

Технология сварки пластмасс феном или термопистолетом
Метод применяется для изделий любой конфигурации. Феном монтируют трубы, бамперы, бассейны, напольные покрытия и многое другое.
Феном для сварки пластика соединяют любые термопласты. Пистолет чаще применяется для соединения деталей внахлест: разогревается пространство между ними, после этого шов уплотняется, прокатывается валиком. Также соединяют детали с помощью фена, когда изделия соединяются встык, в зону шва подается присадочный пруток – он направляется поверх стыка или в него. Теперь про насадки, строительный фен для сварки прутком одновременно разогревает кромки и присадочный материал. Насадки на фены разделяются по видам:
- фиксирующие перед сваркой прижимают свариваемые поверхности;
- щелевые удобны при сварке кровельных материалов;
- формировочные используются для прутка толще 4 мм.
Технология выполнения шва предполагает предварительную обработку кромок: их очищают, обезжиривают. С кромок, толще 2 мм, предварительно снимают фаску, чтобы было место для укладки прутка. При соединении тонких пластиков пруток подается непосредственно в зазор между деталями. Необходимо учитывать, что с применением присадочного материала образуется выпуклый шов. При необходимости лишний полимер срезается. Для образования ровного соединения необходимо соблюдать расстояние между феном и соединяемыми деталями. Скорость движения фена регулируется так, чтобы пруток и кромки успели разогреться, но не сильно оплавились. Не должно быть деформации края.
Способы сварки пластика и оборудование
Для пайки пластика в домашних условиях применяется несколько методов.
- Контактная сварка для пластика наиболее удобная. Не требует присадочного материала. Самый простой из них – бытовой паяльник с рабочим напряжением 220 вольт со специальной насадкой вместо жала, она обеспечивает большую площадь разогрева. Контактный метод считается универсальным, им соединяют полипропилен и полиэтилен различной плотности, формы и толщины. Сущность процесса – разогрев зоны шва до 260°C с последующим соединением деталей стыковкой или внахлест. Существует три вида оборудования для сварки пластиков: 1) когда нагревательный элемент воздействует на всю толщину детали (для листового и трубного пластика); 2) зона разогрева ограничена (соединение листов внахлест); 3) одновременно нагревается внутренняя и наружная часть соединяемых элементов (стыковка враструб).
Соединение деталей горячим воздухом с помощью строительного фена или термопистолета позволяет применять присадочный пруток, он подается вручную. Принцип работы оборудования прост: воздух от электронагревателя вентилятором нагнетается через узкое отверстие в зону разогрева. Полимер плавится, образуется шов. Фен с насадкой удобнее пистолета, пруток заправляется в насадку, левая рука высвобождается. Для дома часто приобретают термопистолет или фен мощностью 1,5 или 2 кВт. Он разогревает воздух от +180°C до +260°C, модели оснащены терморегуляторами.
- Соединение деталей экструдером предполагает подачу расплавленного полимера в зону соединения деталей. Этот метод самый простой и надежный, после сварки образуется ровный шовный валик.
Ручной экструдер для сварки пластика
Экструдеры выпускаются двух типов:
- бесконтактный, когда подаваемую массу необходимо разравнивать специальным валиком;
- контактный, когда мягкий полимер подается с усилием.
Регулировка осуществляется с учетом вида полимера, толщины присадочного прутка.
