

Доставка и заливка чугуна в конвертеры
Устройство и обслуживание миксеров конвертерных цехов должны отвечать требованиям безопасности, предъявляемым к миксерам мартеновских цехов.
С целью безопасности подачу ковшей с жидким чугуном к конвертерам желательно осуществлять при помощи электрифицированных тележек с дистанционным управлением. Доставка чугуна кранами является более опасной операцией.
Троллеи чугуновозных тележек и электровозов надо располагать на высоте (не менее 2,5 м), исключающей опасность прикосновения рабочих к троллеям. Троллеи следует защищать от брызг металла и шлака стальными козырьками. При подводе тока гибкими кабелями к тележкам кабели надо заключать в огнестойкую оболочку и надежно защищать от механических повреждений.
Расположение поста управления чугуновозными тележками должно обеспечивать оператору хорошую видимость тележки при наполнении ковша чугуном из миксера и при сливе чугуна в конвертеры. С той же целью в помещении поста управления следует установить телевизоры для наблюдения за сливом чугуна из миксера и в конвертеры.
Для оповещения оператора о правильной установке ковша под миксером и против конвертера перед сливом чугуна необходимо устраивать специальную сигнализацию. Чтобы избежать проливания чугуна при сливе в конвертер, носку ковша придается соответствующая форма.
