

В оболочковые формы
Литьё в оболочку применяют для получения головок цилиндров, шатунов и других деталей машин, где требуется повышенная точность. Для данного процесса необходима песчаная форма, причём используется особый тип покрытого смолой песка.
Процесс обеспечивает ряд преимуществ:
- возможность создавать сложные формы с высочайшей точностью;
- низкие трудозатраты;
- пригоден для большинства металлов и сплавов;
- используется при любых масштабах производства;
Вначале песок тщательно перемешивается со смолой, которая действует как связующее. Затем песок засыпается в нагретую форму, температура которой обычно достигает 750…13000С. Нагретая форма инициирует реакцию с песком, покрытым смолой. Когда песок вступает в контакт с горячей формой, на внутренней её поверхности образуется оболочка. Далее излишки песка удаляют из формы, а затем удаляется и сама оболочка, для чего используются выталкивающие штифты. Выталкиватель встроен в саму форму, что позволяет легко удалить вновь созданную оболочку, при этом не повредив её.
По газифицируемым моделям
Представляет собой технологию получения отливок высокого качества с применением исходной модели (заготовки), полученной из материала, который при заливке расплавленного металла в форму насыщается выделяющимися газами.
В результате действия высоких температур, которое проявляется в процессе заливки расплава в форму, модель сначала разрушается, а затем расплавляется. Продукты разрушения в капелеподобном состоянии выдуваются непрерывным газовым потоком. При этом в зоне обработки, в зависимости от конструктивной схемы установки, создается либо отрицательное давление, либо вакуум. Под влиянием разницы давлений внутри и вне контейнера освободившееся место занимается металлическим расплавом, который детально воссоздаёт конфигурацию и размеры отливки.
Двухкомпонентное литье
Двухкомпонентное литье пластмассы позволяет получать самую разнообразную продукцию. Процесс двухкомпонентного литья выглядит следующим образом:
- В пресс-форму впрыскивают поверхностный материал, который затвердевает на рабочих поверхностях.
- После впрыска и отвердевания материала, который будет располагаться на поверхности в форму, подают базовый материал.

Двухкомпонентное литье
Порядок подачи материала при использовании этой технологии может быть изменен в зависимости от параметров изготавливаемой продукции. Основная особенность такого вида получения деталей – это контроль над количеством материала. Если пропорции не соблюдены, то деталь может быть испорчена.
Свойства формовочных смесей
Формовочную смесь характеризуют основные свойства:
- Прочность определяет способность формы сохранять свою конфигурацию
- Пластичность — важна для способности формы повторять подробности контура и деталей поверхности модели.
- Газопроницаемость. Крупнозернистые составы легче пропускают газы.
- Огнеупорность. Материал не должен плавиться или спекаться, ухудшая однородность поверхности отливки
- Податливость
- Гомогенность. Однородность смеси гарантирует постоянство ее свойств в пространстве.
- Теплопроводность. Качественный материал имеет низкую теплопроводность. Это не дает примыкающему к форме слою отливки слишком быстро остывать, ухудшая свои свойства
- Долговечность особенно важна для многоразовых форм. Для одноразовых форм долговечность означает число циклов повторного использования земли после измельчения и просеивания.
Свойства формовочных смесей
Для смесей разных назначений на первый план выходят разные свойства. Так, для облицовочных важны пластичность, огнеупорность и теплопроводность, а для наполнительных важнее прочность и газопроницаемость.
