

Виды разверток и их цена
Механическая обработка отверстий может выполняться различным по конструкции инструментом:
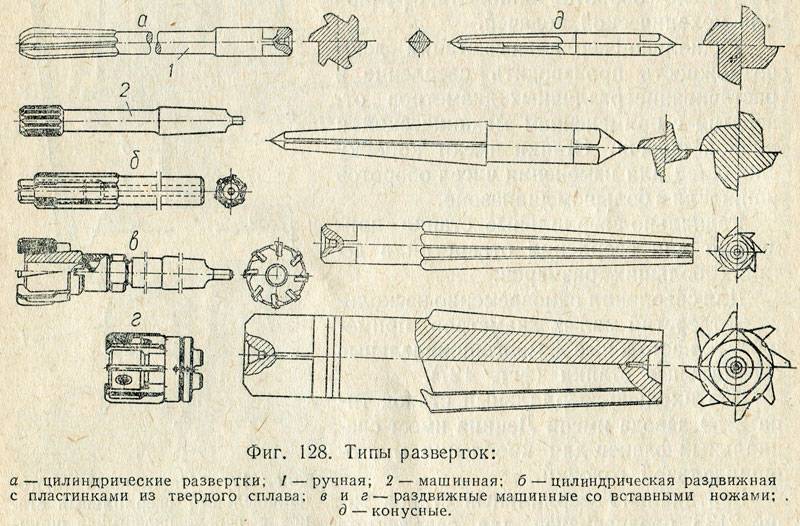
Цельная развертка
Имеет монолитную конструкцию, получила самое широкое распространение из-за относительно невысокой стоимости (от 20 рублей за штуку).
Цельные варианты отливаются из быстрорежущей или инструментальной стали.
Насадная
Представляет собой трубку, на внешней стороне которой находятся зубья, а по центру расположено отверстие для установки на хвостовик, который затем монтируется в патроне станка.
Диаметр такого инструмента может достигать 30 см.
Стоимость 300 – 1300 рублей.

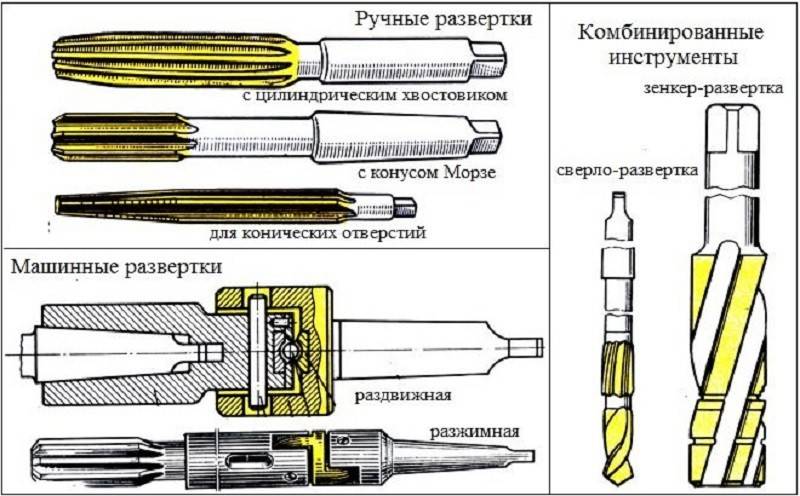
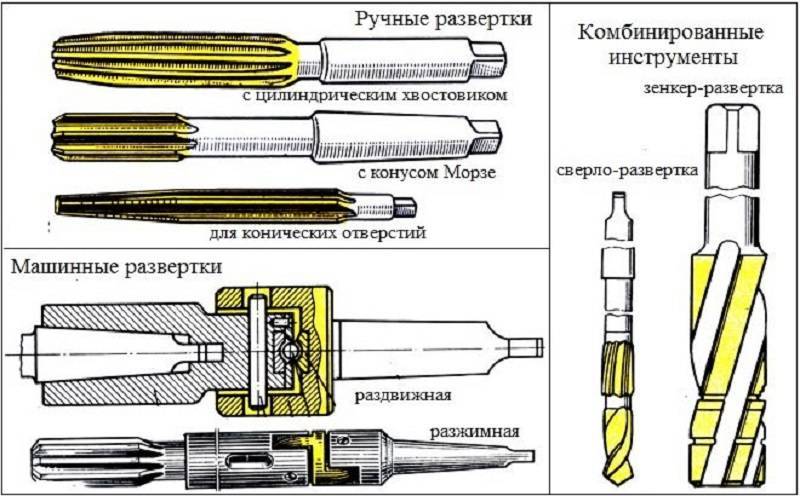
Комбинированная
Представляет собой сочетание одновременно двух инструментов, и/или имеет две рабочие поверхности.
Яркий пример: зенкер-развертка.
Регулируемая
По сути универсальная развертка, диаметр которой может достигать 50 мм.
Это особый инструмент, который за счет возможности регулировки диаметра (хоть и в небольших пределах) способен заменить несколько нерегулируемых вариантов.

По способу регулировки может быть разжимной и раздвижной.
Цена в среднем от 350 рублей, может превышать 3 тыс. рублей.
Шило-развертка
Предназначено для ручной подгонки отверстий в мягких и тонких материалах, например таких, как: пластмасса, картон, фанера, тонкий и мягкий металл.
Бывает двух вариантов:
– четырехгранная , отличается от обычного шила четырехгранным острием малого диаметра, в основном используется для бумаги;
– разборная – состоит из двух частей: ручка и непосредственно острие. Здесь диаметр отверстия можно расширить до 14мм.

По форме рабочей части развертка бывает:
Для работы по стандартным отверстиям.
Стоимость – от 50 до 100 рублей.
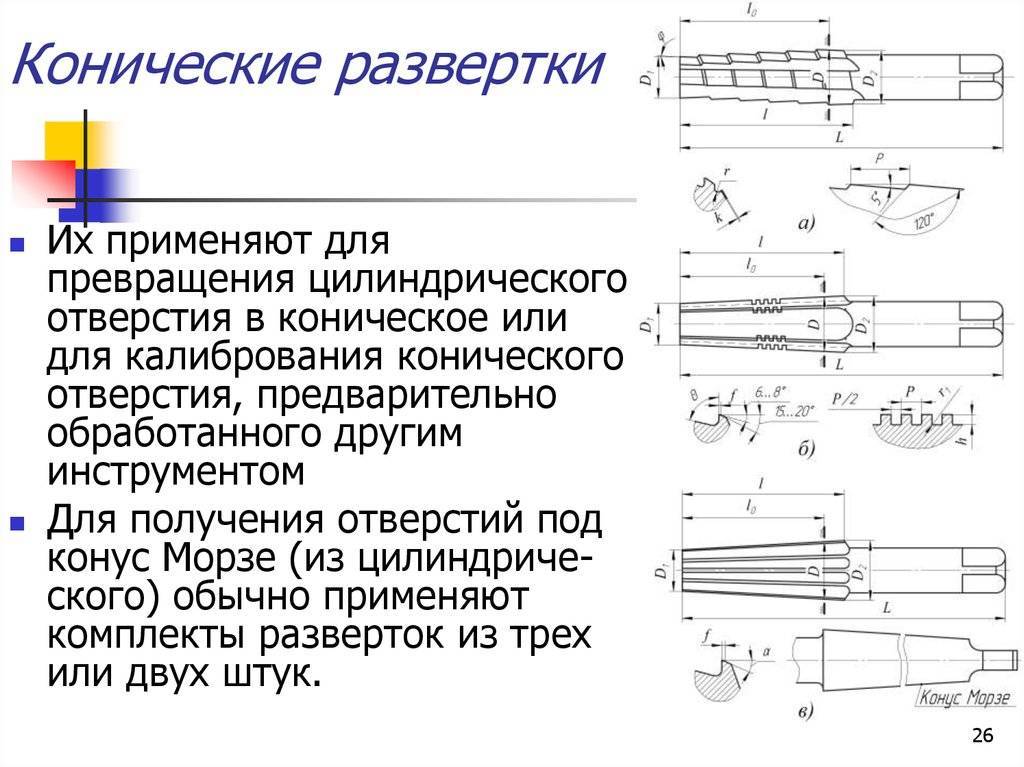
Коническая
Для обработки как стандартных, так и конических отверстий, результатом чего становится только коническое отверстие по размерам самого инструмента.
Формой напоминает конус со срезанной вершиной.