По мере слива чугуна оператор осуществляет подъем конвертера так, чтобы носок ковша постоянно вписывался в контур горловины конвертера. Рекомендуется также применять автоблокировку, обеспечивающую правильное взаимоположение носка ковша и конвертера и исключающую возможность проливания чугуна.
При подаче ковшей с чугуном и заливке чугуна в конвертеры мостовыми кранами с целью безопасности захват ковша крюком кантовальной лебедки должен осуществляться без участия подкранового рабочего. Перед сливом чугуна в конвертер надо подавать звуковой сигнал.
Кислородный конвертер
Кислородные конвертеры футеруют основными огнеупорными материалами в соответствии с характером осуществляемого процесса и свойствами образующихся шлаков.
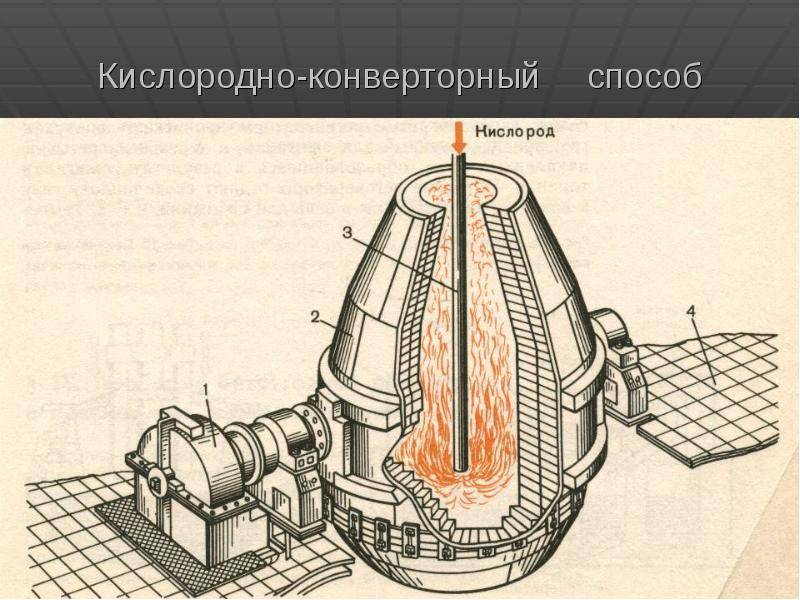
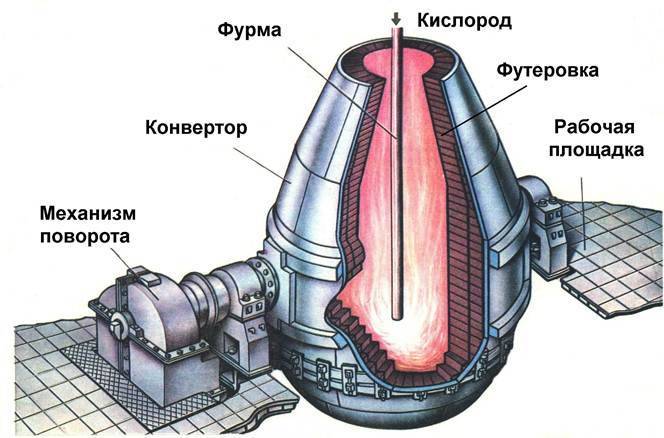
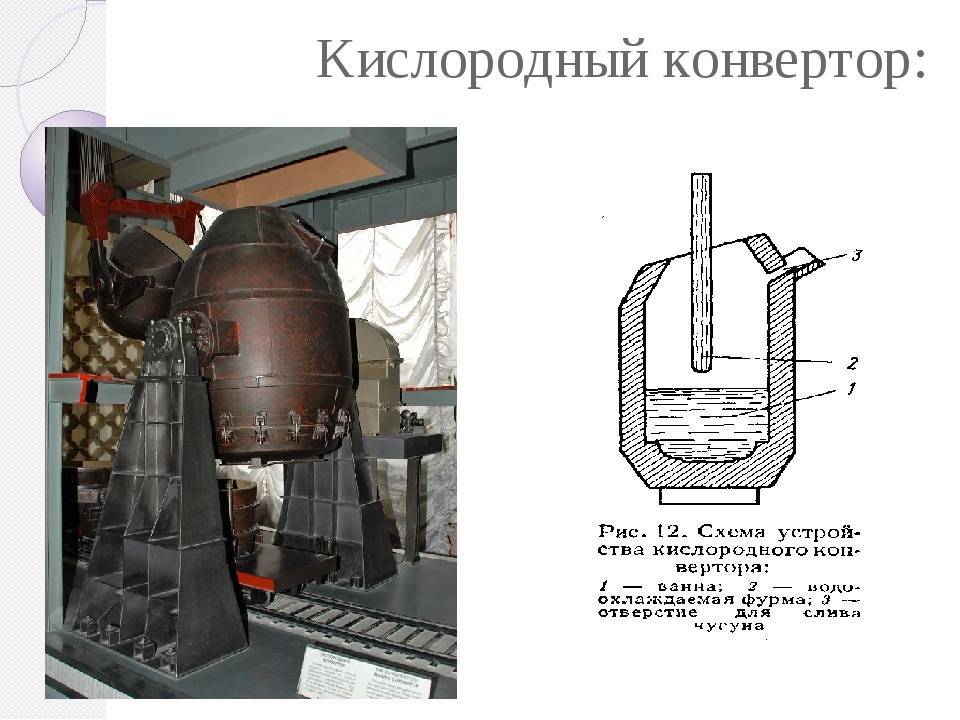
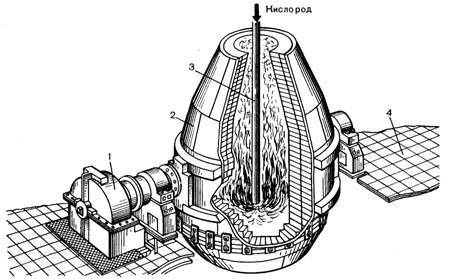
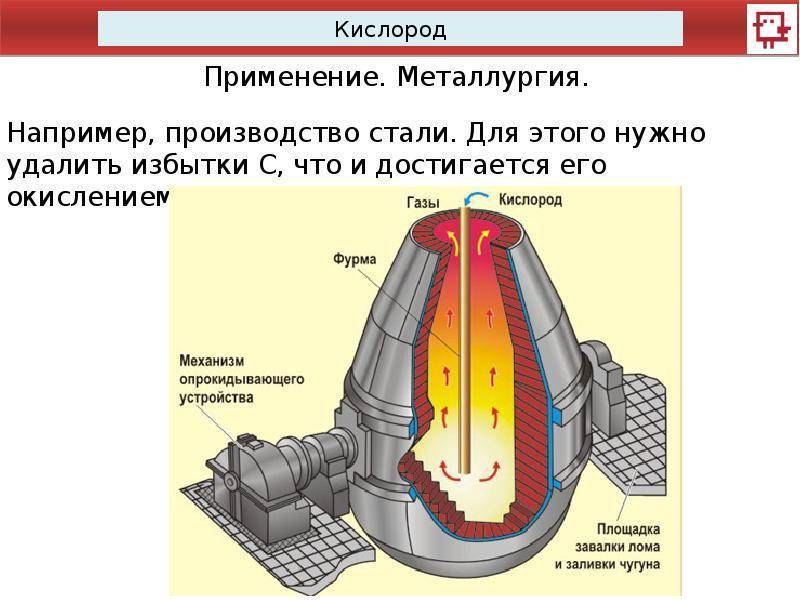
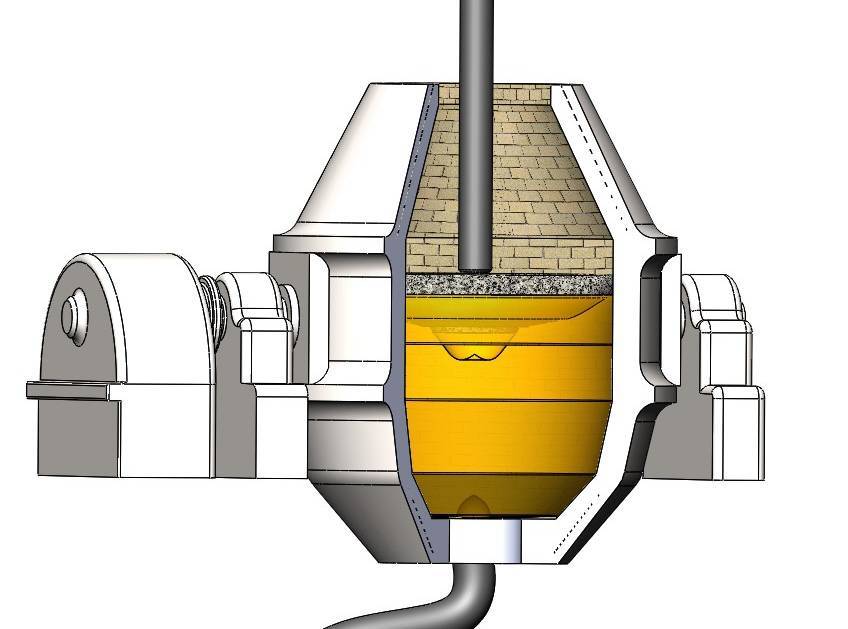
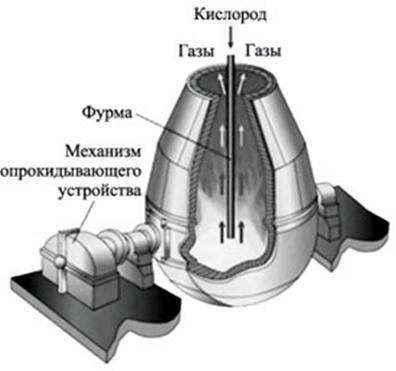
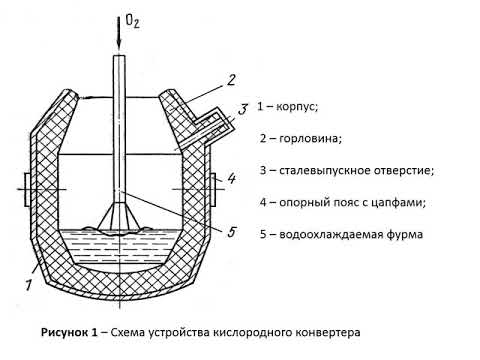
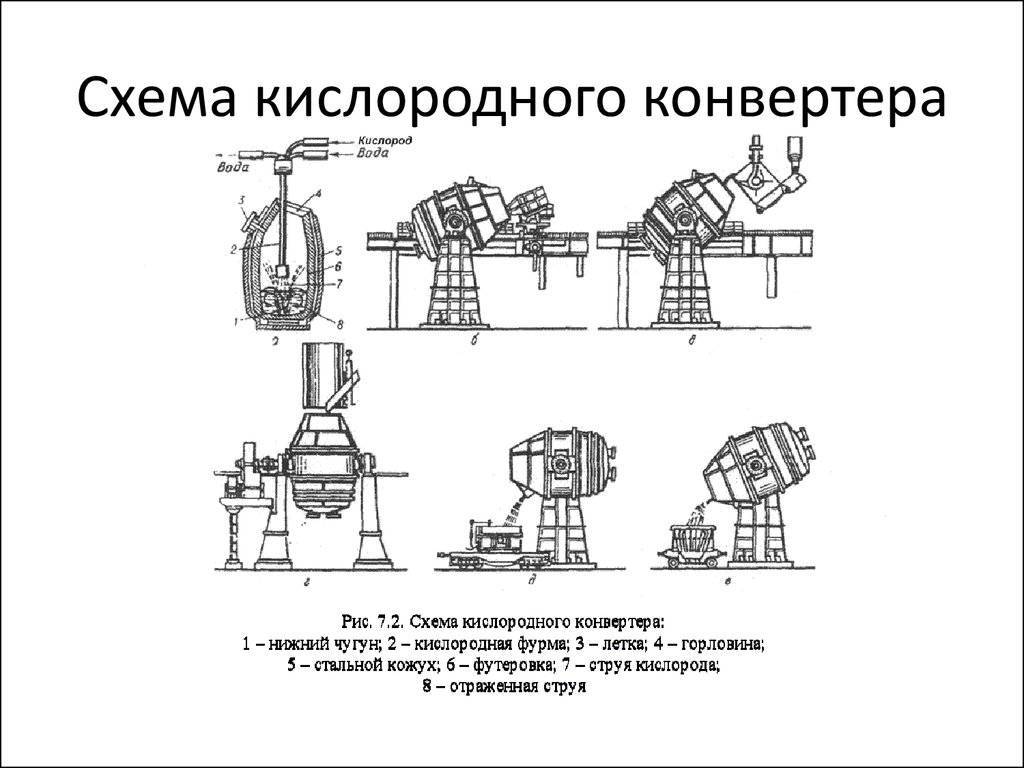
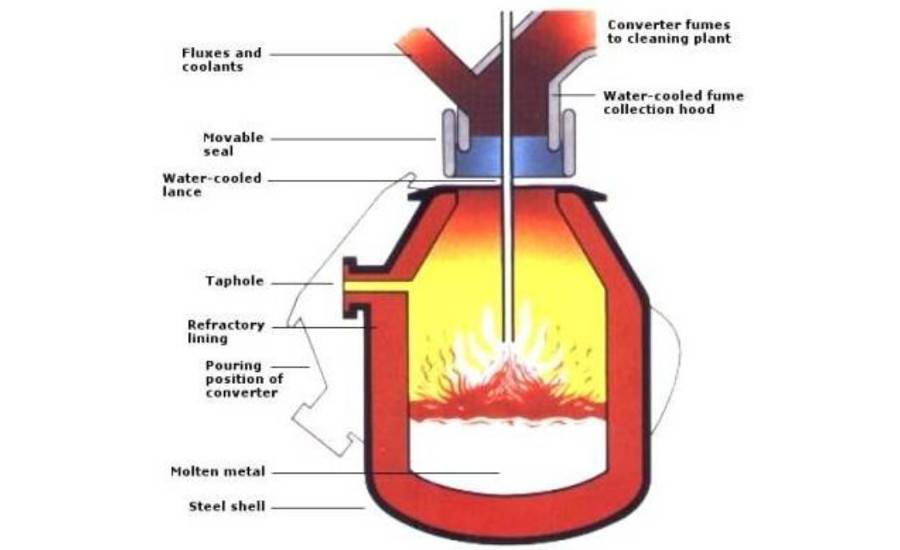
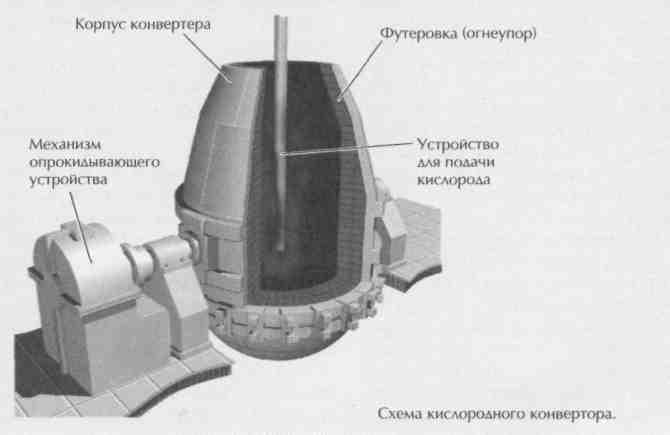
Кислородный конвертер — это сосуд грушевидной формы из стального листа, футерованный основным кирпичом. В процессе работы конвертер может поворачиваться на цапфах вокруг горизонтальной оси на 360 С для завалки скрапа, заливки чугуна, слива стали и шлака.
