

Введение
Сейчас практически все конструкции в жилых, производственных здания делаются из металла, а в таких конструкциях часто используются трубы. Это позволяет значительно уменьшить узловую массу и сделать крепление прочнее и жестче.
А чтобы трубы прослужили долго и не стали причиной преждевременных поломок, их нужно подготовить. Одним из этапов подготовки касается торцов. Данный процесс довольно трудоемкий, время затратный, поэтому и прибегают к использованию такого инструмента, как торцеватель для металлических труб.
Введение
Сейчас практически все конструкции в жилых, производственных здания делаются из металла, а в таких конструкциях часто используются трубы. Это позволяет значительно уменьшить узловую массу и сделать крепление прочнее и жестче.
А чтобы трубы прослужили долго и не стали причиной преждевременных поломок, их нужно подготовить. Одним из этапов подготовки касается торцов. Данный процесс довольно трудоемкий, время затратный, поэтому и прибегают к использованию такого инструмента, как торцеватель для металлических труб.
От качества этого помощника зависит прочность, долговечность построек, поэтому важно быть информативно подготовленным к выбору
Какую муфту использовать после зачистки трубы
После обработки внешней поверхности патрубка его диаметр уменьшается на 2 мм. Поэтому становится неясно, какую муфту можно использовать после зачистки трубы и подойдут ли стандартные модели. Для решения понадобится линейка, а лучше штангенциркуль.

