

ООО МеталлПромКомплект
Главная / Продукция / Лист стальной / Лист 65Г
Стальной лист — материал, широко применяемый в различных сферах, например, в судостроении, автомобилестроении, самолётостроении, вагоностроении и др.
Как правило, такие листы производятся из обычной углеродистой стали (кроме обычной, есть еще и высокоуглеродистая). Углерод необходимо добавлять в сплав для прочности и долговечности стали. Его содержание в сплаве меняется, в зависимости от требуемой марки стали и не менее 0,7%.
Листовой прокат изготавливают из сплава с высоким добавлением углерода — от 0,8%. Изменяется содержание углерода для проката, лист 65г — основная марка стального листа в автомобилестроении, обладает высокими прочностными характеристиками. Лист 65Г холоднокатаный (рессорнопружинная сталь)
| Наименование | кол-во тн. | Склад | |
| Лист 0,6х600х2000 65Г ТУ 14-1-4118-2004 НМЗ | 0,150тн. | Екб.Геологов 1 | В наличии |
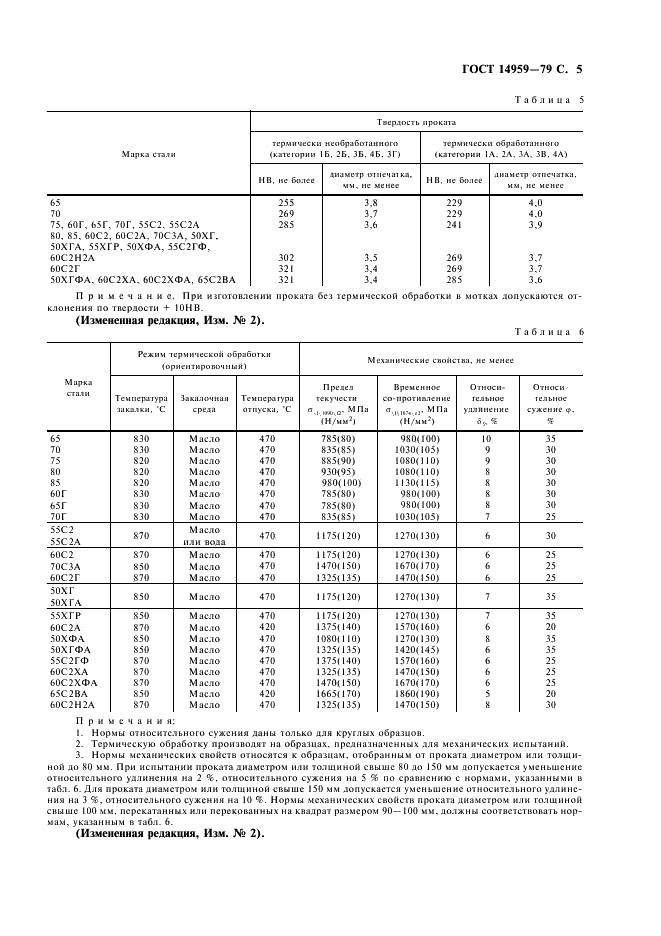
| Лист 0,8х1000х2000 65Г ТУ 24,1-23365425-687 ГОСТ 14959-79 (запорожст.) | 3,730тн. | Екб.Геологов 1 | В наличии |
| Лист 1,0х600х2000 65Г ТУ 14-1-4118-2004 НМЗ (лежалый) | 0,070тн. | Екб.Геологов 1 | В наличии |
| Лист 1,0х1000х2000 65Г ТУ 24,1-23365425-687 ГОСТ 14959-79 (запорожст.) | 3,800тн. | Екб.Геологов 1 | В наличии |
| Лист 1,2х1000х2000 65Г ТУ 24,1-23365425-687 ГОСТ 14959-79 (запорожст.) | 0,400тн. | Екб.Геологов 1 | В наличии |
| Лист 1,5х600х2000 65Г ТУ 14-1-4118-2004 НМЗ | 0,210тн. | Екб.Геологов 2 | В наличии |
| Лист 1,5х1000х2000 65Г ТУ 14-1-4118-04 ПН, ТО, Травление, промасливание, скрап. (Аша) | 2,930тн. | Екб.Геологов 1 | В наличии |
| Лист 2,0х600х2000 65Г ТУ 14-1-4118-2004 НМЗ | 0,040тн. | Екб.Геологов 1 | В наличии |
| Лист 2,0х1000х2000 65Г ТУ 24,1-23365425-687 ГОСТ 14959-79 (запорожст.) | 2,013тн. | Екб.Геологов 1 | В наличии |
| Лист 2,5х600х2000 65Г ТУ 14-1-4118-2004 НМЗ (привезем 1-2 дня) | 1,200тн. | Екб.Геологов 1 | 1-2дня. |
| Лист 2,5х1000х2000 65Г ТУ 24,1-23365425-687 ГОСТ 14959-79 (запорожст.) | 2,040тн. | Екб.Геологов 1 | В наличии |
Вся листовая сталь классифицируется по:
- точности проката — повышенная точность (А), нормальная точность (Б);
- плоскостности — особо высокая (ПО), высокая (ПВ), улучшенная (ПУ) и нормальная плоскостность (ПН);
- кромке — необразная (НО), О — обрезная (О);
- способности к вытяжке — глубокая (Г), нормальная Н).
Наиболее популярная листовая сталь — лист 65г толщиной от 0,5 мм. Такие листы должны храниться (как у нас) на крытом складе, в заводском масле. Мы имеем для хранения собственные площади в Екатеринбурге для размещения 15000 тонн, развитую логистику и инфраструктуру, включая прием заказа на сталь до 500 различных видов, размеров и объемов (от тысяч тонн до килограммов).
Сталь 65г не только прочна и износостойка, но и относительно дешева. Из нее изготавливают шайбы, рессоры, пружины, подшипники, тормозные диски, фланцы, шестерни, цанги и другие элементы конструкции. Применяется она и в сварных конструкциях. Имеет хорошие режущие свойства и поддается хорошо воронению и чернению, что позволяет использовать лист 65г для изготовления шашек, ножей.
Такой прокат аналогичен по свойствам стали 55С2, 70, 70Г, 60С2, У8А, 9Хс. Но 65г — это представитель этого класса прокатных листов (класса «пружинно-рессорной стали»).
На этот класс распространяются ГОСТы 14959, 2590-91, 7417, 7419, 8559, 8560, 1051, 1530, 1577, 2283, 21996, 19039, 103, 4405, 11850, 1133. Выпускается такая сталь в различных видах. Это — прокат сортовой, шлифованный (калиброванный) прут, лента, полоса, лист, проволока, заготовки кованые.
Наша компания работает без посредников и с наилучшими производителями металлопроката — это гарантируем высокое качество поставляемого клиентам металла.
Применение стали 65Г
Эта сталь и ее аналоги нашли свое применение во многих отраслях промышленности, например, в автомобилестроении, станкостроении и пр. Практически сталь 65Г и ее аналоги можно встретить в любом автомобиле, тракторе, станке, судне, то есть в любом оборудовании, в котором эксплуатируются рессоры, пружины, в том числе и тарельчатые и пр.
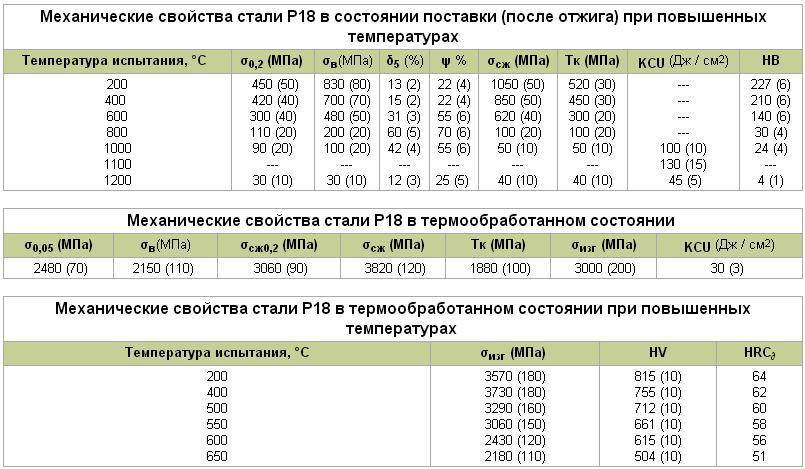
Как правило, твёрдость пружин лежит в диапазоне от 40 до 50 по Rc. ГОСТ определяет методики проверки, которые максимально приближены к реальным условиям их работ. Во время приемки пружинная продукция проходит испытания на растяжение, сжатие и пр. Более того, на поверхности готовых изделий недопустимо наличие рисок, царапин и пр. Все дело в том, что рано или поздно их наличие приведет к появлению трещин на поверхности изделий.
Пружины, которые производят из проволоки, прошедшей термическую обработку, такую называют патентированной, или лент класса Н, П или В, подвергают операции дополнительного отпуска. Она необходима для устранения внутренних напряжений, которые возникают при их производстве. Кроме того, такая дополнительная обработка приводит к повышению упругости готовых изделий. Дополнительный отпуск выполняют в ваннах, наполненных селитрой, время отпуска составляет 5 – 10 минут. Кроме того, при отпуске с использованием электропечей, технологи должны отслеживать то, чтобы изделия прогревались равномерно, в противном случае, возможно, возникновение внутренних напряжений.
Изделия, произведённые из отожжённой стали, подвергаются операциям закаливания и отпуска. При этом отпуск выполняют при температуре до 720 ºC.
Пружины, предназначенные для закаливания, могут помещать или разогретые ванны, заполненные соляным раствором, или в камерные печи.
Существует ряд технологических особенностей при производстве пружинных изделий из стали 65Г. В частности, пружины небольшого размера, помещают в печи на специальных поддонах. Изделия большого размера на специальных приспособлениях, которые предотвращают появление коробления, это могут быть трубы соответствующего размера.
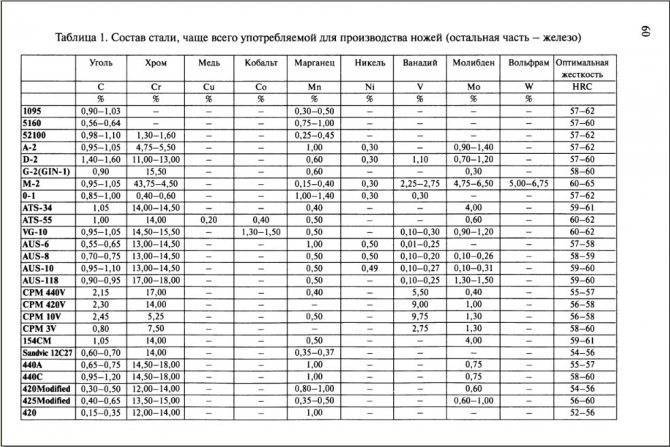
Имеет смысл отметить, что, кроме промышленности, сталь марки 65Г применяют для производства клинкового оружия – это специальные ножи для метания и турнирные мечи, используемые в исторических реконструкциях. Кстати, именно в этой сфере применения, проявляется один из недостатков этого сплава – низкая стойкость к воздействию коррозии. Именно поэтому клинки после использования проходят смазку касторовым маслом. Специалисты утверждают, что уход за клинковым оружием можно сравнить за правилами ухода за дамасской сталью.