Цена – от 50 рублей за штуку, в зависимости от конусности и диаметра.
Ступенчатая
Встречается намного реже, выглядит, как конический вариант, но со ступенчатым скосом.
Используется для работы с отверстиями в листовых металлах.

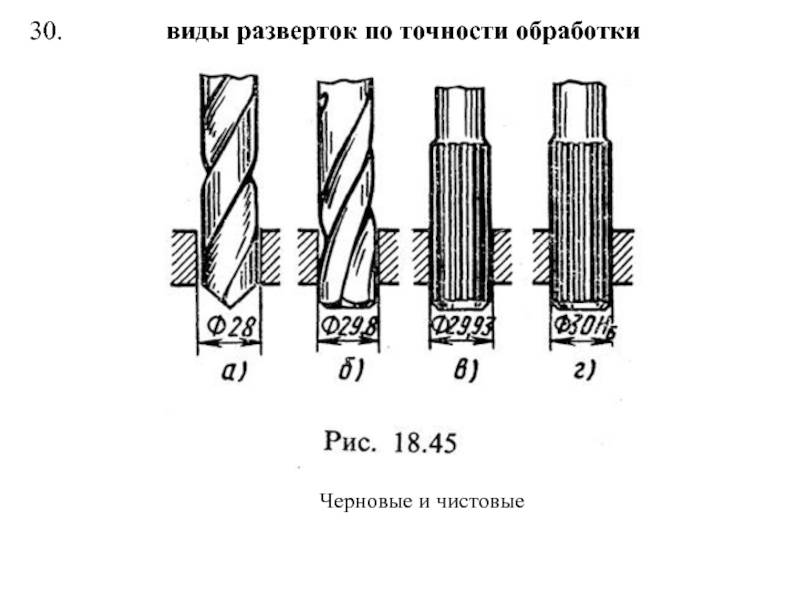
Также деление инструмента осуществляется по точности его работы:
- По квалитету для цилиндрических моделей.
- По качеству обработки для конических. Это может быть черновая развертка (обдирочная, с расположением зубьев непрерывно по всей длине), промежуточная и для окончательной доводки чистовая.
- По номерам от N1 до N6 для цилиндрических вариантов с калибровочным припуском.
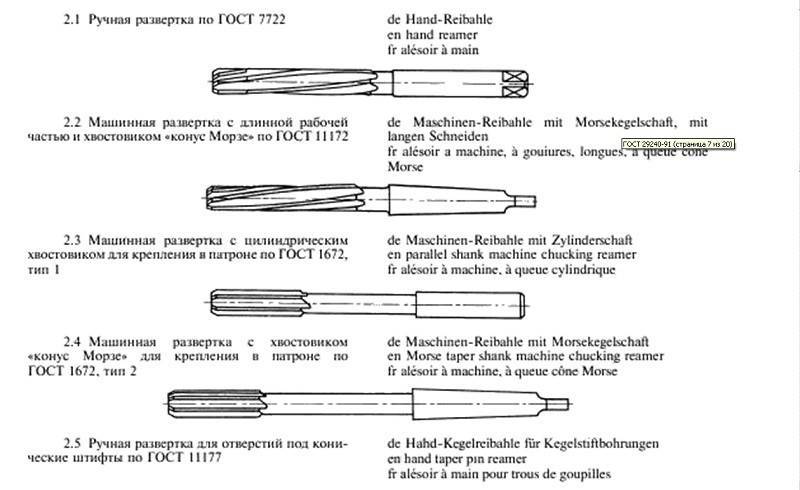
По способу эксплуатации, под который изготавливается хвостовая часть, развертка бывает:
Ручная
Для установки в вороток, с квадратным хвостовиком.
Диаметр обычно не превышает 50 мм, а с его возрастанием увеличивается сложность проворачивания инструмента из-за повышения силы трения.
Цена – от 20 рублей.
Машинная
С коническим или цилиндрическим хвостовиком для установки в патрон металлообрабатывающего станка.
Стоимость также начинается от 20 рублей.