Сварочные работы — доходный бизнес
Оборудование для проведения сварочных работ-ручной экструдер которым работает сварщик предназначен не только для стандартного всем знакомого сварочного оборудования. В сети часто можно встретить статьи и заметки в которых упоминается, что для получения в дальнейшем производительного и доходного бизнеса нужно выбрать такой род занятий который хорошо знаком вам, вы знаете все тонкости этого дела ,плюсы и минусы, занятие которому вы будете рады посвятить своё время. В повседневной жизни встречаются случаи когда сварщик профессионал своего дела, решает открыть своё дело, открывает “ларёк” в конце концов его дело прогорает. А к примеру его напарник, с которым они бок о бок проработали немалое время, имеет стабильность в развитии свое бизнеса, путём предоставления сварочных услуг – работающий изначально один, покупает ещё один цех и продолжает расширять штат сотрудников – выполняя огромное количество заказов на услуги и готовых изделий. Но и не всё так просто как казалось бы, для того чтоб начать своё дело по предоставлению сварочных услуг, недостаточно не достаточно иметь всего на всего один только сварочный аппарат — с которым обычно, ассоциируется сварщик. Профессионал своего дела, не желающий стоять на месте в развитии своей предпринимательской деятельности и приобрести постоянных клиентов — которые будут благодаря которым станет известен – обязан содержать сварочное оборудование сварог для любых сварочных работ — и в зависимости от рода выполняемых работ, использовать нужное — а не с грустным видом разводя руками сообщать клиенту, что мол — только с металлом работаю, а вот сварку полиэтилена или поправить безнапорный трубопровод – увы это не ко мне у нас нет спец.оборудования. Далее в заметке мы расскажем об одном из типов оборудования, необходимого сварщику профессионалу, а именно – экструдер ручной Экструдер ручной применяется для сварки безнапорных трубопроводов. В данном случае – главное отличие от другого сварочного оборудования является то что — с ручным экструдером возможно производить сварочные работы в труднодоступных простому оборудованию местах, более качественно производить конкретное соединение. Это всего лишь малая часть его способностей
Что бы ощутить важность наличия в коллекции оборудования для работы — ручного экструдера, мы решили получить мнение экспертов по сварочному делу – профессионалов своего дела. И они советуют приобрести ручной экструдер марки Leister обосновав это тем , что стоимость этого оборудования — с учетом доставки – окупится практически за пару выполненных заказов
Так же объяснив что ручной экструдер применяется не только для сварки безнапорных трубопроводов привели возможные работы — которые можно выполнить за счёт этого оборудования. Одной из особенностей ручного экструдера является то что он применяется для сварки конструкций из полипропилена и поэтому становится просто не заменимым. Пластины из термопласта, при сварке которых использовался ручной экструдер, внешне не имеют специфических видимых швов – сварочный процесс с при помощи ручного экструдера можно назвать ювелирной работой. Отмечено что на сегодняшний день пользуются спросом сварщики имеющие в наличии ручной экструдер который позволяет производить работы над гидроизоляцией и труб трубной ППУ.
В итоге мы видим как всё же необходим ручной экструдер современному сварщику ,который позволяет ему расширить круг своих возможностей в сварочных работах что на прямую влияет на будущее количество заказов и соответственно доход.
Свойства и виды полипропилена
Композитные и монолитные плиты создаются из полимерного материала, получают их путем прокатки, которые уплотняют пористую структуру, придают форму, создают гладкую поверхность. Основные характеристики листа:
- высокая прочность на разрыв, сжатие, кручение;
- низкий удельный вес, не более 0,92 г/см3;
- небольшой коэффициент расширения, сохраняет однородность структуры в температурном диапазоне от +80 до -40°С;
- экологическая безопасность, не выделяет вредных компонентов;
- химическая нейтральность к агрессивным средам кислотной и щелочной природы;
- гидрофобность: материал не впитывает влагу;
- стойкость к ультрафиолету;
- диэлектричность.
Материал легко монтируется с помощью крепежа, поддается резке, фрезеровке, сварке, склейке. Лист выпускается трех видов:
- плотный – имеет гомогенную структуру;
- ячеистый – рыхлый, обладает шумоизоляционными свойствами;
- вспененный – используется как утеплитель.
Бизнес-план компании по услугам сварки полимерных ёмкостей — Сварка полипропилена
Приведённый ниже расчет показывает, что сварка полипропиленовых изделий — Высокодоходный и прибыльный бизнес с малыми вложениями.
- Расходная часть.
- Единовременные расходы 263 500р.
- Ежемесячные расходы 240 000р.
Зарплаты (постоянная часть) 40 000р. Бухгалтер на аутсорсинге — 10 т.р.; Менеджер — 10т.р.+%; Рабочая бригада (2 чел) — 2х10т.р.+%
Зарплаты (переменная часть) 144 000р. 13%(5% — менеджер; 8% — рабочие) Аренда помещений 33 000р. Офис — 15м2 (1000р/м2); Склад-цех -30м2(600р/м2); 15 000р. Транспортные расходы 8 000р. Налоги 14 400р. 6% УСН
- Доходная часть 420 000р.
Средний чек по услугам сварки 200 000р. Бассейн до 1 500 000; Купель — до 80 000; Септик — до 80 000; прочие ёмкости до 150 000;
Маржа по услугам сварки 40% Среднемесячное количество заказов 8 Один-два заказа в неделю. При увеличении рекламного бюджета — больше заказов. Оказание услуг по сварке ёмкостей 400 000р. Продажа оборудования 20 000р. Доп.доход по продаже оборудования (5% от основного дохода)
Цифры указанные в таблицах актуальны на июль 2015 для московской области.
