Как резать металл сварочным инвертором? – Металлы, оборудование, инструкции
- Дата: 20-06-2015
- 619
- : 47
Необходимость в создании надежного соединения разного рода металлических изделий периодически возникает практически в любом хозяйстве. В большинстве таких ситуаций лучшим решением является сварка. Новичкам, как показывает практика, проще всего научиться варить инвертором.
Такой аппарат позволяет получать гораздо более надежные соединения, если сравнивать с результатами ближайших предшественников, в особенности при отсутствии должного опыта и навыков.
Варить различный металл инвертором несложно, нужно лишь полностью изучить инструкцию и во всем следовать полученным рекомендациям.
Устройство сварочного инвертора.
Машиностроение. Приборостроение. Металлообработка
Сварка и резка цветных металлов: Учебное пособие. Гриф МО РФ 801 руб
Гриф Экспертного совета по профессиональному образованию МО РФ Учебное пособие. Электросварщик ручной сварки (сварка покрытыми электродами).В учебном пособии предлагается применение компетентностного подхода к подготовке рабочих по профессии «Сварщик». 3 руб
Гриф Экспертного совета по профессиональному образованию МО РФ Электросварщик ручной сварки (сварка покрытыми электродами). Учебное пособие.Приведены сведения о сварочных материалах и особенностях техники сварки. 376 руб
Моделирование процесса ползучести и длительной прочности металлов
Учебное пособиеБольшое внимание уделено также анализу длительной прочности, которая характеризует напряжение, обеспечивающее неразрушение металла в течение заданного времени. 3 руб
Основы резания металлов. Гриф Экспертного совета по профессиональному образованию МО РФ Учебное пособие.Приведены сведения об основах резания металлов, явлениях, сопровождающих процесс резания, и способах снижения их отрицательного влияния на обработку. 232 руб
Гриф УМО МО РФ Основы производства
Материаловедение и производство металлов. Учебное пособие для студентов высших учебных заведений.Описаны методы изменения их свойств, а также области применения. 941 руб
Учебное пособие для ВУЗов Высокотехнологичные методы обработки металлов.Для студентов технических вузов и колледжей, преподавателей и инженеров, по специальности 151001 — «Технология машиностроения». 3 руб
Учебное пособие. Основы резания металлов. Гриф Экспертного совета по профессиональному образованию МО РФМожет быть использовано в учреждениях начального профессионального образования. 448 руб
Анодные процессы электрохимической и химической обработки металлов. Учебное пособиеПредставлены современные технологии, пути их развития, достоинства и недостатки, перспективы их применения. 1445 руб
Литейные сплавы на основе тяжелых цветных металлов. Учебное пособие для вузовВ учебном пособии подробно рассмотриваются литейные сплавы на основе меди, никеля, кобальта, цинка. 596 руб
Ползучесть в обработке металлов. Учебное пособие для бакалавриата и магистратурыПриведены результаты экспериментальной проверки этих теорий. 685 руб
Учебное пособие для вузов Коррозия и защита металлов.Теоретические блоки сопровождаются практическими работами, приводится методика проведения эксперимента. 210 руб
Учебное пособие для вузов Литейные сплавы на основе тяжелых цветных металлов.Рассмотрены особенности плавки и получения фасонных отливок из литейных сплавов на основе тяжелых цветных металлов. 403 руб
Основы дизайна. Учебное пособие Художественная обработка металла.Для учащихся системы СПО: 233 руб
Русский язык: ЕГЭ — 2007: Вступительные экзамены: Справочные и дидактические материалы, тесты (сост. Диденко Л. В. , Диденко С. А. , Цесарская С. А. и др. ) Учебное пособие: 96 руб
Качество электроэнергии. Учебное пособие (конспект лекций, справочные материалы)Пособие предназначено для студентов-электроэнергетиков специальностей 14021165, 14020365, 14020465 14020565, бакалавров (140262), магистров (140200. 68) и может быть полезно для студентов специальности 080502 (060800) «Экономика и управление на предприятии (в электроэнергетике)». 527 руб
Уровни B1-B2 А Tangled Web. Учебное пособие для работы с материалом книги для домашнего чтения. Short Stories. 692 руб
Учебное пособие Теория и методика музыкального образования.Учебное пособие подготовлено в соответствии с новыми требованиями стандарта педагогических вузов. 508 руб
Управленческий анализ и диагностика предпринимательской деятельности. Гриф УМО МО РФ Учебное пособие.Особое внимание уделено изучению нормативной и информационной базы управленческого анализа и диагностики, его роли в управлении бизнесом на современном этапе развития российской экономики. 399 руб
Учебное пособие Финансовая среда предпринимательства и предпринимательские риски.Для студентов, магистрантов, аспирантов, а также практических работников, специализирующихся в области предпринимательства и риск-менеджмента для целей эффективного управления бизнесом. 701 руб
(495) 109 08 40
Преимущества и недостатки электродуговой резки
Резка сваркой, как и любая технология, имеет свои достоинства и недостатки, учёт которых позволит сделать работу быстро и достичь ожидаемого результата. К основным недостаткам метода относятся:
- низкая производительность, которая обусловлена невысокой скоростью работы;
- плохое качество реза, получаемого в результате затвердевания натеканий с обратной стороны заготовки.