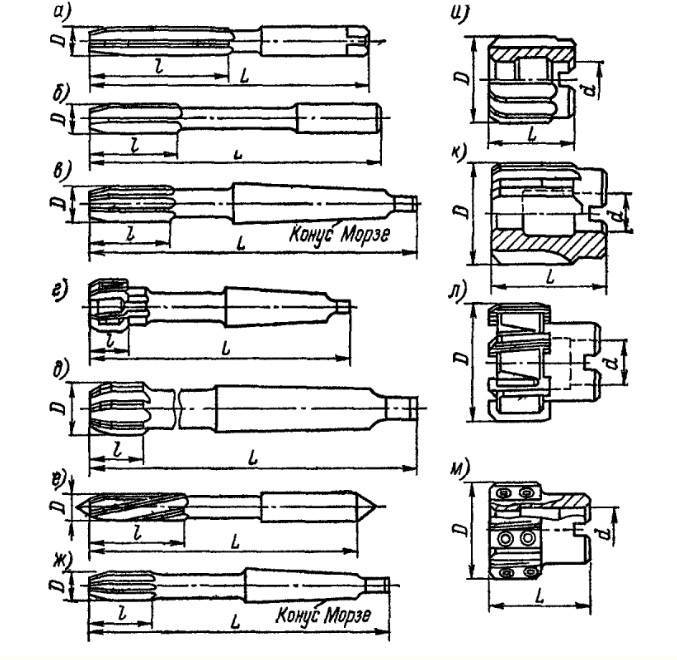
Последний вариант по типу рабочей части можно разделить на следующие виды:
- Насадная развертка (упоминалась ранее).
- Со сменными твердосплавными пластинами.
- С напаянными пластинами.
Также инструмент классифицируется по иным характеристикам, например:
- По металлу, который был использован в производстве.
- По количеству зубьев. Как уже говорилось, это 6 – 16 штук.
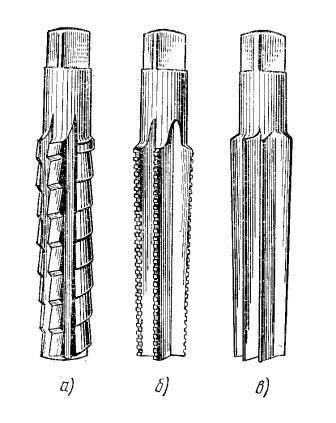
- По форме канавок – прямые и винтовые.
Стоимость разверток зависит как от типа самого инструмента, так и от его размера, класса точности.
Реальные ценники могут отличаться от приведенных.
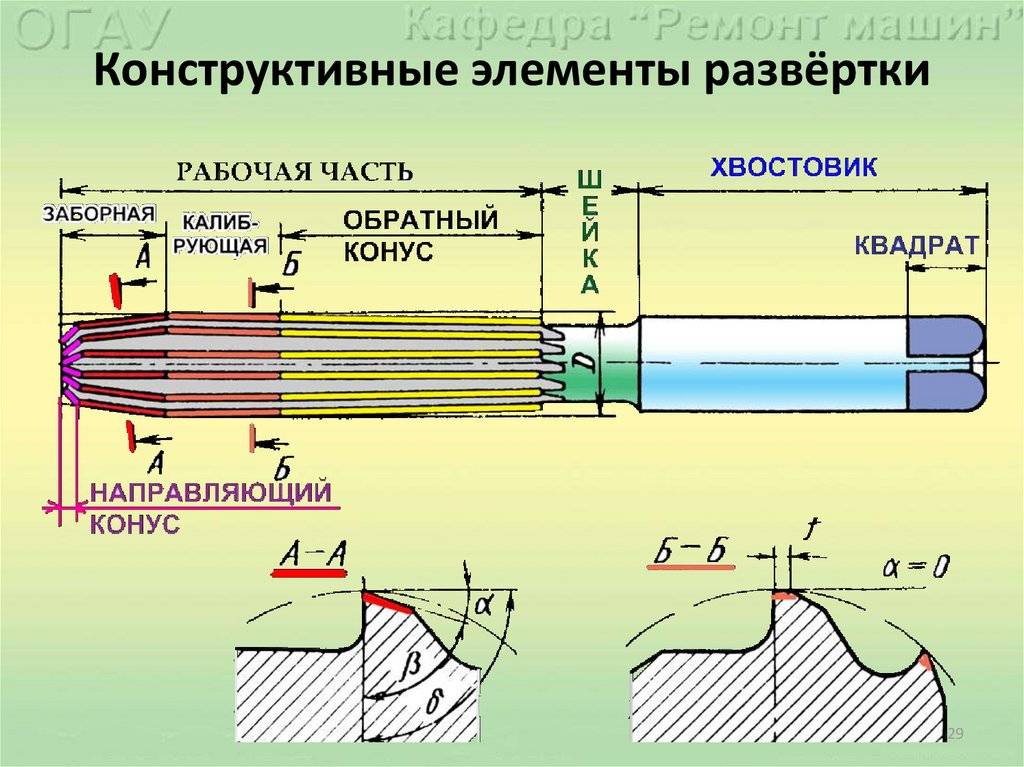
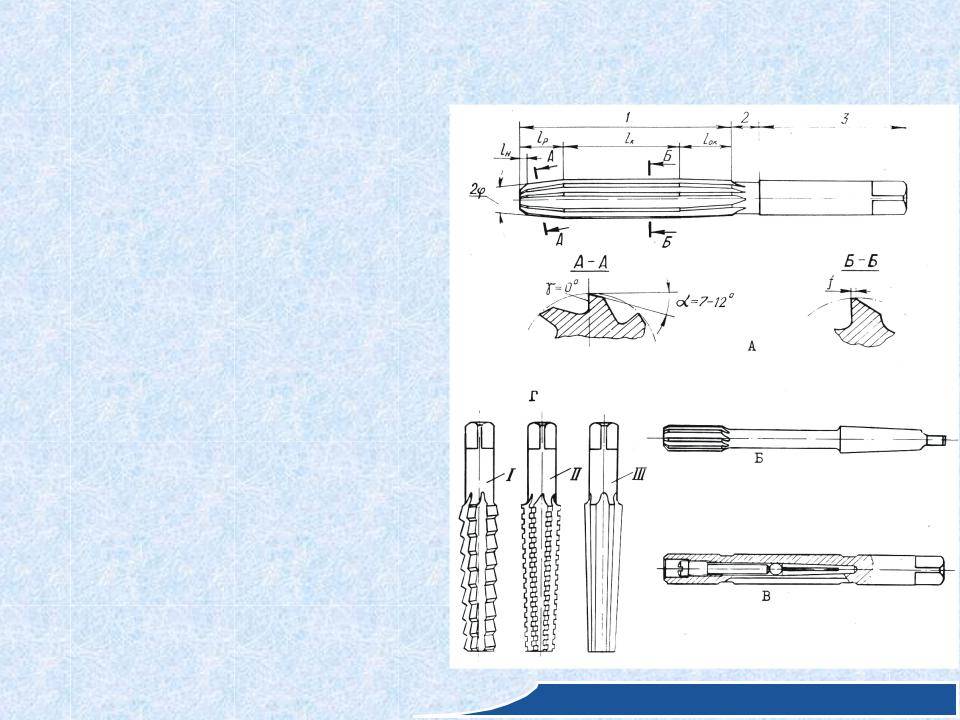
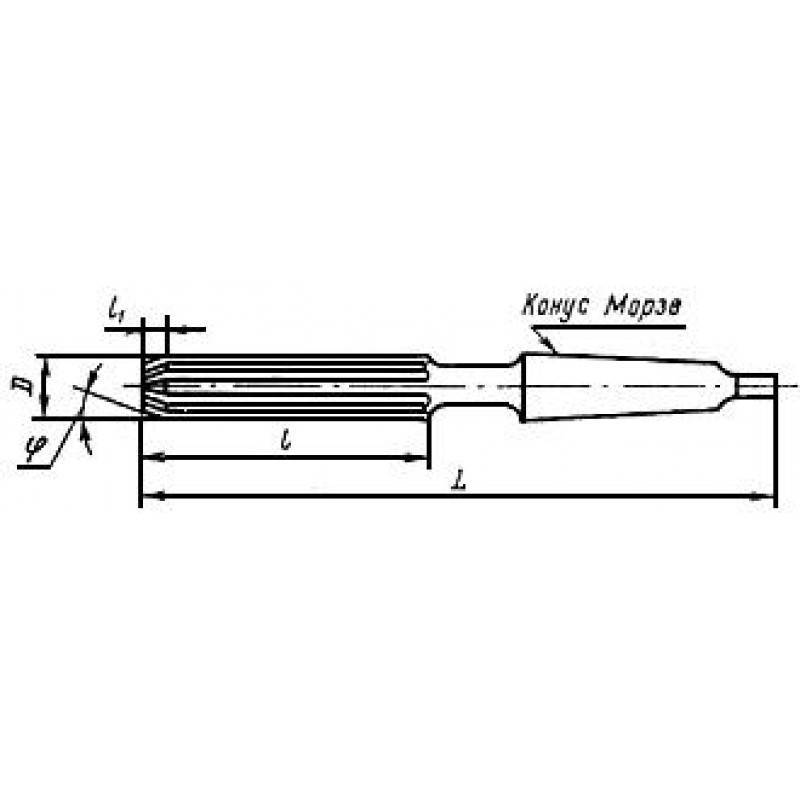
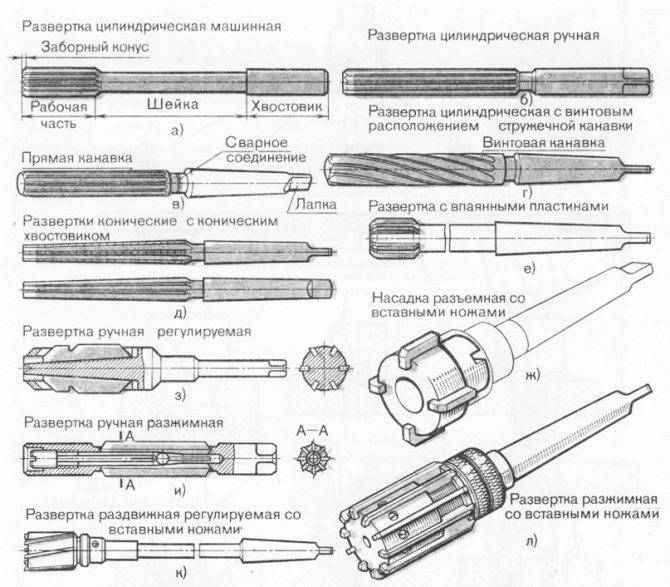
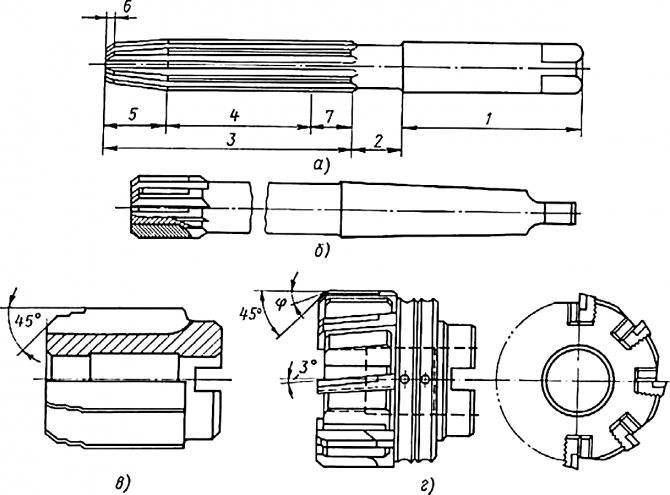
Конструкция разверток по металлу
Все развертки по металлу состоят из трех конструктивных элементов.
- Рабочая часть (имеет заборную и калибрующую части).
- Шейка.
- Хвостовик.
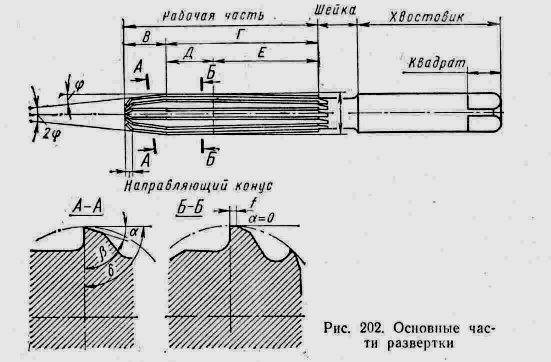
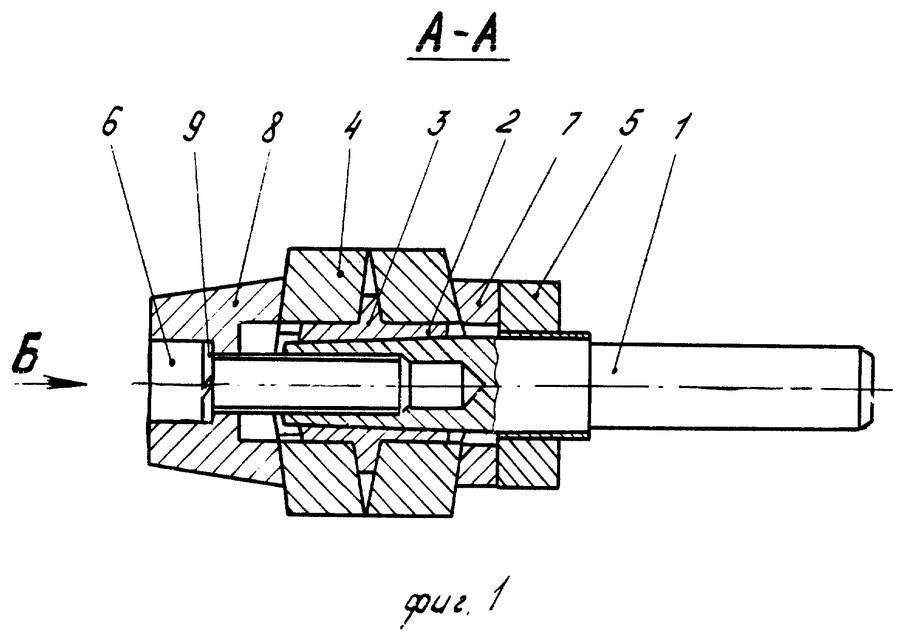
Изображение №1: конструкция разверток по металлу
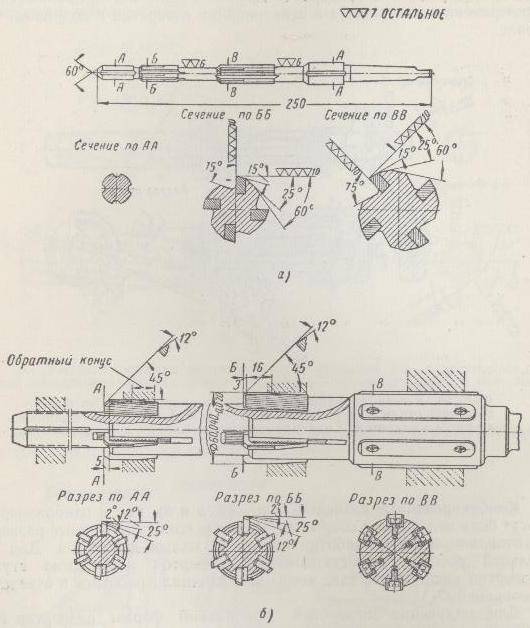
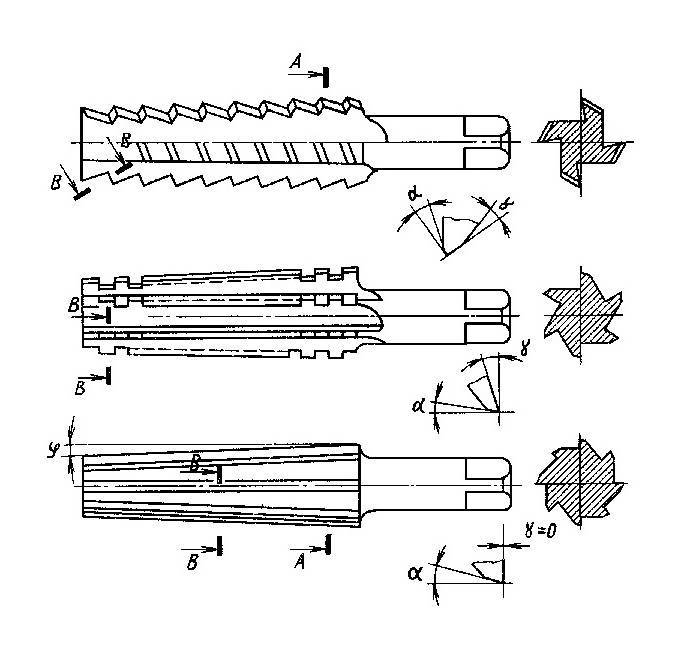
На рабочих частях разверток по металлу имеются режущие кромки. Их количество всегда четное (6–16). Кромки могут быть прямыми или спиральными.

