

Особенности процесса электролитического травления
Электролитическое или гальваническое травление металла применяют с целью ускорения очистки деталей способом погружения в ванну с раствором, на что обычно уходит много времени. Этот процесс проходит гораздо быстрее, если металлические детали помещать в электролитическую ванну в виде катодов или анодов. Отсюда и разделение электролитического травления на катодное и анодное.

Для анодного метода травления металла в качестве электролита используются щелочные растворы солей металлов и кислот. Катодом при этом обычно служат свинец или реже железо как материалы, не растворяющиеся в электролите. Учитывая скорость процесса травления металла электролизом, в очистке изделий этим способом необходимо строго соблюдать определенный режим, чтобы не подвергать металл риску чрезмерного электролитического растворения. Характеристики анодного тока выбирают, исходя из состояния поверхностного слоя изделия, а также необходимой скорости процесса. Травление ведется в комнатной температуре. Продолжительность операции определяют опытным путем.

Катодный способ травления металла предполагает использование в виде анода свинца либо сплава его с сурьмой. В смеси с растворами кислот соли щелочного металла являются электролитом. В основе данной технологии лежит действие водорода, получаемого на катоде. Он способствует восстановлению металлов из окислов, находящихся на детали, а водород в виде газа отделяет их с поверхности металла. Этот вариант травления не подходит для заготовок из закаленной стали из-за возможного наводораживания поверхностного слоя металлической детали. Уменьшить его при использовании этой технологии травления металла возможно, если ввести соли олова и свинца в ванну с электролитом.
Гальваническое травление экономичнее в сравнении с химическим. Это касается не только затрат времени, но и количества применяемых химических средств. Кроме того химический состав потрав для такого травления не включает едких кислот, поэтому в ходе его не выделяются газы, негативно действующие на здоровье.

По завершении травления проводят нейтрализацию возможных остатков растворов после очистки на изделиях. Если этого не делать, частицы солей либо кислот могут способствовать началу коррозии металла. В целях удаления этих остатков изделия помещают ненадолго в раствор с кальцинированной содой. После этого детали промывают холодной, а затем горячей водой и высушивают. Хранение обработанных таким образом изделий не вызывает коррозии, но во избежание возможного окисления лучше сразу подвергнуть их пайке.
Травление стали
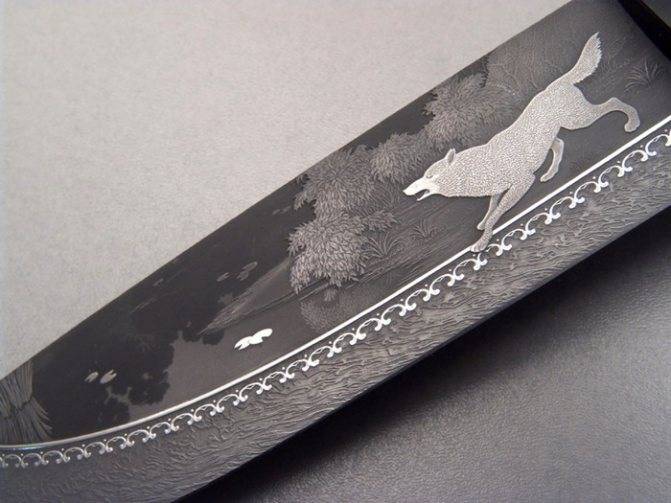
Кроме художественного травления металла, позволяющего получать изысканные изображения на стальных поверхностях, травление стали используют и для удаления окалины и оксидных пленок. При этом следует особо тщательно соблюдать требования технологического процесса во всем, что связано с концентрацией протравочных растворов и времени выдержки детали в протраве или в электролитной ванне. Перетравливание в ходе такой операции крайне нежелательно.
При травлении стали применяют как жидкий, так и электрохимический метод. Протраву готовят на основе сильнодействующих кислот, таких, как соляная или серная
Особое внимание следует уделить тщательному обезжириванию поверхности. Пропущенное масляное или жировое пятно может привести заготовку в негодность
Для защиты частей заготовки, не подлежащих травлению, использую лаки, составляемые на основе канифоли, скипидара, гудрона.
Эти компоненты легко воспламеняемы, поэтому во время работы с лаком следует сбыть особо внимательным и осторожным. По окончании травления непротравленные участки заготовки очищают от защитного лака растворителем.
Большой популярностью среди домашних мастеров — травильщиков пользуется азотная кислота. Ее применяют как единственную основу для протравы, так и в смеси с виннокаменной или соляной
Раствор для травления металла на основе смеси азотной и соляной кислоты обладает очень высокой химической активностью, и обращаться с ним следует крайне осторожно
Для обработки твердых и специальных сортов стали используют смеси азотной и уксусной кислоты. Обработку проводят в два этапа. Сначала готовят специальную предварительную протраву — глифоген, представляющий собой смесь воды, азотной кислоты и этилового спирта. В ней деталь выдерживают в течение нескольких минут. Далее заготовку промывают раствором винного спирта в дистиллированной воде и тщательно высушивают. После этого проводят основное протравливание.




Исходя их атомного веса и определяемых им физико-химических свойств вещества, для каждого металла и сплава подбирают свою, наилучшим образом воздействующую именно на него, протраву.
