока минимально.
Инвертор для сварки
Можно ли сделать устройство для сварки из подручных материалов
Сварочные аппараты отличаются простой конструкцией. Поэтому не обязательно приобретать готовые сборки, особенно для проведения разовых работ.
Аппараты для сварки медных проводов конструктивно состоят из трансформатора, приборов контроля, регуляторов, зажима, массы.
В качестве основы необходимо использовать трансформатор. Можно взять готовый либо самостоятельно намотать, при условии наличия соответствующего оборудования и навыков. Число витков и сечение провода выбирается расчётным путём на основе входных и выходных параметров.
Основные требования к характеристикам трансформатора:
- понижающий трансформатор;
- диапазон выходных напряжений от 12 до 48 В;
- регулирование силы тока в пределах 40–150 А.
Прибор для сварки можно усовершенствовать, добавив функцию варки на напряжении переменного типа. Для этого потребуется установить диодный мост. С его помощью горение дуги станет стабильным.
Снаружи трансформатор следует защитить корпусом от попадания внутрь посторонних предметов, а также от поражения током оператора. К трансформатору следует подключить два провода: для держателя и для подключения массы. В качестве держателя рекомендуется использовать специальные зажимы, а в качестве массы — массивные пассатижи.
Состав электродов из графита и качественные свойства
Электроды для сварки из графита сконструированы из 2 рабочих частей, между которыми размещена прокладка. В состав основных элементов может входить прессованный уголь, алюминий и т.д. Особенность графитовых электродов заключается в способности без задержки проводить ток, стойком выдерживании повышенной температуры.
Прочие достоинства материалов таковы:
- Доступная цена.
- Не прилипают к изделиям при прогревании.
- Стойкость к появлению трещин.
- Небольшой период нагревания.
- Чтобы образовалась стойкая полноценная дуга, хватает силы тока в 5-10 А.
- Соединение термостойкое, не портится под действием коррозии.
Для проведения работ с использованием графитовых электродов могут применяться сварочные аппараты инверторного типа.
С примесью угля
Электроды из графита могут иметь в составе уголь или кокс с особым содержанием. У качественных изделий правильная форма, поверхность лишена трещин и дефектов. Во время проведения сварки они не растрескиваются.
Работу с использованием таких электродов осуществляют при постоянном токе прямой полярности. Дуга получается стойкой, длина – 6-15 мм. Угольные изделия для улучшения свойств и расширения области применения можно подвергнуть графитированию методом термообработки.
С добавлением меди
Для сваривания элементов из меди используется модификация с названием «карандаш». Это медно графитовый электрод, который производят в разных видах:
- Круглый – подходит для работы во многих сферах.
- Бесконечный, применяемый в качестве экономичного варианта.
- Плоский – с квадратным или прямоугольным сечением.
- Полукруглый – подойдет для выполнения резки.
- Полый – удобен для формирования канавок, строжки.
Разнообразие модификаций допускает расширение области использования изделий.
Плюсы и минусы использования
У графитного электрода можно перечислить такие достоинства:
- Повышенная стойкость к влиянию тока.
- Хорошая электропроводность, обеспечивающая минимум потерь расходных материалов.
- Нет окисления при повышении температуры, что увеличивает срок службы электрода.
- Не требуется применять при работе специальные держатели – достаточно простых.
Недостатки:
- Действие изделий ограниченное, для использования в особых условиях надо приобретать дополнительные материалы с разной формой наконечников.
- Диаметр стержней – от 6 мм, поэтому при необходимости выполнить тонкое соединение возникают сложности.
При выборе электродов надо руководствоваться условиями, в которых предстоит их использовать. Если свойства графитовых не подходят для выполняемых работ, нужно найти другой вариант.