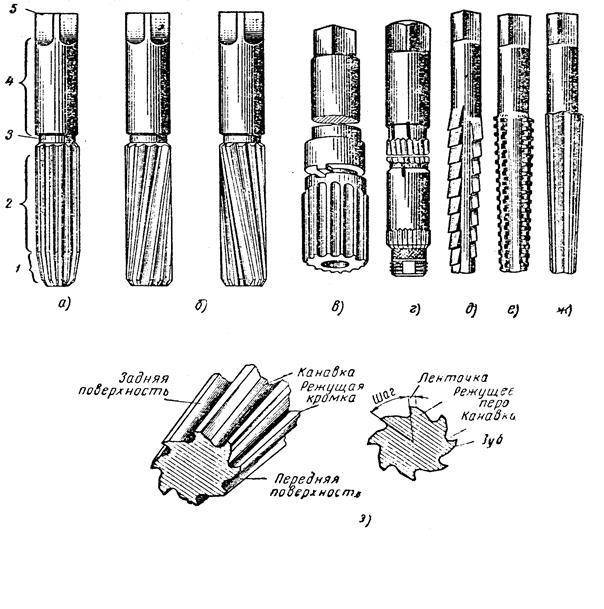

Фотография №2: прямые и спиральные режущие кромки
Рабочая часть имеет заборную и калибрующую области.
- Первая имеет конусный уклон. Именно она производит снятие металла.
- Калибрующая часть обычно прямая. Она придает отверстиям нужные параметры.
Шейка нужна для выхода развертки после затачивания инструмента, а хвостовик — для закрепления.
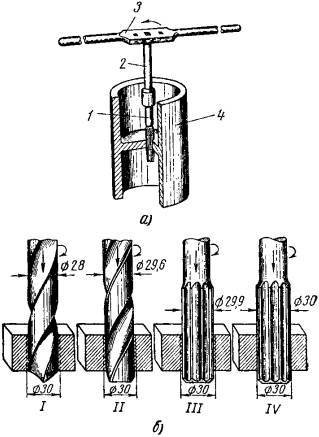
Как пользоваться ручными, механическими, регулируемыми и разжимными развертками
Рассмотрим особенности инструментов.
Как пользоваться ручными развертками
Ручные развертки по металлу изготавливаются по ГОСТу 7722-77. Размерный ряд — 3–58 мм. Шаги могут варьироваться.
При выборе ручных разверток по металлу мастера обращают внимание на следующие параметры.
Габариты инструмента.
Количество зубьев.
Равномерность их распределения.
Тип режущей части.
Профиль канавок.
Тип зажимной части.
Развертывание отверстий ручным инструментом производится при помощи воротка. Для его закрепления на конце хвостовика имеется специальный паз. Обычно все происходит по такой схеме.
Выполняются разметка и накернивание.
Отверстие высверливается.
Развертка закрепляется в воротке, смазывается и вставляется в отверстие.
Для его развертывания инструмент вращают по часовой стрелке.
Финальный этап — проверка параметров отверстия при помощи калибра.
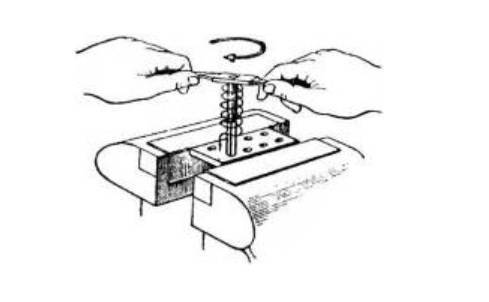
Изображение №2: развертывание отверстий ручной разверткой
Расскажем о важных особенностях.
Ручные развертки очень эффективны. Режущие зубья имеют острые грани по всей длине.
Диаметры передних поверхностей рабочих частей уменьшены. Инструменты легко входят в заранее подготовленные отверстия нужных диаметров.
При увеличении количества режущих кромок повышается качество обрабатываемых отверстий.
Развертывать отверстия необходимо плавно. Не ускоряйтесь даже при легком ходе. Избегайте рывков.
В обратную сторону развертку вращать нельзя. Это приводит к поломке режущих кромок, а также к появлению задиров в отверстиях.
-






Как пользоваться машинными развертками
Машинные развертки закрепляют в патронах токарных, сверлильных и фрезерных станков. Эти инструменты имеют короткие рабочие части с крутыми углами передних кромок (до 45°). Машинное развертывание существенно повышает производительность труда.
Для обработки отверстия нужно закрепить развертку, добавить СОЖ и совместить оси. Далее необходимо задать нужную скорость вращения и запустить оборудование.
Машинные развертки и их применение имеют следующие особенности.
Инструменты имеют большое количество режущих кромок. Качество получаемых отверстий находится на очень высоком уровне.
Машинное развертывание требует компенсации биения шпинделя. Для устранения этого негативного фактора служат шарнирные оправки.