| Устройство кислородного конвертера. |
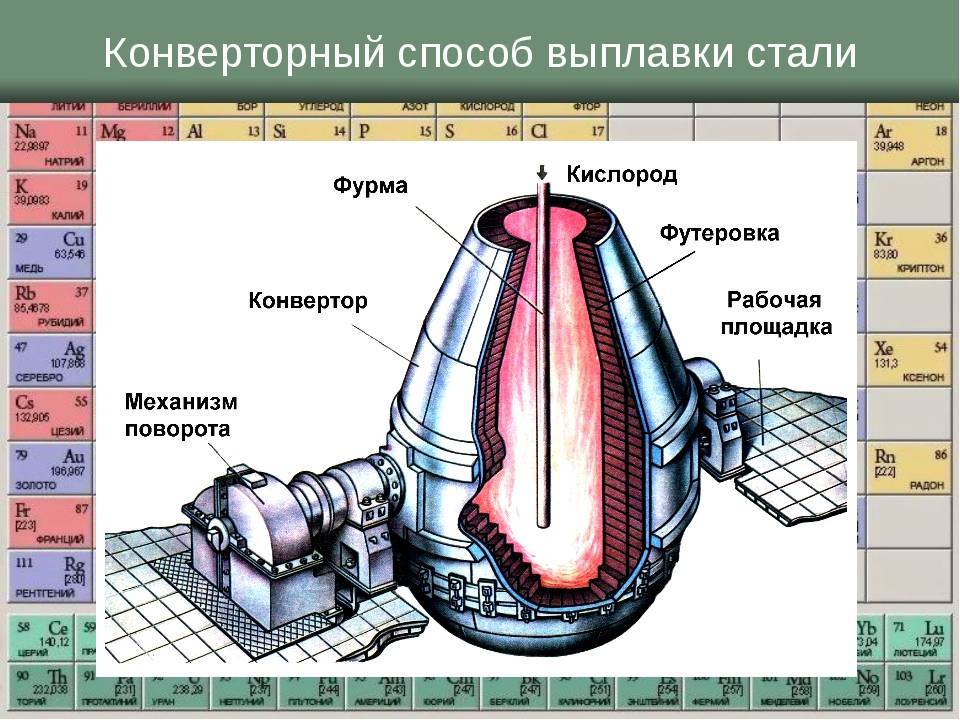
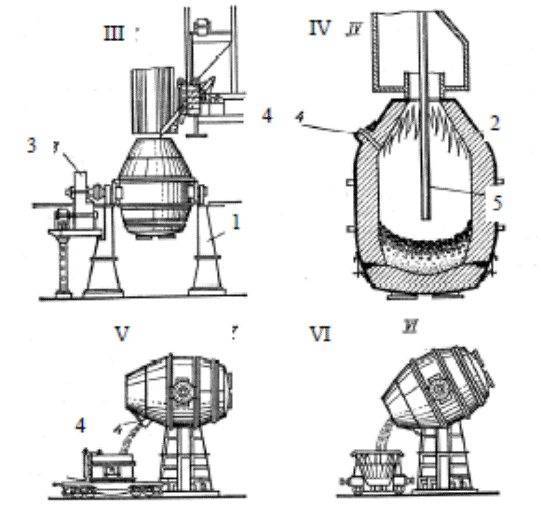
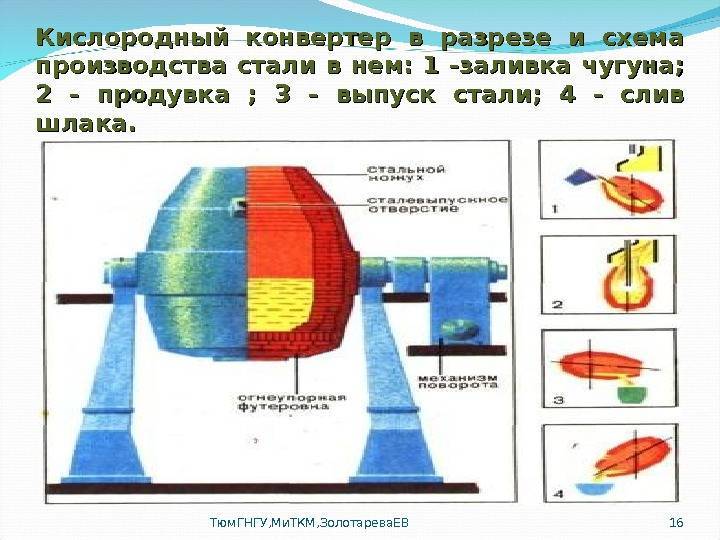
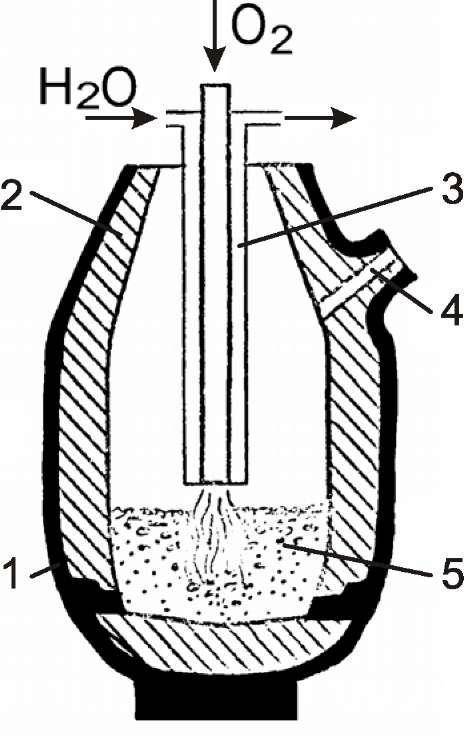
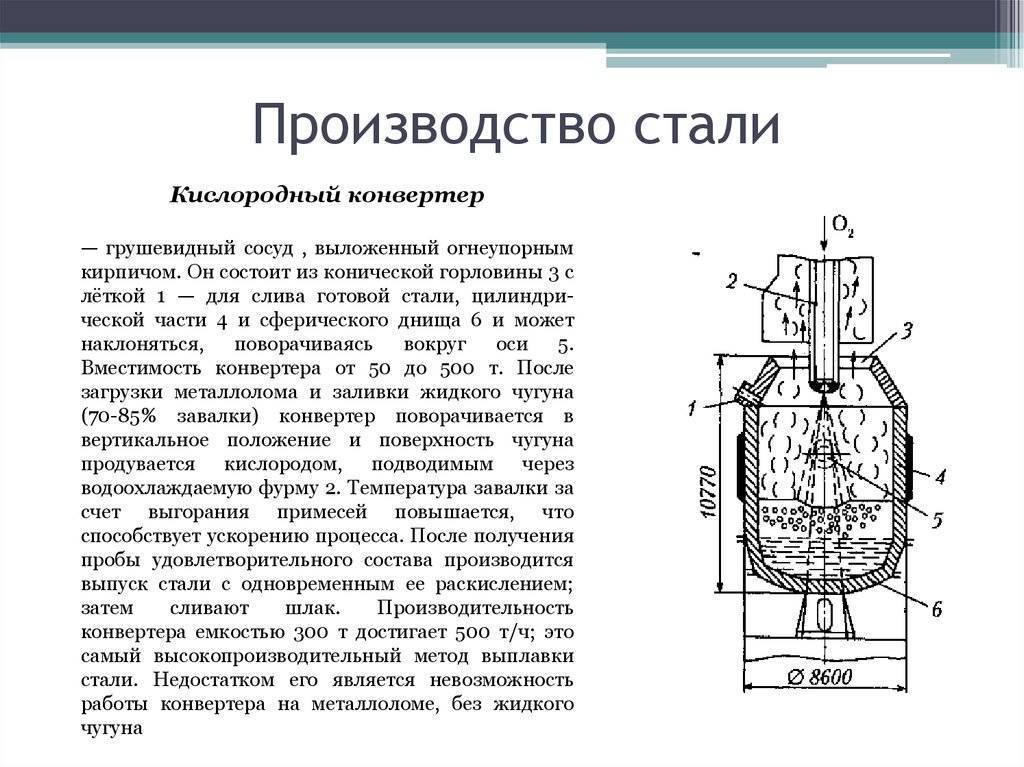
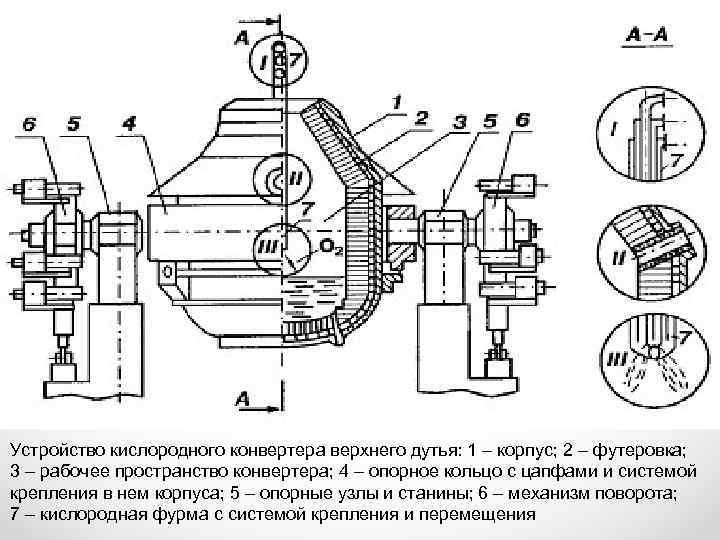
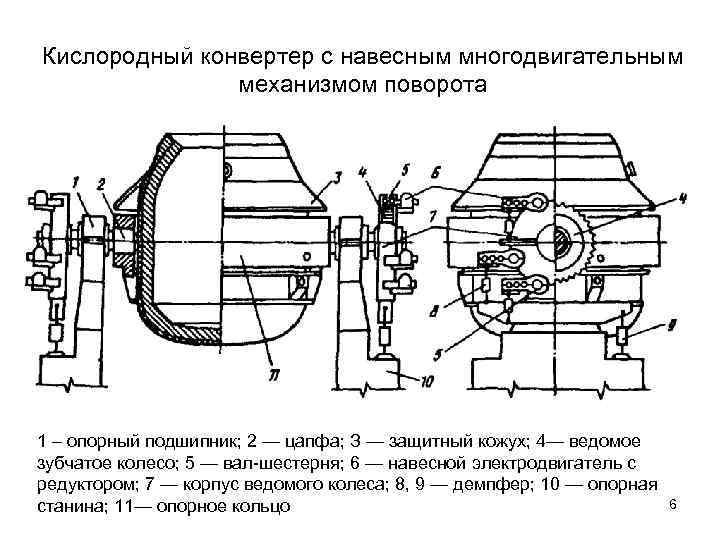
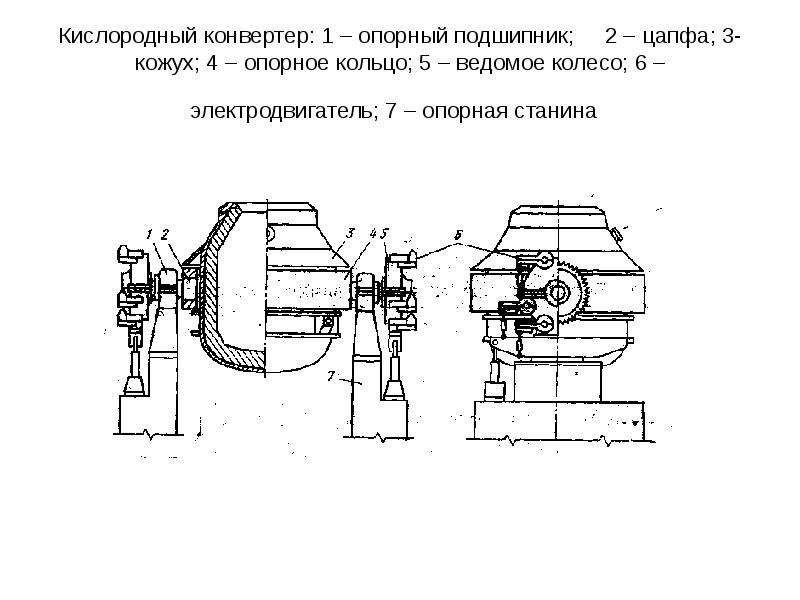
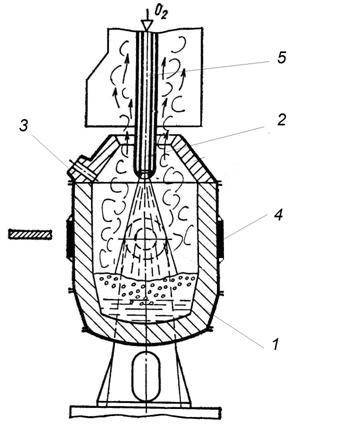
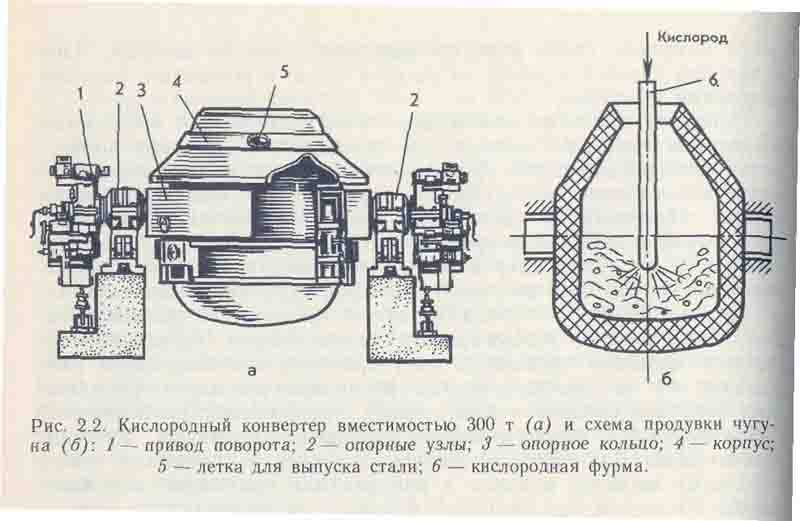
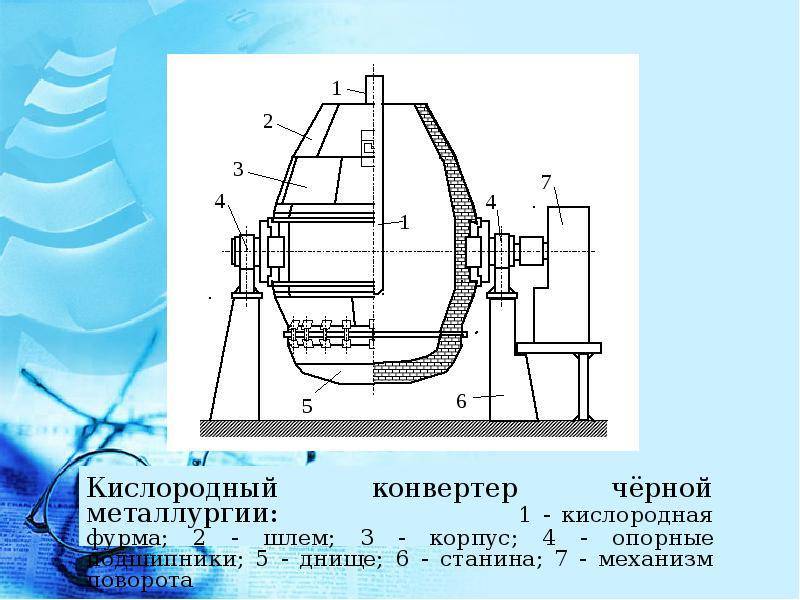