Перечисленные недостатки делают метод неприменимым в условиях, когда требуется выдерживать точную разметку при резке металла.

Главные преимущества, которые отличают этот метод:
- отсутствие необходимости приобретения специального дорогостоящего оборудования, инструментов;
- отсутствие особых требований к окружающим условиям;
- быстрое обучение приёмам работы и освоение оборудования;
- возможность работы с постоянным или переменным током.
Многие организации строительной, ремонтной, автомобильной сферы, а также домашние умельцы успешно применяют резку электросваркой, так как этот метод предназначен для несложной, недорогой резки различных металлических поверхностей.
Общие сведения
Электродуговая сварка представляется одним из способов соединения металлов, который обусловливается использованием электрической дуги.
Технология электродуговой сварки насчитывает следующие типы:
- ручную;
- полуавтоматическую;
- автоматическую.
Первый тип соединения говорит сам за себя. Сварщик держит в руках держак с токопроводящим стержнем, направляет его в область сварки, и сам формирует сварочныйвалик, причем, визуально контролируя процесс.



Полуавтоматическая электродуговая сварка отличается от ручной лишь тем, что электрод заменяет присадочный пруток или нить, которая подается в зону сварочной ванны из бункера автоматическим устройством.
Однако контроль над процессом так же проводится самостоятельно. Автоматическая обусловливается полным отсутствие ручного труда. Подача прутка, движение электрической дуги, контроль над процессом выполняется автоматизированным агрегатом.
4 УСЛОВИЯ РЕАЛИЗАЦИИ ПРОГРАММЫ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ
КОНТРОЛЬ И ОЦЕНКА РЕЗУЛЬТАТОВ ОСВОЕНИЯ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ (ВИДА ПРОФЕССИОНАЛЬНОЙ ДЕЯТЕЛЬНОСТИ )
Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом
Рабочая программа профессионального модуля (далее рабочая программа) – является частью основной профессиональной образовательной программы подготовки квалифицированных рабочих, служащих (ППКРС) в соответствии с ФГОС СПО по профессии
15.01.05 Сварщик ( ручной и частично механизированной сварки (наплавки)
в части освоения основного вида профессиональной деятельности (ВПД):
Подготовительно-сварочные работы и контроль качества сварных швов после сварки
и соответствующих профессиональных компетенций (PC):
PC 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
PC 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва.
PC 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей.




PC 2.4. Выполнять дуговую резку различных деталей.
Рабочая программа профессионального модуля может быть использованав среднем профессиональном образовании работников в области металлургии, машиностроения и металлообработки при наличии основного общего, среднего (полного) общего образования. Опыт работы не требуется.
1.2. Цели и задачи модуля – требования к результатам освоения модуля
С целью овладения указанным видом профессиональной деятельности и соответствующими профессиональными компетенциями обучающийся в ходе освоения профессионального модуля должен:
1.3. Рекомендуемое количество часов на освоение программы профессионального модуля:
максимальной учебной нагрузки обучающегося 105часов, включая:
обязательной аудиторной учебной нагрузки обучающегося 70 часов;
самостоятельной работы обучающегося 35 часов;
учебной и производственной практики 540 часов.