Фотография №6: машинное развертывание
Обработка производится на высоких скоростях. Машинные развертки имеют повышенную износостойкость.
Развертка позиционируется точно. За счет этого инструмент плавно входит в отверстие. На все зубья оказывается одинаковой давление. Это значительно повышает точность и минимизирует биение.
Скорость при развертывании меньше, чем при сверлении, примерно в 2–3 раза. Инструменты не перегреваются.
Машинное развертывание требует использования значительного количества смазывающе-охлаждающей жидкости.
Как пользоваться регулируемыми развертками
Регулируемые развертки позволяют изменять наружные диаметры режущих частей под конкретные диаметры отверстий. Это особенно полезно при обработке отверстий с дробными диаметрами.
При помощи небольших регулируемых разверток можно изменять диаметр в пределах до 1 мм. У крупногабаритных инструментов диапазоны настройки расширяются. Диаметры можно варьировать в пределах до 3 мм.

Фотография №7: регулируемая развертка по металлу
Регулируемые развертки используют так же, как и обычные. Основное отличие заключается в том, что инструменты этого типа оснащают сменными ножами, которые надежно фиксируются клиновыми вставками с накладками. Настройка производится при помощи контргайки. При затягивании диаметр обработки увеличивается, а при ослаблении — уменьшается. После настройки диаметр выверяется при помощи штангенциркуля и микрометра.
Как пользоваться разжимными развертками
Их еще называют раздвижными.

Фотография №8: разжимная развертка по металлу
Внутри такой развертки есть шарик и винт. При его закручивании шарик перемещается и распирает грани инструмента. Диаметр немного увеличивается. Использование разжимных разверток позволяет увеличивать диаметры обработки на 0,15–0,5 мм.
При закручивании винтов не рекомендуется прилагать слишком большие усилия. Корпус развертки может треснуть.
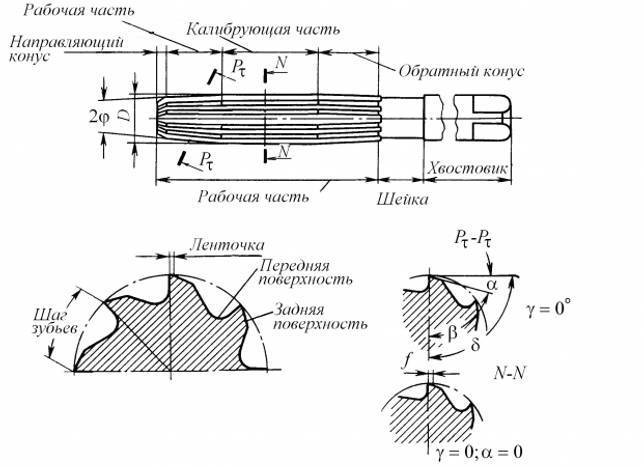
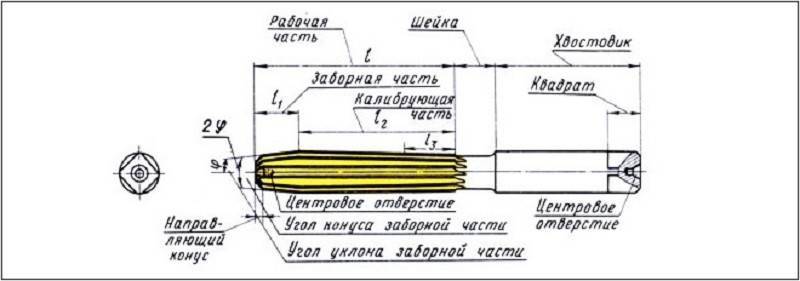
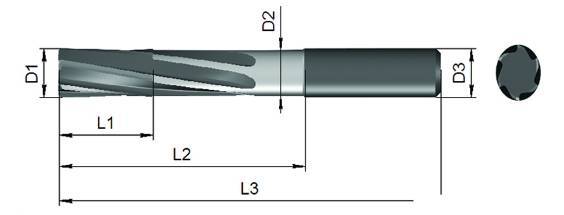
Описание конструкции
В большинстве исполнений развертка внешне похожа на продолговатый штырь. Рабочая часть у него цилиндрическая или коническая, с продольно идущими режущими кромками для удаления металла, и канавками, формирующими строение зуба. Противоположная часть используется для закрепления инструмента и передачи движения резания. На конце хвостовика есть квадрат или конический хвостовик. Соединяет рабочую часть и хвостовик переходная шейка.
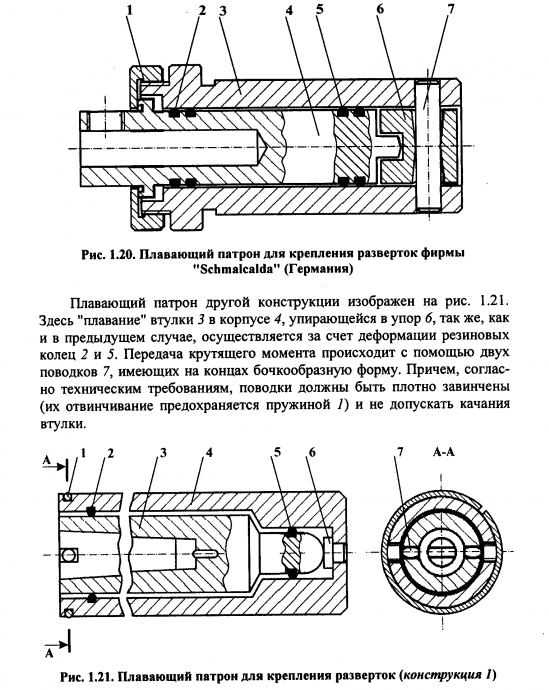
Плавающий патрон для крепления разверток
Инструмент хвостовиком монтируется в конусном патроне металлорежущего станка, а на квадрат надевается вороток при ручном способе обработки.
Режущие кромки рабочей части делятся на несколько зон. Первая – заборная часть, она конической формы и небольшой длины. За ней идет направляющий и калибрующий участок, в конце — обратный конус для предотвращения заклинивания.
Зубья бывают прямыми, винтовыми и спиральными. Только в некоторых случаях режущие кромки повторяют винтовую линию. Их применение оправдано при резании в прерывистых отверстиях.
Формообразующее строение инструмента хорошо видно в поперечном сечении.
В поперечном разрезе структура рабочей зоны состоит из:
- Режущих кромок;
- Ленточек;
- Передней поверхности резания, по которой сходит стружка;
- Задней поверхности и затылка.
В заборной и калибрующей части отличается форма зуба. На заборном участке он остро заточен, а на калибрующем имеет ленточку для заглаживания стенок.