Особенности формирования отливок и их качество
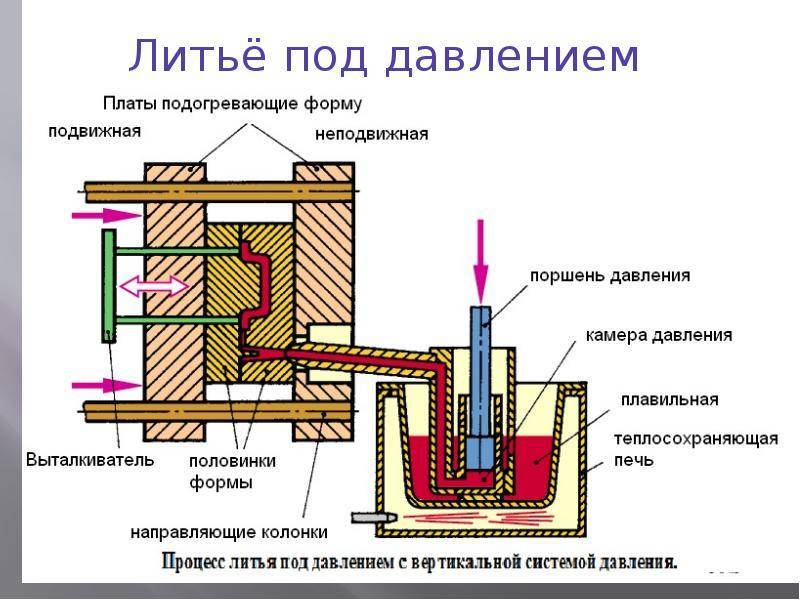
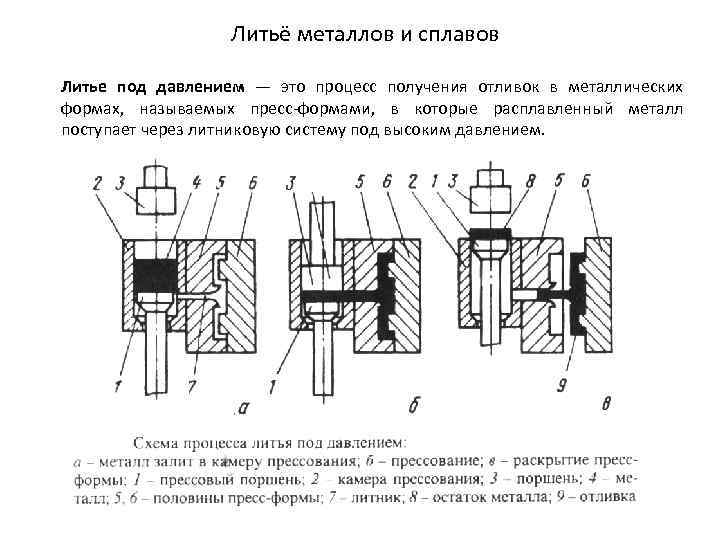
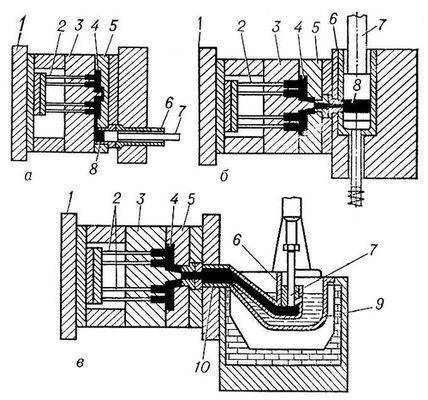
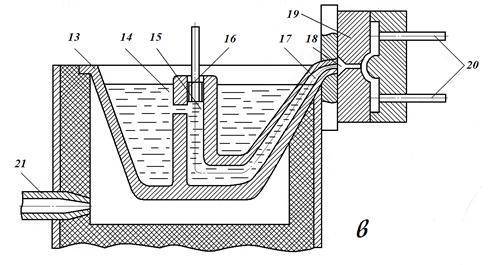
При литье под давлением основные показатели качества отливки – точность размеров, шероховатость поверхности, механические свойства, плотность и герметичность – определяются следующими особенностями ее формирования:
1. Кратковременность заполнения полости пресс-формы расплавом. Скорость поступления расплава в пресс-форму для разных отливок и сплавов колеблется от 0,3 до 140 м/с, продолжительность ее заполнения 0,02 – 0,3 с, а конечное давление на расплав может достигать 500 МПа. Это позволяет, несмотря на высокую скорость охлаждения расплава в форме, изготавливать весьма сложные корпусные отливки с толщиной стенки менее 1 мм из сплавов с низкой и даже близкой к нулю жидкотекучестью (таким свойством обладают, например, сплавы, находящиеся в твердожидком состоянии). Высокая кинетическая энергия движущегося расплава и давление, передаваемое на него в момент окончания заполнения формы, способствуют получению отливок с низкой шероховатостью поверхности.






