

Производители профессиональных ножниц
Если вы всерьёз задумались о покупке профессиональных ножниц, то вам следует обратить внимание на следующих производителей
Bessey
Компания с большим прошлым, созданная в 1886 году в городке Битигхейм, на юге Германии. Сначала интересы этой компании находились в области металлообработки. В 1936 году она расширяет сферу своей деятельности, начиная производство ручного инструмента, первенство отдаётся зажимному инструменту. Струбцины Bessey приобрели очень большую популярность среди сварщиков и монтажников многих стран, из-за своей надёжности и качества. Сегодня эта компания выпускает более тысячи наименований инструмента, среди них вы и найдёте профессиональные ножницы по металлу.
JTC
Специализируется она в области производства инструмента для обслуживания и ремонта автомобилей, начиная от хомутов и заканчивая профессиональным пневмооборудованием. В 2013 году было открыто представительство JTC на территории России. На данный момент, все заводы этой компании находятся в Тайване, так что если вы увидите инструмент с маркировкой made in China, будьте уверены что это подделка, а не фирменный инструмент.
Бензиновая мотопомпа. У воды нет шансов!
Графитовые щётки. Элемент жизни электроинструмента
Уход за инструментом
Особого ухода требуют рабочие поверхности ножей: если на них остаются мелкие металлические частицы, окалина или остатки бронезащиты кабеля, то при следующей резке впадины между ножами подвергаются распирающему действию отходов. Это может вызвать образование трещин.
Часто неудачи в применении секторных ножниц связаны с попыткой реза кабеля, диаметр сечения которого превышает прочностные возможности ножей. В частности, бронированный кабель, провода, снабжённые стальными сердечниками, а также стальные тросы и канаты рекомендуется разрезать только на ножницах линейки НСТ. Учитывая неодновременность приложения разрезающего усилия, большее значение имеет твёрдость материала кабеля, а не его диаметр. Тем не менее, использование инструмента по верхнему пределу его технологических возможностей также не рекомендуется: запас должен составлять не менее 10…15%.

При большом люфте в подвижной рукоятке ось усилия реза может располагаться не под прямым углом к оси кабеля. Это не только увеличивает усилие, но и способствует продольному изгибу подвижного ножа, что также отрицательно повлияет на его долговечность.
В процессе резки многожильных кабелей образуются мелкие обрезки материала. Чтобы они не повредили лицо работающего, все операции стоит производить в очках.
После окончания работ все трущиеся части секторных ножниц следует смазать.
Конструкция и порядок работы секторными ножницами
Резка кабеля, независимо от числа жил, должна выполняться с чистым срезом, линия разделения которого должна быть перпендикулярно оси кабеля. В идеале разрез должен быть выполнен за один заход. Только в этом случае исключаются заусенцы и сдвиги жил одной нитки относительно другой.
Опыт выполнения подобных операций привёл к заключению, что все упомянутые условия могут быть реализованы лишь при особой кинематике движения лезвий: они должны перемещаться не по прямой, а по дуге окружности. Тогда, регулируя величину зева таких ножниц, можно обеспечить ровный и качественный срез.
Работа с секторными кабельными ножницами выполняется в следующей последовательности:
- Определённый кусок кабеля фиксируется в подвижном секторном зажиме и прижимается к неподвижному ножу;
- Режущая головка подводится к зоне реза, для чего используется специальная телескопическая ручка;
- Качательными перемещениями зубчато-секторного механизма производится последовательный рез;
- После разделения кабеля секторный зажим отводится в своё первоначальное положение.
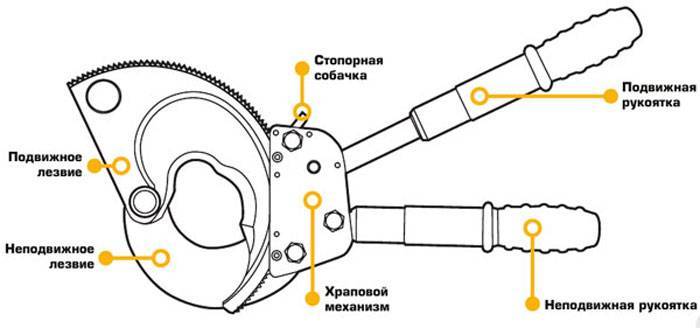
Таким образом, основными узлами секторных ножниц являются:
Неподвижная рукоятка, которая служит опорой для отрезаемого кабеля.
Подвижная рукоятка, которая кинематически связана с зубчато-храповым механизмом.
Подающей собачки, которая производит перемещение ножа на один зуб.
Сменного секторного зубчатого ножа, размещаемого в обойме.
Подставки (для крупных моделей инструмента).