При рассмотрении бизнес-плана необходимо понимать, что до выхода на объем 8 и более заказов в месяц необходимо работать 3-6 месяцев над продвижением услуги в вашем регионе.
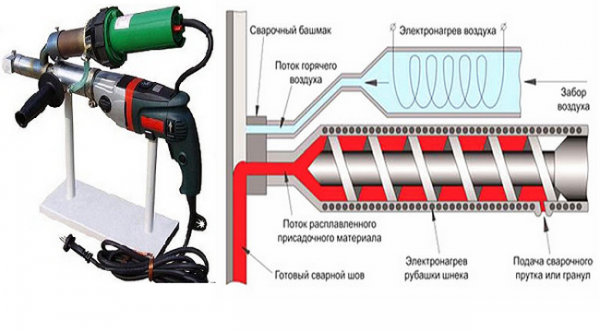
РУЧНОЙ СВАРОЧНЫЙ ЭКСТРУДЕР: СХЕМА РАБОТЫ
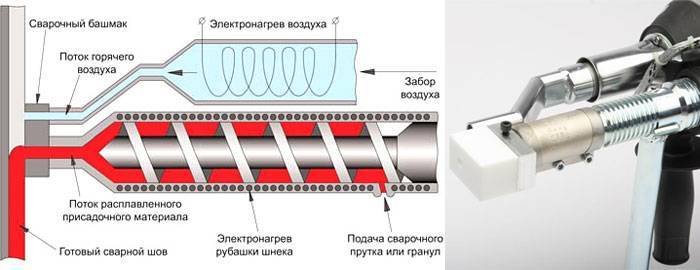
Перед тем, как соединять элементы, их нужно нагреть. В корпус сварочного экструдера для этой цели может быть встроен термофен. Он нужен для того, чтобы пластиковые детали нагрелись потоком воздуха перед тем, как на них подастся присадочный материал.









Нагретая воздушная масса может идти не только от термофена, но и от компрессорной установки или организационной пневмосети. Присадочная проволока нагревается благодаря электрическим нагревателям, встроенным по кругу экструзионного отделения.
Последний подходит к зоне сварки сквозь башмак в состоянии своеобразной лавы.
Ручной сварочный экструдерный аппарат используют в основном для пайки полиэтилена с низким давлением, полипропиленовых деталей и остальных типов термических пластмасс из первой группы.
У них температура плавления и температура разрушения рознятся на 50 градусов Цельсия. Это уменьшает беспокойство по поводу деструкции, так как даже перенапряжение на 35-45 градусов не повреждает итоговое соединение.
Вторая группа термических пластмасс включает поливинилиденфторид и поливинилхлорид
Они плавятся и разрушаются с очень маленькой температурной разницей, поэтому тут важно жёстко контролировать терморежим сварки
При работе с элементами из этих материалов, экструдер должен долго работать в ожидающем режиме или не выключатся долгое время.
Самодельное устройство
Сварочный экструдер относится к сложным механизмам для профессионального использования. Его цена начинается от 30 тысяч рублей за самую простую модель, и может доходить до ста тысяч и более за мощную и высокопроизводительную. Отечественные разработки также представлены на рынке, они на 10-20% дешевле импортных, но все равно стоят достаточно дорого.
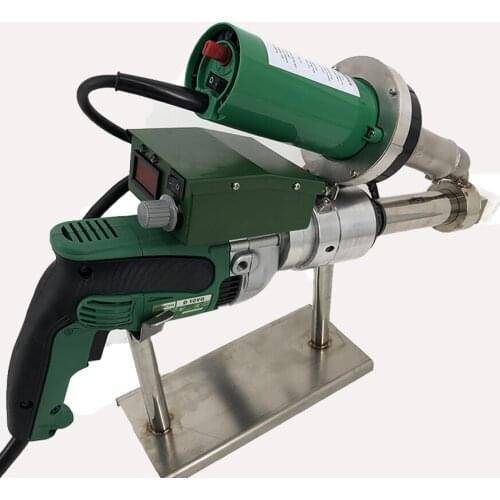
Поэтому при возникновении разовой необходимости сварить, к примеру, две водопроводных трубы (их обычный материал изготовления — полипропилен) проще воспользоваться экструдером, сделанным своими руками. Самый простой вариант конструкции представляет собой мощный строительный фен, снабженный насадкой для прутка — либо самодельной, из жести, либо промышленного изготовления.
Подача прутка в этом случае будет производиться вручную. Мощности фена хватит для его расплавления, но качество шва, конечно, будет ниже, чем у промышленных моделей.
https://youtube.com/watch?v=9QUtY8k1_Y8
Если позволяют возможности, фен можно соединить со шнековым или плунжерным приводом для подачи питания. В этом случае, если смонтировать приемную камеру, можно будет использовать гранулированное сырье.