Чем отличаются между собой графитные, угольные электроды
Несмотря на сходство данных инструментов, их некоторые характеристики немного отличаются:
- Стоимость. Графитовые электроды дешевле.
- Цвет. Электроды из графита имеют темно-серый цвет, металлический отблеск, а угольные абсолютно черного цвета.
- Стержень из угля формирует дугу достаточно большой температуры, поэтому с таким инструментом должен работать уже опытный сварщик, чтобы не допустить разрушения кабеля. Но, есть и положительная сторона — высокая температура достигается при низком токе, поэтому угольные электроды можно использовать для маломощных сварочных трансформаторов.
- Графитовые стержни больше подходят для сварки инверторного типа с регуляторами тока. Они идеальны для начинающих сварщиков, любителей. При использовании данного инструмента сварные шва лучшего качества, чем выполненные угольными электродами.
Популярные марки
Сегодня производство графитированных электродов обрело широкий спрос, с такими изделиями вы можете осуществлять сварку своими руками. Рассмотрим, какие разновидности стержней с графитом существуют:
ЭГ – графитированные материалы, которые производятся из каменноугольного пека и нефтяного кокса. Подобные изделия применяются для работы с плотностью тока не выше, чем 25 А/см². Отдельные производители выпускают их совместно с ниппелями. Очень часто применяются графитированные электроды для электродуговых печей. Самые популярные марки ЭГ1 и ЭГ2, основное различие которых заключается в удельном сопротивлении.

графитированные электроды ЭГ1
ЭГС – для изготовления таких материалов необходим каменный пек и игольчатый кокс. Используются такие графитированные электроды для электродуговых печей, руднотермических конструкций и рафинировочных приборов.

электроды ЭГС
ЭГП – изделия для резки пропитанные. Изготавливаются они из нефтяного кокса каменноугольного пека. Помимо этого для достижения лучшего эффекта при сварке они дополнительно пропитываются посредством пека. Свою широкую популярность обрел в металлолитейной отрасли, в ферросплавных печах и электродуговых аппаратах.

электроды ЭГП
ЭГСП – в данном случае материал состоит из игольчатого кокса и пропитанного пеком каменноугольного пека. Удельное сопротивление выявляется диаметром изделия. Присутствуют такие модели как ЭГСП 1 и ЭГСП 2.

Электроды ЭГСП
Сфера использования стержней и особенности работы с ними
Графитовые электроды используются не только в случаях, когда необходимо соединить медные или алюминиевые провода. Сфера их применения намного обширней. К примеру, стержни из графита востребованы для предварительной обработки поверхности перед выполнением сварочных работ, зачисткой кромок, сварка заготовок и целого ряда других видов обработки. Расходные материала данного типа активно используются как в металлообработке, так и в производстве судов.
Графитированные электроды дают возможность эффективно срезать заклепки, прошивать детали из углеродистой и легированной марок стали. Они актуальны при термической обработке (сплавлении) чугуна и стали. Специальные ниппели позволяют соединять электроды между собой, что позволяет организовать непрерывную подачу электродов в рабочую зону. Таким образом, несложно наладить процесс потоковой подачи расходного материала в печь.
Как показывает практический опыт, графитовые стержни при дуговой резке металла или сварке медной проводки уменьшают количество дефектов. Главное требование при использовании расходников данного типа – соблюдение требований техники безопасности и технологического процесса.
Кроме того, применение стержней из графита актуально для выполнения таких операций:
- сваривание тонкого листового проката или заготовок из цветного металла;
- устранение дефектов, образованных во время литья;
- наплавка твердосплавных покрытий к деталям разного назначения.
Нередко работа с графитовыми электродами подразумевает использование присадки. Она может быть ранее уложенной в определенные места сварки или же подаваться в рабочую зону во время формирования шва.
Следует помнить, что для получения высококачественных сварных соединений с использование графитовых электродов, нужно учитывать особенности работы с таким расходным материалом:
Добиться экономичного расхода стержня и при этом удерживать стабильную дугу длительный период времени легче при прямой полярности
Другими словами, минус подается на электрод.
При выполнении сварочных работ важно учитывать воздействие внешних факторов на стабильность горения дуги. Это способствует получению лучшего результата.
При использовании графитовых электродов КПД специалиста будет меньшим, чем во время сварочных работ плавящимися расходниками.
Сварка графитом дает возможность получать сварные соединения со средними показателями пластичности.
Не исключается образование пустот внутри швов, что отрицательно сказывается на их прочности и долговечности.
Учитывая сложность технологического процесса, сварочный работы с использование графитовых электродов поручают опытным специалистам. Новичкам для такой работы желательно хорошо попрактиковаться.
Для работы с электродами из графита применяются два технологических приема:
- Подача материала непосредственно в пламя дуги. Присадка располагается между стыком и электродом под углом в тридцать градусов. При этом в рабочую зону первой подается проволока и только после нее – сам электрод. Для ускорения рабочего процесса расходник удерживается под углом 70 градусов.
- Сначала наплавляется валик, состоящий из основного металла. После этого в зону плавления подается присадочный материал. В отличие от первого технологического приема здесь подается прежде стержень и только после него – проволока.
Наибольший недостаток второго способа заключается в том, что существует высокая вероятность образования прожога. Поэтому он не подходит при работе с тонкими заготовками и нежелателен для использования новичками в таком деле. А вот для соединения заготовок с толстыми стенками такая технология подходит.