При каждом перемещении рукоятки в контакт с кабелем вводится новый зуб, что обеспечивает качественный рез. Иногда возникает необходимость дополнительно сдавить кабель до срезания внешней оплётки. Тогда рукоятки плотно прижимают друг к другу, нажимают на курок фиксирующей собачки, после чего отводят подвижный нож в первоначальное положение.
Наличие многозвенного механизма реза позволяет при сравнительно небольших размерах устройства обеспечивать значительные разделяющие усилия. Например, у секторных ножниц для резки кабеля модели НС-2м они достигают 250 кН.

Маркировка и возможности ножниц для кабеля
У отечественных секторных ножниц принята маркировка НС или НСТ (буква Т в последнем случае указывает на то, что на таком инструменте можно резать не только кабели, но также и прутки из малоуглеродистых сталей, поскольку ножи в этом случае выполнены из более твёрдой стали). После буквенного обозначения идут цифры, определяющие наибольший диаметр перерезаемого кабеля. Например, секторные ножницы НС-70(КВТ) могут разрезать ленточный бронированный кабель диаметром до 70 мм, а в маркировке модели ножниц НС-3м цифра «3» указывает на количество жил медного или алюминиевого провода, которые можно разрезать.
Технические характеристики наиболее распространённых видов секторных ножниц представлены ниже:
Модель НС-32 – резка бронированных кабелей диаметром до 32 мм.
Модель НС-45 – резка бронированных кабелей диаметром до 45 мм.
Модель НС-70 – резка бронированных кабелей диаметром до 70 мм.
Модель НС-100 – резка бронированных кабелей диаметром до 100 мм.

Секторные ножи закаливаются на твёрдость до 50…52 HRC, что обуславливает их высокую износостойкость. Заточка ножей может производиться и самостоятельно, однако при этом необходимо строго соблюдать значение угла заточки, которое указывается в инструкции по эксплуатации. При угле, превышающем требуемый, нагрузка на нож в начальный момент реза резко возрастает, что может привести к хрупкому выкрашиванию материала. Наоборот, меньшее значение угла вызывает пластическое течение материала кабельной жилы (а это – пластичные медь или алюминий), и это вызывает ухудшение качества поверхности среза.










Следует отметить, что выход из строя ножей у ножниц гаммы НС, практически во всех случаях сопровождается и поломкой зубчато-храпового механизма. Такой дефект подлежит устранению только в специализированных сервисных центрах.
Кроме предельного диаметра, важной эксплуатационной характеристикой секторных ножниц является их возможность реза бронированного кабеля, находящегося под напряжением. Об этом указывается в характеристике класса изоляционной защиты рукояток
Если изоляционный материал не охватывает всю поверхность рукоятки, пользоваться таким инструментом при разъединении кабелей, находящихся под нагрузкой, категорически запрещается.
Типы ножниц по металлу
Это оборудование может резать изделий широко применяемой толщины. Ножницы для резки металла подходящего типа можно подобрать к любому сорту металлопроката. Различаются по нескольким категориям и видам. По типу режущих устройств существуют ножницы:
- ножевые с прямолинейными ножами (листовые);
- с криволинейными в разных плоскостях режущими лезвиями;
- высечные (вырубные);
- дисковые;
- шлицевые.
По способу приложения усилия на рабочий орган они бывают:
- Механические (ручные). Работают от мускульных усилий рук рабочего.
- Электрические . Усилие на режущие органы передается от электродвигателя.
- Гидравлические ножницы по металлу. Данная конструкция предусматривает гидроцилиндр, который увеличивает усилие резки.
Механические ножницы по металлу
Усилие реза передается руками рабочего. Ручные профессиональные ножницы по металлу имеют кованое исполнение деталей. Это увеличивает срок эксплуатации инструмента. Кромка реза получается более гладкой без заусенцев. Заточка производится реже обычных экземпляров. Еще одно отличие заключается в дополнительном шарнире. Можно производить резку металла большей толщины с меньшими усилиями.
Существует несколько типов исполнения:
- Обычные . Напоминают ножницы для резки бумаги, только больше по габаритам и массивнее.
- Рычажные . Резание производится при помощи рычага, на котором установлены ножи. Второе плечо жестко крепится на станине.
- Кровельные . Другое название – стуловые. Нижняя часть фиксируется (острый загнутый конец загоняется в чурбан). Это придает жесткость конструкции и облегчает работу.
- Ручные ножницы по металлу гильотинные. Режущий нож при помощи рычажной системы сверху подается на заготовку. Второй резак – неподвижен.