Двигатель для привода рекомендуется коллекторный, так как работа экструдера подразумевает постоянное изменение крутящего момента. Двигатели других типов хуже выдерживают такой режим работы.
Технология сварки
При температурном соединении не нарушается структура полимера, сцепление соединяемых деталей происходит за счет процесса взаимодиффузии. Сварка полипропиленовых листов заключается в разогреве стыка до вязко-текучего состояния. При выборе оборудования необходимо учитывать, что при медленном разогреве в местах соединений материал дает усадку, от этого страдает качество шва. Температура сварки зависит от вида инструмента. Для монтажа листов используется полиффузный метод, когда разогреваются стыки. Еще соединение делается с помощью экструдера. Разогреть полипропилен можно воздушным пистолетом (феном).
Методы ручной сварки листового полипропилена

Фен для сварки полипропилена При монтаже используются два инструмента: сварочный экструдер для полипропилена и фен. Между свариваемых листов укладывается полипропиленовая проволока или пруток для сварки. Он выбирается по виду монтируемого материала, должен соответствовать ему по классу материала, виду изготовления.
Технологические отличия
Необходимо еще осветить несколько достаточно важных моментов, в частности это касается процедуры прохождения сухой экструзии, которая напрямую зависит от тепловой энергии, выделяемой самим аппаратом, образующейся в процессе работы. Также остается возможность привлечения к процессу пара, для которого есть в наличии индивидуальная камера. Пар необходим для увеличения износоустойчивости оборудования.
Технология отличается высокой скоростью выполнения работ, процедура осуществляется всего лишь на протяжении 30 секунд. Аппарат для сварки пластика за такой короткий промежуток времени успевает выполнить с сырьем следующие операции:
- измельчение;
- обезвоживание;
- смешение;
- обеззараживание;
- стабилизация;
- увеличение объема.
Для самостоятельного изготовления ручного экструдера в домашних условиях нужно приобрести определенный перечень деталей:
- шнек необходимой формы;
- электродвигатель;
- корпус для устройства;
- емкость подачи;
- емкость выходная;
- камера вакуумная.








Чтобы сделать в бытовых условиях инструмент для сварки пластиковых изделий своими руками, достаточно понять процедуру создания экструдера, его рабочий принцип.
Работа экструдера
Экструдер достаточно простой агрегат, и все технические вариации можно поделить на три группы. Группы разделяются по рабочим моментам:
- формовка холодная;
- экструзия горячая;
- тепловая обработка.
Наиболее востребованный элемент в данное время это горячая формовка. Этот процесс сопровождается высоким давлением и скоростью. Для реализации необходим экструдер именуемый шнековым. У таких агрегатов основным элементом служит шнек особого вида. Здесь процесс формовки расположен на выходе. Сырье загружается в специализированную камеру, точно так же как и выбранные добавочные компоненты. Эти агрегаты имеют заводскую возможность оснастки шнеков особыми элементами. От этого зависит смешивание состава и его перемещение.
Конструкция
Любой сварочный экструдер, независимо от модели и назначения, состоит из двух узлов:
- Температурный. Отвечает за нагрев пластика до рабочей температуры. Большинство моделей оснащены реле, ограничивающим степень воздействия.
- Рабочий. Подающий механизм отвечает за подачу присадочного материала на соединяемую заготовку через шнековый аппарат.
В качестве расходного материала используют специальные прутки или гранулы.
Отдельные аппараты оснащены измельчительным механизмом, для подготовки присадочного состава к эксплуатации. Речь идет о профессиональных экструдерах для сварки полипропилена. Они адаптированы под пластик любого типа, независимо от размеров и крепости. Бюджетные модели способны функционировать только на гранулах.