Травление медных сплавов
Как чистая медь, так и медные сплавы протравливают с применением серной, соляной, фосфорной, азотной кислоты. Для повышения скорости реакции в растворы добавляют соединения хрома или азота. На первой стадии травления с заготовки удаляют окалину и оксидную пленку, далее переходят собственно к травлению металла
При травлении меди в домашних условиях следует соблюдать осторожность
Алюминий и сплавы на его основе выделяются среди других металлов тем, что для их травления применяют не кислотные, а щелочные растворы. Для молибдена также применяют щелочные растворы на основе едкого натра и перекиси водорода.
Титан стоит еще большим особняком — на первом этапе предварительного протравливания применяют щелочь, а на основном — уже кислоту. Для титана применяю самые сильные кислоты — плавиковую и концентрированные серную и азотную. Титановые заготовки протравливают с целью снятия поверхностного слоя окислов непосредственно перед тем, как нанести гальваническое покрытие.
Заготовка для печатной платы представляет собой лист текстолита, с одной или с двух сторон покрытый слоем медной фольги. Целью травления печатных плат является создание проводящих дорожек из медной фольги в точном соответствии с чертежом. Дорожки покрывают защитным лаком, остальную часть фольги удаляют травлением.
В домашних условиях применяет несколько способов:
- Хлорным железом. Реагент приобретают в магазине химических товаров или делают самостоятельно. В соляной кислоте следует растворить железные опилки. Перед использованием раствор следует выдержать до полного растворения железа и тщательно перемешать.
- Азотной кислотой.
- Водным раствором серной кислоты, смешанной с таблетированной перекисью водорода.
- Медным купоросом с добавлением горячей воды и хлорида натрия. Этот вариант самый безопасный, но и самый продолжительный. На протяжении всего процесса температуру протравы следует поддерживать не менее 40 о С, иначе протравливание растянется на многие часы.
- Электролитическим методом. Следует взять диэлектрическую емкость (хорошо подходят кюветы для проявки фотографий), наполнить ее раствором поваренной соли, поместить туда плату и кусок медной фольги, которая будет служить катодом.
Методы нанесения рисунка
Рисунок из различных материалов, служит защитным слоем, протравливаться будет металл не покрытый им. Присутствует схожесть с негативом фотоплёнки, при проявлении фотографии. В качестве защиты вариантов предостаточно: изолента, наклейка, лак для ногтей, винил, маркер по металлу и многие другие полимеры.
Лак для ногтей
Распространённый материал среди любителей. Но и профессионалы им не брезгуют. Хорошая сопротивляемость агрессивным средам, делают его лидером в использовании. Нанеся его на изделие и дав подсохнуть, есть доступность подкорректировать рисунок острыми режущими предметами. Достигая чёткого рисунка и плавности линий.
Грунтовка или битумный лак
Изделие полностью покрывается, затем переносятся поверх слоя контуры рисунка, маркером или кистью. Заострив тонкую проволоку, необходимо процарапать до металла эскиз. Грунтовку используют ГФ 021 или ХВ 062. При процедуре процарапывания эскиза есть риск откалывания засохшего грунта или битумного лака. Является минусом этого метода.
Глянцевая бумага
Набирающий обороты среди мастеров, неплохой метод, имеющий немало положительных сторон. На глянцевой бумаге лазерным принтером распечатывают необходимый эскиз в реальную величину. Приложив к поверхности клинка стороной с рисунком, необходимо утюгом прогладить бумагу.
После остывания изделия, его помещают в воду. Доведя бумагу до размякшего состояния, она отслаивается, а тонер с принтера остаётся на изделии. Следует лишь вокруг рисунка обработать поверхность лаком для ногтей. Метод позволяет переносить мельчайшие подробности изображения.
Термическое воронение деталей
В промышленных условиях предпочитают выполнять воронение термическим способом. Обычно эту операцию совмещают с низким отпуском, который снимает внутренние напряжения внутри стальных изделий:
- Деталь в муфельной печи в течение 20…30 минут нагревают до температуры 180…220 ⁰С.
- Вынутую деталь протирают машинным маслом с помощью тампона. Желательно провести обработку всех поверхностей.
- При необходимости обработки повторяют.
- Обычно достаточно двукратной термической обработки для получения качественной вороненой поверхности.

Информация: на оружейных заводах, производящих огнестрельное и холодное оружие, используют термическое воронение. Покрытие на многих изделиях сохраняется более 100 лет. Пример, винтовки Мосина 1891 г. выпуска и револьверы Наган, выпущенные в конце 1888 г.







Травление стали
Кроме художественного травления металла, позволяющего получать изысканные изображения на стальных поверхностях, травление стали используют и для удаления окалины и оксидных пленок. При этом следует особо тщательно соблюдать требования технологического процесса во всем, что связано с концентрацией протравочных растворов и времени выдержки детали в протраве или в электролитной ванне. Перетравливание в ходе такой операции крайне нежелательно.