Для изготовления, например, кухонных или охотничьих ножей эта сталь не лучшее решение, это вызвано рядом ее свойств.
| Марка: 65Г (заменители: 70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2)Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 14959-79 , ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006, ГОСТ 7419.0-78, ГОСТ 7419.8-78. Калиброванный пруток: ГОСТ 1051-73, ГОСТ 14959-79 , ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка: ГОСТ 14955-77, ГОСТ 7419.0-78, ГОСТ 7419.8-78. Лист толстый: ГОСТ 1577-93. Лента: ГОСТ 2283-79 , ГОСТ 1530-78, ГОСТ 21996-76 , ГОСТ 21997-76 , ГОСТ 10234-77, ГОСТ 19039-73. Полоса: ГОСТ 103-2006, ГОСТ 4405-75 . Проволока: ГОСТ 11850-72 . Поковки и кованые заготовки: ГОСТ 1133-71.Класс: Сталь конструкционная рессорно-пружиннаяИспользование в промышленности: пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпусы подшипников, зажимные и подающие цанги и другие детали, к которым предъявляются требования повышенной износостойкости, и детали, работающие без ударных нагрузок. |
| Химический состав в % стали 65Г | ||
| C | 0,62 – 0,7 |  |
| Si | 0,17 – 0,37 | |
| Mn | 0,9 – 1,2 | |
| Ni | до 0,25 | |
| S | до 0,035 | |
| P | до 0,035 | |
| Cr | до 0,25 | |
| Cu | до 0,2 | |
| Fe |
Поставщик Ауремо ООО www.auremo.org Купить: Санкт-Петербург +7(812)680-16-77, Днепр +380(56)790-91-90, infoauremo.org 65Г труба, лента, проволока, лист, круг 65Г
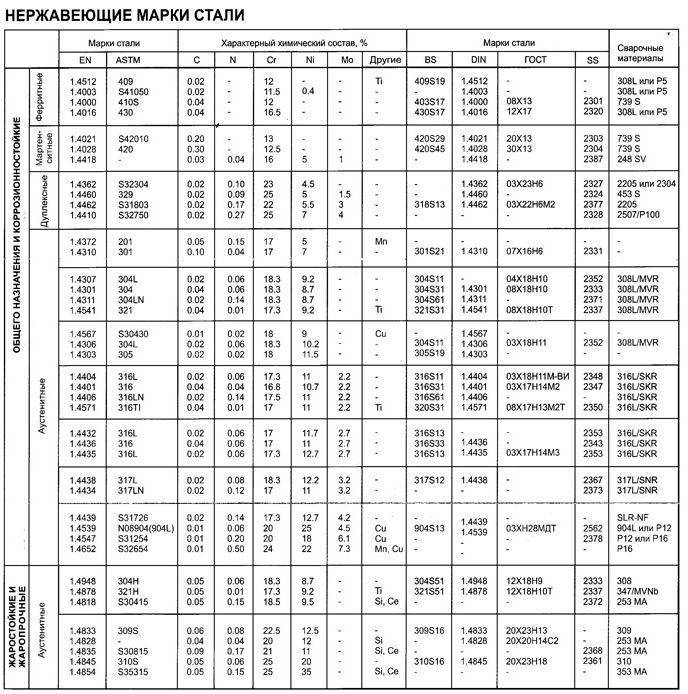
| Зарубежные аналоги марки стали 65Г | |
| США | 1066, 1566, G15660 |
| Германия | 66Mn4, Ck67 |
| Англия | 080A67 |
| Китай | 65Mn |
| Болгария | 65G |
| Польша | 65G |
| Свойства и полезная информация: |
ножи из стали 65Г

На фото метательные нож «Твист» с цельнометаллическим клинком из стали 65Г
Характеристики стали (кратко)
- Износостойкость
- Вязкость
- Прочность
- Упругость
- Сопротивление разрыву
- Стойкость к ударным нагрузкам
- Ножи показывают хороший рез (хотя для метательных ножей это ни к чему)
- Относительно низкая стоимость
Сталь для турнирного оружия
Всё вышеперечисленное актуально не только для изготовления метательных ножей, но и для производства турнирного оружия (мечи, шашки и т.п.).