Электрические ножницы по металлу
Электропривод значительно облегчает работу. Ответ на вопрос, какие ножницы по металлу лучше, зависит от размеров работы. При значительных объемах производства электрическим образцам отдается предпочтение. По принципу выполнения реза различают:
- Листовые . Режущими органами являются две острозаточенные пластины, одна из которых подвижная.
- Дисковые . Здесь резка производится вращающимися кругами. Могут выполняться в виде насадки на электродрель или шлифмашинку.
- Шлицевые . В конструкции имеют неподвижный П-образный шлиц и заходящий в него резак. Стружка, образующаяся при резке, срезается кусачками.

Аккумуляторные ножницы по металлу
Этот вариант инструмента известных фирм компактен и обладает высокой производительностью. Например, ножницы по металлу для профнастила могут производить прямо- и криволинейные резы в четыре раза быстрее ручных при минимальном усилии. Заряда 12-вольтового аккумулятора хватает для резки около 60-ти м материала. Ножницы оснащены индикатором уровня электроемкости.

Маркировка и возможности ножниц для кабеля
У отечественных секторных ножниц принята маркировка НС или НСТ (буква Т в последнем случае указывает на то, что на таком инструменте можно резать не только кабели, но также и прутки из малоуглеродистых сталей, поскольку ножи в этом случае выполнены из более твёрдой стали). После буквенного обозначения идут цифры, определяющие наибольший диаметр перерезаемого кабеля. Например, секторные ножницы НС-70(КВТ) могут разрезать ленточный бронированный кабель диаметром до 70 мм, а в маркировке модели ножниц НС-3м цифра «3» указывает на количество жил медного или алюминиевого провода, которые можно разрезать.
Технические характеристики наиболее распространённых видов секторных ножниц представлены ниже:
- Модель НС-32 – резка бронированных кабелей диаметром до 32 мм.
- Модель НС-45 – резка бронированных кабелей диаметром до 45 мм.
- Модель НС-70 – резка бронированных кабелей диаметром до 70 мм.
- Модель НС-100 – резка бронированных кабелей диаметром до 100 мм.

Секторные ножи закаливаются на твёрдость до 50…52 HRC, что обуславливает их высокую износостойкость. Заточка ножей может производиться и самостоятельно, однако при этом необходимо строго соблюдать значение угла заточки, которое указывается в инструкции по эксплуатации. При угле, превышающем требуемый, нагрузка на нож в начальный момент реза резко возрастает, что может привести к хрупкому выкрашиванию материала. Наоборот, меньшее значение угла вызывает пластическое течение материала кабельной жилы (а это – пластичные медь или алюминий), и это вызывает ухудшение качества поверхности среза.
Следует отметить, что выход из строя ножей у ножниц гаммы НС, практически во всех случаях сопровождается и поломкой зубчато-храпового механизма. Такой дефект подлежит устранению только в специализированных сервисных центрах.
Кроме предельного диаметра, важной эксплуатационной характеристикой секторных ножниц является их возможность реза бронированного кабеля, находящегося под напряжением. Об этом указывается в характеристике класса изоляционной защиты рукояток
Если изоляционный материал не охватывает всю поверхность рукоятки, пользоваться таким инструментом при разъединении кабелей, находящихся под нагрузкой, категорически запрещается.