При травлении стали применяют как жидкий, так и электрохимический метод. Протраву готовят на основе сильнодействующих кислот, таких, как соляная или серная
Особое внимание следует уделить тщательному обезжириванию поверхности. Пропущенное масляное или жировое пятно может привести заготовку в негодность. Для защиты частей заготовки, не подлежащих травлению, использую лаки, составляемые на основе канифоли, скипидара, гудрона
Для защиты частей заготовки, не подлежащих травлению, использую лаки, составляемые на основе канифоли, скипидара, гудрона.
Эти компоненты легко воспламеняемы, поэтому во время работы с лаком следует сбыть особо внимательным и осторожным. По окончании травления непротравленные участки заготовки очищают от защитного лака растворителем.
Большой популярностью среди домашних мастеров — травильщиков пользуется азотная кислота. Ее применяют как единственную основу для протравы, так и в смеси с виннокаменной или соляной
Раствор для травления металла на основе смеси азотной и соляной кислоты обладает очень высокой химической активностью, и обращаться с ним следует крайне осторожно
Азотная кислота
Для обработки твердых и специальных сортов стали используют смеси азотной и уксусной кислоты. Обработку проводят в два этапа. Сначала готовят специальную предварительную протраву — глифоген, представляющий собой смесь воды, азотной кислоты и этилового спирта. В ней деталь выдерживают в течение нескольких минут. Далее заготовку промывают раствором винного спирта в дистиллированной воде и тщательно высушивают. После этого проводят основное протравливание.
Исходя их атомного веса и определяемых им физико-химических свойств вещества, для каждого металла и сплава подбирают свою, наилучшим образом воздействующую именно на него, протраву.
Травление медных сплавов
Как чистая медь, так и медные сплавы протравливают с применением серной, соляной, фосфорной, азотной кислоты. Для повышения скорости реакции в растворы добавляют соединения хрома или азота. На первой стадии травления с заготовки удаляют окалину и оксидную пленку, далее переходят собственно к травлению металла
При травлении меди в домашних условиях следует соблюдать осторожность
Алюминий и сплавы на его основе выделяются среди других металлов тем, что для их травления применяют не кислотные, а щелочные растворы. Для молибдена также применяют щелочные растворы на основе едкого натра и перекиси водорода.









Титан стоит еще большим особняком — на первом этапе предварительного протравливания применяют щелочь, а на основном — уже кислоту. Для титана применяю самые сильные кислоты — плавиковую и концентрированные серную и азотную. Титановые заготовки протравливают с целью снятия поверхностного слоя окислов непосредственно перед тем, как нанести гальваническое покрытие.
Заготовка для печатной платы представляет собой лист текстолита, с одной или с двух сторон покрытый слоем медной фольги. Целью травления печатных плат является создание проводящих дорожек из медной фольги в точном соответствии с чертежом. Дорожки покрывают защитным лаком, остальную часть фольги удаляют травлением.
В домашних условиях применяет несколько способов:
- Хлорным железом. Реагент приобретают в магазине химических товаров или делают самостоятельно. В соляной кислоте следует растворить железные опилки. Перед использованием раствор следует выдержать до полного растворения железа и тщательно перемешать.
- Азотной кислотой.
- Водным раствором серной кислоты, смешанной с таблетированной перекисью водорода.
- Медным купоросом с добавлением горячей воды и хлорида натрия. Этот вариант самый безопасный, но и самый продолжительный. На протяжении всего процесса температуру протравы следует поддерживать не менее 40оС, иначе протравливание растянется на многие часы.
- Электролитическим методом. Следует взять диэлектрическую емкость (хорошо подходят кюветы для проявки фотографий), наполнить ее раствором поваренной соли, поместить туда плату и кусок медной фольги, которая будет служить катодом.
По окончании протравливания жидким методом плату следует тщательно промыть раствором соды, чтобы погасить остатки кислоты.
Что дает воронение стали?
Некоторые неискушенные мастера часто не знают, что такое воронение металла. Подобным способом обработки пользуются довольно редко, полагая, что – это довольно сложная процедура. На самом деле любой изготовитель может добиться положительных результатов своими руками при минимальных затратах материалов и труда.
При химическом или термическом воронении на поверхности стали образуется окисная пленка толщиной от 1…3 до 10…15 мк. Толщина образовавшегося слоя во многом зависит от применяемой технологии. При выполнении данной операции достигаются основные цели:
- у стального изделия возрастает коррозионная стойкость;
- детали, прошедшие обработку, способны сохранять стойкость к агрессивному воздействию окружающей среды.
Если имеется действие щелочей, кислот и специальной термической обработки, то поверхность покрывается окисью,
2Fe + O₂ = 2FeO.
Окисление, когда железо проявляет двухатомные свойства, образует черные пленки. В зависимости от их толщины меняется и окрас изделия. Если имеется достаточно толстая пленка (до 12…15 мк), то поверхность имеет черный цвет. Чтобы повредить подобное покрытие, нужно приложить довольно значительное усилие.
Сфера применения
Надписи по металлу можно встретить где угодно: двери кабинета руководства, коробка парфюма, информационная табличка. Жесткая фактура и устойчивость рисунка оценены там, где бумажный носитель быстро потеряет свой вид. А еще металл всегда выглядит презентабельно, солидно. Диплом, напечатанный на золотистом или серебристом листе, будет радовать глаз и подчеркивать статус обладателя.