2. Газонепроницаемость материала пресс-формы. Вентиляция рабочей по-лости происходит посредством специальных вентиляционных каналов. При высоких скоростях поступления расплава в полость пресс-формы воздух, а также газообразные продукты разложения смазочного материала, образующиеся при его взаимодействии с расплавом, не успевают полностью удалиться из пресс-формы за время заполнения ее расплавом. Они препятствуют заполнению пресс-формы и попадают в расплав, приводя к образованию неслитин, неспаев, раковин и газовоздушной пористости в отливках. Газовоздушная пористость приводит к уменьшению плотности отливок, снижению их герметичности и пластических свойств. Воздух, газы, продукты разложения смазочного материала, находящиеся в порах отливки под высоким давлением, затрудняют ее термическую обработку: при нагреве прочность отливки снижается, а давление газов в порах повышается, что вызывает коробление отливки, на ее поверхности появляются пузыри.
Для снижения газовоздушной пористости в отливках используют ряд технологических приемов, а также специальные способы литья под давлением (см. подраздел 4.2).
3. Высокая интенсивность теплового взаимодействия между материалом отливки и пресс-формой, обусловленная ее высокими теплопроводностью и теплоемкостью, малым термическим сопротивлением слоя смазочного материала и продуктов его разложения, значительным давлением расплава и отливки на стенки пресс-формы, улучшающим контакт между ними. Это способствует получению мелкозернистой структуры, особенно в поверхностных слоях отливки, повышению ее прочности и высокой производительности процесса.
4. Передача в момент окончания заполнения металлом пресс-формы давления, развиваемого пресс-поршнем в камере прессования, на расплав в полости формы. Это улучшает питание отливки, способствует уменьшению усадочной пористости, сжатию газовоздушных включений. В результате воз-растают плотность, герметичность и механические свойства отливки. Однако эффективность действия подпрессовки ограничена, так как это давление на расплав в пресс-форме действует только до тех пор, пока питатель не затвердеет.
5. Использование металлической пресс-формы с точными размерами и низкой шероховатостью рабочих поверхностей. Это способствует получению высокоточных отливок по массе, геометрии и размерам. Высокая точность размеров отливок (классы 1 – 4 по ГОСТ 26645—85 (изм. № 1,1998)) позволяет уменьшить припуски на обработку до 0,3 – 0,8 мм, а в некоторых случаях полностью исключить обработку резанием. Остается только зачистка мест удаления питателей, соединительных каналов промывников и облоя. Коэффициент точности отливок по массе (КТМ) при литье под давлением достигает 0,95 – 0,98. Шероховатость поверхности отливок, полученных под давлением, зависит в основном от шероховатости поверхности пресс-формы и технологических режимов литья. Обычно эти отливки имеют шероховатость от Rz = 160 – 80 мкм (сплавы на основе меди) до Rz = 1,00 – 0,32 мкм (цинковые сплавы).
Электрошлаковое литьё
Существуют виды литья металлов, которые в силу своей сложности и дороговизны целесообразно использовать для получения отливок для особо ответственных деталей.

Электрошлаковое литьё
Электрошлаковое литье выполняют в несколько этапов:
- Создание шихты, для этого применяют предварительно подготовленные электроды.
- Затем, электроды подогревают снизу. Для этого через токопроводящий шлак пропускают электричество. Оно разогревает шлак, и полученное тепло прогревает электроды.
- Стальной расплав рафинируют шлаком, который исключает его насыщение кислородом и освобождает его от примесей.
- В этом процессе применяют формы, выполненные из металла и оснащенные системой водяного охлаждения. Именно в ней происходит остужение металла и формирование детали. Если существует необходимость в получении заготовок с внутренними пустотами, то для этого применяют металлическими стержнями.
Основное достоинство этого вида отливки металла заключается в том, получается расплав без посторонних примесей и равномерной структурой стали. Такой вид плавки применяют для получения специальных сплавов, которые, получить другими видами не получается.
Виды отливочных форм
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.
Отливочная форма из графита
Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.





Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.
При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Настолько щепетильная работа требует от всего персонала высокой точности и квалификации. Каждый этап производства проводится в оптимальных условиях, способствующих выходу только качественной продукции.
Преимущества и недостатки метода
Любой технологический процесс имеет как сильные, так и слабые стороны. Преимущества литья под давлением:
- Изменение свойств отливки. Увеличиваются параметры прочности, твердости материала.
- Возможность использовать формы для литья несколько раз подряд.
- Улучшается качество поверхности изделия.
- Высокая точность соблюдения установленных размеров отливок.
- Возможность создания тонкостенных изделий (менее 1 мм).
- Нет дополнительных процессов сборки, разборки, выбивки готовых деталей из форм.