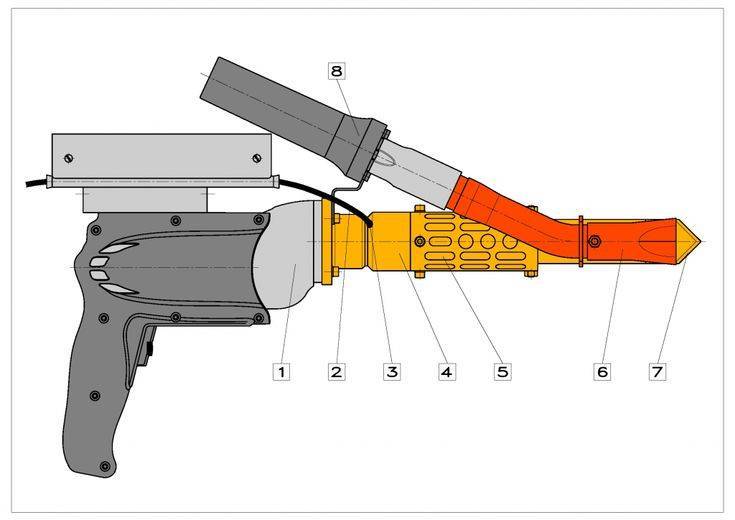
Типовая модель состоит из следующих элементов:
- электрический двигатель;
- загрузочный узел;
- шнековый механизм;
- зона расплава;
- нагревательный элемент;
- насадки для нанесения состава на поверхность;
- Блок управления с тепловым реле.

Конструкция и действие
Самой идее уже больше шестидесяти лет, не удивительно, что за прошедшее время она претерпела некоторые изменения и стала почти идеальной. С течением времени появилось большое количество машин обладающих разным способом воздействия и почти одинаковыми в области получаемых изделий.

Что нагревает основу будущего изделия? Здесь все довольно просто, энергия от механических процессов становится теплом, что равно помогает нагреву пластика. Так же возможно внешнее тепловое воздействие. Здесь по большей части идет зависимость от изначальной конструкции экструдера.
Изменчивые элементы обработки пластика при помощи экструзии:
- состав;
- природа;
- влажность;
- интенсивность;
- продолжительность;
- давление и температура.
Самодельное устройство
Стоимость нового экструдера достаточно высока – цена на модели начального уровня стартуют с 300 $. Это подталкивает мастеров к изобретению различных самоделок. Обладая необходимыми навыками, можно собрать ручной экструдер своими руками без особых затрат. В интернете можно найти рабочие чертежи рабочих аппаратов с различными характеристиками.
Для сборки самого простого агрегата понадобится промышленный фен и двигатель коллекторного типа, который легко переносит постоянные изменения режима работы. Подавать прутки придется вручную. Насадки изготавливают самостоятельно или приобретают и приспосабливают запасные части существующих моделей.
Использование плунжерного привода позволит выполнять работы на гранулированном сырье.
Такое устройство подходит только для простых домашних работ, поскольку качество готового соединения будет гораздо ниже, по сравнению со сваркой полиэтилена экструдером промышленного изготовления.
Общая информация
Этот аппарат работает по такой системе: нагретая воздушная масса, идущая из сопел экструдера и увеличивает температуру промежутка (канавы или стыка) между соединяющимися деталями, делая последние пластичнее.
Параллельно в рабочую зону аппарата подходит прут. Он плавится и соединяется с диском (его называют также шнек), образуя однородную пластиковую массу.
Через фильерный инструмент или сварочный башмак выходит расплавленная полимерная смесь. Шов получается, когда вся масса остывает до комнатной температуры. Это похоже на выдавливание кетчупа из упаковки.










Прут для сварки по этим характеристикам также должен быть похож на элементы.
Описание экструдеров
Назначение.
В современный мир прочно и надолго вошли пластиковые изделия различного назначения. Пластмассовые изделия есть практически везде: в промышленности, на стройке, в быту, в упаковке продуктов питания, в космонавтике, в офисе. Но для такого объём пластиковых изделий просто необходимо специальное оборудование, которое позволяет надёжное сделать и скрепить пластик. Одним из самых популярных видов оборудования для скрепления пластика является ручной сварочный экструдер.
Типы ручных экструдеров: шнековые, безшнековые, комбинированные.
Почти все ручные сварочные экструдеры имеют общий принцип работы. Но их можно разделить на несколько типов:
- шнековые экструдеры,
- безшнековые экструдеры
- комбинированные экструдеры.
В безшнековых (так называемых дисковых экструдерах ) расплав полимера в головку проталкивает диск специальной формы. Движение расплава по сварочному экструдеру достигается с помощью движущей силы, которая создаётся в полимерной массе за счёт силы направленного напряжения. Безшнековые экструдеры используют для получения смеси полимерных компонентов более высокого качества. Но в безшнековых экструдерах трудно получить высокое давление. Это накладывает ограничения не технические характеристики экструдеров. В комбинированных экструдерах одновременно используется шнековая и дисковая часть. И такие экструдеры назвали червячно-дисковыми. У данного типа экструдеров наблюдается хороший смесительный эффект. Особенно это удобно при переработке композитных материалов.