Технологический процесс
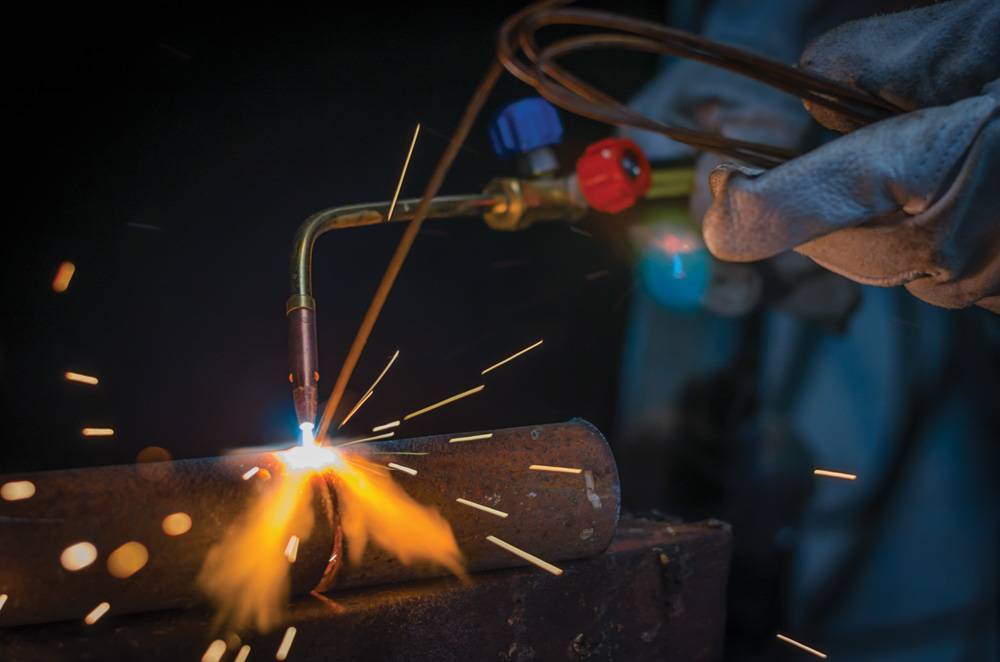
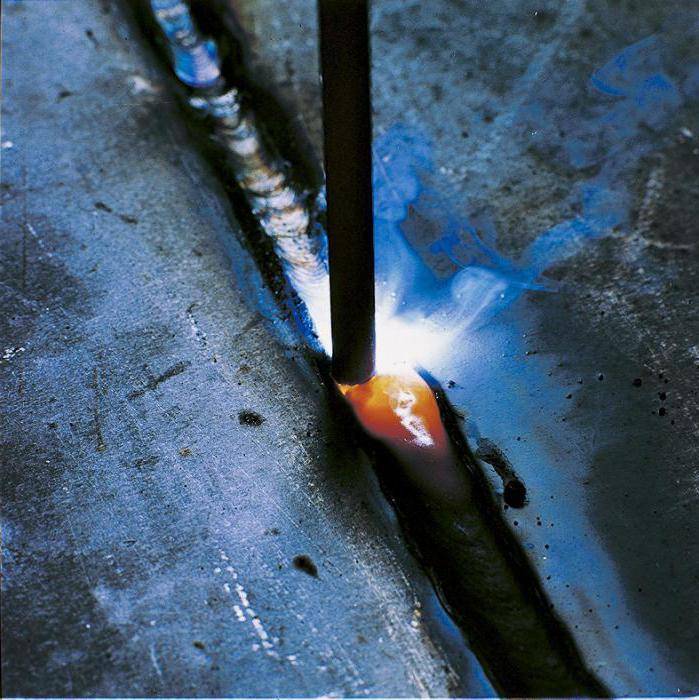
Технологии электродуговой сварки и резки металла начинается одинаково. Сварочный аппарат подключают к сети. Одним кабелем он подсоединяется к детали, а вторым к держателю с электродом. Величину тока выставляют в зависимости от толщины материала и размера электрода. Постукивая электродом по металлической поверхности, возбуждают дугу. Металл под воздействием высокой температуры начинает плавиться.