Кислородный конвертер ( рис. 2.4) — это сосуд фушевидной формы 2, корпус которого сварен из листовой стали толщиной от 50 до 100 мм. Она изготовляется из основных огнеупорных материалов, преимущественно из магнезита и доломита. Конвертер имеет опорный пояс 3 с цапфами, расположенными в подшипниках опор. Для поворота конвертера предусмотрен механизм привода 4, при помощи которого конвертер может поворачиваться в обе стороны на любой угол.
| Кислородный кон — конвертер фурма для подачи кисло-всртвр. |
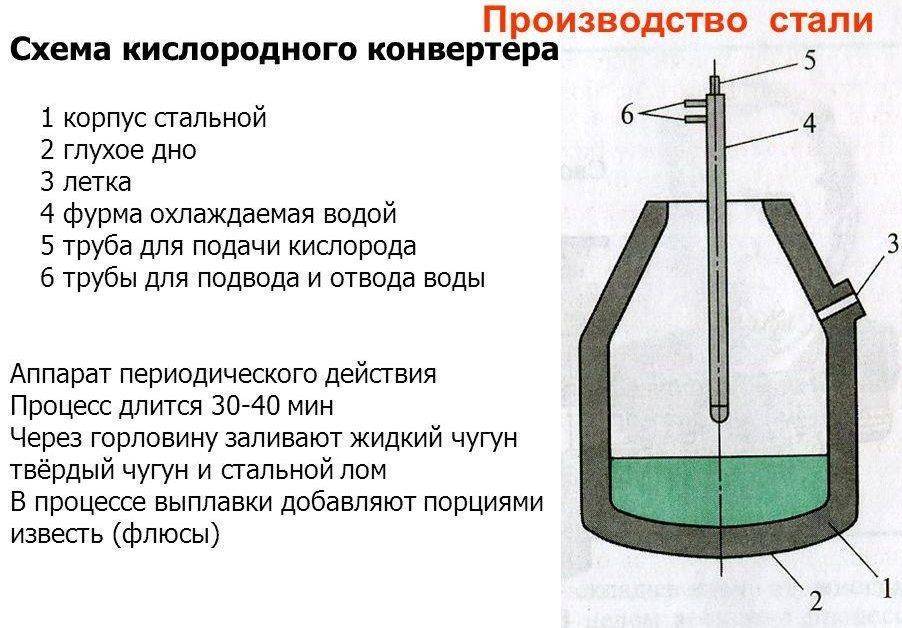
Кислородный конвертер является реакторов периодического действия РИС-П.