Перед началом обработки замеряется внешний диаметр трубы. Если он большое от нормированного на 1,5-2 мм, то они будут удалены после зачистки. Пример: изначально внешний диаметр патрубка составил 22 мм, после обработки он стал 20 мм. Значит можно паять его в муфту со стандартным внутренним сечением.
Как исключить ошибки при подборе комплектующих для трубопровода:
- покупать элементы от одного производителя, желательно одной серии;
- изучить чертеж каждого элемента с линейными размерами;
- перед приобретением замерить внешние диаметры трубопроводов, внутренние муфт;
- методом проб узнать толщину снимаемого слоя для имеющейся модели инструмента зачистки.

Муфты ПНД для труб: компрессионные, сварные, элестросварные, переходные,соединительные, защитные, что это и различия в установке ПНД муфта (фитинг из полиэтилена низкого давления) — это крепёжное устройство, служащее для соединения труб. Изготавливается из полиэтилена методом прессования под большим давлением. Используется при…
С торцеванием таких проблем не возникнет, так как наружный радиус патрубка после обработки останется неизменным. Независимо от способа подготовки перед началом работ нужно сделать несколько контрольных паек. Это поможет избежать неточностей и ошибок при монтаже водопроводной системы или отопления.
В видеоматериале рассказывается об особенностях обработки полимерных трубопроводов, их видах:







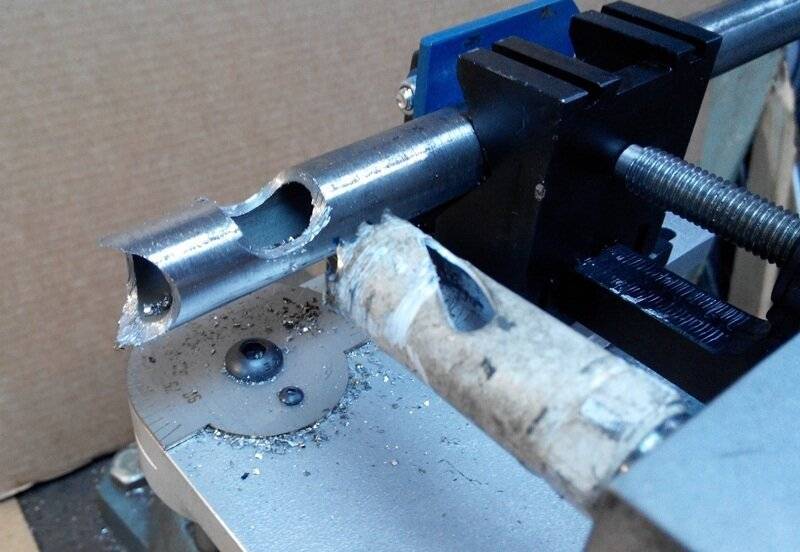
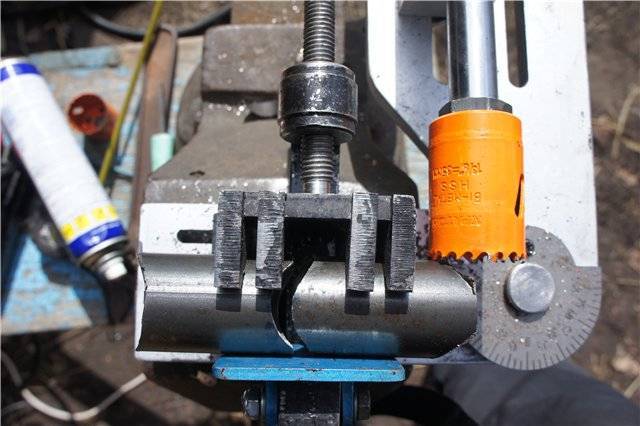
Торцеватель трубы своими руками
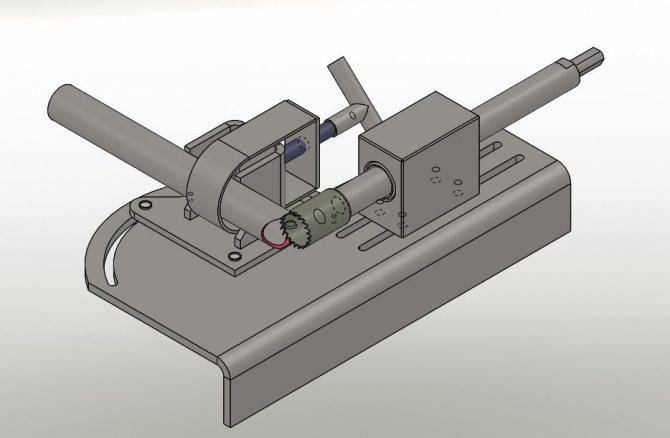
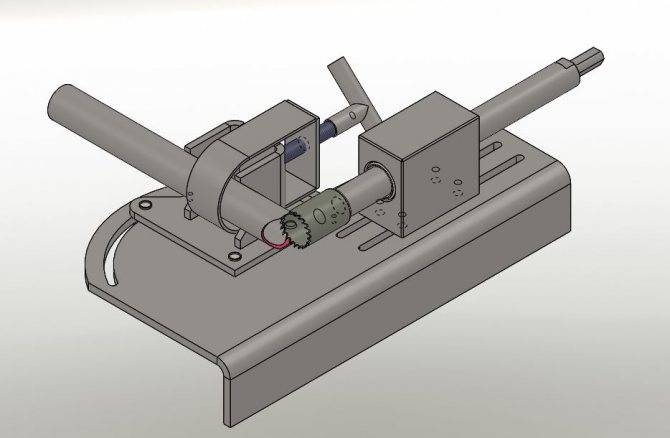
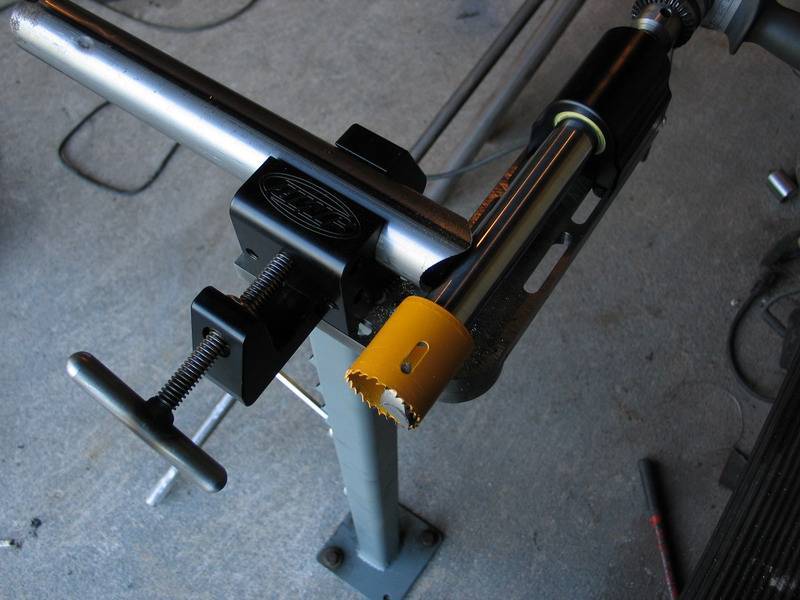
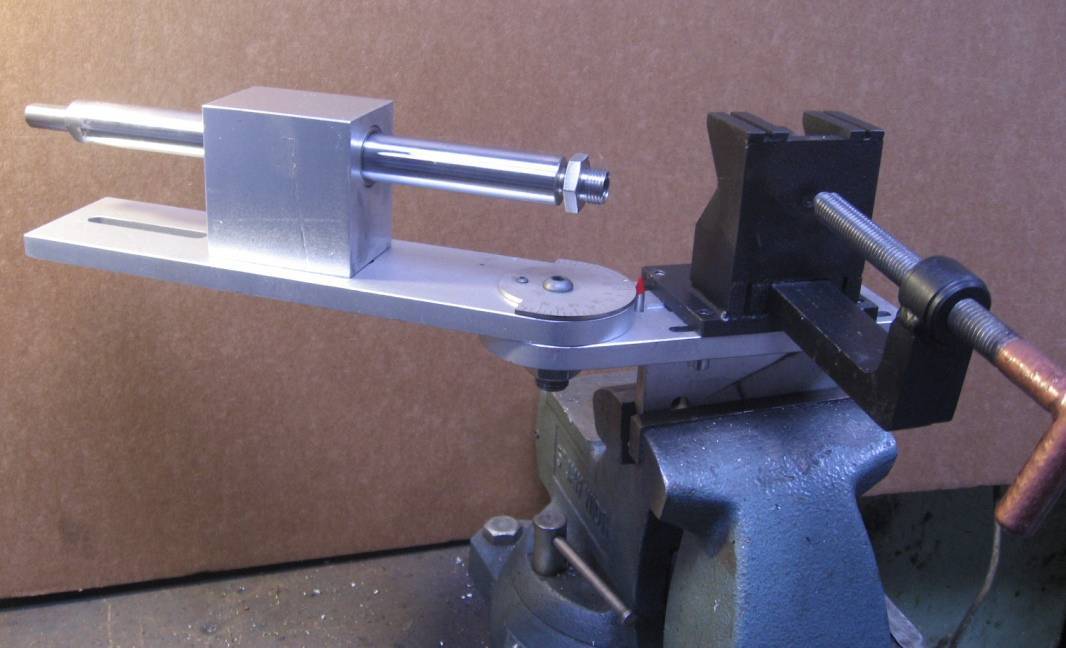