На фото: Турнирное оружие для фестиваля «Богатырские забавы» в парке «ОружейникЪ» (Златоуст) было изготовлено как раз из стали 65Г.
Минусы
Как отмечали выше, сталь относиться к углеродистой группе и подвержена коррозии. Поэтому не забываем два важных правила: держим клинки в сухости и чистоте и периодически смазываем касторовым малом. Уход за ножами из стали 65Г сравним с уходом за ножами из дамасской стали.
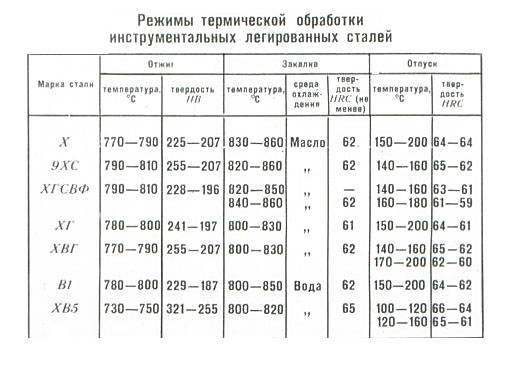
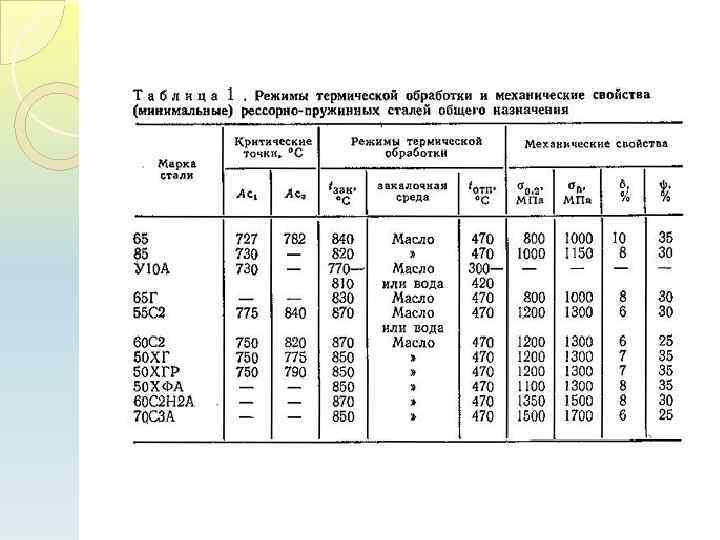
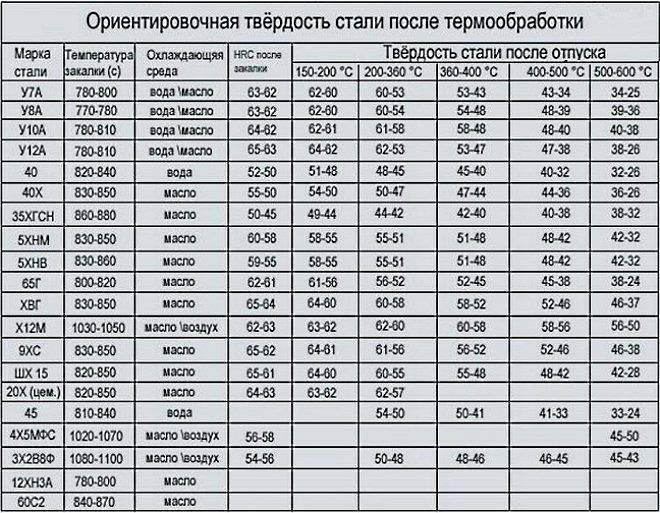
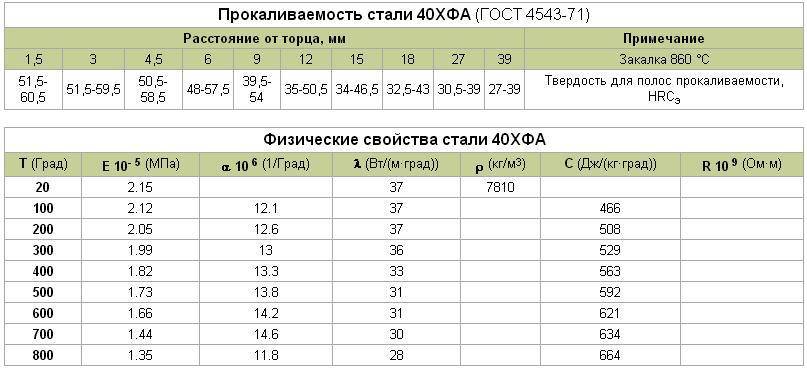
Режимы термообработки
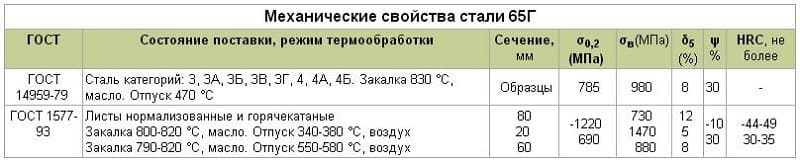
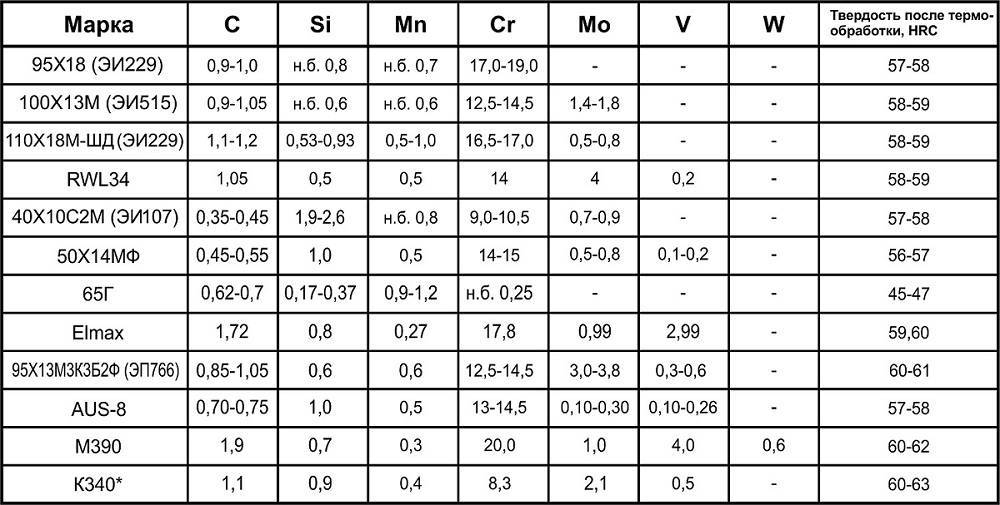
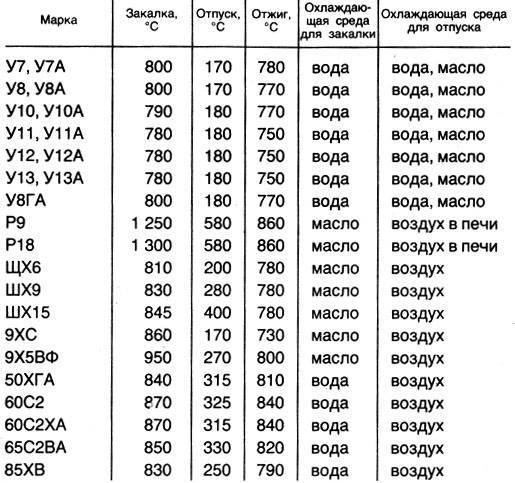
Температурный интервал закалки стали 65Г находится в пределах 800-830 °С. Последующий высокий отпуск в режиме 160-200 °С с дальнейшим охлаждением на спокойном воздухе позволяют получить на выходе твердость стали в пределах 45-47 HRC. Данная марка стали не боится перегрева, однако при закалке в верхних температурных значениях ударная вязкость стали начинает снижаться.
Резюмируем
Клинки из стали 65Г широко используются для изготовления метательного, спортивного оружия, турнирных мечей, а также секачей, топоров и мачете. В общем там, где важна стойкость клинкового оружия к ударным нагрузкам, а также невысокая стоимость таких изделий. Например, все метательные ножи компании «АиР» из Златоуста изготовлены именно из стали 65Г.
Источник
Общие сведения
Как и любой другой сплав эта марка стали в основе своего состава имеет углерод и железо. Четко выверенные пропорции двух компонентов позволяют получить прочный материал. Помимо основных компонентов, в сплав внесены легированные добавки, которые способствуют улучшению качества сплава. Таких добавок огромное множество, например, хром. Особое значение имеет не только состав, но и технология производства. Сталь – это не однородный материал. Она представляет собой своего рода «слоеный пирог». В некоторых случаях количество слоев может доходить до нескольких сотен. Наряду с тем, что сталь марки 65х13, относится к нержавеющим материалам, она имеет относительно невысокую стоимость.
Антикоррозийными свойствами эта сталь обладает именно благодаря наличию в ее составе хрома. Это подтверждает буквенное обозначение «х» в названии.
Твердость. С бытовой точки зрения сталь этой марки обладает высоким уровнем твердости. При этом стоит отметить, что специалисты до сих пор не пришли к единому мнению об этом показателе в отношении данного материала.
Споры относительно этого показателя вновь возвращают нас к вопросам, связанным с технологией ее изготовления. Ведь несмотря на точное соблюдение соотношения компонентов, именно этот фактор является ключевым. Малейшие отклонения в ходе обжига или закаливания могут привести к противоположному эффекту.
Учитывая этот фактор разумнее приобретать сталь у крупных производителей. На сталелитейных предприятиях технология досконально изучена, процесс автоматизирован и ведется непрерывный контроль.
Вспомогательные компоненты
Выше уже упоминалось о так называемых легирующих компонентов. Для изготовления стали марки 65х13 применяют следующие:
- Марганец. Оказывает влияние на жесткость материала и прочность будущего изделия. Позволяет создать определенную фактуру стали.
- Хром. Отвечает за антикоррозийные свойства сплава. Минимально возможное количество при изготовлении стали составляет 13% от общей массы состава.
- Молибден. Еще одна добавка, которая отвечает за прочность материала. Имеются ввиду именно такие свойства как ломкость и хрупкость. Минимальное допустимое количество этого компонента составляет 1%.
- Кремний. Компонент определяющий упругость будущей стали.
- Никель. Еще одна добавка, которая способствует повышению антикоррозийных свойств. При этом она оказывает благотворное влияние и на вязкость стали.
- Вольфрам. Используется при изготовлении стали, предназначенной для производства элитных клинков. На ряду с повышением прочности стали, положительно влияет на «режущие» свойства будущего ножа.
- Ванадий. Еще один компонент, внесение которого направлено на улучшение стандартных свойств материала.
Это интересно: Рессорная сталь 65Г — характеристики, твердость, расшифровка
Рекомендации при выборе
Сталь 65г совсем не поддаётся свариванию. При изготовлении изделий следует учитывать это свойство.