При соприкосновении с кислородом воздуха происходит окисление начинающего твердеть металла. Это может привести к возникновению дефектов в виде окислов. Чтобы этого избежать используют инертный защитный газ. Чаще всего в этой роли выступают аргон и гелий. Газ, который используется для резки и сварки металлов подают в сварочную ванну.







Резка имеет три разновидности:
- Разделительная. Предполагает возможность вытекания расплавленного металла из получившегося разреза. Диаметр электрода больше, чем ширина листа. Если лист расположен в вертикальной плоскости, то сварку производят методом сверху вниз. Электрод располагают перпендикулярно и совершают перемещение вдоль намеченной линии. Если должны быть выполнены сквозные отверстия, то начинать следует с них.
- Поверхностная. Применяется, когда требуется проложить на поверхности металла различного рода канавки, а также убрать дефекты в виде наплывов. Для получения широких канавок электродом совершают поперечные колебательные движения. Перемещение делают при небольшом погружении электрода вглубь металла.
- Вырезка отверстий. Сначала делают небольшое отверстие, а затем расширяют до нужного размера. Допустимо небольшое отклонение электрода от перпендикуляра к поверхности в сторону окружности.
Технология сварки металлов
Для получения качественного шва основной металл в местах соединения очищается от загрязнений на 20-30 мм. Процесс сварки включает следующие параметры:
- диаметр электрода;
- тип, сила и полярность тока (на его величину влияют диаметр стержня, марка стали и вид соединения);
- скорость перемещения электрода;
- положение электрода относительно шва.
Дуга образуется при касании или чирканьи электрода по металлу, после чего он отводится на интервал 0,5-1,1 мм от толщины стержня. Сварщик перемещает его в следующих направлениях:
- к детали, по мере расплавления металла стержня;
- в сторону проведения сварки;
- поперек формируемого шва.
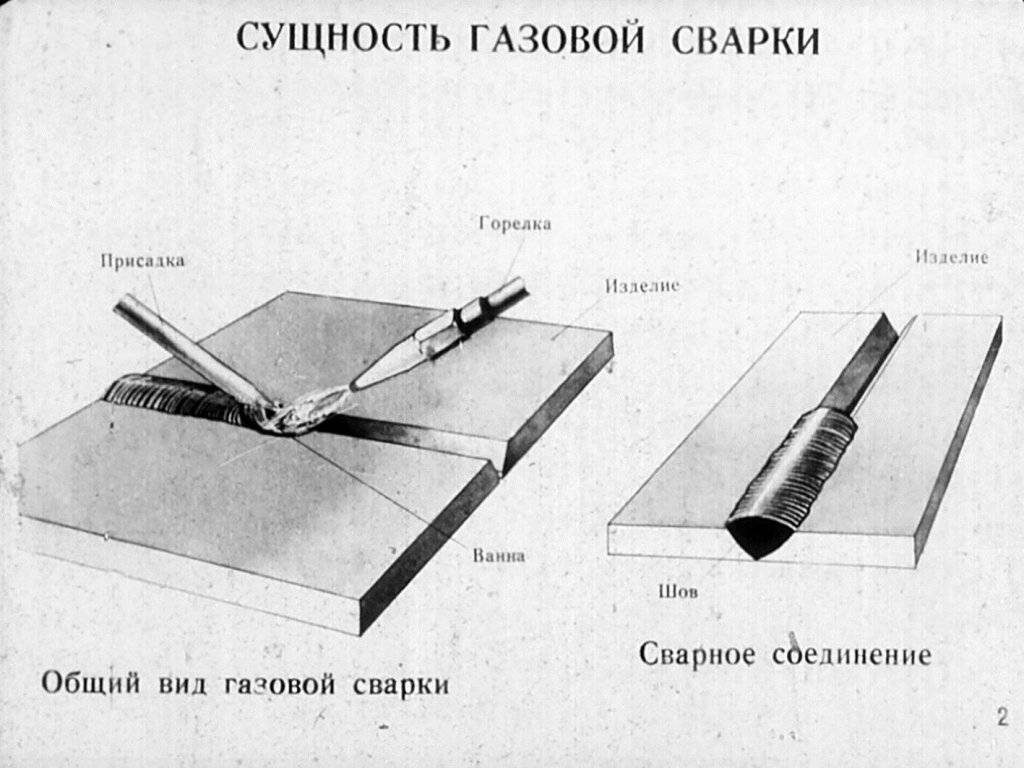
При нагреве детали образуется сварочная ванна. В ней перемешивается электродный и основной металлы и образуется шов, который соединяет детали.