- Современное оборудование позволяет регулировать скорость поступления расплавленного металла.
- Конструкции для заливки быстро изнашиваются, если часто работать с высокими температурами.
- Крайне сложно изготавливать изделия с отверстиями, выемками, полостями.
- При охлаждении изделия получают внутреннее напряжение.
- Нельзя создавать крупногабаритные заготовки, поскольку оборудование ограничено по мощности.

Преимущества и недостатки
К преимуществам литья металлов под давлением относятся:
- улучшение условий для усадки отливки;
- высокая герметичность изделий;
- глубокий рельеф;
- точное соблюдение размеров;
- широкие художественные возможности;
- минимальная потребность в специальной обработке полученных предметов;
- качественное изготовление небольших тиражей продукции (от 10 до 100 штук);
- оптимальный набор условий для выпуска медалей, значков, мебельной фурнитуры тиражом до 1000 штук.
Среди недостатков, которые имеет литье под давлением, можно выделить:
- долгую подготовку к изготовлению изделий (не менее недели);
- сложность конфигурации отливки;
- высокую стоимость расходных материалов.
Электрошлаковое литьё
Существуют виды литья металлов, которые в силу своей сложности и дороговизны целесообразно использовать для получения отливок для особо ответственных деталей.

Электрошлаковое литьё
Электрошлаковое литье выполняют в несколько этапов:
- Создание шихты, для этого применяют предварительно подготовленные электроды.
- Затем, электроды подогревают снизу. Для этого через токопроводящий шлак пропускают электричество. Оно разогревает шлак, и полученное тепло прогревает электроды.
- Стальной расплав рафинируют шлаком, который исключает его насыщение кислородом и освобождает его от примесей.
- В этом процессе применяют формы, выполненные из металла и оснащенные системой водяного охлаждения. Именно в ней происходит остужение металла и формирование детали. Если существует необходимость в получении заготовок с внутренними пустотами, то для этого применяют металлическими стержнями.
Основное достоинство этого вида отливки металла заключается в том, получается расплав без посторонних примесей и равномерной структурой стали. Такой вид плавки применяют для получения специальных сплавов, которые, получить другими видами не получается.
«Земляной» метод литья
Наиболее простым и древним способом является литье металла в землю. Но «простота» его — относительно условное понятие, так как работа эта требует предельно кропотливой подготовки. Что под ней подразумевается?
Сперва в модельном цехе делается полноразмерная и максимально подробная модель будущей отливки. Причем размер ее должен быть несколько больше того изделия, которое должно получиться, так как металл при охлаждении будет оседать. Как правило, модель делают разъемной, из двух половинок.
Как только с этим покончено, готовят специальную формовочную смесь. Если у будущего изделия должны быть внутренние полости и пустоты, то придется готовить еще и стержни, а также дополнительный формовочный состав. Они должны временно заполнить те участки, которые в готовой детали «пустуют». Если вас интересует литье металлов в домашних условиях, обязательно помните об этом обстоятельстве, так как в противном случае уже заполненную опоку может попросту разорвать давлением, причем последствия этого могут оказаться самыми печальными.







Основные этапы
Литье бронзы подразумевает под собой технологический процесс, который требует использование специального оборудования и соблюдения определённых этапов производства:
- В первую очередь подготавливается чертеж будущей заготовки.
- Создаётся примыкание к модели литниковой системы. Для этого производится спаивание или приклеивание.
- Изготавливается литьевая форма из огнеупорных смесей.
- Форма освобождается от модельного состава. Для этого её нагревают паром или опускают в ёмкость с горячей водой.
- Используя центробежную машину, расплавленная бронза заливается в форму.
- Будущей заготовке дают самостоятельно остыть.
Для дальнейшей обработки детали из бронзы форма разбивается. Заготовка промывается с помощью химических составов.