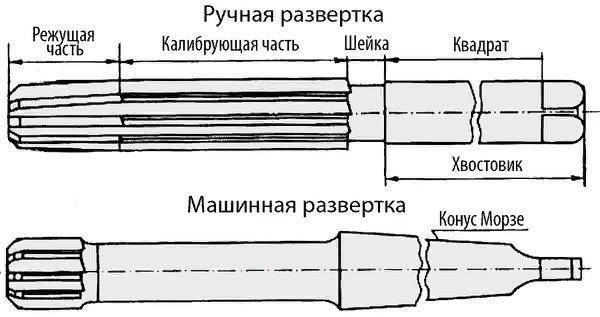


Развертка, как и зенкер, состоит из рабочей части, шейки и хвостовика
Развертка четырехугольной пирамиды
Сначала представим, как выглядит геометрическая фигура, макет которой будем изготавливать. Основанием выбранной пирамиды является четырехугольник. Боковые ребра — треугольники. Для работы используем те же материалы и приспособления, что и в предыдущем варианте. Чертеж выполняем на бумаге карандашом. В центре листа чертим четырехугольник с выбранными параметрами.
Каждую сторону основания делим пополам. Проводим перпендикуляр, который будет являться высотой треугольной грани. Раствором циркуля, равным длине боковой грани пирамиды, делаем на перпендикулярах засечки, установив его ножку в вершину основания. Оба угла одной стороны основания соединяем с полученной точкой на перпендикуляре. В результате получаем в центре чертежа квадрат, на гранях которого нарисованы треугольники. Чтобы зафиксировать модель на боковых гранях, дорисовывают вспомогательные клапаны. Для надежного крепления достаточно полоски сантиметровой ширины. Пирамида готова к сборке.
Принцип действия
Применение развертки позволяет получать отверстия, точность поверхности которых соответствует квалитету в диапазоне 6–9, а шероховатость находится в интервале 0,32–1,25 мкм (по шкале Ra). Высокого качества обрабатываемой поверхности удается достичь благодаря тому, что такой инструмент, как развертка, отличается достаточно большим количеством режущих кромок (4–14), за счет чего в процессе выполнения обработки снимается небольшой припуск. Обработка при помощи ручной или механической развертки по металлу осуществляется не только за счет ее вращения, но и посредством ее подачи, совершаемой по направлению к оси обрабатываемого отверстия.
Элементы резания при развертке
При помощи развертывания могут обрабатываться не только цилиндрические, но и конические отверстия. В первом случае обработку выполняют с применением разверток ручных цилиндрических (или разверток машинных цилиндрических), во втором – с помощью конических инструментов.
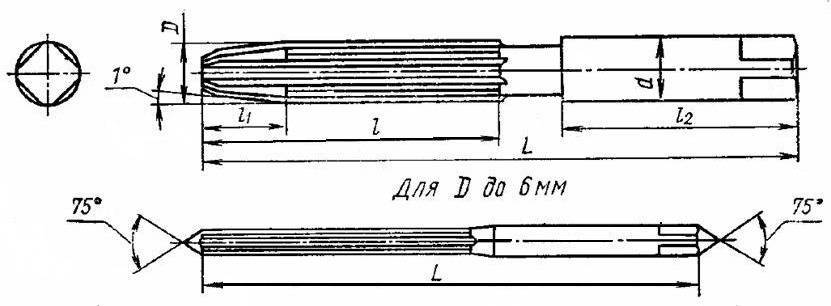
В стандартном исполнении ручной цилиндрический инструмент и развертка коническая имеют схожую конструкцию, состоящую из:
- рабочей части, элементами которой и выполняется основная обработка;
- переходной шейки;
- хвостовика, при помощи которого ручная развертка фиксируется в воротке.
Конструкция ручной развертки
Рабочая поверхность, за счет которой машинные и ручные развертки и способны выполнять обработку внутренней поверхности отверстия, состоит из таких элементов, как:
- главная режущая кромка;
- так называемая ленточка;
- передняя поверхность;
- затыловочная и задняя поверхности.
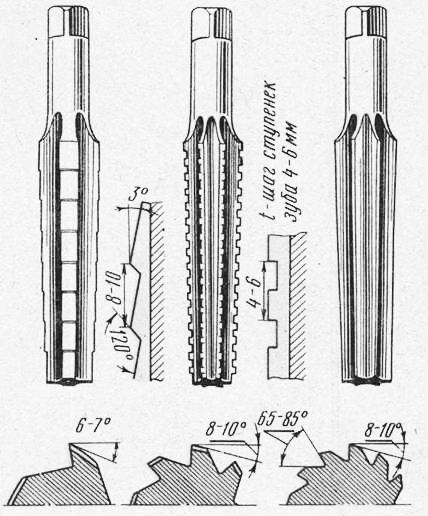
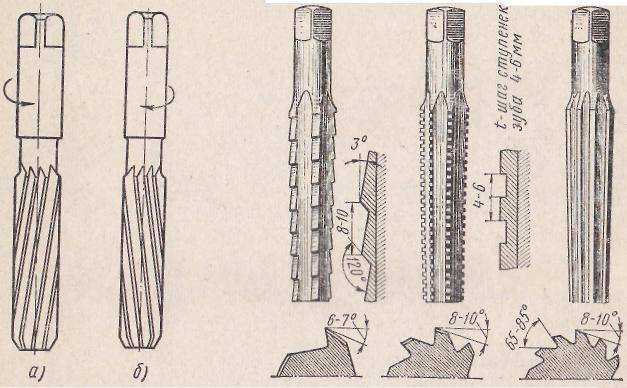
Геометрия зубьев развертки
Помимо всех вышеперечисленных частей, развертка ручная или машинная содержит следующие элементы:
- заборную часть, которую часто называют режущей;
- часть, которая отвечает за калибровку обрабатываемого отверстия;
- задний конус.
Между зубьями, расположенными на рабочей части каждой развертки, имеются канавки, при помощи которых не только формируются режущие кромки инструмента, но также обеспечивается расположение и отвод стружки, образуемой в процессе обработки. На ручных развертках режущие зубья располагают равномерно по всей окружности инструмента, что обеспечивает требуемое качество выполняемой обработки.
Виды брака при использовании развертки
Уменьшение диаметра получаемого отверстия при развертывании связано с критическим
износом развертки или упругой деформацией металла при обработке тонкостенных деталей.
Если часть поверхности остается не обработанной, то нужно или увеличить припуск на обработку или ранее отверстие имело биение.
Плохое качество шероховатости поверхности после обработки связано с выбранным слишком большим припуском или критическим износом развертки.
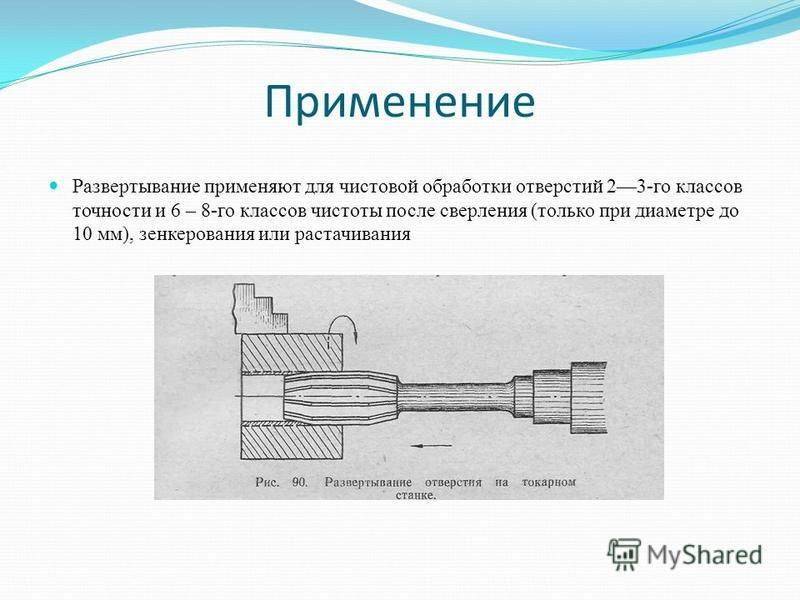
Развертка относится к инструментам для чистовой обработки предварительно просверленных или отзенкерованных отверстий. Операция позволяет получить геометрические параметры, точность размера и шероховатость поверхности высокого класса.
Развертки являются более точным инструментом, чем спиральные сверла или зенкеры. За счет точности изготовления инструмента и малого припуска, снимаемого при обработке, устраняются неточности и отклонения после предыдущей обработки.
В зависимости от типа отверстия, условий обработки, требований к качеству готовой поверхности применяются развертки разных видов и конструкций.
Тонкости работы
Одной из важных составляющих процесса , как правило, является применение смазки и охлаждения, что оказывает немалое влияние на степень точности развёртываемого отверстия. В противном случае отверстия получаются неровными и шероховатыми, не исключены также защемление и поломка развёртки. Поэтому при работе с изделиями из стали, меди и алюминия применяют различные смазочные вещества:
- стальные детали смазывают минеральным маслом;
- медные — эмульсией с маслом;
- алюминиевые — скипидаром с керосином;
- дюралюминиевые — сурепным маслом.
Исключение составляют бронза, чугун — с этими материалами можно работать «всухую».
Категорически запрещается вращать развёртку в обратном направлении, так как это ведёт к поломке зубьев и появлению задиров. Для получения более качественного результата используют так называемый вариант машинно-ручного развёртывания. Заключается он с том, что в зависимости от размеров обрабатываемой детали в патрон сверлильного станка устанавливают или деталь, или саму развёртку.
Например, при закреплении развёртки в шпинделе токарного станка мелкие детали во время обработки держат в руках или специальных приспособлениях, и наоборот, довольно крупные детали, которые трудно удерживать в руках, вставляют в патрон, а развёртку держат руками.
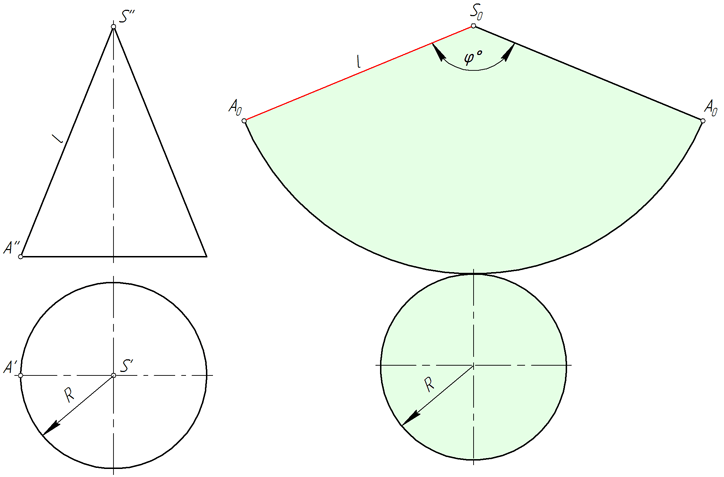
Развертка прямого кругового конуса
Развертка боковой поверхности прямого кругового конуса представляет собой круговой сектор, радиус которого равен длине образующей конической поверхности l, а центральный угол φ определяется по формуле φ=360*R/l, где R – радиус окружности основания конуса.
В ряде задач начертательной геометрии предпочтительным решением является аппроксимация (замена) конуса вписанной в него пирамидой и построение приближенной развертки, на которую удобно наносить линии, лежащие на конической поверхности.
Алгоритм построения
- Вписываем в коническую поверхность многоугольную пирамиду. Чем больше боковых граней у вписанной пирамиды, тем точнее соответствие между действительной и приближенной разверткой.
- Строим развертку боковой поверхности пирамиды способом треугольников. Точки, принадлежащие основанию конуса, соединяем плавной кривой.
Пример
На рисунке ниже в прямой круговой конус вписана правильная шестиугольная пирамида SABCDEF, и приближенная развертка его боковой поверхности состоит из шести равнобедренных треугольников – граней пирамиды.
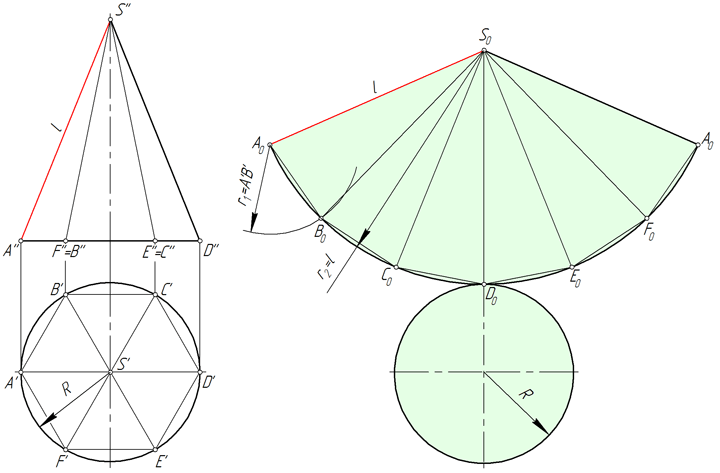
Рассмотрим треугольник S0A0B0. Длины его сторон S0A0 и S0B0 равны образующей l конической поверхности. Величина A0B0 соответствует длине A’B’. Для построения треугольника S0A0B0 в произвольном месте чертежа откладываем отрезок S0A0=l, после чего из точек S0 и A0 проводим окружности радиусом S0B0=l и A0B0= A’B’ соответственно. Соединяем точку пересечения окружностей B0 с точками A0 и S0.