Конструктивные особенности высечных ножниц
В зависимости от принципа работы и вида режущих элементов электроножницы классифицируются на несколько видов: ножевые (шлицевые и листовые) и высечные (вырубные). Основное их различие заключается во внутренней и внешней конструкции режущих материалов, а также методе разрезания металлических изделий.
К основным составляющим элементам высечных ножниц относят:
пробойник (пуансон)– подвижной элемент – размещается в ползуне, который осуществляет возвратные и поступательные движения, подающиеся от кривошипного механизма. Принцип действия инструмента аналогичен работе дырокола: рубка листового металла происходит путем проделывания ножницами небольших пазов под диаметр пуансона. При обработке тонких материалов форма пуансона должна иметь округлый вид с размером до 3 мм. При вырезке отверстий в массивных элементах рекомендуется использовать квадратные формы пуансона. Прямоугольные пуансоны делают высечки с прямоугольным профилем и имеют высокие показатели надежности при эксплуатации. При необходимости их можно перетачивать. Круглые пуансоны делают подковообразные высечки с направленными краями и хорошо подходят для криволинейных резов. Круглые пуансоны нельзя перетачивать.
Форма пуансона определяет форму образующихся высечек: прямоугольная – в виде прямоугольника, круглая – в виде подковы. Прямоугольная форма высечек является более безопасной.
матрица – это неподвижная часть устройства. Устанавливается в матрицедержателе и жестко прикрепляется к кожуху всего механизма. Через матрицу втягивается либо вжимается движущийся пуансон. Отверстие, расположенное в матрице должно иметь такую же форму, как и пуансон (прямоугольник или круг).
Высечные ножницы могут применяться не только в обработке листового металла, но и при разрезании стальных изделий. Например, они могут существенно помочь при разрезании гофрированного металла любого профиля.
Этот инструмент по своей скорости не уступает обычной болгарке, не способен нагревать режущий материал и позволяет проделывать любые повороты, включая 90-градусные. Кроме этого ножницы не оставляют заусениц на кромках, благодаря чему отсутствует необходимость в дополнительных обработках мест среза.
Преимуществами высечных ножниц считают:
- компактные размеры;
- отсутствие повреждений полимерных слоев металлочерепицы;
- осуществление резки не только с краю, но и с середины;
- быстрота выполнения резки;
- бесступенчатая перестановка матрицы;
- выполнение криволинейного или прямого среза;
- возможность легкой уборки образующейся во время резки стружки;
- обработка материалов различной толщины за счет существования разных по мощности видов инструмента.
К основным областям использования высечных ножниц относят:
- кровельные и фасадные работы;
- слесарные работы в мастерских;
- производство распределительных шкафов;
- обработка металлических изделий;
- утилизация и демонтаж.
Рейтинг портновских ножниц
При составлении топа редакция ВыборЭксперта рассматривала только проверенных и надежных производителей. Определить критерии отбора номинантов помогли консультации нескольких мастеров портного дела с опытом работы свыше 15 лет. Список включил следующие пункты:
- Материалы корпуса, рукоятки;
- Конструктивные особенности;
- Острота заточки режущих полотен;
- Размеры, вес;
- Плавность хода;
- Защитное покрытие от скольжения, истирания, коррозии.
Итогом сравнительного анализа стал топ лист из 6 позиций. Тщательный мониторинг отзывов покупателей и пользователей определил преимущества и недостатки всех номинантов.
Состав узлов и принцип действия
Кривошипные пресс-ножницы для резки металла имеют достаточно однотипную структуру, в которую входят следующие узлы:
- приводной электродвигатель переменного тока;
- приводной вал, на котором располагается система включения;
- промежуточная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому крепятся подвижные ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, сортового проката);
- регулируемый рольганг для подачи исходного материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей последовательности. Оператор, включая рольганг, вводит разрезаемый профиль в рабочую зону пресс-ножниц, после чего при помощи заднего упора выставляется требуемая длина заготовки. После этого материал фиксируется в необходимом положении зажимным приспособлением, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После этого электродвигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для крупных типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел может содержать и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт необходимый крутящий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм преобразует вращение в поступательное перемещение ползуна с рабочим ножом. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для нарезанных заготовок. В это время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхронным включением тормоза ленточного типа.
Операции, выполняемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна выполняется проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с гидравлическим приводом (например, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Такое оборудование отличается меньшей производительностью, зато предоставляет возможность выдержки ползуна в крайней нижней точке. В некоторых случаях это улучшает качество реза. Ножницы Geka отличаются наличием опции угловой резки профиля, а также возможностью последующей гибки.
Несколько иной кинематикой обладают пресс-ножницы для резки металла аллигаторного типа, а также арматурные ножницы, предназначенные для механизированного разделения прутков из арматурной стали. Крутящие моменты там меньше, поэтому вместо фрикционной муфты в схеме предусматривается конструктивно более простая жёсткая муфта с поворотными шпонками. Помимо неприхотливости при обслуживании, она не требует непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа это обстоятельство особого значения не имеет) увеличивается высота рабочего пространства между подвижным и неподвижным ножами, что облегчает разделку металлолома.