При массовом производстве фасонно профилируемых труб (например, в спортивных авто- и мотомастерских, либо на сантехнических ремонтных участках) ручной торцеватель труб можно изготовить и самостоятельно. Для этого исходная схема торцевателя, которая приведена на рисунке, делается под имеющиеся в распоряжении домашнего мастера заготовки.
Конструкция состоит из следующих деталей:
- Основания, в котором выполняются фрезерованные пазы для установки зажимного приспособления. В свою очередь, форма основания может быть адаптирована под имеющийся верстак, рабочий стол и т. д.
- L-образного кронштейна с тремя продольными пазами, наличие которых позволяет фиксировать в приспособлении трубы разного диаметра.
- Ползушки с регулировочным и зажимным винтом.
- Сменной прижимной лапки.
- Скобы, которая винтами прижимает лапку к ползушке.
- Подшипникового узла.
- Поворотного рычага, который служит опорной поверхностью для подшипникового узла.
- Вала, конструктивно не отличающегося от аналогичной детали промышленных торцевателей.
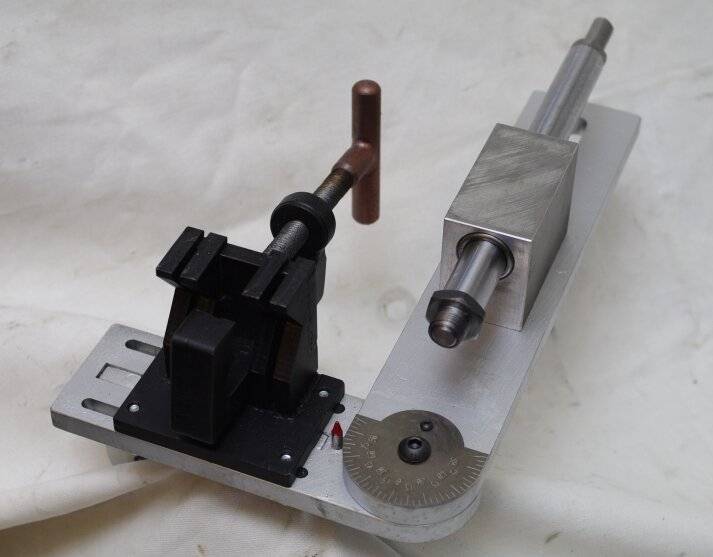
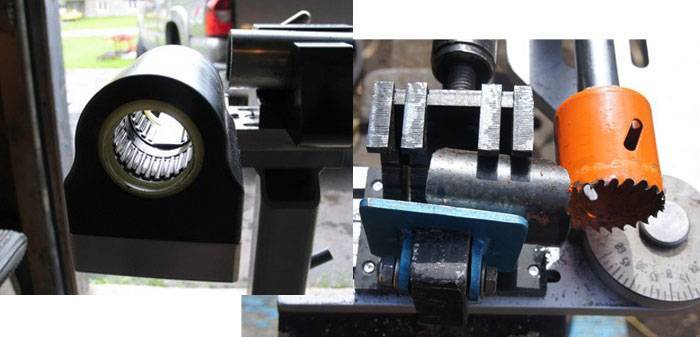
Для изготовления вала можно использовать переднюю стойку амортизатора легкового автомобиля (например, ВАЗ – их легче достать в автосервисе). Кроме того, марка стали стойки амортизатора по своим прочностным и эксплуатационным характеристикам вполне соответствует требованиям жёсткости для качественного торцевания стальных (и, тем более – алюминиевых) труб. Для направления вала пригодны направляющие самой стойки: они имеют поверхностное износостойкое покрытие на основе антифрикционных сплавов. Торцы стойки, естественно подлежат дополнительной обработке – под крепление в патроне дрели, и под установку корончатой фрезы.