Грани S0B0C0, S0C0D0, S0D0E0, S0E0F0, S0F0A0 пирамиды SABCDEF строим аналогично треугольнику S0A0B0.
Точки A, B, C, D, E и F, лежащие в основании конуса, соединяем плавной кривой – дугой окружности, радиус которой равен l.
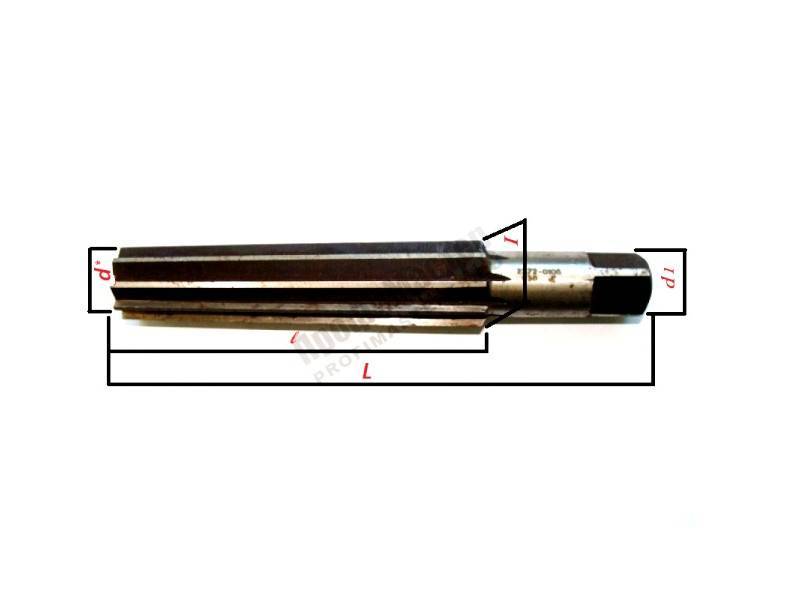
Развёртки конические из стали 9ХС
(допускается сталь Р9, Р18 или Р6М5)
| Обозначение разверток 2372*1 | Для конуса Морэе | Размеры, мм | Конус Морзе хвостовика | ||||
| D | L | l | l0 | d | |||
| Под конус Морзе с цилиндрическим хвостовиком по ГОСТ 11182 — 81 | |||||||
| 0132> | 9,045 | 95 | 64 | 48 | 6,2 | 1 | |
| 0133 | 1 | 12,065 | 100 | 67 | 50 | 8 | |
| 0134 | 2 | 17,780 | 125 | 80 | 61 | 11 | 2 |
| 0135 | 3 | 23.825 | 150 | 97 | 76 | 16 | 3 |
| 0136 | 4 | 31,267 | 180 | 120 | 91 | 20 | |
| 0137 | 5 | 44,399 | 230 | 150 | 124 | 29 | 4 |
| 0138 | 6 | 63,348 | 310 | 205 | 172 | 35 | 5 |
| Под укороченный конус Морзе по ГОСТ 11181 — 81 | |||||||
| — | 0а | 7,067 | 55 | 24 | 13 | 4,9 | — |
| 1a | 10,094 | 60 | 28 | 15 | 6,2 | ||
| 1в | 12,065 | 70 | 34 | 20 | 8 | ||
| 2а | 15,733 | 85 | 42 | 25 | 10 | ||
| 2в | 17,780 | 100 | 52 | 34 | 11 | ||
| За | 21,793 | 110 | 60 | 42 | 14,5 | ||
| Зв | 23,825 | 128 | 70 | 62 | 16 | ||
| 4в | 31,267 | 135 | 75 | 53 | 20 | ||
| 5в | 44,399 | ПО | 90 | 65 | 29 | ||
| С коническим хвостовиком под конус Морзе по ГОСТ 10079 — 81 | |||||||
| 0131 | 9,045 | 140 | 64 | 48 | — | 1 | |
| 0132 | 1 | 12,065 | 145 | 67 | 50 | ||
| 0133 | 2 | 17,780 | 175 | 80 | 61 | 2 | |
| 0134 | 3 | 23,825 | 215 | 97 | 76 | 3 | |
| 0135 | 4 | 31,267 | 240 | 120 | 91 | ||
| 0136 | 5 | 44,399 | 295 | 150 | 124 | 4 | |
| 0137 | 6 | 63,348 | 385 | 205 | 172 | 6 |
Общее обозначение разверток.
*1. Примеры обозначения разверток:
с цилиндрическим хвостовиком под конус Морзе 3 Развертка Морзе 3 ГОСТ72-0135
под укороченный конус Морзе 3а Развертка Морзе 3а ГОСТ 11181 — 81
с коническим хвостовиком Развертка Морзе 3 ГОСТ 10079 — 81 2373-0134
Принципы выбора развертки по металлу
Чтобы выбрать хорошую развертку для финишной обработки отверстий в металлических деталях, нужно знать критерии, на которые требуется обратить внимание. Также рекомендуется изучить преимущества и недостатки, производителей оснастки
Виды развертки (Фото: Instagram / osnastka.shop)
Критерии выбора развертки по металлу
Критерии:
- Если нужно постоянно заниматься подобными работами, лучше купить набор качественных разверток, чтобы не возникало проблем с отсутствием определенных диаметров.
- Для финишной обработки глубоких отверстий рекомендуется докупить оснастку с удлиненной оправкой. Если такой возможности нет, подойдет развертка с удлиненной рабочей частью.
- Если отверстие прерывистое, имеет шпоночный паз, нужно выбирать инструмент с винтовым расположением зубьев, канавок.
- Если нужно выполнять обработку отверстий ручным инструментом, понадобится оснастка с квадратным хвостовиком.
Преимущества и недостатки развертки по металлу
Положительные стороны:
- Высокая точность обработки.
- Возможность выполнения разных технологических операций.
- Доступность. Оснастку можно купить в любой строительном магазине.
Серьезных недостатков у такой оснастки выделить нельзя.
Развертка со сменной твердосплавной головкой (Фото: Instagram / batusolutions)
Производители и цены развертки по металлу
Производители:
- «АвтоДело».
- Rock FORCE.
- Licota.
- GRIFF.
- Bahco.
- «ВИЗ».
- «ТЕХМАШ».
- «Русский инструмент».
Цена — 800 рублей.
Особенности развёртывания отверстий
Расточку целесообразно проводить поэтапно — вначале черновой развёрткой, затем чистовой
Перед развёртыванием торцевую часть отверстия обязательно обтачивают, чтобы не затупить инструмент, особенно важно это при работе с деталями из чугуна. В процессе работы не помешает руководствоваться принципом «тише едешь — дальше будешь», и чем медленней и равномерней будет осуществляться подача инструмента в отверстие, тем более высокого качества будет полученный результат
Именно поэтому рекомендуется работать не дрелью, а воротком, чтобы иметь возможность более точно контролировать рабочий процесс.
Основные приемы работы с развертками
Сверло для подготовки отверстия подбирается под диаметры разверток по металлу. Обязательно должен быть небольшой припуск – сверло должно быть меньше на 0,2 – 0,3 мм при черновой развертке, и не более чем 0,05 – 0,1 мм при чистовой. Значения припусков более указанных могут стать причиной быстрого износа заборной части развертки, ухудшению точности результата и качества поверхности.
При ручной развертке:
- Развертка крепится в воротке и смазывается.
- Заборная часть должна входить таким образом, чтобы полностью совпали оси развертки и отверстия.
- Для проверки положения развертки можно использовать угольник в двух плоскостях расположенных перпендикулярно по отношению друг к другу.
- Вращение начинайте вправо с небольшим давлением сверху.
- Вращение осуществляйте плавно, на небольшой скорости, без рывков. Не ускоряйте вращение даже при легком ходе.
- Обратное вращение недопустимо, так как возможна поломка режущих кромок и задиров на поверхности отверстия. Развертка осуществляется за один проход с одной стороны.
Советы при машинной развертке:
- Развертка крепится так же как и сверло. Сам процесс сходен со сверлением и желательно его выполнять без смены установки детали, сразу после подготовки отверстия.
- Часто развертка крепится в качающихся державках, что позволяет инструменту самоцентрироваться по оси отверстия.
- Желательно использование автоматической подачи, скорость резания должна быть в 2-3 раза ниже, чем при сверлении.
- Необходимо использование значительного количества смазки.
- Чем ниже количество оборотов и скорость подачи – тем выше качество отверстия и стойкость инструмента.
Ручная и машинная развертка их особенности и различия
При работе с любым типом инструмента важны его параметры, предназначение. Важными элементами комплектов воздействия на сталь являются направление зубьев, углы резки, равномерность шага, зажимная часть канавок и ее профиль. Представленные детали, имеющие классификацию по представленным параметрам, в основном профессионального типа. Для работы при домашних условиях или мелком производстве используются две основные разновидности:
- Машинная.
- Ручное обтачивание.
Подразделяются комплекты на цельные, регулируемым диаметром, насадные, сборные и т.д. Развертка ручная осуществлена в цилиндрической форме с острыми гранями, шаг 1 мм. Использование ручных инструментов происходит в паре с воротком, для этого на конце хвостовика выполнен квадрат. Заходная часть у ручного инструмента выполнена с меньшим диаметром, чем основная, это дает легко работать с металлом воротком. Количество зубьев влияет на качество обрабатываемой поверхности. Большое количество зубьев дает лучший результат обработки, но происходит меньший отвод стружки из отверстия. Прямые зубья используются более распространено при обработке металлов, винтовые обеспечивают прерывистую поверхность отверстий.
Ручные и машинный развертки
Для выполнения машинного развертывания изделий используются инструмент отделяемой части, изготовленной для зажима в станке. Разновидность конусов позволяет использовать комплект для резки металла в станках.