Также нужно помнить, что материал чаще всего применяется для спортивного холодного оружия. Это обусловлено хорошей стойкостью к ударам при одновременной низкой стоимостью исходного материала. Это позволяет иметь в наличии снаряды при небольших материальных затратах.

Нож сделанный из стали 65Г.
Ножи из 65г не рекомендуется использовать в хозяйственных целях, например, на кухне, где постоянная сырость. Чтобы режущие инструменты, изготовленные из этой марки, не покрывались ржавчиной, их необходимо хранить в сухих помещениях. Масляное покрытие защитит клинки от коррозии.
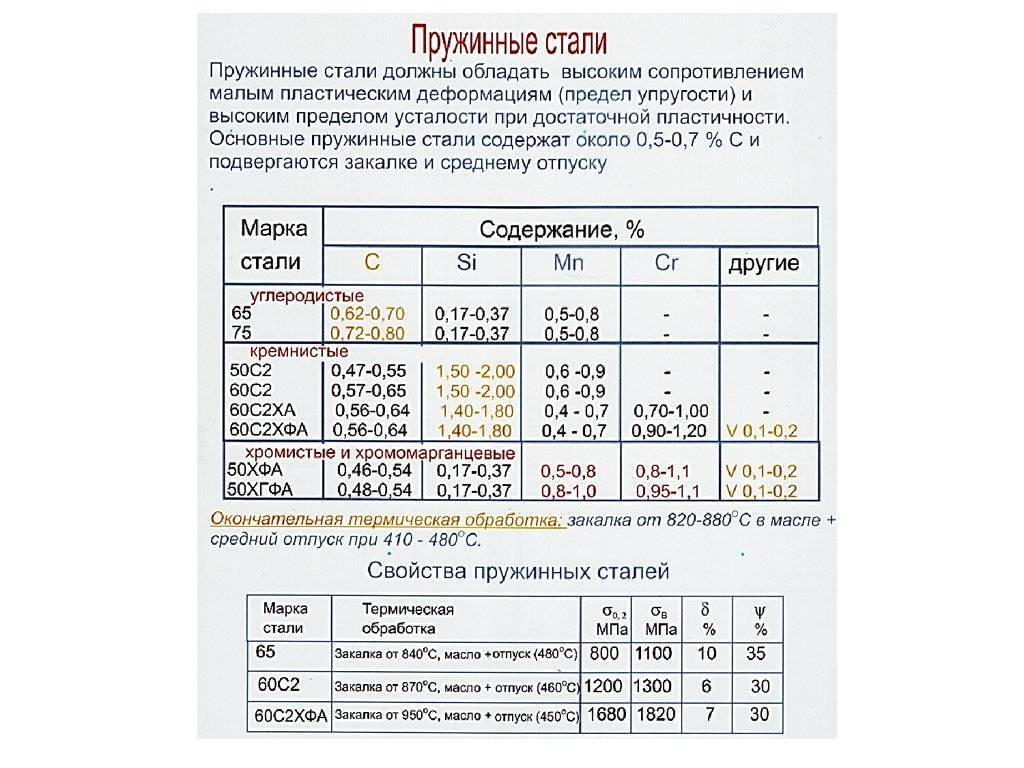
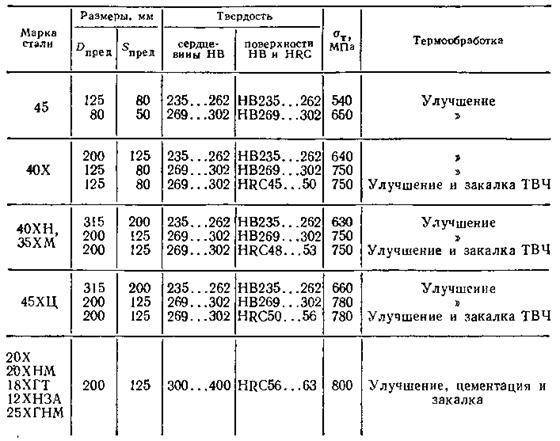
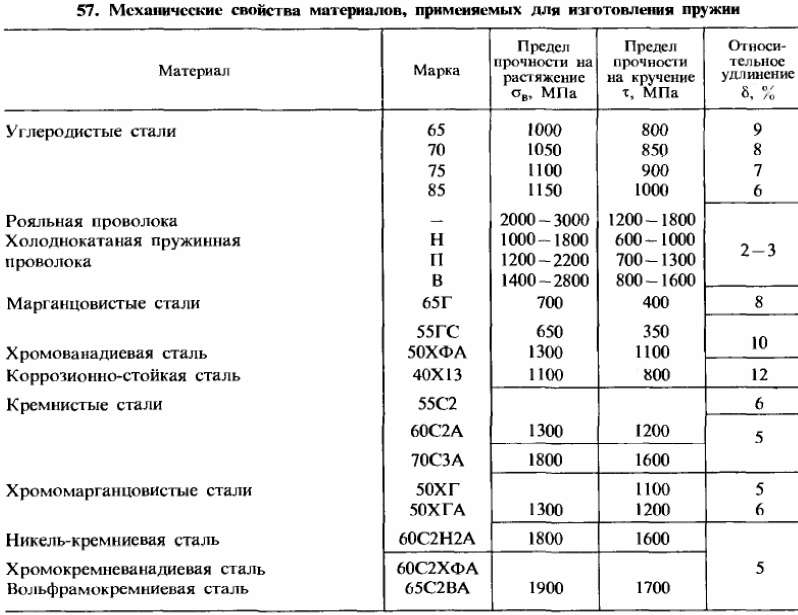
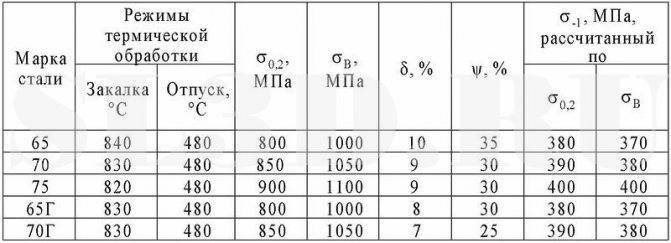
Характеристики пружинных сталей
Пружинные стали характеризуются повышенным пределом текучести (δВ) и упругости. Это важнейшая характеристика металла — выдерживать механические нагрузки без изменений своей первоначальной формы. Т.е. металл, подвергающийся растяжению или наоборот сжатию (упругой деформации), после снятия с него действующих сил, должен оставаться в первоначальной форме (без остаточной деформации).
Марки и область применения пружинной стали
По наличию дополнительных свойств пружинная сталь подразделяется на легированную (нержавеющую) и углеродистую. За основу легированной стали берется углеродистая с содержанием С 65-85 % и легируется 4 основными элементами, всеми или выборочно, каждый из которых вносит свои особенности:
- хром;
- марганец;
- кремний;
- вольфрам.
Хром — при концентрации более 13 % работает на обеспечение коррозионной стойкости металла. При концентрации хрома около 30 % изделие может работать в агрессивных средах: кислотной (кроме серной кислоты), щелочной, водной. Коррозионная пружинная сталь всегда легируется вторым сопутствующим элементом — вольфрамом и/ или марганцем. Рабочая t до 250 °C.
Вольфрам — тугоплавкое вещество. При попадании его порошка в расплав, образует многочисленные центры кристаллизации, измельчая зерно, что приводит к повышению пластичности без потери прочности. Это привносит свои плюсы: качество такой структуры остается очень высоким при нагреве и интенсивном истирании поверхности. При термической обработке этот элемент сохраняет мелкозернистую структуру, исключает разупрочнение стали при нагреве (в процессе эксплуатации) и дислокацию. Во время закалки увеличивает прокаливаемость, в результате чего структура получает однородность на большую глубину, что в свою очередь увеличивает эксплуатационный срок изделия.
Марганец и кремний — обычно участвуют в легировании обоюдно, причем соотношение всегда увеличивается в пользу марганца, примерно до 1,5 раз. Т. е. если содержание кремния 1 %, то марганец добавляется в количестве 1,1-1,5 %.