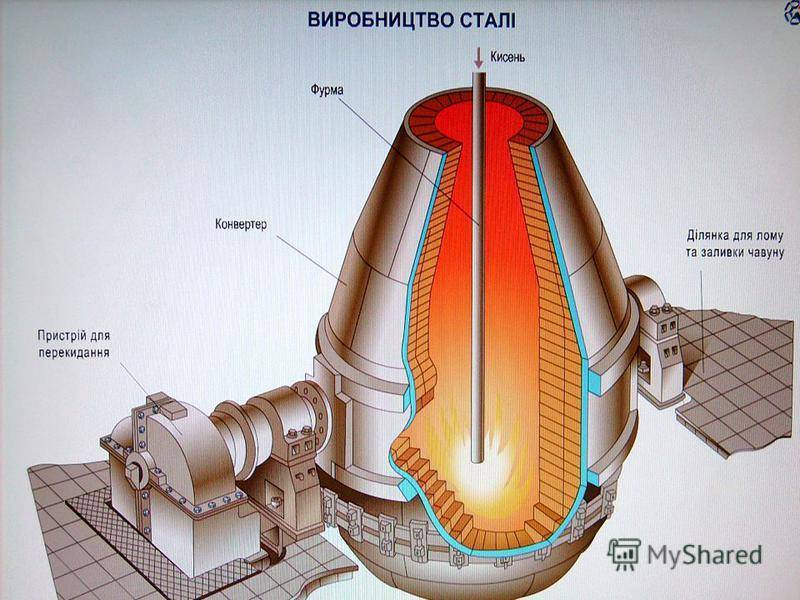
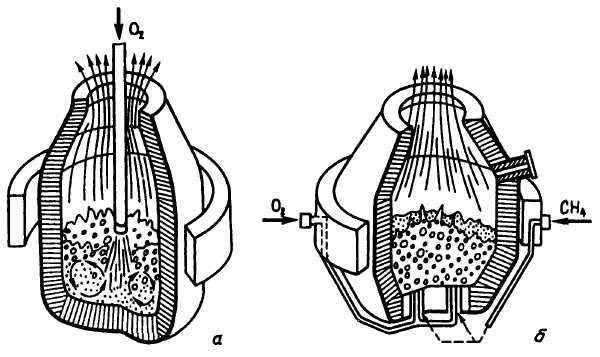
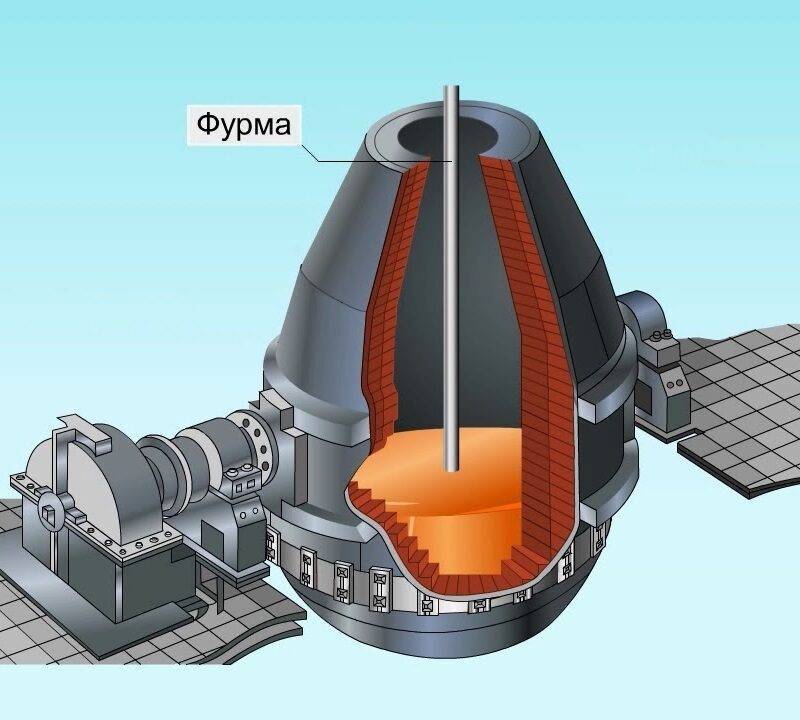
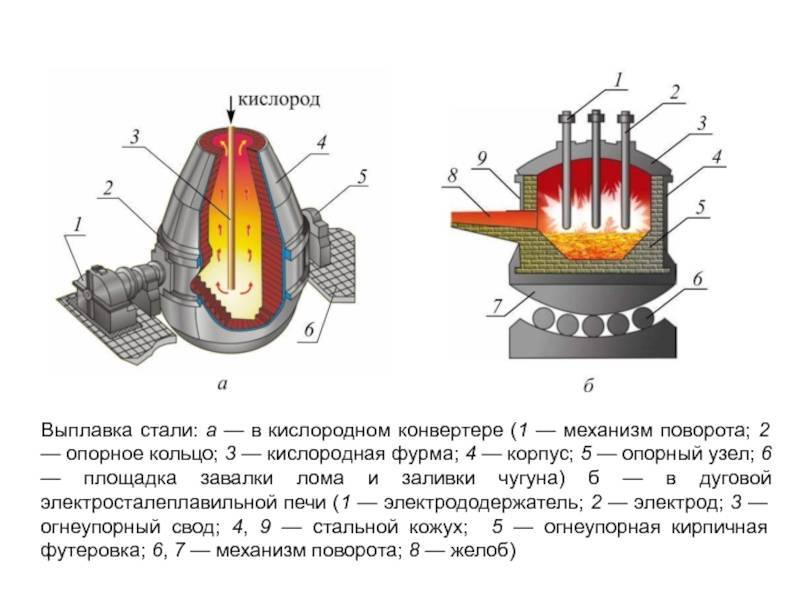
Кислородный конвертер ( рис. 3.28) состоит из корпуса / диаметром до 8 м и днища 4, футерованных огнеупорным кирпичем, опорных подшипников 2, станин 5 и механизма поворота 3, позволяющего поворачивать конвертер на любой угол вокруг горизонтальной оси. Продувка кислородом производится через специальную водоохлаж-даемую фурму, вводимую в горловину конвертера. Наконечник фурмы имеет несколько ( 3 — 4) сопл Лаваля диаметром 30 — 50 мм, обеспечивающих скорость струи с числом Ма 2 при давлении кислорода 1 — 1 4 МПа. Наконечник устанавливается на высоте 1 — 2 м от уровня ванны. Продолжительность продувки составляет 20 — 25 мин. Преимуществом конвертеров является высокая производительность без расхода топлива, недостатком — невозможность использования большого количества скрапа в шихте.


Сколько 350-тонных кислородных конвертеров должно быть установлено на заводе, который оборудован 2 доменными печами с полезными объемами 3200 и 3000 м3, если КИПО для первой из них составляет в среднем 0 53, а для второй 0 55, а средняя длительность плавки в конвертере равна соответственно 45 и ПО мин. Выход стали составляет 0 93 массовой доли чугуна.
Футеровка кислородных конвертеров выполняется из специального периклазошпинельного или смолодоломитного кирпича.
Газы кислородных конвертеров также характеризуются высокими концентрациями оксидов азота.
В кислородных конвертерах трудно выплавлять легированные стали, содержащие легкоокисляющиеся легирующие элементы. Поэтому в кислородных конвертерах выплавляют низколегированные стали, содержащие до 2 — 3 % легирующих элементов. Легирующие элементы вводят в ковш, предварительно расплавив их в электропечи, или легирующие ферросплавы вводят в ковш неред выпуском в него стали. Окисление примесей чугуна в кислородном конвертере протекает очень быстро: плавка в конвертерах емкостью 130 — 300 т заканчивается через 25 — 50 мин. Вследствие этого производство стали в пашей стране в основном увеличивается за счет ввода в строй новых кислородно-конвертерных цехов.
В кислородных конвертерах освоено производство как углеродистой, так и легированной сталей. Побочным продуктом производства при продувке высокофосфористого чугуна является фосфатшлак, содержащий примерно 20 % Р2О5, который используют как ценное удобрение.
В кислородных конвертерах трудно выплавлять легированные стали, содержащие легкоокисляющиеся легирующие элементы. Поэтому в кислородных конвертерах выплавляют низколегированные стали, содержащие до 2 — 3 % легирующих элементов. Легирующие элементы вводят в ковш, предварительно расплавив их в электропечи, или легирующие ферросплавы вводят в ковш перед выпуском в него стали. Окисление примесей чугуна в кислородном конвертере протекает очень быстро: плавка в конвертерах емкостью 130 — 300 т заканчивается через 25 — 50 мин. Вследствие этого производство стали в нашей стране в основном увеличивается за счет ввода в строй новых кислородно-конвертерных цехов.
| Схема дуговой плавильной печи. |
В кислородных конвертерах выплавляют конструкционные стали с различным содержанием углерода, кипящие и спокойные.