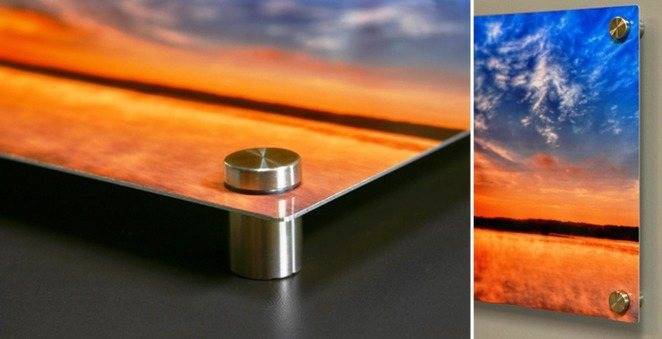
Изображения на металле получаются яркими и реалистичными
В каких еще сферах востребована печать по металлу:
- Производство техники, автомобилей, эксклюзивной косметики и парфюмерии в качестве элементов конструкции и информационных табличек. Металлические шильды содержат основные данные о товаре.
- Рекламная индустрия, а конкретнее — наружная реклама. Железная основа под информационный щит обеспечит надежность и долговечность конструкции.
- Бизнес-сегмент. Металлические бейджи более устойчивы к истиранию, чем даже заламинированные бумажные, а алюминиевые информационные таблички и указатели на дверях офисов гармонично дополняют интерьер.
- Изготовление наградной продукции. Грамоты, дипломы, сертификаты переносят на металл и оформляют в красивую рамку — такой предмет станет не только подтверждением высоких заслуг, но и украшением рабочего кабинета.
- Дизайн интерьеров. Декораторы успешно используют металлические элементы оформления интерьеров столовых, кухонь, гостиных. На листах отпечатывают фотографии или тематические изображения, которые соответствуют общей концепции.
- Мебельное производство. Листы металла с нанесенными изображениями украшают предметы мебели, двери, фасады гарнитуров, корпусы осветительных приборов.
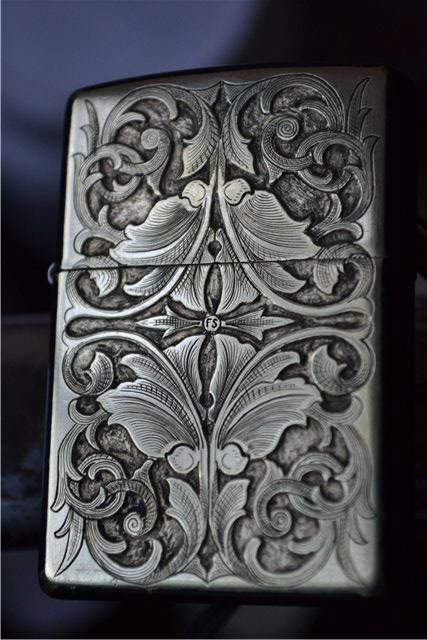
- Декорирование металлических предметов: шкатулок, линеек, значков, флешек, брелоков.

Интерьерная печать на металле — удачный дизайнерский эксперимент
В чем заключается электрохимическое обезжиривание?
После химического обезжиривания следует стадия электрохимического обезжиривания.
Во время э/х обезжиривания деталь загружается в раствор, аналогичный по составу раствору химического обезжиривания. При этом она может выступать как катодом, так и анодом. При подаче на нее тока на ней начинается выделение либо водорода, либо кислорода, в зависимости от полярности. На каждый ампер водорода всегда выделяется в 2 раза больше, чем кислорода. Кроме этого, пузырьки водорода мельче.
Э/х обезжиривание обладает следующими тремя действиями на загрязнения: • Удаление загрязнений химически по аналогии с раствором химического обезжиривания;• Снижение поверхностного натяжения жировой пленки за счет поляризации очищаемой поверхности;• Механическое удаление загрязнений активно выделяющимся с очищаемой поверхности водородом (на катоде) или кислородом (на аноде).
Виды травления
Основные разновидности применяемой в промышленности обработки металлов:
- электролитическое – бывает катодное и анодное;
- химическое;
- плазменное.