В направляющие следует впрессовать игольчатые подшипники, размер которых подбирается по габаритам направляющих. Два подшипника, установленные в направляющую от цилиндров возвратного хода списанного гидропресса, обеспечат нужные жёсткость и параллельность основного рабочего узла торцевателя. Подшипники устанавливаются одновременно с обоих торцов корпуса.
К имеющимся советам относительно установки фторопластовых направляющих стоит отнестись скептически, поскольку несущая способность фторопласта значительно ниже, чем подшипников.
Для изготовления прочих элементов самодельного торцевателя для труб можно использовать профильный прокат – уголки или швеллеры соответствующего размера. Профилирование и изготовление пазов лучше выполнить на координатно-фрезерном станке, гарантировав тем самым их точность и параллельность. Не составит труда изготовить и зажимное устройство, для чего пригодна новая струбцина с необходимым диаметром и длиной.
Поворотный рычаг должен иметь достаточную жёсткость, поэтому для его изготовления необходимо использовать полосу толщиной не менее 12…16 мм. На той части корпуса, где устанавливается поворотный рычаг, стоит нанести угловые риски, по которым легче позиционировать трубу.
Инструменты
Инструмент для зачистки полипропиленовых труб можно условно разделить на две основных категории:
- Ручные зачистки;
- Насадки для дрели.
У первых часто имеются рукоятки (съемные или несъемные), делающие использование инструмента более удобным.
Вторые могут в равной степени зажиматься в патрон дрели либо устанавливаться вместо бура в перфоратор (разумеется, с отключенным ударным режимом).
Весь список инструментов, применяемых профессионалами при монтаже полипропиленовых водопроводов, сводится к следующему списку:
- Рулетка;
- Карандаш;
- Паяльник для сварки;
- Ножницы для обрезки труб (по сравнению с ножовкой или турбинкой они дают более ровный срез; если вам нужно всего лишь смонтировать один домашний водопровод — без них легко обойтись);
- Зачистной инструмент для полипропиленовых труб.
Зачистки для наружного слоя
Ручные зачистки для удаления наружного слоя алюминия — это простенькие муфты с ножами из инструментальной стали внутри; надел на трубу — провернул — готово. Они часто делаются двухсторонними, позволяя работать с трубами двух разных диаметров. Разумеется, такой инструмент куда удобнее, чем две разных зачистки.
Популярность на современном рынке пластиковых труб сложно оспорить. Они встречаются в каждой второй квартире или доме. Владельцев жилья с трубами из пластика можно понять. Этот материал прочный, надежный, но в то же время очень мобильный, имеет низкий вес, стоимость и легко обрабатывается.
Особую популярность из четы пластиковых трубопроводов имеют . Они дополнительно обрабатываются для еще большей эффективности.
Однако есть и некоторые нюансы, что касаются взаимодействия с полипропиленовыми трубами. В частности, для пластиковых изделий такого типа необходимо купить несколько дополнительных инструментов, что осуществляют торцевание. Без торцевания определенные классы полипропиленовых труб нельзя спаивать друг с другом.
Что же это такое и зачем оно требуется? Сейчас узнаем подробнее.
Cодержание статьи
Как это работает?
Если алюминиевая фольга снаружи, то перед сваркой элементов её удаляют. Внутри изделия алюминий тоже удаляется, так как нужно исключить контакт воды с металлом. Если этого не сделать, то в системе могут возникать электрические потенциалы, которые в процессе эксплуатации будут разрушать армирующую плёнку. Это изменит свойства изделия, что негативно отразится на работе системы в целом – полипропиленовые трубы расслаиваются, появляются протечки.