Описание BBOC
BBOC печь представляет собой цилиндрический стальной сосуд с защитной внутренней облицовкой огнеупорных кирпичей . Он установлен на наклонной раме, что позволяет удерживать его под разными углами на разных этапах рабочего цикла (см. Рисунок 2). Над топкой закреплен кожух, обеспечивающий уплотнение, предотвращающее выход свинца и других паров во время работы печи (см. Рисунок 1).
Ключевой особенностью BBOC является закрытая фурма, которая проходит через огнеупорные кирпичи на дне печи. Эта фурма позволяет кислороду вводить непосредственно в расплавленный металл, содержащийся в печи, вдали от огнеупорной футеровки. Это позволяет удалить область с высокой скоростью реакции вблизи футеровки, что снижает ее износ.
Благодаря впрыскиванию кислорода непосредственно в ванну, а не вдуванию его сверху (как в случае отражательной купелированной печи или ротационных конвертеров с верхним дутьем), эффективность переноса кислорода не снижается из-за наличия слоя шлака. В результате эффективность использования кислорода приближается к 100%.
Отсутствие помех переносу кислорода слоем шлака имеет несколько ключевых преимуществ. Во-первых, повышенная уверенность в оценке эффективности использования кислорода означает, что легче вычислить конечную точку процесса, что значительно упрощает управление процессом. Во-вторых, допускается наличие более толстого слоя шлака (поскольку кислород не должен проходить через него), а это означает, что потери серебра в шлак уменьшаются (поскольку это серебро на границе раздела между металлом и шлак, который захватывается при удалении шлака и чем толще слой шлака, тем меньше содержание серебра в удаляемом шлаке). BRM сообщила о снижении содержания серебра в шлаке BBOC по сравнению с шлаком отражательной печи на 50%.
BRM обнаружила, что скорость реакции BBOC была в 10–20 раз выше, чем у его отражательной купелированной печи.
Износ огнеупора в BBOC в основном ограничивается линией шлака, в верхней части металла, где воздействие глета ( оксида свинца ) наиболее велико . С этим борются за счет использования магнезит-хромовых кирпичей с прямым соединением для выравнивания внутренней поверхности кожуха печи.

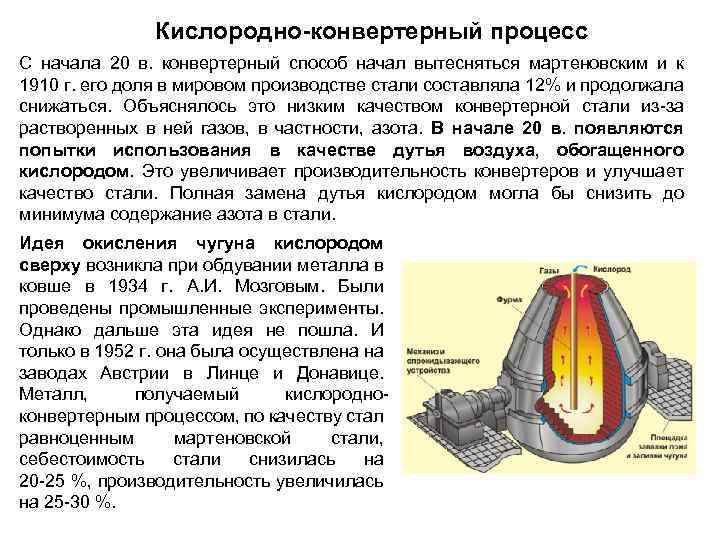
Кислородно-конвертерный процесс
| Устройство кислородного конвертера. |
Кислородно-конвертерный процесс — это выплавка стали из жидкого чугуна в конвертере с основной футеровкой и продувкой кислородом через водоох-лаждаемую фурму.
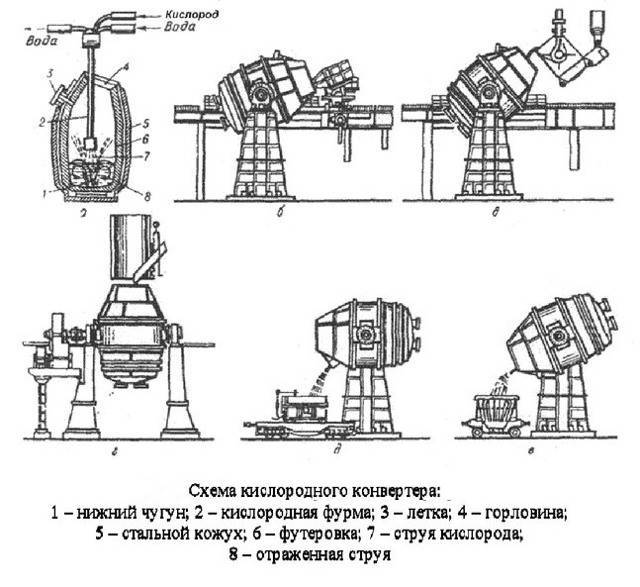
| Последовательность технологических операций при выплавке стали в кислородных конвертерах. |
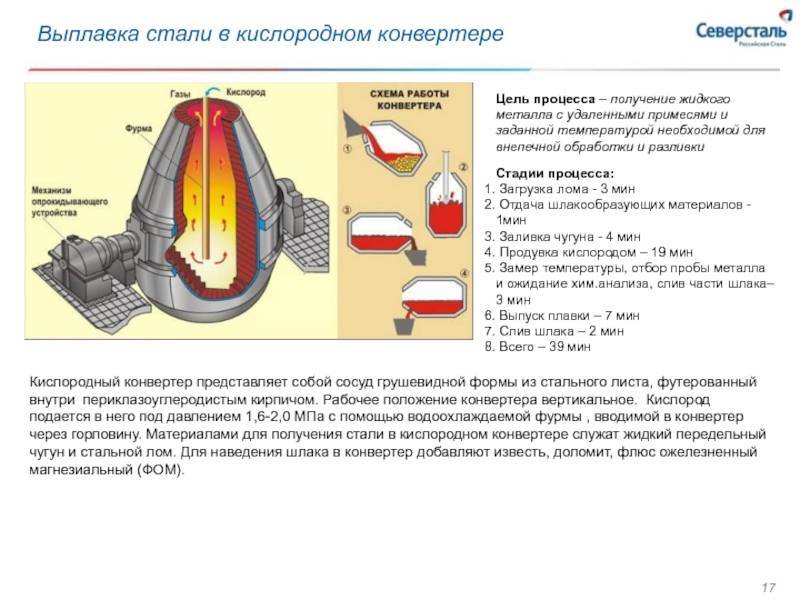
Кислородно-конвертерный процесс заключается в продувке жидкого чугуна кислородом. Кислородный конвертер — это сосуд грушевидной формы из стального листа, выложенный изнутри основным огнеупорным кирпичом. Конвертер может поворачиваться на цапфах вокруг горизонтальной оси для завалки скрапа ( лома), заливки чугуна и слива стали и шлака.
Кислородно-конвертерный процесс позволяет получать стали с минимальными содержаниями газов — азота, кислорода, водорода.
Кислородно-конвертерный процесс представляет собой один из видов передела жидкого чугуна в сталь без затраты топлива путем продувки чугуна в конвертере технически чистым кислородом.
| Изменение содержания СОг в отходящих газах по ходу кислородно-конвертерной плавки. |
Высокопроизводительный кислородно-конвертерный процесс является одним из наиболее важных металлургических объектов автоматизации. Усовершенствование его управления необходимо для получения стали с заданными температурой и составом при максимальной экономичности плавки. Однако задача полной автоматизации на основе совершенной модели процесса является крайне сложной и требует знания закономерностей воздействия множества факторов: физико-химических, газо-гидродинамических и других, до настоящего времени недостаточно исследованных. Поэтому автоматическое управление вводится этапами и ограничивается пока главным образом применением статического метода.
Кислородно-конвертерный процесс произ-ва стали отличается тем, что примеси чугуна окисляются технически чистым кислородом, к-рый подается через водо-охлажденные фурмы в глуходонный конвертер сверху под большим давлением. Основная футеровка конвертера позволяет образовывать шлак, способствующий удалению фосфора и серы из металла. Интенсивный нагрев металла в конвертере при кислородном процессе позволяет использовать для плавки не только руду, но и лом в количестве до 300 кг на 1 m стали.
При кислородно-конвертерном процессе передел чугуна с содержанием фосфора до 0 3 % не представляет технологических трудностей. При более высоком содержании фосфора в чугуне применяют специальные технологические приемы для удаления фосфора из металла. Для наиболее полной дефосфорации металла при кислородно-конвертерном процессе необходимо создать условия для образования активного известково-железисто-го шлака. Скорость дефосфорации металла зависит от химического состава шлака, его жидкотекучести, теплового режима и ряда других факторов.