Но самыми полярными аппаратами являются экструдеры шнекового типа. Данные аппараты делятся на несколько типов:
- одношнековые экструдеры или двухшнековые экструдеры
- количество ступеней — одна или две
- с зоной дегазации и без нее
- направление вращения шнеков — в одну или в обе стороны.
Наиболее распространённым является одношнековый экструдер не имеющий зоны дегазации. Состоит из следующих компонентов: обогреваемый цилиндр, шнек и сменная формующая насадка.
Ручной экструдер для пластика своими руками

Ручной сварочный экструдер своими руками больше не является фантазией. С развитием технологий, появилась реальная возможность создать этот агрегат самостоятельно.
Разберемся для начала, что это такое и для чего необходимо. Именно с помощью этого агрегата получают полимерные изделия без ограничений по длине. Это имеет свои сферы пользования и применения. Ручной экструдер своими руками — простота и удобство сборки и последующей эксплуатации.
Процесс выделки
Верхняя часть, так же именуемая «головкой экструдера», перемещает плавкий полимер в следующую камеру, иначе именуемую «формовкой», с должным для выбранного изделия профилем. Описанный способ один из наиболее распространенных методов. Сравнить с ним можно только способ изготовления плас.
Какие полимеры особенно ярко взаимодействуют с экструзией:
Что ж, непосредственный процесс довольно прозрачен, стоит рассмотреть поближе собственно экструдер.
Конструкция и действие
Самой идее уже больше шестидесяти лет, не удивительно, что за прошедшее время она претерпела некоторые изменения и стала почти идеальной. С течением времени появилось большое количество машин обладающих разным способом воздействия и почти одинаковыми в области получаемых изделий.
Что нагревает основу будущего изделия? Здесь все довольно просто, энергия от механических процессов становится теплом, что равно помогает нагреву пластика. Так же возможно внешнее тепловое воздействие. Здесь по большей части идет зависимость от изначальной конструкции экструдера.
Изменчивые элементы обработки пластика при помощи экструзии:
- состав;
- природа;
- влажность;
- интенсивность;
- продолжительность;
- давление и температура.
Работа экструдера
Экструдер достаточно простой агрегат, и все технические вариации можно поделить на три группы. Группы разделяются по рабочим моментам:
- формовка холодная;
- экструзия горячая;
- тепловая обработка.
Наиболее востребованный элемент в данное время это горячая формовка. Этот процесс сопровождается высоким давлением и скоростью. Для реализации необходим экструдер именуемый шнековым. У таких агрегатов основным элементом служит шнек особого вида. Здесь процесс формовки расположен на выходе. Сырье загружается в специализированную камеру, точно так же как и выбранные добавочные компоненты. Эти агрегаты имеют заводскую возможность оснастки шнеков особыми элементами. От этого зависит смешивание состава и его перемещение.
Процесс пользования экструдером
Зерновой агрегат осуществляет свою работу за счет камер закрытого типа и зерен в них располагающихся. Внутреннее давление возрастает благодаря выпариванию влаги. Чтобы осуществить увеличение объема смеси пара и воздуха осуществляется резкая разгерметизация. А разгерметизация в свою очередь повышает объем зерен.
Производство
Ручной экструдер для полипропилена своими руками — это один из простых способов приобретения подобного агрегата. Следует отметить, что процесс сборки не так сложен, как может показаться, и вполне по силам любому.
Читать также: Как определить проводимость транзистора
Производство экструдеров довольно интересный процесс, напрямую зависящий от конфигурации и назначения агрегата. Производственные различия:
- количество рабочих камер;
- наличие дополнительных систем;
- конструктивное исполнение элементов.
Единственное что неизменно – цилиндрическая форма. На сегодняшний день она полагается наиболее технологичной, а потому остается собой.










Технологические различия
Процесс создания и работы экструдера достаточно понять. Но осталось несколько важным моментов, которые следует осветить. В частности, освещения требует процесс сухой экструзии. Почему именно так? Сухая экструзия завязана на тепле, выделяемом агрегатом самостоятельно, за счет непосредственного процесса работы. При этом остается возможность привнесения в работу пара, для этого имеет особая камера. Для чего необходим пар? Именно благодаря ему повышается износостойкость агрегата.
Особое отличие этого способа – скорость. Процесс длиться всего лишь полминуты. За это время агрегат успевает:
- измельчить;
- обезводить;
- смешать;
- обеззаразить;
- стабилизировать и увеличить объем.