Тугоплавкий кремний является не карбидообразующим элементом. При попадании его в расплав одним из первых принимает участие в кристаллизации, выталкивая при этом карбиды углерода к границам зерен, что соответственно приводит к упрочнению металла.
Марганец можно назвать стабилизатором структуры. Одновременно искажая решетку металла и упрочняя его, марганец устраняет излишнюю прочность кремния.
В некоторые марки сталей (при работе изделия в высокотемпературных условиях, при t выше 300 ºC) в сталь присаживают никель. Он исключает образование карбидов хрома по границам зерен, которые приводят к разрушению матрицы.
Ванадий также может являться легирующим элементом, его функция похожа на действие вольфрама.
В пружинных марках оговаривается такой элемент как медь, содержание ее не должно превышать 0,15 %. Т. к. являясь легкоплавким веществом, медь концентрируется на границах зерен, снижая прочность.
К пружинным маркам относят: 50ХГ, 3К-7, 65Г, 65ГА, 50ХГФА, 50ХФА, 51ХФА, 50ХСА, 55С2, 55С2А, 55С2ГФ, 55ХГР, 60Г, 60С2, 60С2А, 605, 70, 70Г ,75, 80, 85, 60С2ХА, 60С2ХФА, 65С2ВА, 68А, 68ГА, 70Г2, 70С2ХА, 70С3А, 70ХГФА, SH, SL, SM, ДМ, ДН, КТ-2.
Марки такой стали используются для изготовления не только пружин и рессор, хотя это основное их назначение, которое характеризует основное свойство. Их применяют везде, где есть необходимость предать изделию упругость, одновременно пластичность и прочность. Все детали, которые изготавливают из этих марок, подвержены: растяжению и сжатию. Многие их них испытывают нагрузки, периодически сменяющие друг друга, причем с огромной циклической частотой. Это:
- корпуса подшипников, которые испытывают в каждой точке сжатие и растяжение с высокой периодичностью;
- фрикционные диски, испытывающие динамические нагрузки и сжатие;
- упорные шайбы, основное время они испытывают нагрузки на сжатие, но к ним можно присовокупить и резкое изменение на растяжение;
- тормозные ленты, для которых одним из главнейших задач является упругость при многократно повторяющемся растяжении. При такой динамике с усиленным старением и износом более прочная сталь (с меньшей упругостью) подвержена быстрому старению и внезапному разрушению.
Тоже касается и шестерней, фланцев, шайб, цанг и т. д.
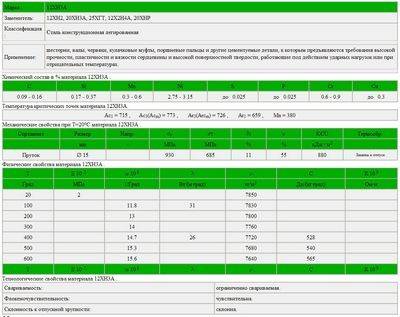
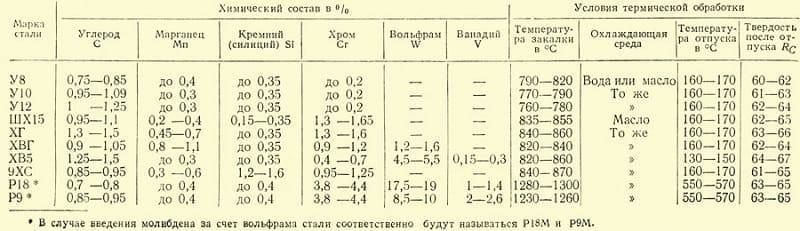
Химический состав
Марка рессорно-пружинной стали 65Г представляет совокупность из перечисленных ингредиентов:
- углерод (C) – 0,65-0,7%;
- кремний (Si) – 0,17-0,37%;
- марганец (Mn) – 0,9-1,2%;
- никель (Ni) и хром (Cr) – с лимитом в 0,25%;
- сера (S) и фосфор (P) – не более 0,035%;
- медь (Cu) – до 0,2%;
- железо (Fe) – 97%.