Работая с графитовыми электродами, специалист должен помнить, что определяющим параметром для их применения является плотность тока. Если в силу каких-либо объективных причин данный показатель выше допустимых норм, то работу следует прекратить. В противном случае с высокой степенью вероятности графит придет в негодность.
Продлить срок службы графитовых электродов несложно. Для этого достаточно с обеих сторон вкрутить специальные удлиняющие ниппели. Благодаря такому решению не только сокращаются издержки на приобретения расходных материалов, но и повышается их надежность.
Марки графитовых электродов
Чтобы определиться, какой расходник подойдет для выполнения конкретной задачи, нужно рассмотреть наиболее популярные марки электродов.
- ЭГ или графитированные изделия. В составе присутствуют кокс из нефти и угольный пек. Между собой модели могут отличаться сопротивлением. Некоторые производители выпускают вместе с ниппелями.
- ЭГС производят на основе игольчатого коса и пека из камня. Актуальны для сталеплавильного производства.
- ЭГП используются для резки металла. Наряду с нефтяным коксом в составе и угольным пеком дополнительно электроды еще пропитывают пеком. Используются в промышленности на ферросплавных цехах и в металлолитейной сфере.
- ЭГСП используются в электродуговой сварке. Стержни изготовлены из игольчатого кокса и каменноугольного пека.

Обзор соединений проводов
Механическое соединение:
1. Скрутка. Запрещена в чистом виде, поскольку отсутствует надежный контакт для обеспечения пропуска тока, запрещен ПУЭ: п. 2.1.21. Настоящее время скрутку используют как предварительно операции перед сваркой.
2. Зажимы. Применяются три вида зажимов: пружинные клеммы, которые обеспечивают необходимое нажатия, пока сохраняются жесткость пружины; винтовые, у которых существует возможность ослабления резьбовых соединений и, как следствие, ослабление контакта; зажимные клеммы – обеспечивают контакт механическими эксцентриковым прижимом.
3. Опрессовка гильзами. Этот вид один из самых надежных. Но для него необходимо иметь набор специальных гильз подходящего диаметра и обжимок для обеспечения необходимых требований по величине давления.
Неразъемные соединения:
- Пайка. Разрешено использование при соединении тонких проводок со слабой токовой нагрузкой. Пайка медных кабелей бытового и промышленного назначения не рекомендуется ПУЭ глава 4.2 п. 4.2.46 в связи с окислительными процессами, проходящими в оловянисто – свинцовых припоях.