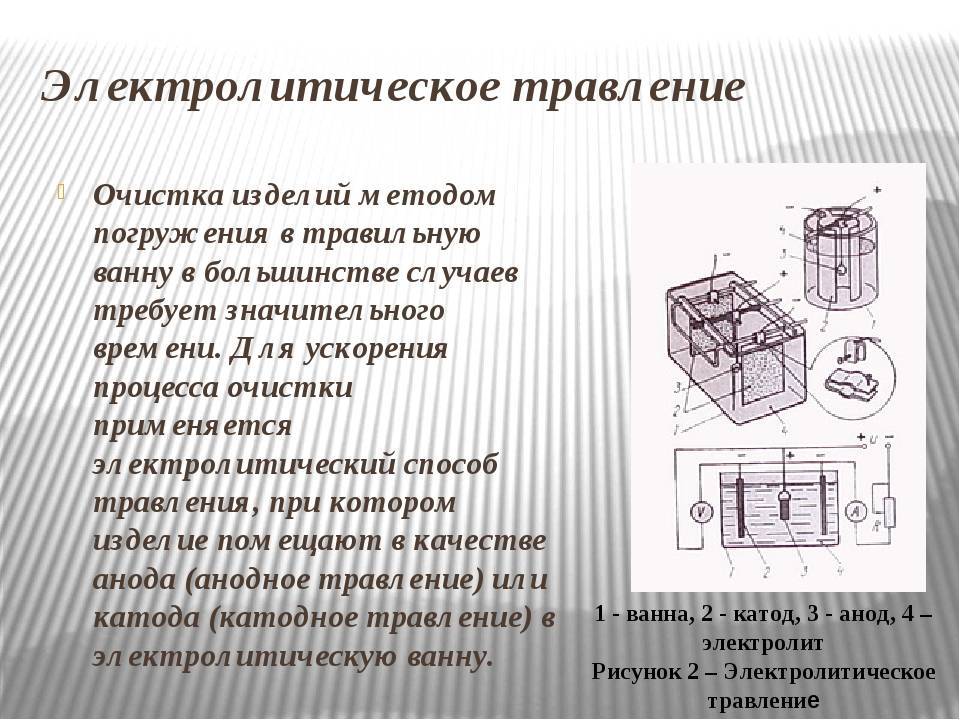
Электролитическое травление
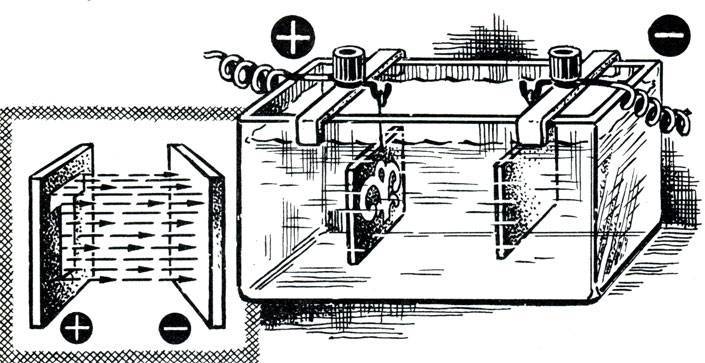
Электролитическая или гальваническая обработка металла применяется для быстрой очистки деталей, нанесения гравировок и получения пазов. Металлические детали погружают в кислотный или солевой электролит. Деталь становится катодом – отрицательным электродом или анодом – положительным электродом. Поэтому классифицируют два типа электролитического травления – катодное и анодное.
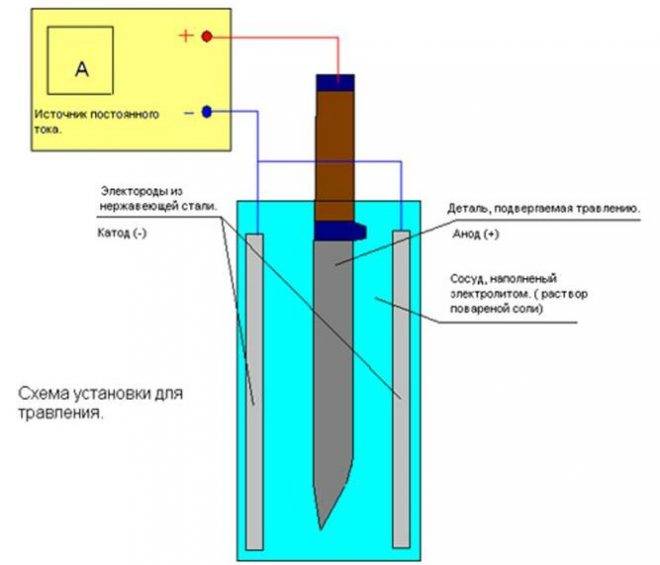
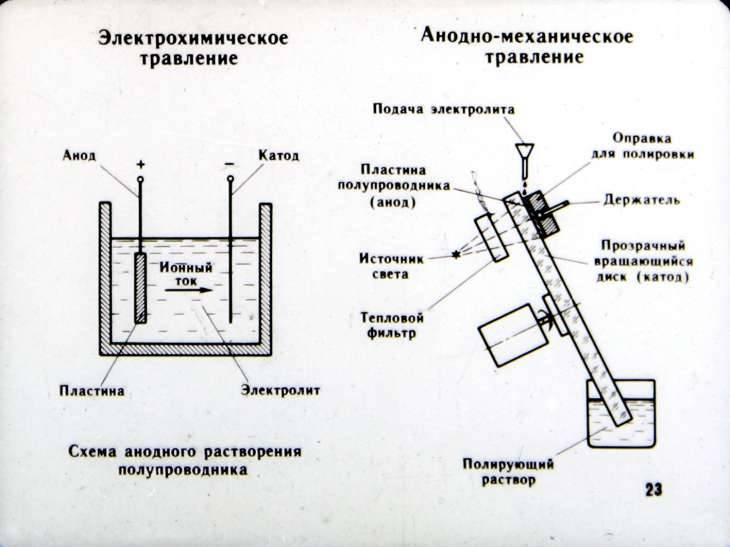





- Катодное травление. Метод применяется для снятия окалины с поверхности изделий из углеродистых сталей после горячей прокатки или проведения закалки в масле. При катодном травлении материалом для анода служит свинец, электролитом является раствор соляной, серной кислоты или соли щелочного металла. В процессе электролиза на катоде активно выделяется газообразный водород, который взаимодействует с железом, и отрывает окалину. Металлическая поверхность при катодном методе активно насыщается водородом, что повышает хрупкость заготовки. Поэтому для тонкостенных изделий катодный способ не применяют.