Во-первых, кислородно-конвертерный процесс, предназначенный в основном для непосредственного превращения жидкого чугуна в сталь, не содержит такие трудноуправляемые чисто теплотехнические периоды, как завалка с прогревом и, в известной степени, расплавление твердой шихты. С самого начала конвертерной плавки ведется продувка фактически жидкой ванны, что сопровождается бурным обезуглероживанием и процессами окисления других элементов чугуна. При этом операторы воздействуют на ход плавки такими мощными средствами, как изменение расхода кислорода и положения кислородной фурмы.
Используя преимущества кислородно-конвертерного процесса ( бурное кипение, исключительно быстрое регулирование температуры), можно его применять для получения легированных сталей без значительного пони -, жения производительности. Основной трудностью при этом является введение легкоокисляющихся элементов во время продувки. К таким элементам относятся хром, кремний, марганец.
Шихтовыми материалами кислородно-конвертерного процесса являются жидкий передельный чугун, ( см. табл. 2.1), стальной лом ( не более 30 %), известь для наведения шлака, железная руда, а также боксит ( А1203), плавиковый шпат ( CaF2), которые применяют для разжижения шлака.
Важнейшей особенностью кислородно-конвертерного процесса является быстрое окисление фосфора с начала подачи кислорода и особенно во второй четверти продувки.
Производство стали кислородно-конвертерным процессом характеризуется меньшими удельными капитальными затратами по переделу, высокой производительностью агрегатов и более высокой производительностью труда по сравнению с мартеновским производством.
б) металлический лом
В кислородно-конвертерном процессе, лом на сегодняшний день является теплоотводом. В 20 — 25% это один из самых важных и дорогостоящих компонентов шихты.



Стальной лом доступен во многих формах. Основными категориями являются «метало-приеники», сформированные внутри завода. С появлением непрерывного литья, количество отходов уменьшилось и это вызвало необходимость, для комбинатов, покупки лома на рынке. Плоский прокат лома, как правило, хорошего качества не влияние на химию кислородно-конвертерного процесса. Существует потеря прибыли примерно на 2% за счет цинкового покрытия на оцинкованном ломе. «Запрос лома» образуется при производстве нержавеющей продукции. Очень быстро это находит свой путь в системе переработки. Многие сталелитейные заводы имеют соглашения с производителями, чтобы купить у них металлолом. «Устаревший» или «после потребителя» лом возвращается на рынок после того, как у продукта закончился срок службы. Банки возвращаются на рынок очень быстро, но автомобили имеют среднюю продолжительность жизни до 12 лет.
Лом также поставляется в различных размерах, изменяя различный химический анализ и различные цены. Все это делает покупку и переплавку лома очень сложным вопросом. Очень большие куски металлолома могут трудно плавятся и при загрузке могут повредить конвертер. Некоторые отходы могут содержать нефть или окисленные поверхности. Устаревший лом может содержать целый ряд других объектов, которые могут быть опасными или взрывчатыми веществами. Очевидно, что химический анализ лома является неточным
Выбор лома осложняется еще и широким спектром стальной продукции. Глубоко тянущая сталь ограничивает максимальное остаточное (% Cu +% Sn +% Ni +% Cr +% Mo) содержимое менее чем 0.13%. В то время как другие продукты позволяют этому диапазону быть выше 0,80%. Поскольку эти элементы не могут быть окислены из стали, их содержание в конечном продукте может быть уменьшено путем разбавления с очень высокой чистоты ломом или расплавленного металла. Использование низкой остаточности жидкого чугуна в конвертере, с присущей ей эффективностью разбавления, является одной из особенностей, отличающих кислородно-конверторный процесс от электросталеплавильного.
Подача ферросплавов в сталеразливочный ковш
Система подачи ферросплавов в ковш должна отвечать общим требованиям, предъявляемым к транспортным системам, и, кроме того, обеспечивать подачу ферросплавов несколькими порциями в определенной последовательности, их прогрев и иногда расплавление.
Существующие системы подачи ферросплавов отличаются многообразием и по мере накопления опыта совершенствуются. В первых отечественных цехах со 100—130-т конвертерами ферросплавы доставляли в саморазгружающихся бадьях и разгружали в расходные бункера, расположенные в торце загрузочного пролета.
Из бункеров их выдают в саморазгружающие бадьи, установленные на весах; далее бадьи тельфером подают к одному из трех бункеров, расположенных у каждого конвертера. Во время выпуска стали ферросплавы из этого бункера выдаются на ленточный конвейер, а с него через поворотную течку попадают в ковш.
Эта система не обеспечивала автоматизацию подачи ферросплавов, их нагрев и расплавление, затруднена была корректировка массы добавок, а электротельферы, конвейеры и поворотные течки недостаточно надежны.
В некоторых ранее строившихся отечественных конвертерных цехах применены (рис. 5) более совершенные системы подачи ферросплавов.
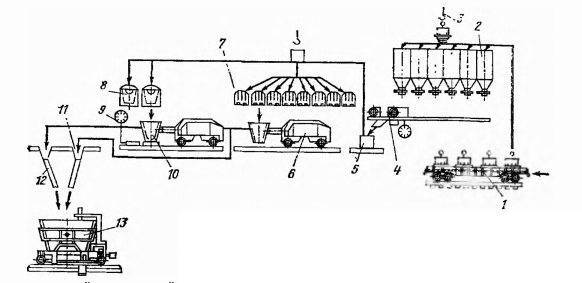
Рисунок 5. – Схема подачи ферросплавов в ковш в конвертерном цехе НЛМК
На рабочей площадке в торце конвертерного пролета расположены шесть расходных бункеров, восемь печей для прокаливания ферросплавов и две индукционные печи для их расплавления. Сплавы подают в цех на платформе 1 в бадьях и разгружают краном 3 в расходные бункера 2. Из них сплавы с помощью весовой тележки 4 выдают в контейнеры 5, которые краном подают к печам для прокаливания 7 или индукционным печам 8.
Прокаленные сплавы из печей 7 выгружают в контейнер, который электропогрузчиком 6 доставляют к конвертеру. Здесь их высыпают в специальный лоток, разделенный на секции поворотными перегородками. Во время выпуска металла лоток наклоняют и порции разных ферросплавов последовательно высыпаются из него и через течку 11 попадают в ковш 13. Расплав из печи 8 выпускают в установленный на весах 9 ковш 10. Далее ковш напольной машиной перевозят к конвертеру и сливают сплав через футерованную течку 12 в сталеразливочный ковш.
В настоящее время наиболее рациональным считают создание системы подачи ферросплавов, совмещенной с системой подачи сыпучих материалов в конвертер. Подобная система, примененная в конвертерном цехе , показана на рис. 4.



Расходные бункера для ферросплавов в этой системе расположены в одном ряду с расходными бункерами для сыпучих, а ферросплавы в бункера доставляют по конвейерному тракту подачи сыпучих материалов из общего шихтового отделения.
Каждый конвертер оборудован двумя трактами подачи в ковш твердых ферросплавов из расходных бункеров (Ф), расположенных симметрично с двух сторон конвертера.
Общее число расходных бункеров на один конвертер составляет восемь, что позволяет применять до восьми видов ферросплавов. Каждый из трактов работает следующим образом. Из расходных бункеров ферросплавы через электровибрационный питатель поступают в весы-дозаторы 15 для ферросплавов, а из них с помощью электровибропитателя в двухрукавную течку 17, два рукава которой позволяют подавать материалы к двум печам 13 для прокаливания ферросплавов. Под рукавами двухрукавной течки 17 установлены качающиеся течки 19, которые направляют поток материалов либо в печи 18, либо непосредственно и воронку 20. Прокаленные ферросплавы путем наклона пода печи высыпаются также в воронку 20. Из этой воронки прокаленные или холодные ферросплавы поступают в весовой дозатор 22 и далее по течке 3 в ковш 1.
Имеется также самостоятельный тракт подачи в ковш жидких ферросплавов. Из расходных бункеров (ФЖ) через весы-дозатор ферросплавы с помощью тележки 16 и трубчатой течки подаются в тележку 23, которая загружает их в одну из индукционных печей 24. Расплав выпускают в установленный на самоходной тележке ковш 25, а из него по футерованной течке 27 сливают в сталеразливочный ковш.
Систему подачи и загрузки ферросплавов подобного типа можно рекомендовать для новых цехов. Преимущества этой системы следующие: уменьшаются эксплуатационные расходы и упрощается организация работ в цехе, так как не требуется самостоятельная система доставки ферросплавов в расходные бункера; в трактах подачи твердых ферросплавов обеспечена полная механизация и автоматизация всех работ; возможны быстрая подача большого числа ферросплавов и корректировка массы подач.