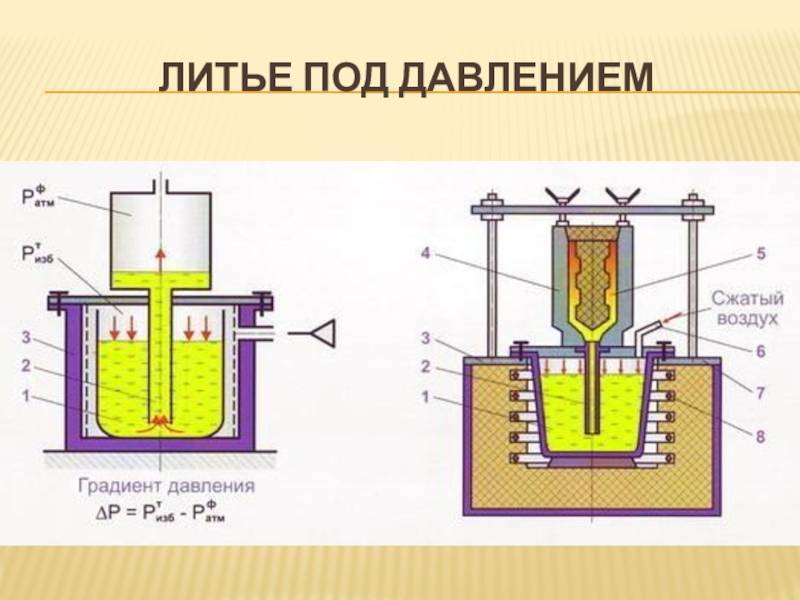
Виды литья под давлением
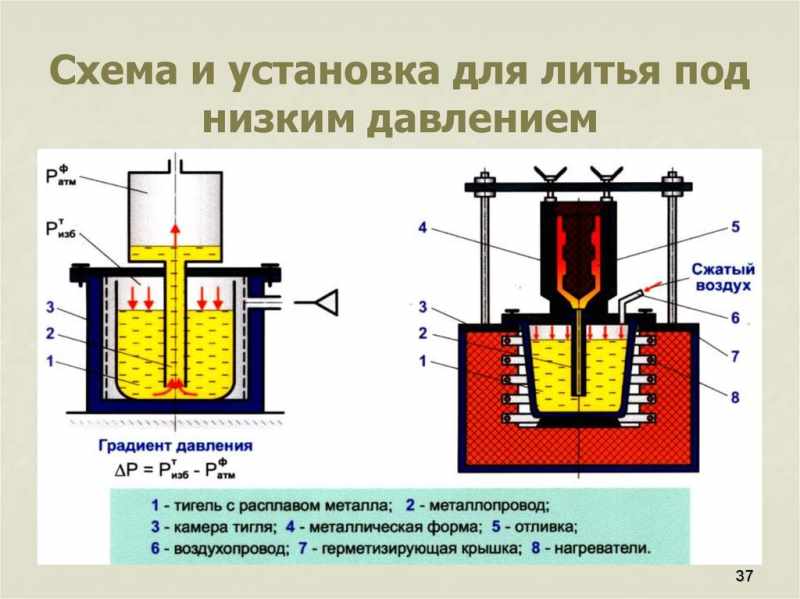
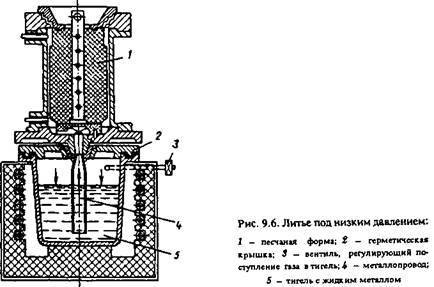
Литье металлов под низким давлением
Литье под низким давлением завоевало заслуженную популярность в цветной металлургии. Большая часть деталей малых, средних и больших серий для многих отраслей промышленности получают этим способом.

Установка для литья под низким давлением
Литье пластмасс под давлением
Литье из пластмасс возникло практически сразу после внедрения метода литья из металлов и стало широко использоваться. 95 % всех деталей, получаемых из пластиков, изготавливаются способом литья. Разработано и широко применяется несколько способов литья из пластмасс:
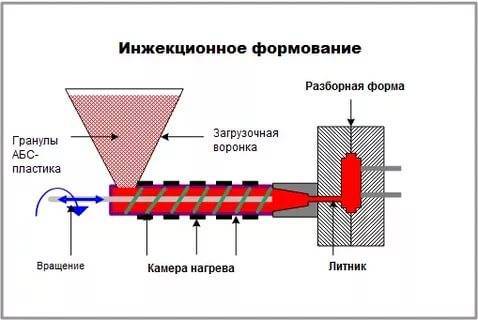
- Инжекционный. Наиболее употребляемый способ, характеризуется высоким давлением и скоростью впрыскивания материала в форму. Применяется для изделий сложной геометрии, с тонкими или толстыми стенками.