Ручной сварочный экструдер своими руками требует приобретения нескольких элементов из которых и производится сборка. Перечень необходимых для сборки элементов:
- шнек должной конфигурации;
- электрический двигатель;
- корпус прибора;
- емкость для подачи и выходная емкость;
- вакуумная камера.
Технология сварки пластмасс экструдером
Из всех горячих методов самым экономичным и удобным считается соединение пластиковых элементов контактным экструдером, когда расплавленная масса, подаваемая в стык, прижимается направляющим соплом. Этот метод применяется для деталей с толстой стенкой. Экструдер подает уже размягченный материал. При таком способе:
- уменьшается расход энергии;
- улучшается теплопередача;
- нет необходимости использовать прижимные устройства;
- легче контролировать качество шва.
Основные этапы технологического процесса:
- Разогрев свариваемых кромок до состояния вязкости разогретой массой;
- Стыковка силой рук или специальными устройствами;
- Естественное охлаждение соединенных деталей (их нельзя сдвигать до полного затвердевания).
Виды ручного сварочного экструдера
- Шнековые (присадочный материал расплавляется в шнековом (экструзионном) отделении аппарата и выдавливается наружу с помощью шнека). Присадочный материал – это пруток или специальные гранулы, которые помещаются в шнековое отделение и уже там под воздействием высокой температуры при взаимодействии со шнеком становятся однородной массой, готовой к использования.
- Безшнековые или плунжерного типа. Пруток в таких экструдерах нагревается сначала с помощью электронагревателей вокруг области нагрева, а задняя твердая часть присадочного материала выступает в качестве поршня для передней уже вязкой массы.
- Комбинированные (сочетаются два вышеизложенных вида).
Особенность и приоритетность использования обусловлена следующими факторами.
- Ручной экструдер для сварки может варить изделия с толстыми стенками.
- Быстрая скорость сварки.
- Сведение к минимуму человеческого фактора. Здесь не требуется следить за состоянием сварочной ванны, как при сварке металла, контролировать правильное выведение сварочного шлака, выводить «ёлочки» и «зигзаги». Использовать это оборудование новичку будет проще всего.
Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Выполнение сварки
Если экструдерный аппарат не новый, и вы уже использовали его раньше, уберите из резервуара остатки присадки, которые вы применяли до этого.
Сделать это нужно, даже если вы использовали тот же материал, что и в этот раз. Если присадка нагреется еще раз, её прочность уменьшится.
Затем нужно снять блокировку с холодного пуска, разогреть устройство и подающие детали до температуры, при которой вы собираетесь работать, установить настройки производительности.
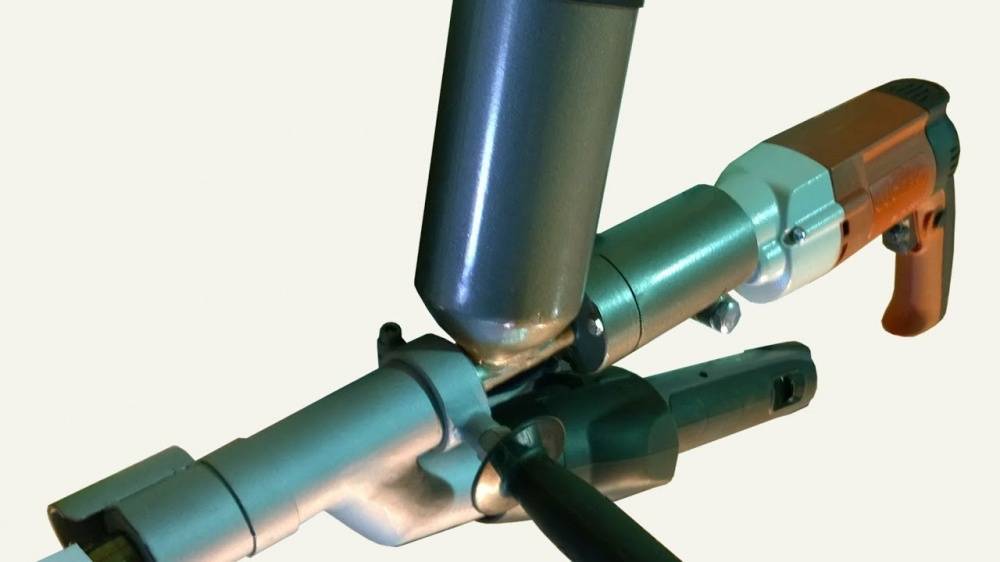
Во время того, как вы будете варить, поддерживайте необходимый наклон экструдера. Он будет зависеть от того, какой тип шва вы выбрали. Если вы проработали долго и нуждаетесь в перерыве, поместите сварочный аппарат на подставку для него.