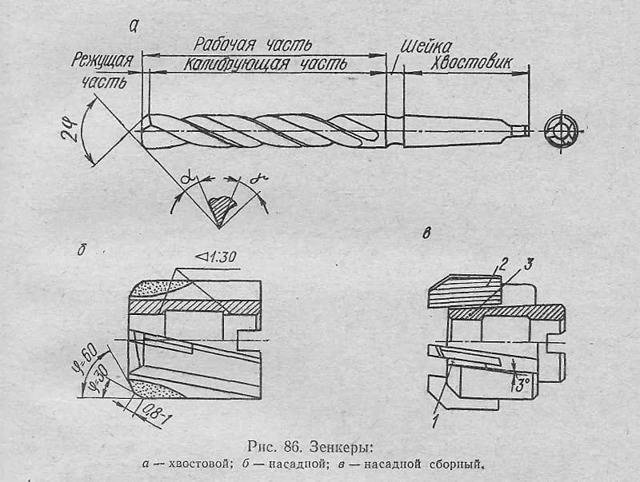
Отличие зенкерования от смежных операций
Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса.
При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно.
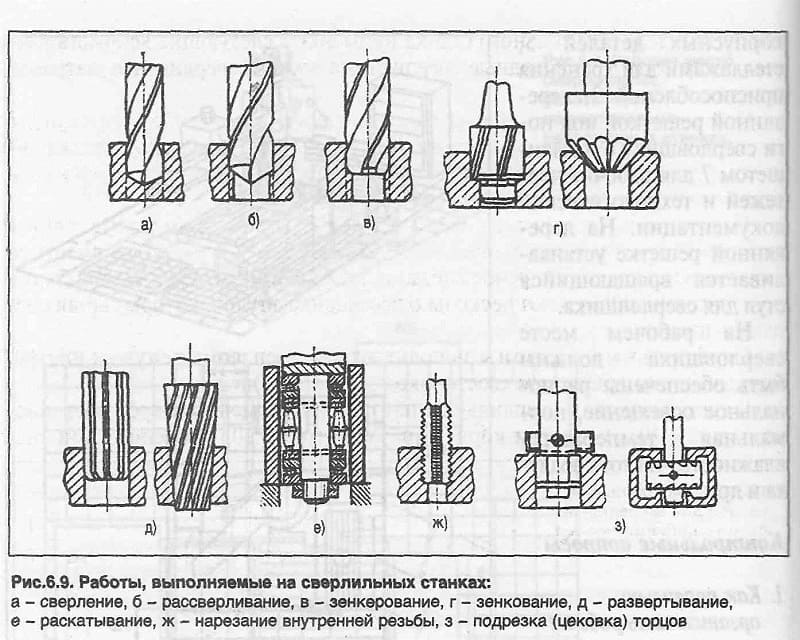
Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.