Химический состав марки 65Г
Главной задачей сделанной продукции является сохранение максимальной стойкости и упругости. Добиться такого эффекта можно при присоединении 1% марганца. Оставшиеся составляющие относятся к категории примесей, и добавляются в соответствии с государственными стандартами.
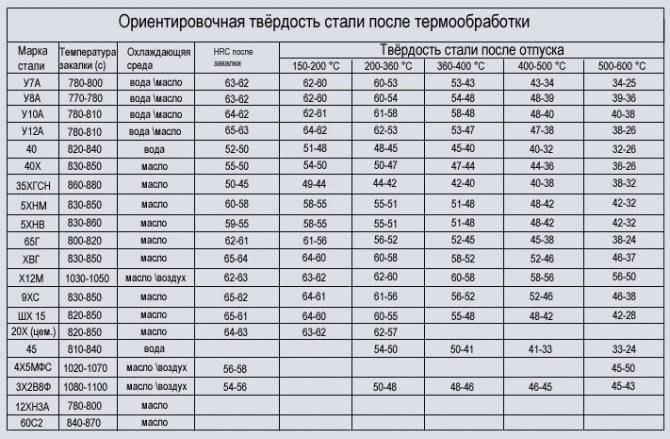

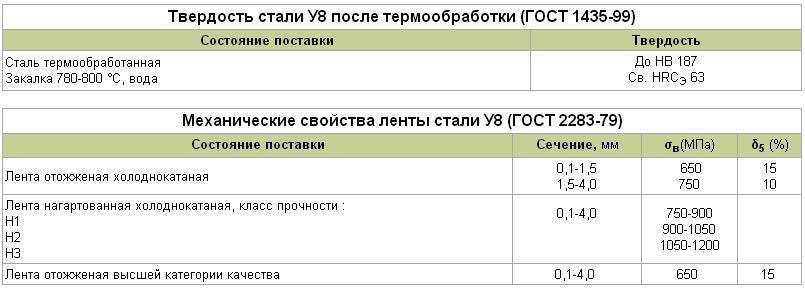

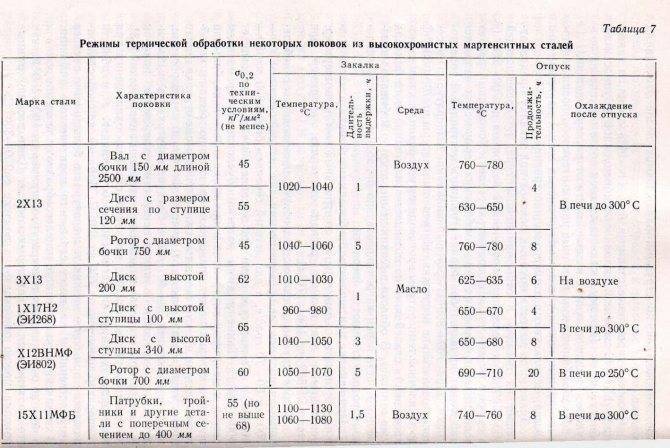
Режимы закалки стали 65Г
Для соблюдения тех характеристик, которые заданы техническими условиями на эксплуатацию деталей, при выборе режима закалки учитывают следующие составляющие:
- способ и оборудование для нагрева изделий до требуемых температур;
- установление нужного температурного диапазона закалки;
- выбор оптимального времени выдержки при данной температуре;
- выбор вида закалочной среды;
- технологию охлаждения детали после закалки.
Интенсивность нагревания предопределяет качество получаемой структуры. Для малолегированных сталей процесс ведут достаточно быстро, поскольку при этом минимизируется риск обезуглероживания материала, и, как следствие, потеря деталью своих прочностных параметров. Однако чересчур быстрый нагрев вызывает к жизни иные неприятности. В частности, для крупных деталей, с большими перепадами поперечных сечений это может вызвать неравномерное прогревание металла, с перспективой дальнейшего появления закалочных трещин, выкрашивания углов и кромок.
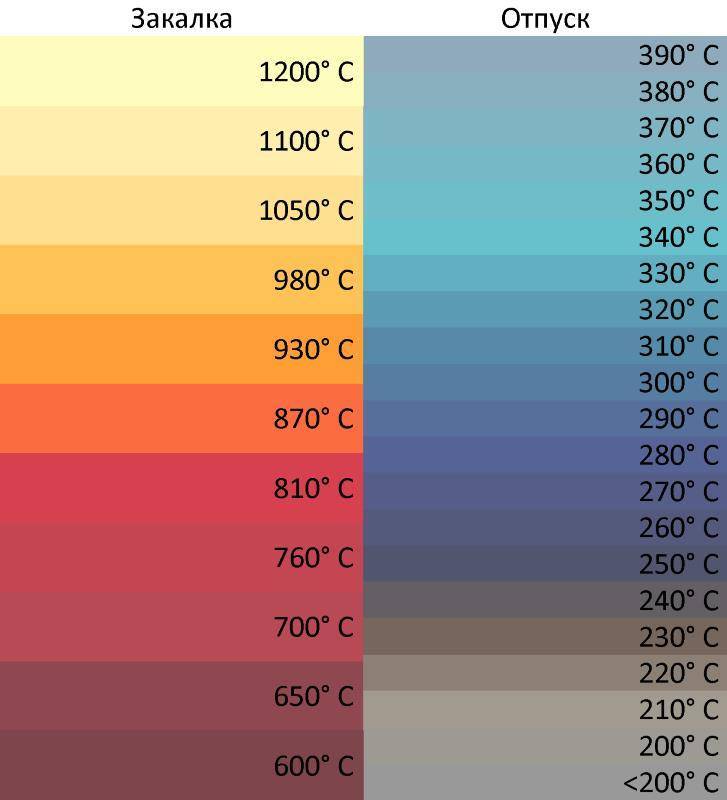
Температура заготовки в зависимости от цвета при нагреве
Для достижения максимальной степени равномерности нагрева сталь сначала подогревают в предварительных камерах термических печей до температур, несколько ниже закалочных – от 550 до 700 °С, и только потом деталь направляется непосредственно в закалочную печь. Быстрее всего нагрев осуществляется в расплавах солей, медленнее – в газовых печах, и ещё медленнее – в электрических печах. Именно поэтому поверхностная закалка изделий из стали 65Г в индукционных печах выполняется достаточно редко. Индуктор, как закалочный агрегат, используется лишь для изделий с малым поперечным сечением. При выборе вида нагревательного устройства важен также состав атмосферы, которая в нём создаётся. В частности, для термических печей, работающих на газе, стараются всемерно снижать длительность пребывания детали в печи, поскольку в противном случае происходит выгорание части углерода поверхностного слоя.