2.Сварка. Одна из самых надежных и разрешенных ПУЭ видов соединения в электрических схемах силового назначения.
Виды электродов
Результат сварочных работ во многом зависит от того, насколько подходящий электрод для меди мы подобрали.
Ими сваривают различные виды стали, такие как легированная сталь, высоколегированная с нестандартными параметрами, конструкционная сталь.
Также электродные стержни широко применяются при сварке цветных металлов, чугуна. Еще одна область применения — наплавка металла (нанесение металла при помощи плавления).
Электроды имеют различное покрытие, отражается это при маркировке так:
- А – Кислотное. Содержит окись кремния, марганца, железа;
- Б – Основное.В составе – фтористый кальций, карбонат кальция. Ток для работ используется постоянный, с переменной полярностью;
- Ц – Напыление из целлюлозы. Содержит органические соединения, муку. В сварочной зоне создает защитное облако газа;
- Р – Рутиловое. Состоит из рутила, минеральных и органических компонентов. Также защищает зону сварки при помощи газа и препятствует разбрызгиванию металла во время сварки.
Теперь об электродах, необходимых для сваривания медных проводов. Их всего два вида – угольные, из электротехнического угля, и графитовые. Рассмотрим их особенности.
Электроды угольные
Основные области применения электродов из электротехнического угля – сваривание цветных металлов и сплавов, тонколистового металла. Кроме того, с их помощью можно исправлять дефекты литья. КПД сварной дуги при их использование низкое.
Температура дуги высока даже при низком значении силы тока.
Могут использоваться как без присадок, так и с применением присадочного материала (подача в дугу, укладка на шов), чаще всего присадки не используются. Температура плавления 3800оС, кипения – 4200оС.
Работы такими электродами проводятся с установкой прямой полярности, при нагреве они расходуются очень быстро.
Электроды графитовые
Как вы уже поняли из их названия – состоят они из графита, одной из модификаций углерода. Это мягкий материал с высокой электропроводимостью. Судя по отзывам, такие электроды считаются более удачными для меди, чем угольные.
Стоят они меньше, расходуются экономнее, хорошо подходят для инверторных аппаратов с регулируемой силой тока, при сварке они остаются целыми, а соединение, полученное с их помощью, отличается высокой прочностью и надежностью.
После таких работ металл становится более устойчивым к окислению. Экономное расходование электродных стержней из графита обусловлено высокой температурой, при которой графит плавится (в четыре раза выше, чем у меди).










Кроме того, их можно заменить на стержни использованных батареек или щетки коллектора.
Вместо стандартного держателя для использования таких заменителей необходимо взять зажим типа «крокодил», для электрода, а также для заземления.
В некоторых случаях это даже удобнее, так как такие зажимы имеют небольшие габариты. В частности, это их качество может пригодиться при работах с проводами в распределительной коробке.
Как выбрать аппарат
Выбор аппаратов для сваривания проводников из меди проводится на основе следующих критериев:
- максимального сварочного тока;
- мощности;
- габаритов, веса;
- наличия предустановленных режимов работы.
В качестве источника питания для электродов может использоваться оборудование:
- трансформаторы;
- инверторы.
Трансформаторы
Для сваривания медной проводки достаточно использование регулируемых трансформаторов по току (нагрузка не менее 400 А), так как требуется кратковременный разогрев до +10800С. Работы нужно выполнять при подключении с прямой полярностью, так как при таких условиях обеспечивается стабильное горение дуги.
Сварка проводится сварочным током, подобранным в конкретных технических условиях. Важна возможность выполнять тонкую подстройку электрических параметров.
Инверторы
Сваривание проводов инвертором выгодно, так как он имеет компактные размеры, оптимальные предустановки параметров по току и напряжению, удобные регулировки. В отличие от трансформаторов, имеют компактные размеры.
Технология использования инвертора аналогична применению трансформатора. При выборе стоит учитывать наличие регулировок по току в диапазоне 40–200 А. Он позволяет упростить поджиг дуг, так как количество наводок и помех через источник тока минимально.