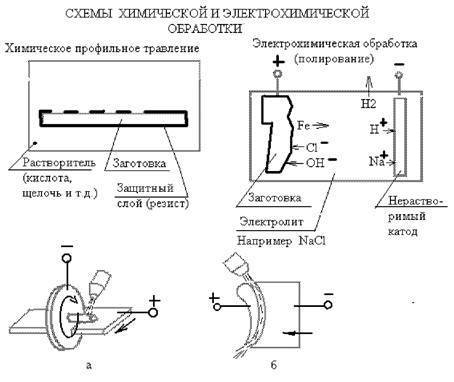
- Анодная электрохимическая очистка. Это самый распространённый в машиностроении способ. Процесс заключается в механическом отрывании на аноде оксидной плёнки кислородом и смешивании с электролитом металлических молекул. Электролит представляет собой раствор кислот или солей обрабатываемого металла. В качестве катода применяют свинец, медь и другие металлы. При анодной обработке поверхность изделий становится чистой, с небольшой шероховатостью, а металл растворяется в электролите. При этом способе существует риск уменьшения толщины заготовки и перетравливания.
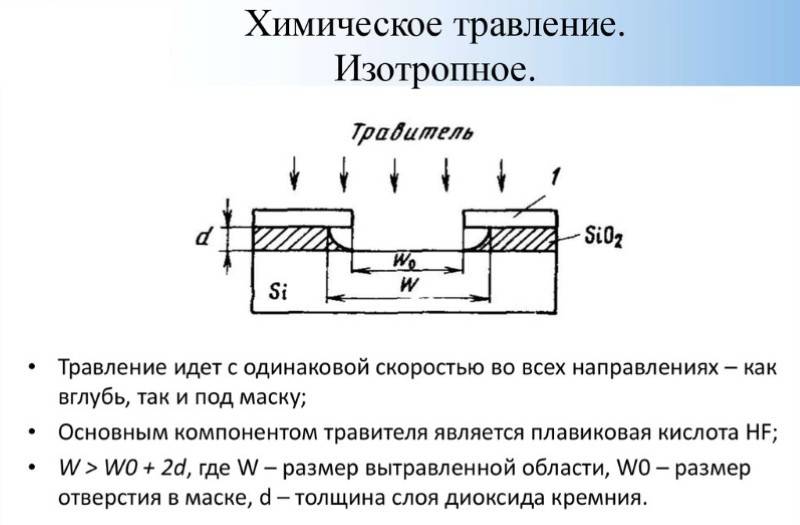
Химическое травление
Метод химической обработки используют для очистки поверхности детали от оксидной плёнки, окалины и ржавчины для заготовок из следующих материалов:
- чёрных металлов;
- нержавеющих и жаропрочных сталей;
- титана и его сплавов;
- алюминия.
Для травления применяют серную, соляную или азотную кислоту. Заготовку погружают в кислотный или щелочной раствор, расплав соли и выдерживают на протяжении нужного временного интервала. Необходимое время для очистки может составлять от 1 до 120 минут.
Процесс очистки происходит за счёт выделения водорода при взаимодействии кислоты с металлом. Молекулы кислоты проникают через поры и трещины под оксидную плёнку. Там они взаимодействуют с металлической поверхностью, выделяется водород. Выделяющийся газ отрывает оксидную плёнку и очищает деталь.
Одновременно с оксидами в кислоте растворяется обрабатываемый металл. Чтобы предотвратить этот процесс используются ингибиторы коррозии.