Исходя из нормируемой для стали 65Г температуры закалки в 800…820 °С, предельная величина обезуглероженного слоя не должна быть более 50…60 мкм.
Температурный диапазон закалочных температур может корректироваться в зависимости от конфигурации изделия. Например, если деталь имеет сложные очертания, малые габариты и изготовлена из листового металла, то оптимальной температурой будет нижняя граница указанного выше диапазона. Управляя температурой закалки (например, с помощью автоматических датчиков температуры), можно менять толщину закалённого слоя и величину зоны, которая прокалилась менее остальных. К подобным техническим решениям прибегают, когда различные части детали работают в разных эксплуатационных условиях.
Сталь 65Г не боится перегрева, однако при закалке по верхнему значению температурного диапазона ударная вязкость материала начинает уменьшаться, что сопровождается ростом зерён в микроструктуре.
Для снижения коробления деталей, которые имеют тонкие рёбра и перемычки, пользуются нагревом в соляных закалочных ваннах. Чаще применяют расплав хлористого натрия, а для раскисления в рабочий объём ванны добавляют буру или ферросилиций.
Выдержка при закалке изделий из стали 65Г при заданном температурном интервале происходит до тех пор, пока полностью не произойдёт перлитное превращение. Этот процесс зависит от размера поперечного сечения детали и способа нагрева. Для наиболее употребительных случаев можно воспользоваться данными таблицы:
| Наибольший габаритный размер детали, мм | Закалка в пламенной печи | Закалка в электропечи | ||
| Время нагрева, мин | Время выдержки, мин | Время нагрева, мин | Время выдержки, мин | |
| До 50 | 40 | 10 | 50 | 10 |
| До 100 | 80 | 20 | 88 | 20 |
| До 150 | 120 | 30 | 130 | 30 |
| До 200 | 160 | 40 | 175 | 40 |
Охлаждение изделий после закалки производят не в воду, а в масло, это позволяет избежать возможной опасности растрескивания.
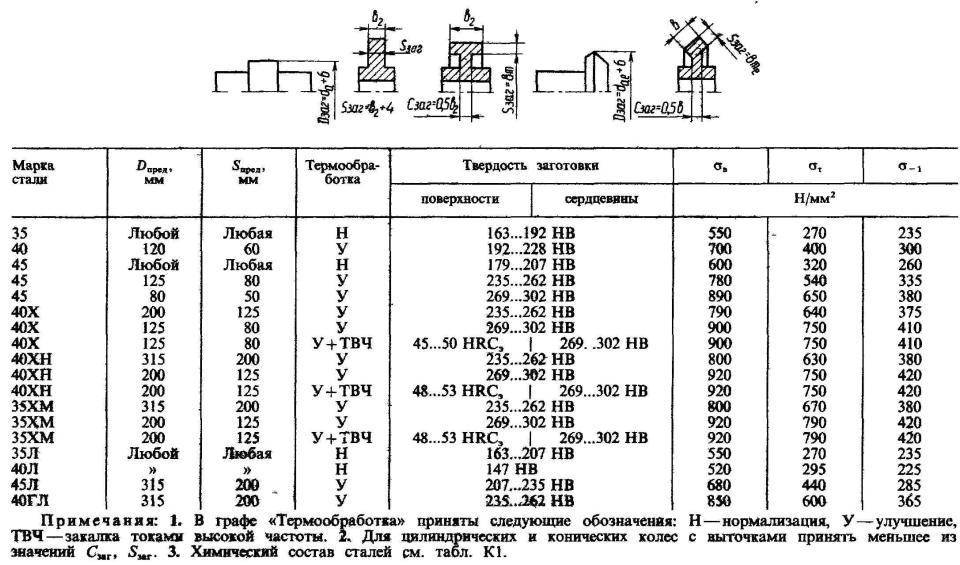
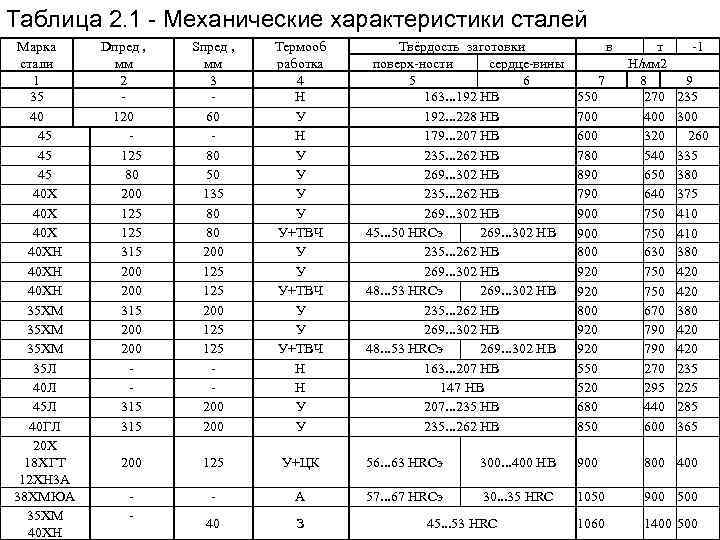
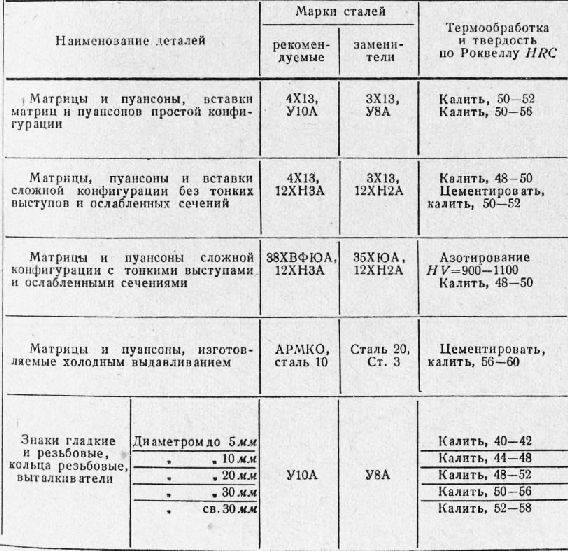
Назначение и применение
По назначению марка18ХГТ относится к конструкционным легированным сталям. Она широко применяется в станкостроении, в автомобильной, тракторной промышленности.
Наиболее востребованными деталями из неё являются валы, шестерни, кулачковые муфты, втулки, шпиндели, червяки.