Если изделие армировано стекловолокном, то зачистка не потребуется. Сетка находится во внутренней части, так что снаружи она не контактирует с фитингом, а вода ей не страшна.
https://www.youtube.com/embed/xh-ylVzLsz0









Какие бывают инструменты для зачистки полипропиленовых труб
Правильная зачистка для труб начинается с выбора инструмента. Его вид и конструкция зависит от типа армирования (наружный, внутренний), диаметра. Для торцевой пайки необходимо использовать специальные машины для удаления кромки. Но изделия из полипропилена редко делают диаметром свыше 60 мм. Для этого используют трубопроводы из полиэтилена.
Насадки для дрели
Для обустройства трубопровода своими руками можно купить несколько ручных зачисток для стандартных диаметров – 16, 20, 25 и 32 мм. Пример инструмента для внешней обработки – серия моделей MasterProf или Newton. Каждая рассчитана для двух диаметров, например – 20х25 или 16х20. Ножи располагаются вертикально, возможна их замена, регулирование положения.

Ручное удаление удобно для небольшого объема работ. Если это нужно сделать массово, рекомендуется приобрести специальные насадки для дрели. Они также отличаются размерами, но все рассчитаны для крепления в стандартном патроне дрели. Это оптимальные инструменты зачистки для полипропиленовых труб 20-25 мм.
Как выбрать очистку ручного типа или для дрели:
- изготовлена из инструментальной стали;
- поверхность рифленая для удобства фиксации;
- для ручных моделей длина воротка от 15 см, есть возможность его замены;
- насадки для дрели (шейвер) могут быть разных диаметров. Это достигается регулированием положения лезвий.
Дополнительный инструмент – тиски или струбцина для фиксации патрубка. Так будет удобнее обрабатывать поверхность, для удаления не нужно будет прилагать большие усилия.
Работа с торцевателем
Торцеватель необходим для зачистки торцов. Он отличается от насадок и шейверов расположением ножей. Их плоскость находится в горизонтальном положении под небольшим углом. Снимается фаска до 1 мм алюминиевой прослойки. Преимущество этого инструмента – универсальность. Он используется для выравнивания плоскости патрубков, что сказывается на точности пайки. Особенности торцевателей:
Особенности торцевателей:
- возможность регулировки расположения ножей, что позволит применять одну насадку для труб нескольких диаметров;
- есть модели для ручной обработки или устанавливаемые в дрели;
- стандартные диаметры – 20/25, 32/40 и 50/63.
Глубина снятия фаски зависит от ровности реза патрубка. Часто торцеватель используется сначала для выравнивания плоскости торца, а затем для зачистки поверхности. Убирается лишь небольшая часть фольгированного слоя, что исключает его появление в месте спайки.
Совет: по отзывам мастеров хорошо зарекомендовали себя пластиковые торцеватели. Они подходят для обустройства центрального и автономного водоснабжения, отопления.
Торцеватель для полипропиленовых труб
Необходимость в обработке торцевых элементов таких труб обусловлена следующим:
- Низкой долговечностью армированных полипропиленовых труб, особенно при значительных температурных перепадах;
- Обеспечение более прочного соединения армированной трубы с деталями арматуры, для чего необходимо удалять часть алюминиевой фольги;
- Для труб из стекловолокна, где армирующий алюминий всегда располагается посередине стенки трубы.
Торцеватель для полипропиленовых труб, имеющих армирование, включает в себя:
Две муфты с размерами, позволяющими выполнять зачистку концов труб разного диаметра (обычно от 16 до 120 мм).
Сменные стальные ножи.
Пару поворотных рукояток.
Алюминиевый корпус.
Насадку на электродрель (шейвер).

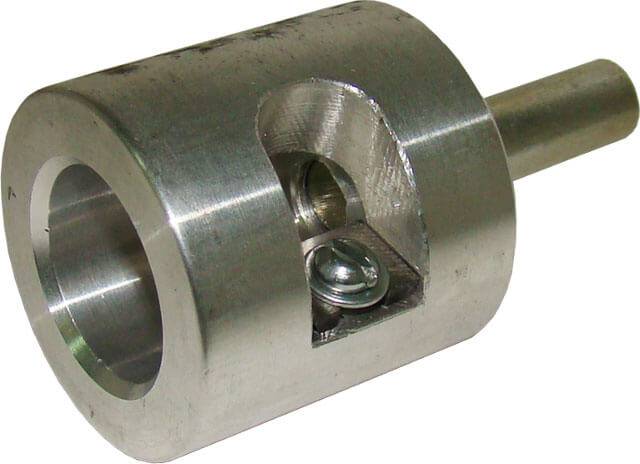
Шейвер необходим для внешнего торцевания труб. Он состоит из двух частей – направляющей, которая изготавливается из прочного дюралюминия марки Д16Т и твёрдосплавной, режущей части. При внедрении в трубу, последняя опирается на направляющую, после чего включается дрель (можно использовать и перфоратор) и производится вырезка части армирующего слоя трубы. Поскольку шейвер имеет определённую длину, то торцевание для разных труб всегда производится на одно и той же длине, что облегчает их последующее соединение.