Классификация ножниц
Электрические устройства делятся по двум критериям:
- способ питания;
- назначение.
В соответствии с первым подразделяются на:
- сетевые;
- аккумуляторные.
Сетевые ножницы включаются в сеть посредством шнура длиной 2-3 метра (либо при помощи удлинителя). Хороши для локальных работ, например, в квартире. Стоимость варьируется от 5 тысяч рублей.
Слева — сетевые электроножницы; Справа — аккумуляторные
Аккумуляторные ножницы по металлу работают без привязки к источнику электроэнергии, поскольку имеют заряженную батарею. Ее хватает на несколько часов работы. Подходят для резки металла на большой территории или вдали от источников энергии. Цена аккумуляторных ножниц выше сетевых (от 7 тыс. руб.). Основной недостаток — необходимость своевременной подзарядки батареи, иначе работа может «встать».
По назначению существующие электрические ножницы делятся на три группы:
- листовые;
- шлицевые;
- вырубные.
Далее каждый из них рассмотрен подробно.
Особенности листовых электроножниц
Назначение устройств — резка листового металла (стали — до 3 мм, алюминия — до 5 мм). С их помощью резка выполняется только с края листа. Имеют большой радиус поворота, поэтому пользователи делают как прямые, так и криволинейные резы.
Листовые ножницы принципом работы напоминают классические. Они имеют пару ножей, один из которых движется, другой — нет. Пользователь выбирает величину зазора между ними, исходя из размеров заготовки.
Особенности шлицевых ножниц
Также предназначены для резки листового металла, только более тонкого (до 2 мм). Совместимы с профильным и ровным материалами, удобны при работе на смонтированных конструкциях или трубах. Имеют самое высокое качество реза среди всех электрических ножниц.
Шлицевые электроножницы
Рабочий орган состоит из двух частей — нижнего опорного статичного лезвия в виде буквы «П» и одной пары ножей сверху. Последние заходят в пазы опоры и отсекают нужную часть заготовки. Система резки шлицевых ножниц — главный критерий их выбора. Существует оборудование для прямого и кривого реза, для особо прочных материалов.
Особенности вырубных электрических ножниц
Также они названы «высечными». Считаются универсальными, так как могут вырезать отверстия посредине заготовок. Режут любой материал — гофрированный, волнистый, прямой, трубчатый, профили.
Их преимущества:
- высокая маневренность (легкость смены направления);
- позволяют работать в труднодоступных местах;
- качественный срез без учета толщины и свойств заготовки.
Недостатки:
значительный расход материала (в результате изделие вырезается на ширину шаблона — пуансона).
Высечные ножницы по металлу имеют рабочий орган, состоящий из двух частей — пуансона и матрицы. Первый — верхний элемент, который бьет по поверхности второго. Обе детали выступают расходными, поэтому требуют своевременной замены исходя из рекомендаций производителя.
Высечные ножницы по металлу
Если резка выполняется с середины листа металла, электрические высечные ножницы используются после того, как будет просверлено отверстие в требуемом месте. Здесь будет проходить матрица.
Вырубные ножницы маневренны, легки, работают на больших радиусах реза. Качество среза всегда идеально и не зависит от толщины либо особенностей материала.
Теперь — несколько слов о том, как разобраться в многообразии устройств и найти подходящий вам.
Уход за инструментом
Особого ухода требуют рабочие поверхности ножей: если на них остаются мелкие металлические частицы, окалина или остатки бронезащиты кабеля, то при следующей резке впадины между ножами подвергаются распирающему действию отходов. Это может вызвать образование трещин.