Инвертор для сварки
Можно ли сделать устройство для сварки из подручных материалов
Сварочные аппараты отличаются простой конструкцией. Поэтому не обязательно приобретать готовые сборки, особенно для проведения разовых работ.
Аппараты для сварки медных проводов конструктивно состоят из трансформатора, приборов контроля, регуляторов, зажима, массы.
В качестве основы необходимо использовать трансформатор. Можно взять готовый либо самостоятельно намотать, при условии наличия соответствующего оборудования и навыков. Число витков и сечение провода выбирается расчётным путём на основе входных и выходных параметров.
Основные требования к характеристикам трансформатора:
- понижающий трансформатор;
- диапазон выходных напряжений от 12 до 48 В;
- регулирование силы тока в пределах 40–150 А.
Прибор для сварки можно усовершенствовать, добавив функцию варки на напряжении переменного типа. Для этого потребуется установить диодный мост. С его помощью горение дуги станет стабильным.
Снаружи трансформатор следует защитить корпусом от попадания внутрь посторонних предметов, а также от поражения током оператора. К трансформатору следует подключить два провода: для держателя и для подключения массы. В качестве держателя рекомендуется использовать специальные зажимы, а в качестве массы — массивные пассатижи.
Преимущества и минусы
Далее поговорим о достоинствах, а так изъянах характерных для графитированных электродов.
Преимущества.
- Эти виды стержней очень стойкие к воздействию тока.
- Благодаря хорошей электропроводности износ стержня минимален.
- Электроды графитированные не окисляются при работе с высоким температурами, поэтому могут находиться в пользовании гораздо дольше.
- Достаточно стандартного оборудования.
Недостатки.
- Не имеют широкого области применения. Для использования в определенных условиях придется покупать наконечники разных форм и другой материал.
- В процессе использования в основном металле может быть увеличено количество углерода.
- Его сложно использовать для сварки тонких соединений, поскольку диаметр у такого стержня менее 6 мм отсутствует.
Электроды, необходимые для сварки
Для спаивания проводки необходим электрод для сварки медных проводов. Многообразия в их выборе нет. Существует всего два вида. Это угольные и графитовые электроды. Сварка графитовым электродом наиболее востребована.










Популярность этих электродов вызывает небольшая стоимость. К тому же, графит создаёт такое термостойкое соединение, которое устойчиво к коррозии. А в процессе использования они не образуют трещин. Из-за этого сварка медных проводов графитовым электродом набирает всё больше поклонников.
Задавшись целью отремонтировать проводку, примите к сведению, что электрод лучше взять неметаллический. Ведь он имеет большой ряд преимуществ.
- Достаточно невысокая стоимость и возможность приобретения в любом из магазинов строительных материалов.
- Нагрев до температуры плавления медного провода происходит очень быстро.
- Материал, который не является металлом, не будет в процессе работы прилипать к проводам.
Электроды, изготовленные из графита, очень легко отличить от угольных. Окраска у них тёмно-серая, имеющая металлический отблеск.

Большим плюсом этих электродов является то, что у них стойкость к окислению повышена за счёт применения для их изготовления кристаллического углерода, который обладает именно такими свойствами.
Применяя такой процесс, как сварка медных проводов графитовым электродом, вы сможете обеспечить свой дом качественной проводкой на долгие годы.
Но не стоит забывать о том, что при сварке проводов из меди опасность во время работы нисколько не меньше, чем при обычной сварке. Поэтому обязательны как сварочные рукавицы, так и сварочная маска. Меры противопожарной безопасности тоже должны соблюдаться.
Это можно достигнуть опытным путём, начав работу. Приобретая аппарат для сварки, который будет использоваться только для спаивания проводов, не стремитесь к большой мощности. Она вам будет не нужна.

Еще по этой теме на нашем сайте:
- Делать сварочный стол своими руками или купить – что лучше? Эффективность обучения сварочному мастерству и качество выполненных работ зависит от удобства и комфорта на рабочем месте. Наиболее подходящий вариант для обустройства мастерской является гараж. Чтобы…
- Что такое журнал сварочных работ – пример заполнения сварщиком Этот вид журналов относится к технической документации. В этом документе отражается полный объем всех работ, выполняемых сварщиком. Кроме этого, здесь отражено качество, время выполнения той…
- Сварка углового шва — как сделать правильный сварочный шов Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все…
- Магнитные уголки для сварки — виды и применение Сварочные работы становятся проще и точнее, благодаря использованию магнитных уголков, поэтому данный элемент рекомендован многими специалистами в области сварки. Если применять магнитные уголки для сварки,…
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):