Цена торцевателя-насадки для полипропиленовых труб зависит от диаметра, и составляет 400…2000 руб. Торцеватели ручного типа дешевле: от 250 до 800 руб.
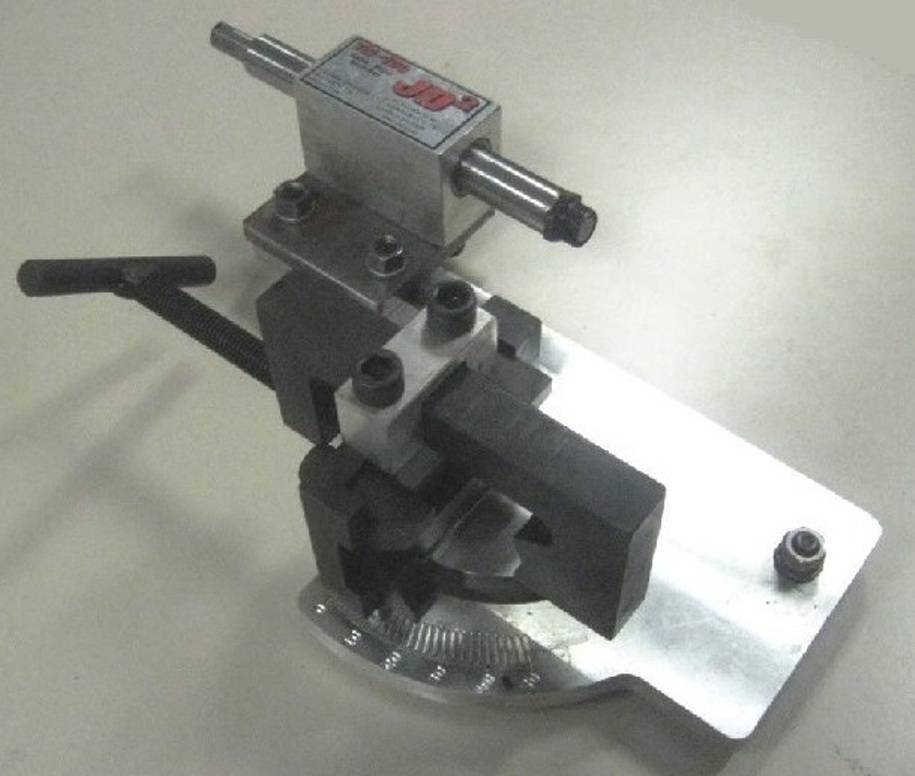
При работе с длинными трубами

Обрабатывать торцы коротких труб просто, для этого не нужно особых подготовок. Нужно совместить в один узел направляющую и опорную часть. А в работе с длинными трубами нужно не просто подготовится, но и выбрать определенный торцеватель для металлических труб – ручной с цепным зажимом.
Для дополнительной безопасности нужно использовать стопорные кольца. Таким образом ограничивается перемещение вала
На эту деталь нужно сконцентрировать особое внимание, потому что во время работы вал должен:
свободно двигаться относительно врезания фрезы;
быть устойчивым к вибрациям, возникающих во время фрезеровки.
Учитывая эти требования, производители делают деталь отполированной со скользящей посадкой. А компенсирование нагрузки достигается благодаря специальных игольчатым подшипникам.





ТКС. Сварка полиэтиленовых труб в раструб,

Технологическая картасварки (ТКС) разработана на сварку полиэтиленовых труб враструб.
ТКС предназначена дляознакомления рабочих и инженерно-технических работников с правиламипроизводства работ, а также с целью использования при разработкепроектов производства работ, проектов организации строительства,другой организационно-технологической документации.
2.ОБЩИЕ ПОЛОЖЕНИЯ
Соединение пластмассовых труб сваркой
При соединениипластмассовых труб используют контактную стыковую или раструбнуюсварку, а также сварку нагретым газом с применением присадочногоматериала.