Часто неудачи в применении секторных ножниц связаны с попыткой реза кабеля, диаметр сечения которого превышает прочностные возможности ножей. В частности, бронированный кабель, провода, снабжённые стальными сердечниками, а также стальные тросы и канаты рекомендуется разрезать только на ножницах линейки НСТ. Учитывая неодновременность приложения разрезающего усилия, большее значение имеет твёрдость материала кабеля, а не его диаметр. Тем не менее, использование инструмента по верхнему пределу его технологических возможностей также не рекомендуется: запас должен составлять не менее 10…15%.

При большом люфте в подвижной рукоятке ось усилия реза может располагаться не под прямым углом к оси кабеля. Это не только увеличивает усилие, но и способствует продольному изгибу подвижного ножа, что также отрицательно повлияет на его долговечность.
В процессе резки многожильных кабелей образуются мелкие обрезки материала. Чтобы они не повредили лицо работающего, все операции стоит производить в очках.
После окончания работ все трущиеся части секторных ножниц следует смазать.
Монтажный пистолет. Забиваем гвозди в бетон
Монтажные патроны. Характеристики и цветовая маркировка
Особенности металлочерепицы
Металлочерепицей называют материал для обустройства кровли, представляющий собой тонкий металлический профилированный лист, имеющий на своей поверхности волны, имеющие определенный размер и форму (см. фото). Внешне изделие имитирует натуральную черепицу. Монтаж металлочерепицы на кровлю придает зданию гармоничный и презентабельный внешний вид, а богатый выбор цветовых решений позволяет проектировщикам воплотить оригинальные идеи.
Нередко владельцы частных домов и дач решаются на установку данного материала собственными силами, поскольку листы имеют небольшой вес (один «квадрат» их площади весит не более 6 килограммов). Самым сложным при проведении работы по созданию ломаной крыши является резка металлочерепицы.
У данного кровельного покрытия имеется ряд преимуществ:
декоративный внешний вид;
долгий срок эксплуатации, который составляет до 50 лет, из которых первые 10-20 лет такая кровля не нуждается в ремонте, затем листы можно подкрасить, а некоторые заменить;
невысокая стоимость;
относительно легкий монтаж;
возможность самостоятельной установки;
благодаря тому, что материал имеет небольшой вес, на фундамент здания оказывается незначительная нагрузка
Это особенно важно для построек со слабым фундаментом и недостаточной несущей способностью стропил;
широчайшая цветовая гамма и разнообразие форм не позволяет ограничивать творческие идеи;
работы по обустройству кровли из металлочерепицы можно выполнять в течение всего года, так как этому кровельному материалу не опасны температурные перепады и повышенная влажность;
благодаря гладкой поверхности обеспечивается свободный водосток и самоочищение крыши от снежных сугробов;
материал хорошо выдерживает механическое и ультрафиолетовое воздействие, повышенные температуры.
Ножницы арматурные
Такой инструмент, иногда его ещё называют болтрез, применяется для перекусывания металлических прутков, проводов, метизной продукции и так далее. Наши арматурные ножницы позволяют работать с проволокой и прутками с диаметром до 18 мм. Так, в зависимости от длины рабочей части, инструмент позволяет перекусывать проволоку следующих диаметров: 450 мм — 8 мм, 600 мм — 10 мм, 750 мм — 12 мм, 900 мм — 14 мм, 1050 мм — 16 мм, 1200 мм — 18 мм.
Своё название инструмент берёт от основного профиля задач, которые позволяет выполнять. Так, наиболее част инструмент применяется на строительных объектах, непосредственно, для перекусывания арматуры. Он позволяет вязчику быстро получить пруток необходимой длины. Кроме того, нередко применяется и при демонтажных работах. Так, он позволяет быстро перекусить заржавевший или прикипевший крепеж. Кроме того, купить ножницы арматурные 750 мм можно и для работы с кабелем или тросами маленького диаметра. Иногда применяется инструмент для снятия пломб.
Купить этот и любой другой слесарно-монтажный инструмент вы можете в нашем магазине инструмента. Мы находимся в Москве, при этом можем отправить приобретенный вами товар в любую точку нашей страны. До терминала транспортной компании в Москве довозим бесплатно. Для постоянных клиентов существует гибкая система скидок, а так же возможность приобретать инструмент с отсрочкой платежа до 30 календарных дней.
Классификация по типу привода
Виды ножниц по металлу делятся на категории по виду реза, назначению, особенностям конструкции. Специалисты выделяют ручные, гидравлические, дисковые и листовые инструменты.
Ручные ножницы
Работа ручных ножниц основана на физической силе. Ручные инструменты изготавливают путем ковки. Качество работы определяется длинной лезвий и прилагаемым усилием.
 Ручные модели имеют небольшой вес и размеры
Ручные модели имеют небольшой вес и размеры
Рычажные отличаются наличием шарнирного крепления рукоятки и ножей. Оно обеспечивает дополнительное давление при резке. Основной недостаток такой модели — необходимость крепления к столу или верстаку.
Гидравлические изделия
Гидравлические модели применяются для раскроя стержней, профилей, арматуры. Их используют в случае демонтажа металлических конструкций, автомобилей, железнодорожных составов.
 Гидравлические модели оснащены гидроприводом, который дает дополнительное давление при резе
Гидравлические модели оснащены гидроприводом, который дает дополнительное давление при резе
Отличаются мобильностью, высоким качеством реза, безопасностью работы и относительно небольшой массой устройства.
Дисковые ножницы
Дисковые инструменты часто называют роликовыми. Разрез в агрегате осуществляют роликовые ножи. Они надавливают на изделие, врезаясь в него.