- Интрузивный. Избыточное давление невысоко, первоначальный объем впрыскиваемого материала меньше объема формы. Материал продолжает расширяться в форме и заполняет ее. Применяется для отливок несложной формы и с низкой детализацией поверхности.
- Инжекционно-прессовый. Используется для изделий с большой поверхностью. Давление на расплав, кроме усилия подачи, производится также и за счет смыкания частей формы.
Литье под высоким давлением
Метод применяется как в черной, так и в цветной металлургии и позволяет получать наиболее точные и однородные отливки. Метал под высоким напором поступает в форму со скоростью до 120 м/с. и мгновенно заполняет форму.

Литье под высоким давлением
Деталям, полученным литьем под давлением металлов, практически не требуется финишная механическая обработка. Таким методом можно отливать детали практически любой конфигурации, с тонкими стенками, с готовыми отверстиями и даже с готовой резьбой.
Инжекционное литье
Инжекционный метод от обычного литья под давлением тем, что металл попадает в матрицу в виде порошка, смешанного со связующим веществом. Формы делают из высокопрочных сталей. Высокая текучесть смеси позволяет заполнить мельчайшие детали рельефа форм самой сложной конфигурации, включающих внутренние полости.









Инжекционное литье металлов
Первичные или так называемые «зеленые» отливки подвергают температурному воздействию, вызывая спекание металлического порошка и удаляя связующие вещества. В результате получают конечные, или «коричневые» отливки. Достоинством этого метода является высокая точность поверхности, делающая ненужной дополнительную механическую обработку или сводящую ее к минимуму. Другим преимуществом является высочайшая физико-химическая однородность отливки, что обуславливает ее высокую прочность и низкий износ.
Литьё по выплавляемой модели
Ещё один способ литья металлов — по выплавляемой модели — применяется в случаях изготовления деталей высокой точности (например лопатки турбин и т. п.) Из легкоплавкого материала: парафин, стеарин и др., (в простейшем случае — из воска) изготавливается точная модель изделия и литниковая система. Наиболее широкое применение нашёл модельный состав П50С50 состоящий из 50 % стеарина и 50 % парафина, для крупногобаритных изделий применяются солевые составы менее склонные к короблению. Затем модель окунается в жидкую суспензию на основе связующего и огнеупорного наполнителя. В качестве связующего применяют гидролизованный этилсиликат марок ЭТС 32 и ЭТС 40, гидролиз ведут в растворе кислоты, воды и растворителя (спирт, ацетон). В настоящее время в ЛВМ нашли применения кремнезоли не нуждающиеся в гидролизе в цеховых условиях и являющиеся экологически безопасными. В качестве огнеупорного наполнителя применяют: электрокорунд, дистенсилиманит, кварц и т. д. На модельный блок (модель и ЛПС) наносят суспензию и производят обсыпку, так наносят от 6 до 10 слоёв. С каждым последующим слоем фракция зерна обсыпки меняются для формирования плотной поверхности оболочковой формы. Сушка каждого слоя занимает не менее получаса, для ускорения процесса используют специальные сушильные шкафы, в которые закачивается аммиачный газ. Из сформировавшейся оболочки выплавляют модельный состав: в воде, в модельном составе, выжиганием, паром высокого давления. После сушки и вытопки блок прокаливают при температуре примерно 1000 для удаления из оболочковой формы веществ способных к газообразованию. После чего оболочки поступают на заливку. Перед заливкой блоки нагревают в печах до 1000. Нагретый блок устанавливают в печь и разогретый металл заливают в оболочку. Залитый блок охлаждают в термостате или на воздухе. Когда блок полностью охладится его отправляют на выбивку. Ударами молота по литниковой чаше производится отбивка керамики, далее отрезка ЛПС.Таким образом получаем отливку.
В силу большого расхода металла и дороговизны процесса ЛВМ применяют только для ответственных деталей.
Процесс литья по выплавляемым моделям базируется на следующем основном принципе:
• Копия или модель конечного изделия изготавливаются из легкоплавкого материала.
• Эта модель окружается керамической массой, которая затвердевает и образует форму.
• При последующем нагревании (прокалке) формы модель отливки расплавляется и удаляется.
• Затем в оставшуюся на месте удалённого воска полость заливается металл, который точно воспроизводит исходную модель отливки.