Подготовка труб к сваркеначинается с проверки сопроводительной документации на трубы(сертификатных данных). Марка, материал и качество труб должнысоответствовать требованиям, принятым в проекте. Затем наспециально оборудованной площадке (летом) или в помещении сположительной температурой (зимой) трубы осматривают и подбирают ихпо диаметрам, толщинам, партиям поставки.
Трубы с дефектами,овальностью более 10%, трещинами, задирами, царапинами глубинойболее 0,5 мм отбраковывают. Трубы с овальностью более допустимой(10%), ведущей к смещению кромок при сборке более чем на 10% оттолщины стенок, но не более 1,2 мм, можно исправить путемкалибровки на специальном приспособлении.
Трубы с трещинами илидругими повреждениями на концах могут быть использованы послеотрезки поврежденных мест. В этом случае место отрезки должнонаходиться на расстоянии не менее 50 мм от края повреждения.
Для соединения отбираюттрубы из одной партии поставки, что позволяет уменьшить влияниесвойств материала на качество сварки и подобрать трубы состабильными размерами. Недопустимо соединять трубы из полиэтиленавысокой (ПВП) и низкой (ПНП) плотности, полиэтилена и полипропилена(ПП).
Следующий этап подготовкитруб к сварке — очистка концов труб от грязи, масла, краски, атакже поверхности труб снаружи и внутри на расстоянии от конца неменее чем на 30 мм.
Грязь удаляют водой с применением волосяныхщеток и последующей протиркой поверхности ветошью до сухогосостояния. Соскабливать загрязнения металлическими щетками иинструментом не допускается.
Затем концы трубобезжиривают ацетоном, уайт-спиритом.
Поврежденный иподвергшийся воздействию солнечной радиации поверхностный слойвыравнивают и снимают зачисткой торцов (торцовкой) путем обрезкиили фрезерования острым инструментом или специальным устройством(рис.1
). Толщина удаляемого слоя не менее 1…3 мм.
Торцызачищают непосредственно перед сваркой (но не ранее чем за 6…8 ч досварки), чтобы свариваемые поверхности не окислялись и незагрязнялись.
Рис.1. Устройство для торцовки и снятия фасок
Контактную стыковую ираструбную сварку выполняют путем нагревания до расплавленияматериала с последующим сдавливанием соединяемых поверхностей иохлаждением стыка под давлением. Контактную сварку выполняют притемпературе воздуха не ниже -10 °С для ПНП и ПВП и 0 °С — дляПП.
Контактную стыковуюсварку осуществляют следующим образом. После подготовки трубыукладывают и центрируют одна относительно другой, далее вводятнагревательный элемент, который оплавляет торцы труб. Затемнагревательный элемент удаляют и трубы соединяют под давлением,выдерживая их до охлаждения стыка.
Контактную сваркуразделяют на механизированную и ручную.
Механизированную сваркувыполняют на сварочных установках, обеспечивающих высокую точностьподдержания технологического режима и высокое качество сварки.Сварочная установка (рис.2, а
) состоит из зажимов длязакрепления концов труб2 больших диаметров инагревательного элемента3 , подвижно закрепленного наосновании установки. Нагревательный элемент, как правило, снабженэлектрическим нагревом. Для этого в его диск вмонтирован тепловойэлектрический элемент (ТЭН), который питается от блока напряжением36 В.








Как зачистить полипропиленовую трубу без специального инструмента
Самостоятельное изготовление зачистных устройств для полипропиленовых трубопроводов нерентабельно. Проще купить готовый инструмент. Аналогичная ситуация – делать метчик для формирования резьбы самому. Причина – сложность производства в домашних условиях.
Попытки зачистить наружный слой фольги ножом или аналогичным инструментом не приведут к желаемому результату. Невозможно вручную снять слой ПНД одинаковой толщины 2-3 мм. Нарушение геометрии патрубка приведет к неправильной сварке – сформируются полости, зазоры.
Варианты выхода из ситуации:
- отложить монтаж и заказать специальный инструмент;
- взять трубы, армированные стекловолокном, их не нужно зачищать;
- при расположении фольги внутри сечения не зачищать поверхность.
Последнее получило название «ленивая пайка». Но для ее выполнения нужно соблюдать все технологии формирования стыков – выдерживать точное время нагрева, ровно отрезать трубу, сохраняя перпендикулярность плоскостей торца и поверхности трубы. На практике это можно сделать дома, но лучше использовать все преимущества правильной обработки.
Инструменты для зачистки
Голыми руками трубу не зачистишь: инструмент для зачистки нужно предварительно выбрать и купить.