Плазменное травление
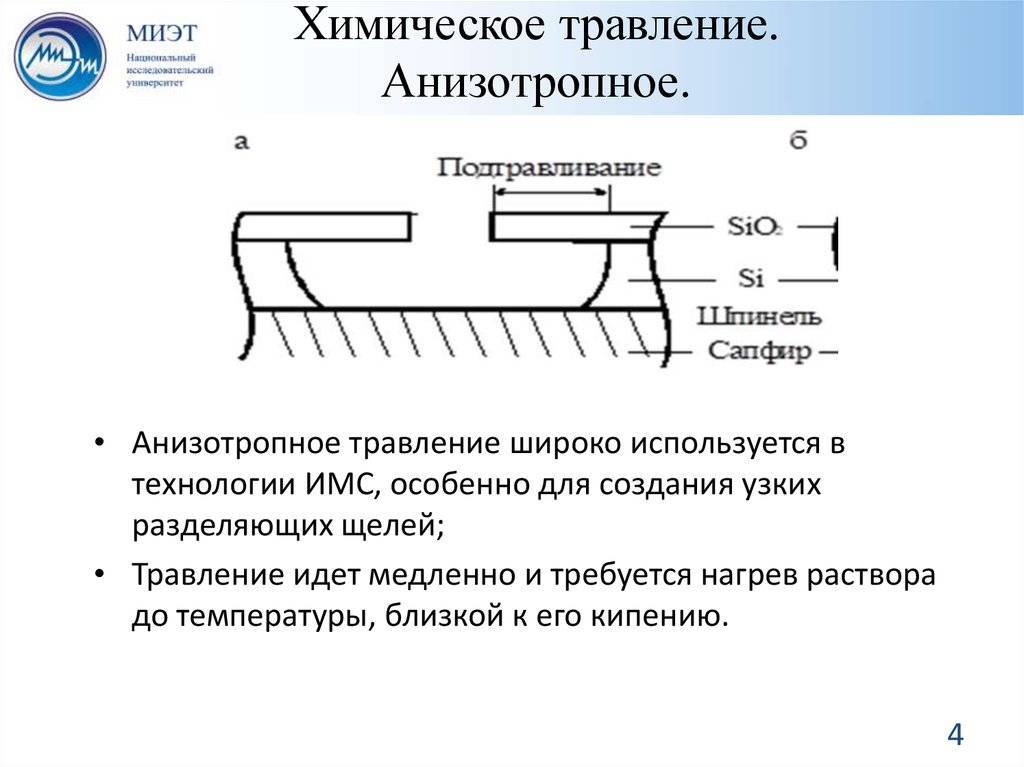
При ионно-плазменном способе очистка и снятие поверхностного слоя происходит путём бомбардировки детали ионами инертных газов, которые не вступают в химическую реакцию с молекулами обрабатываемого материала. Позволяет делать высокоточные насечки, пазы с точностью до 10 нм. Технология применяется в микроэлектронике.
Плазмохимический метод предусматривает возбуждение плазмы в химически активной среде, что вызывает образование ионов и радикалов. Активные частицы, попадая на металлическую поверхность, вызывают химическую реакцию. При этом образуются лёгкие соединения, которые удаляются из окружающей воздушной среды вакуумными насосами.
Метод основывается на химических реакциях, возникающих при использовании химически активных газов, таких как кислород, обладающих большой реакционной способностью. Эти газы активно взаимодействуют в плазме газового разряда. В отличие от плазменной обработки в инертных газах при этом способе очистки активный газ вступает в реакцию только с определёнными молекулами.
Недостатком этого метода является боковое расширение пазов.
Процесс травления для других материалов
Кроме металлов, операции травления подвергают и другие материалы. Наиболее часто встречается протравливание стекла с декоративными целями. Травление осуществляют в парах плавиковой кислоты, единственной, способной растворить стекло. На этапах подготовки проводится предварительная кислотная полировка поверхности изделия, потом на нее переводится контур будущего изображения. Защитные покрытия для стекла делают из смеси воска, канифоли и парафинов. После нанесения защитного покрытия заготовку окунают в травильную емкость.
Применение плавиковой кислоты создает на поверхности красивую матовую структуру. Чтобы получить гладкую, прозрачную поверхность, в протравочную смесь добавляют концентрированную серную кислоту. Для получения рельефного, глубокого узора операцию повторяют.
В травлении металлов используются чрезвычайно активные в химическом отношении вещества-сильные кислоты, щелочи и их растворы. При неправильном обращении они могут причинить серьезный вред здоровью и нанести значительный материальный ущерб.

Использование резиновых перчаток
Поэтому при работе с ними нужно соблюдать особые меры предосторожности и строго выполнять правила техники безопасности при проведении работ:
- Работы проводят только при наличии хорошей вентиляции, предпочтительно — вытяжного шкафа.
- Обязательно использование средств индивидуальной защиты: резиновых перчаток и фартука, плотной производственной одежды, респиратора, защитного лицевого щитка.
- Нельзя ставить банки с кислотами и щелочами на высоко расположенные полки и шкафы.
- Во время разведения кислот КИСЛОТУ ЛЬЮТ в ВОДУ, и никогда — воду в кислоту.
- При работе с кислотой иметь под рукой раствор соды, а при работе со щелочью — слабый уксусный раствор для промывания участков кожи, на которые случайно попали капли раствора.
- При работе гальваническим методом перед началом работы тщательно осмотреть все используемое электрооборудование на предмет отсутствия механических повреждений и целостности изоляции.
- Иметь под рукой исправный огнетушитель.
Читать также: Ап альфа объем баллона
В случае попадания травильного раствора на кожу следует немедленно промыть пораженный участок соответствующим нейтрализующим раствором. Если брызги кислоты или щелочи попали на одежду — ее следует немедленно снять.

Промыть водой пораженный участок
Если травильный раствор попал на слизистые оболочки — следует немедленно обратиться за медицинской помощью. Промедление в таких случаях может стоить здоровья или даже жизни.









Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Удаление с поверхности металлов окислов, ржавчины и окалины в растворах кислот, солей или щелочей — называется травлением.