Когда производится сварка тонкого металла, поперечные движения электрода можно не делать. При этом ширина шва получается небольшой.

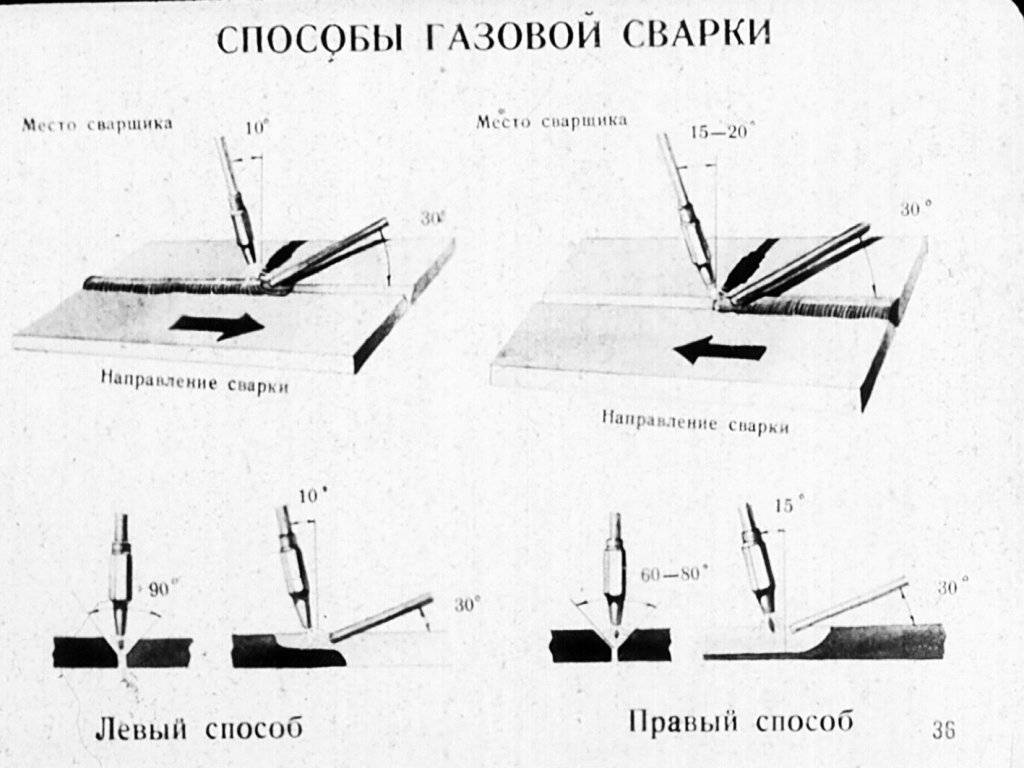
Положение электрода в пространстве стараются не менять. Если сварка металла производится в горизонтальной плоскости, его наклоняют на 15 0 от вертикали в направлении ведения шва. Тогда проплавление металла происходит на максимальную глубину.
Ширина шва составляет 1,5 часть диаметра электрода. Ее создают за счет определенной скорости сварки. Шов будет качественным, если он хорошо проварен, а наплавленный металл переходит к основной поверхности плавно. Сварка заканчивается медленным отводом электрода.
Когда делается сварка металла, цена зависит от того, сколько стоит сантиметр шва. Ручная работа штучными электродами обходится в 15-20 руб/см. Высококвалифицированная работа стоит дороже. За 1 стык труб придется заплатить от 100 до 600 руб, а за декоративные решетки – 80-100 руб/см.

РАБОЧАЯ ПРОГРАММА ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ по профессии СПО 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Государственное экономное проф образовательное учреждение
«Керченский морской технический колледж»
Рабочая Программка производственной ПРАКТИКИ
по профессии СПО 15.01.05 Сварщик (ручной и отчасти механизированной сварки (наплавки)









Рабочая программка производственной практики разработана на базе Федерального муниципального образовательного эталона среднего проф образования по профессии 15.01.05 Сварщик (ручной и отчасти механизированной сварки (наплавки)
Государственное экономное проф образовательное учреждение Республики Крым «Керченский морской технический колледж»
Засекан Надежда Васильевна, педагог высшей категории
Рассмотрена, одобрена и рекомендована к утверждению на
Согласовано на Методическом совете КМТК
Протокол №_ от «_» _ 20_г.