Если пауза будет долгой, снизьте температуру аппарата примерно на 45 градусов. Нагрев присадки приостановится, но проблем с продолжением процесса не будет.
Для каких материалов применим
Качественный сварочный экструдер должен иметь блок регулировки с механическим, сенсорным или кнопочным управлением, которое позволит менять температуру нагрева смеси.
Дело в том, что разные пластики плавятся при различной температуре. Наименьшая она у ПНД — 120-130 °C (в зависимости от марки), наивысшая — у поливинилхлорида — до 220 °C. Остальные популярные промышленные полимеры имеют температуру плавления в пределах 170-200 °C.
Экструзионной сварке можно подвергать только пластики из группы термопластов. Материалы из группы реактопластов расплавлению с последующим восстановлением не подвергаются, при высокой температуре они просто начинают гореть.
Принцип действия устройства с прутком
Перед началом работы требуется заправка устройства присадочным прутком, который должен быть выполнен из того материала, что и свариваемые элементы. Его пропускают в размещенную на передней панели приёмную втулку. Заправляют пруток таким образом, чтобы его свободный конец попадал в зону захвата шнеком. Включение электродвигателя активизирует два процесса:
- Воздействие концентрированной струи горячего воздуха обеспечивает нагрев присадочного прутка;
- Через определенный период времени, определяемый специальным датчиком, происходит подача прутка в зону измельчения.
Далее под воздействием вращающегося шнека пруток начинает дробиться, постепенно превращаясь в гранулированную массу. Плавясь, перемещается дальше, где гранулят становится гомогенно однородным. Оказываемое шнеком давление приводит к перемещению массы в сварочную зону и дальнейшему поступлению в сварочное сопло. Следующий этап – прижим к поверхности свариваемых изделий. В результате давления смесь выдавливается наружу. Аккуратная и точная работа способствует получению однородной полосы. В зависимости от конфигурации сопла ее ширина может быть различной. Внешняя температура существенно ниже создаваемой терморегулятором. Благодаря этому происходит мгновенное застывание присадочного прутка. В итоге образуется высокопрочный сварочный шов.
Поверхности свариваемых изделий должны быть обязательно очищены от загрязнений. Также они должны быть одинаковыми. Имеются в виду следующие параметры:










- Химический состав;
- Плотность;
- Текучесть.
Используемый пруток также должен быть идентичен материалу обрабатываемых деталей.
Виды
- Шнековые. В них проволока для присадки плавится в шнековом резервуаре экструдерного аппарата и выдавливается сквозь стержень с винтовой поверхностью вдоль оси — шнек. Вместо проволоки используют и материал в гранулированном состоянии. Он находится в специальном отделении, где соединяется в однородную расплавленную массу и становится пригодным к подаче.
- Безшнековые. Прут в этих моделях накаляется электронагревателями в участке нагрева. Задний конец проволоки в этом варианте остается твердым и подталкивает нагретый вязкий материал на участок образования шва.
- Скомбинированные. В них совмещаются шнековы и безшнековый типы.
Сварочные экструдеры лучше выбирать, когда нужно сварить пластиковые детали с большой толщиной. При этом соединения получатся быстро и практически безошибочно.
Всё потому, что мастеру не нужно контролировать состояние сварочного углубления, как во время варки металлических конструкций.
Кроме того, правильно подавать и убирать шлак тоже не приходится. Новичок легко справится с экструдерным устройством в первые часы практики.
Подведем итоги
Типичные ошибки при сварке, которые допускают новички:
Влажные и грязные стыки снижают качество соединения, они могут запачкаться при укладке на ровную поверхность, поэтому ее тоже очищают.
Неправильный выбор присадочного прутка, важно знать маркировку листа перед его покупкой. Буквенные символы обозначают тип полимера: БС (блочный слойный), В (вспененный), Г (гомогенизированный), М (монолитный), ПП (полимерный).
Неравномерность разогрева рабочей зоны и присадки, если пруток будет мягким, его сложно будет вдавливать между свариваемыми элементами, он будет выпячиваться, его будет легко вырвать
Если присадка холоднее листа, образуются морщины в месте шва.
Низкая или высокая скорость укладки присадки: при низкой будут образовываться нагары, при высокой шов будет стягиваться.
Чтобы проверить прочность соединения, охлаждённый шов разогревается горячим воздухом, тогда становятся заметны все дефекты.