2.1. Сущность литейного производства
Производство литых изделий известно с глубокой древности. В Китае, Индии, Вавилоне, Египте, Греции, Риме отливали предметы вооружения, религиозного культа, искусства, домашнего обихода. В XIII–XV веках Византия, Венеция, Генуя, Флоренция славились литыми изделиями.
В русском государстве в XIV…XV веках отливались бронзовые и чугунные пушки, ядра и колокола. В 1586 г. А. Чохов отлил «Царь-пушку» (рис. 1.9). «Царьпушка» — чугунная отливка массой около 39 т (диаметр ствола — 890 мм, длина — 4 м, калибр — 887 мм). Для выстрела каменным ядром для пушки необходим был заряд пороха массой 84 кг. Расчетная скорость вылета ядра из ствола составляла 230 м/с, а скорость ядра на расстоянии 1 000 м от пушки — 180 м/с. Позднее в России были созданы и другие замечательные образцы литейного искусства. Так, в 1735 г. был отлит «Царь-колокол» (рис. 1.10) массой свыше 200 т отцом и сыном Моториными, в 1782 г. — памятник Петру I « Медный всадник» (массой 22 т) Э. Фальконе, в 1816 г . — памятник Минину и Пожарскому В. П. Екимовым, в 1850 г. — скульптурные группы Аничкова моста (рис. 1.11) в Петербурге П. К. Клодтом и др. В 1894 г. на заводе в Перми была изготовлена чугунная отливка шабота для кузнечного молота массой 620 т.
Рис. 1.9. Царь-пушка Рис. 1.10. Царь-колокол Рис. 1.11. Скульптуры Аничкова моста
Литейное производство — отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей путем заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию заготовки или детали. При охлаждении залитый металл затвердевает и в твердом состоянии сохраняет конфигурацию той полости, в которую он был залит. Конечную продукцию литейного производства (заготовку или деталь) называют отливкой.
Общий мировой выпуск отливок в 2011 г . составил 75 млн т. При этом 70 % отливок приходится на машиностроение, где масса литых деталей от их общей массы составляет 50 %. Из литых заготовок в станкостроении изготавливают 80 % всех деталей, в сельскохозяйственном машиностроении и в тракторостроении — до 60 %.
Методом литья изготавливают блоки двигателей, головки цилиндров, поршни и поршневые кольца, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков и прокатных станов, турбинные лопатки, гусеничные траки, ковши экскаваторов и другие детали, которые затруднительно или невозможно получить другими методами обработки металлов (в частности, давлением и резанием).
Технология литья позволяет:
1) получать изделия сложной формы и различных размеров (блоки цилиндров ДВС, станины металлорежущих станков, фасонное художественное литье);
2) изготавливать изделия с минимальными припусками на обработку (детали фотоаппаратов, поршни ДВС). При этом коэффициент использования металла (КИМ) составляет не менее 70 %, а при литье под давлением — 95 %;
3) изготавливать изделия из сплавов с низкой пластичностью и низкой обрабатываемостью резанием (ковши экскаваторов, траки и т. д.).







Для изготовления отливок применяют литье в песчаноглинистые формы и специальные способы (литье по выплавляемым моделям, в оболочковые формы, в кокиль, под давлением, центробежное литье и др.).
При выборе способа литья учитывают объем производства, требования к геометрической форме изделия и чистоте поверхности, химический состав заливаемого металла, форму отливки, экономические соображения и другие факторы.
Независимо от способа литья во всех случаях для получения отливки нужна литейная форма. Литейная форма представляет собой конструкцию, состоящую из элементов, образующих рабочую
полость, заполнение которой расплавом обеспечивает получение отливки заданных размеров и конфигурации.
При изготовлении отливок литейная форма является основным инструментом. Форма обеспечивает, во-первых, необходимую конфигурацию и размеры отливки, во-вторых, заданную точность и качество ее поверхности, в-третьих, определенную скорость охлаждения залитого металла, способствующую формированию требуемой структуры и соответствующих свойств отливки.
Литейные формы подразделяют по количеству заливок на разовые и многократные, по материалу — па песчаные, песчаноцементные, гипсовые, металлические, из высокоогнеупорных материалов и др.
Основными операциями технологического процесса изготовления отливок являются: изготовление литейной формы, плавка металла и заливка в форму, извлечение отливок из формы.