Электроды для резки
При сварке и резке металлов используют специальные электроды. Отличие от обычных электродов заключается в большем количестве тепла, создаваемого сварной дугой, и повышенной теплостойкости обмазки.

Резка металлов с помощью сварки может производиться разными видами электродов:
- Неплавящийся. Изготовляется из вольфрама. При процессе с неплавящимся электродом разрез получается довольно грубый. При процессе необходима защитная газовая среда. Используется для легированной стали и цветных металлов.
- Плавящийся. Для получения аккуратного внешнего вида применяют плавящиеся электроды.
- Угольный. Иначе их называют графитовыми. Угольные электроды применяют для неответственных деталей. Их достоинством является более медленное плавление. Особенностью является то, что они не расплавляются, а сгорают. Это уменьшает количество шлака, и срез получается более чистым. Еще одной особенностью является способность разогреваться до очень высокой температуры при небольшом токе.
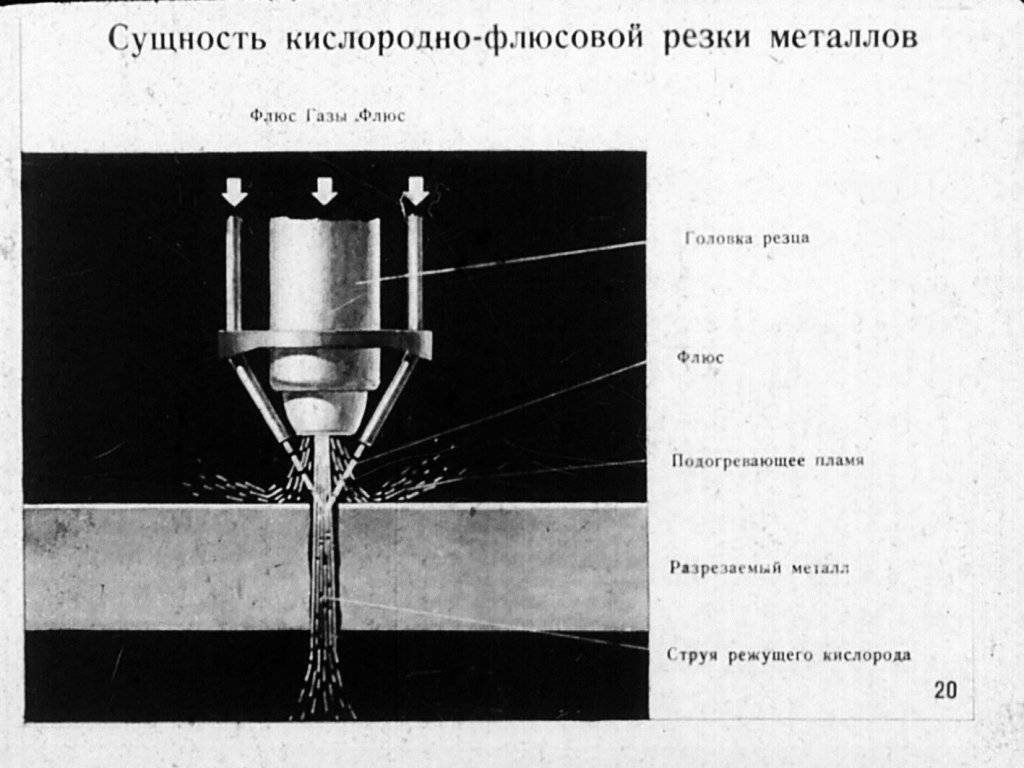
- Трубчатый. Трубчатые электроды находят применение, когда резка происходит кислородно-дуговым способом. Основой электрода является особая трубка с толстыми стенками полая изнутри.
При решении, как резать сваркой металл, следует сделать выбор между этими видами электродов. Резка может осуществляться и обычными электродами. В этом случае ток следует увеличить на 30-40%. Это потребует большего расхода электроэнергии, и соответственно, увеличит расходы на проведение процесса.