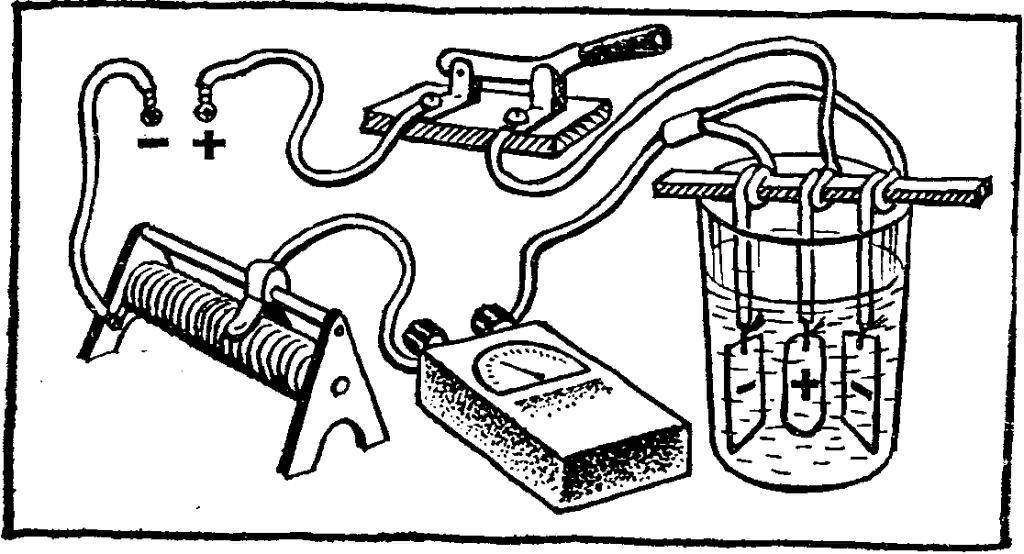
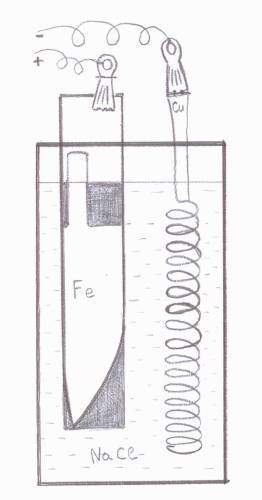
Подключение питания: принцип травления при помощи электролиза
Питание на элементы подаётся следующим образом. В солёную воду опускается провод с болтом на конце, который подключается к минусовому выходу зарядного устройства. На сам клинок подаётся плюсовой заряд. Принцип электролиза заключается в следующем. Лаковое покрытие не пропускает электричество, а вот область металла, где оно отсутствует, под воздействием напряжения вступает в реакцию с солёной водой. В результате металл разъедается именно там, где лака нет.
Болт приматывается к проводу и опускается в воду
Многим будет интересно узнать, что подобным образом можно даже нанести рисунок медью. Для этого производится аналогичная подготовка клинка. Отличием является то, что полярность подключения будет обратной – плюс на болт, а минус на нож. Вместо соли в воде нужно растворить медный купорос. Подобным образом можно как нанести изображение, так и полностью покрыть деталь медью.
Всё подготовлено, можно подать напряжение, включив адаптер в сеть
Травление: некоторые нюансы, которые следует учесть
Когда на провода будет подано питание, станет отчётливо видно, как происходит электролиз. Из незащищённых лаком областей клинка начнут выделяться пузырьки газа. Именно этот процесс и «выгрызает» частицы металла. Необходимо внимательно следить за температурой зарядного устройства – она может резко повыситься. Во избежание выхода адаптера из строя, не стоит держать его включённым более 15-20 секунд, давая передышку не менее 10 минут. Таким образом, работа растянется, но при этом вы сохраните работоспособность зарядного устройства. В общей сложности на травление небольшого рисунка уходит около минуты постоянной работы. Получается, что за 3 захода изображение будет готово.
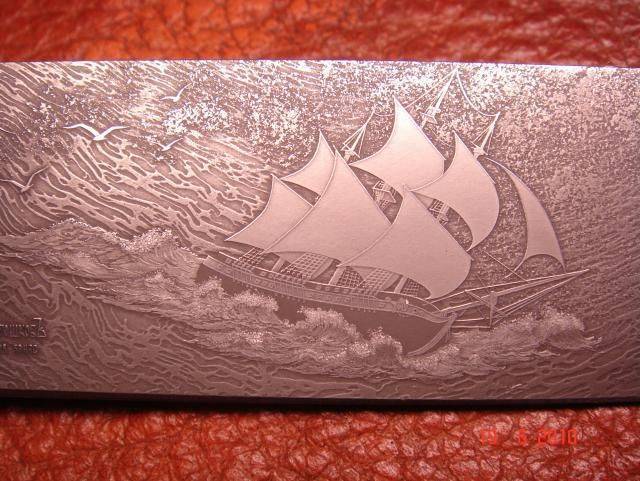
На фотопримере видно, как проступает надпись на металле под действием реакции электролиза. После того, как работа будет окончена, останется лишь очистить уже ненужное лаковое покрытие и отполировать клинок.
Процесс пошёл – его можно наблюдать невооружённым взглядом
В процессе работы на поверхности банки будет образовываться слой окисла грязно-бурого цвета. Это не должно вас пугать, процесс предусматривает подобные отложения.