Большинство моделей оснащены двумя роликами — верхним и нижним. Лезвия могут быть параллельными, наклонными или с одним наклоном. Дисковые инструменты отличаются быстротой работы, чистым краем, доступной стоимостью.
Листовые ножницы
Листовые ножницы оснащены двумя режущими ножами. Первый крепится на зафиксированной опоре, второй — подвижный. Он располагается перпендикулярно первому. Между ножами имеется регулируемый зазор, которые позволяет подгонять нож под разные детали.
Ножницы отличаются высокой прочностью и доступностью. Подходят для работы на производстве.
Конструкция и порядок работы секторными ножницами
Резка кабеля, независимо от числа жил, должна выполняться с чистым срезом, линия разделения которого должна быть перпендикулярно оси кабеля. В идеале разрез должен быть выполнен за один заход. Только в этом случае исключаются заусенцы и сдвиги жил одной нитки относительно другой.
Опыт выполнения подобных операций привёл к заключению, что все упомянутые условия могут быть реализованы лишь при особой кинематике движения лезвий: они должны перемещаться не по прямой, а по дуге окружности. Тогда, регулируя величину зева таких ножниц, можно обеспечить ровный и качественный срез.
Работа с секторными кабельными ножницами выполняется в следующей последовательности:
- Определённый кусок кабеля фиксируется в подвижном секторном зажиме и прижимается к неподвижному ножу;
- Режущая головка подводится к зоне реза, для чего используется специальная телескопическая ручка;
- Качательными перемещениями зубчато-секторного механизма производится последовательный рез;
- После разделения кабеля секторный зажим отводится в своё первоначальное положение.
Таким образом, основными узлами секторных ножниц являются:
Неподвижная рукоятка, которая служит опорой для отрезаемого кабеля.
Подвижная рукоятка, которая кинематически связана с зубчато-храповым механизмом.
Подающей собачки, которая производит перемещение ножа на один зуб.
Сменного секторного зубчатого ножа, размещаемого в обойме.
Подставки (для крупных моделей инструмента).

При каждом перемещении рукоятки в контакт с кабелем вводится новый зуб, что обеспечивает качественный рез. Иногда возникает необходимость дополнительно сдавить кабель до срезания внешней оплётки. Тогда рукоятки плотно прижимают друг к другу, нажимают на курок фиксирующей собачки, после чего отводят подвижный нож в первоначальное положение.
Наличие многозвенного механизма реза позволяет при сравнительно небольших размерах устройства обеспечивать значительные разделяющие усилия. Например, у секторных ножниц для резки кабеля модели НС-2м они достигают 250 кН.