Чем же так хороша сталь? Что в ней оригинального?
Чтобы лучше понимать значение стали 18ХГТ для промышленности, необходимо рассмотреть хотя бы один пример:
Шестерни. Всем известны эти зубчатые колёса. Они работают в сложных условиях. Для их изготовления сталь 18ХГТ подходит идеально по следующим причинам:

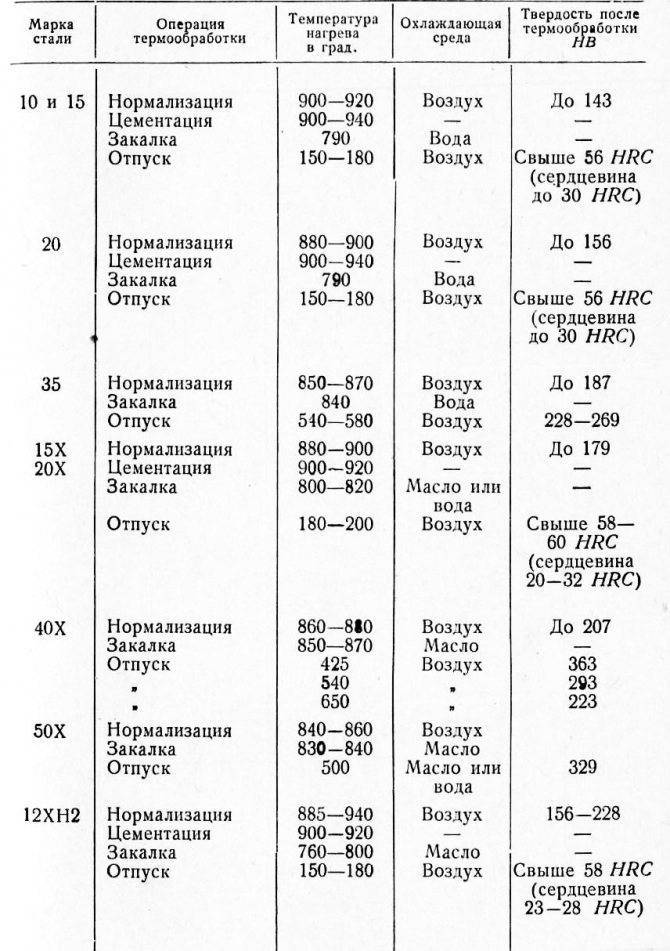
- Технологичность, механическая обработка без проблем. Для изготовления шестерён сталь в исходном состоянии не должна быть слишком твёрдой и хрупкой. Требуемые свойства достигаются специальной термообработкой.
- Обеспечивает износостойкость. Для этого, наоборот, требуется высокая поверхностная твёрдость. Она получается за счёт хорошей цементуемости стали. Обязательное требование при цементации–наличие свободного углерода, внедряющегося в поверхностные слои. После цементации производится закалка, изменяется структура, и твёрдость слоя в 2 мм увеличивается до 60 HRC. Твёрдость сердцевины меньше 40 единиц.
- Высокая прочность. Нередко шестерни работают с перегрузкой, иногда происходит заклинивание зубьев. Чем выше предел прочности стали, тем большую контактную нагрузку смогут выдержать шестерни. У стали 18ХГТ временное сопротивление достаточно высокое, около 1000 МПа.
- Повышенная выносливость. Выносливость, или усталостная прочность, определяет способность деталей работать при циклических нагрузках. Для зубчатых колёс параметр очень актуален. Величина выносливости порядка 700 МПа, как у 18ХГТ, позволяет выдерживать миллионы циклов.
Приведённый пример показывает многообразие положительных характеристик стали 18ХГТ. Но этот перечень не является исчерпывающим.
Кроме цементации сталь может азотироваться. За счёт этого расширяется область применения материала. Насыщенные азотом поверхностные слои толщиной до 0,6 мм приобретают повышенную твёрдость, износостойкость, коррозионную стойкость. После азотирования не требуется термообработки, детали не коробятся.
Значительно увеличивается ресурс таких ответственных деталей, как гребные валы судов.
Особенности
Из-за своих свойств, сталь 65г не подходит для сварки
Но стоит отметить, что спектр использования довольно широк, даже если не брать во внимание холодное оружие. Из нее делают различные пружины, рессоры, корпуса подшипников, узлы и металлоконструкции
Она нашла применение даже в грузовых машинах – при создании рессоры заднего моста применяют именно этот материал.
Чтобы материал сохранял свои свойства и не покрывался ржавчиной его необходимо держать в сухом помещении, а изделия периодически покрывать маслом.
Благодаря своей дешевизне и довольно приличным свойствам, сталь 65г используют в качестве аналогов таких материалов, как: 55С2, 60С2, 70, 70Г, У8А, 9Хс.
Эластичность металла при ковке позволяет изготавливать холодное оружие и клинки в домашних условиях. Именно благодаря этой причине, сталь 65г получила широкое распространение в этой отрасли. Это касается ручного производства не только спортивных снарядов или орудий для реконструкций, но и в бытовом использовании — на кухне.

Минусы
Как отмечали выше, сталь относиться к углеродистой группе и подвержена коррозии. Поэтому не забываем два важных правила: держим клинки в сухости и чистоте и периодически смазываем касторовым малом. Уход за ножами из стали 65Г сравним с уходом за ножами из дамасской стали.
Режимы термообработки
Температурный интервал закалки стали 65Г находится в пределах 800-830 °С. Последующий высокий отпуск в режиме 160-200 °С с дальнейшим охлаждением на спокойном воздухе позволяют получить на выходе твердость стали в пределах 45-47 HRC. Данная марка стали не боится перегрева, однако при закалке в верхних температурных значениях ударная вязкость стали начинает снижаться.
Из стали 65Г с оплеткой Производство компании “АиР”, Златоуст, Россия Нож изготовлен из стали 65Г, …
Из стали 65Г с оплеткой Производство компании “АиР”, Златоуст, Россия Нож изготовлен из стали 65Г, …
Из стали 65Г с оплеткой Производство компании “АиР”, Златоуст, Россия Нож изготовлен из стали 65Г, …
Из стали 65Г с оплеткой Производство компании “АиР”, Златоуст, Россия Нож изготовлен из стали 65Г, …
Основные сведения
Рессорно-пружинная сталь — сплав, который обладает очень высоким пределом текучести. Предел текучести — это физическое свойство какого-либо материала, характеризующее напряжение, при котором деформация продолжают расти без увеличения нагрузки. По факту этот показатель отражает способность материала сохранять свою форму при изгибе и скручивании.


Чем лучше материал сохраняют форму при деформации, тем выше у него предел текучести. Высокий предел текучести возникает в материале за счет специальных методов обработки (закалка, отпуск). Это отличает сталь-пружину от многих других стальных сплавов, которые обычно «обретают необычные свойства» за счет включения в их состав различных легирующих добавок.
В России для производства пружинной стали применяются низколегированные сплавы с минимальным количеством добавочных компонентов. В американских, европейских, азиатских странах также часто применяются среднеуглеродистые и высокоуглеродистые соединения, содержащие хром.
Также применяются соединения, содержащие большое количество марганца, никеля, кремния, вольфрама, азота. Эти компоненты делают материал еще более пластичным, а также повышают его химическую инертность (то есть такой материал не будет вступать в реакцию с щелочами, кислотами, солями). Как ясно из названия, пружинная сталь обычно применяется для производства пружин, торсионов, рессор, фортепианных струн, хомутов и многих других изделий.

Ножи
Рессорная сталь для ножа некоторое время являлась наиболее распространенным материалом, особенно среди владельцев автомобилей. Изготовление острых предметов действительно осуществлялось из старых рессор, которые пришли в негодность для использования в транспортном средстве. Применение ножей из такого необычного материала осуществлялось как для различных бытовых нужд, так и для обычной резки продуктов на кухне. Выбор именно на эту деталь пал не случайно. Было несколько причин, почему именно рессорная сталь стала основным материалом для самодельного производства хороших ножей.
Первая причина — это то, что из-за плохого качества дорог такая деталь как рессора, часто и быстро приходила в негодность. Из-за этого у многих автовладельцев этих узлов было в избытке. Детали просто лежали в гаражах. Доступность и стала первой причиной.

Вторая причина — это конструкция рессоры, которая включала в себя несколько листов углеродистой стали. Именно из этих элементов и можно было изготовить пару добротных ножей.
Третья причина — это высокая эластичность рессорной стали, которая позволяет проводить обработку материала, имея лишь минимальный набор инструментов.