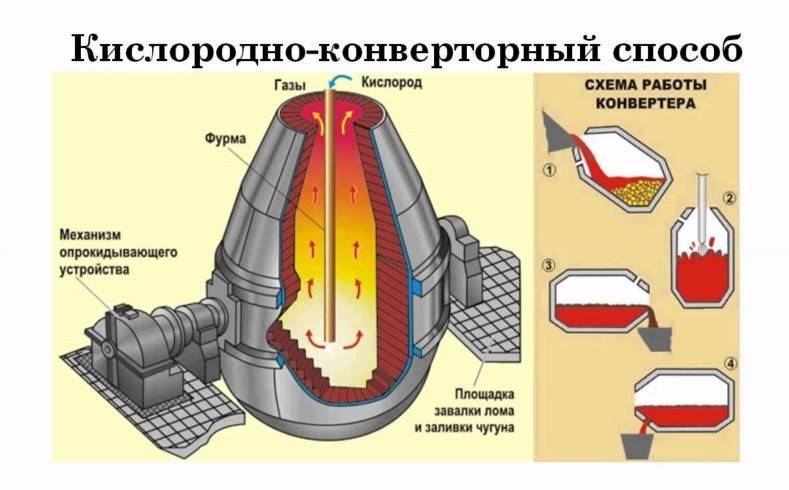
Кислородный конвертер – описание процесса плавки
Кислородный конвертер – это стальной сосуд грушевидной формы. Его внутренняя часть защищена смолодоломитовым (основным) кирпичом. Вместимость сталеплавильного агрегата варьируется от 50 до 350 тонн. Сосуд распложен на цапфах и способен поворачиваться вокруг горизонтальной оси, что позволяет беспрепятственно заливать в него чугун, закладывать другие добавки и сливать металл со шлаком.
Чтобы получить конечный продукт, в конвертер заливается не только чугун, но и закладывают добавки. К ним относятся:

- лом металла;
- шлакообразующие материалы (железная руда, известь, полевой шпат, бокситы).
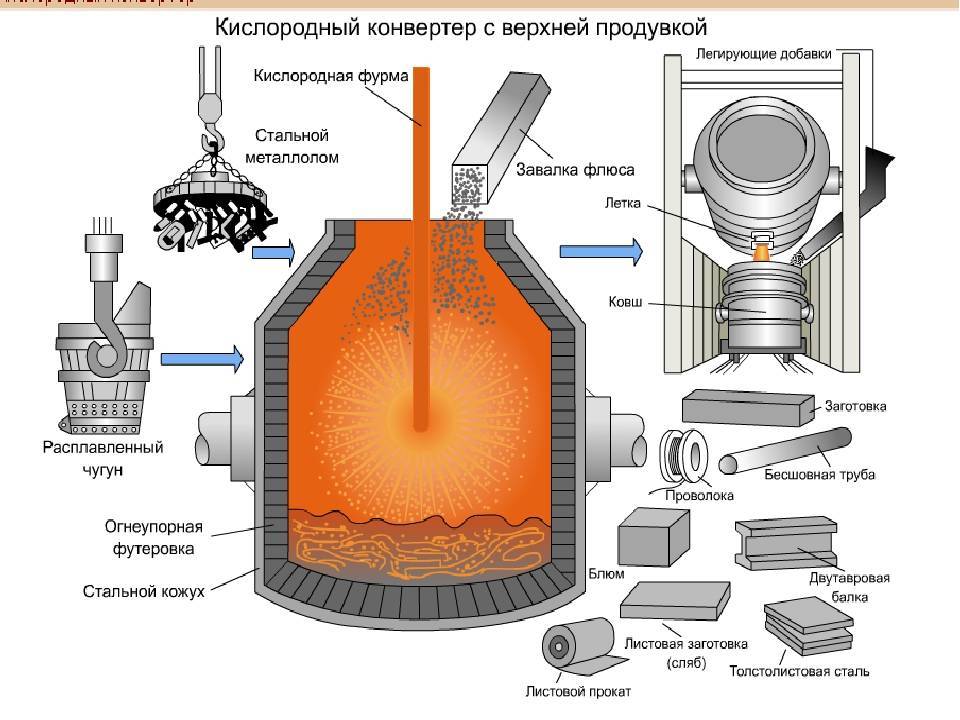
Конвертерный способ с кислородной продувкой предусматривает заливку в конвертер чугуна, нагретого до 1250–1400°С. Установив конвертер в вертикальное положение, в него подают кислород. Как только началась продувка, в расплавленный чугун вводят остальные компоненты, входящие в состав шлака. Перемешивание чугуна со шлаком осуществляется под действием продувки.
Особенностью основного шлака является большое содержание оксида кальция и оксида железа, которые в начале продувки способствуют удалению фосфора. Если же содержание фосфора превышает требуемый показатель, шлак сливают и наводят новый. Продувку кислородом заканчивают, когда содержание углерода в конечном продукте соответствует определенному параметру. После этого конвертер переворачивают и производят слив стали в ковш, куда добавляют раскислители и другие добавки.
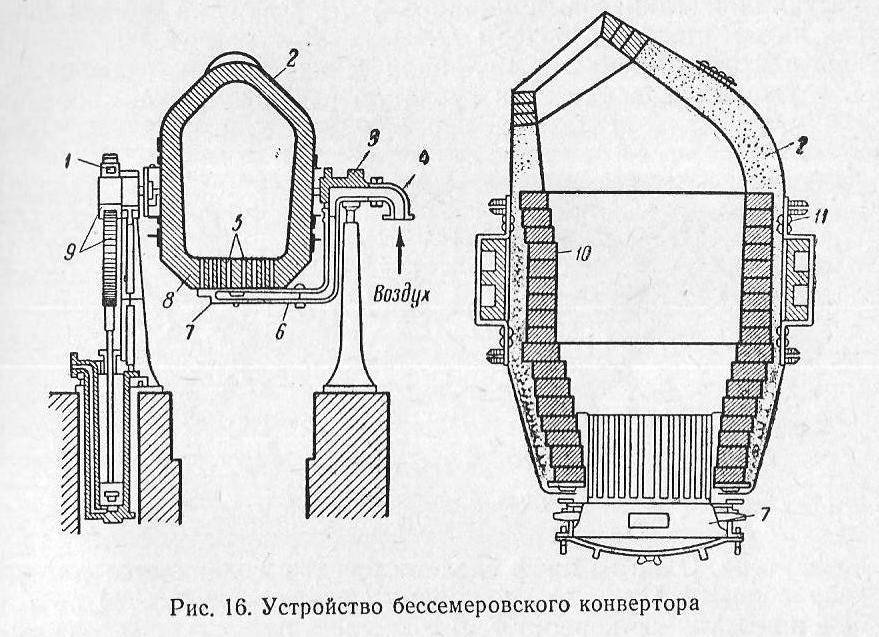
Томасовский способ
Томасовский способ – продувка через жидкий металл воздуха, но футеровка основная и благодаря этому становится возможным удаление фосфора. Футеровка доломитовая (МgO, СаО). Применяется для переплавки в стали чугунов марок Т-1 и Т-2, содержащих повышенный % фосфора до 2,2% и серы.
В томасовском конвертере процессы окисления протекают в такой же последовательности, как и в бессемеровском, за исключением того, что в третьем периоде идет бурное окисление фосфора, за счет чего резко повышается температура стали и сталь становится более качественной и пластичной.
Для удаления Р и S в конвертер загружается 12-14% от веса заливаемого чугуна – известняк СаСО3:
– 2Р + 5FeO + 4СаО → Р2О5(СаО)4 + 5Fe
шлак
Р2О5(СаО)4 – очень прочное соединение и ценное удобрение для сельского хозяйства.
– FeS + СаО → СаS + FeО, где СаS – непрочное соединение, поэтому вводят Mn:
СаS + MnO → MnS + СаО, где MnS – не переходит в ванну, если остается, то это более тугоплавкое соединение нежели FeS + Fe (tплавл. ≈ 988°С).






В настоящее время томасовский способ в нашей стране почти не применяется, так как высокофосфористых и высокосернистых руд у нас мало.
Рассмотренные конвертерные способы выплавки стали имеют следующие преимущества:
- Высокая производительность (время плавки 20-30 мин.).
- Простота конструкций печей (конвертеров) и следовательно малые капитальные затраты.
- Малые эксплуатационные затраты.
- Не требуется при плавке специально вводить тепло, так как оно получается в конвертерах за счет реакций окисления примесей.
Недостатки:
- Значительный угар железа (до 13%).
- Невозможность переплавлять в больших количествах скрап (металлический лом).
- Более низкое качество стали (главный недостаток конвертирования) – например, за счет продувки воздухом в стали увеличивается содержание азота (до 0,025-0,048%), которое заметно снижает качество стали.
- Из-за непродолжительности процесса невозможно в конвертерах выплавлять стали сложного химического состава, а из-за невысоких температур (наибольшая tплавл. = 1600°С) невозможно добавлять тугоплавкие легирующие компоненты (W, Mo, Nb и т.д.).
Таким образом до настоящего времени конвертерное производство стали было ограничено из-за вышеизложенных недостатков. В конвертерах выплавлялись лишь простые углеродистые стали обыкновенного качества.