К тому же инструмент для полипропиленовых труб различается в зависимости от того, какие задачи перед ним ставят.
Так, в наше время в работе мастера используют:
- шейвер;
- торцеватель.
Шейвер – инструмент, что сильно напоминает муфту с отверстиями и накладными ручками. Его задача заключается во внешней очистке трубы от пластикового слоя, а затем удалении и армирования.
После обработки шейвер оставляет чистый полипропилен без армирования, заусениц и прочих непотребностей.
Внутри шейвер оборудован ножами из инструментальной стали. Снаружи его корпус выполнен из легких металлов. Работает он так же, как и точилка для карандаша. Только срез ножей более плавный, и рассчитан на твердую структуру полипропилена. Работать с ним тоже надо так же, как и с точилкой.
Торцеватель – инструмент схожего образца. Если шейвер предназначен для внешней зачистки армирования, то торцеватель применяется при внутренней зачистке.
Он уже напоминает модифицированный . Только в отличие от метчика не нарезает резьбу, а срезает стружку полипропилена вместе с армированием.
Торцевателем имеет смысл пользоваться, когда трубы предполагается паять через станок с нагревом по внутренней стороне трубы. Стоимость ручного торцевателя равна 5-8 долларам. Есть и более дорогие модели.
Встречаются также механизированные насадки. Они монтируются на дрель или станок. Рассматриваемые детали демонстрируют удивительную эффективность.
Станок зачищает единую трубу буквально за секунду, при этом качество зачистки просто идеальное. Но не у каждого есть доступ к такому оборудованию. При ремонте или стройке в бытовых условиях станок вполне заменят ручные шейвер и торцеватель.
Зачистка и спаивание
Рабочий процесс элементарен и легко проделывается вручную. Все что нужно сделать – зачистить трубу, а затем скрепить ее с другим отрезком или путем нагрева.
Этапы работы:
- Готовим инструмент и материал.
- Зачищаем ее шейвером или торцевателем.
- При необходимости убираем излишки или заусеницы.
- Спаиваем отрезки.
Желательно не перебарщивать с зачисткой. От трех до пяти поворотов хорошим инструментом вполне достаточно. Если зачистите больше, то слой полипропилена в месте сцепки труб станет слишком тонким, а это уже чревато ослаблением всей конструкции.
Инструменты
Наиболее просто удалять фольгу при наружном армировании. Помогут в этом деле простые инструменты – муфты со стальными лезвиями внутри. Применять их легко, необходимо лишь вставить в полость муфты трубу и повернуть, лезвия сделают свою работу быстро и четко. Очень удобно использовать двухсторонние муфты, с помощью которых легко производить очистку сразу двух труб, имеющих отличный друг от друга диаметр.
Внутренняя зачистка осуществляется посредством торцевателя. Внешне конструкция торцевателя практически ничем не отличается от конструкции муфт. Так, этот инструмент представляет собой муфточку, лезвия в которой расположены со стороны внутреннего торца устройства. Как и в первом варианте, необходимо вставить трубу в полость устройства и совершить несколько поворотов.
Универсальным средством, с помощью которого можно удалять армирование, как внутреннее, так и внешнее, является дрель со специальными насадками. Внешне они отличаются от того же торцевателя наличием стального стержня, который необходим для установки в гнездо дрели.










Инструменты для обрезки и зачистки труб
Объемный способ
Еще один интересный способ аппликаций, создающий бархатные фигурки, — это так называемый «метод объемного торцевания». Делается он на пластилине. Нарезаются те же квадратики заготовки, только клея теперь не нужно. Достаточно слепить нужную фигурку из пластилина и начать вонзать по очереди торцовочки палочкой в поверхность.
В результате получаем объемные поделки:
Эти все поделки можно делать группой людей, создавая работы большего объема, например, крупные полотна пейзажей, рамки для фотографий, игрушки-украшения. Рукодельницы таким способом делают предметы декора интерьера. Если до этого момента такая аппликация выглядела, как детская забава, то создание таким способом цветочных шаров и топиариев завораживает своим волшебным легким видом.
Торцевание топиария также делается с помощью бумаги или салфеток.
Шар, в крайнем случае, можно скрутить из старых газет и обмотать нитками, вырезать из пенопласта. Шар сначала нужно заклеить слоем салфетки, чтобы на него потом клеились наши трубочки из бумаги, затем декорируется в технике торцевания гофрированной бумагой сверху вниз. Торцовки при этом вырезаются большего размера, так ваше изделие будет пышные и воздушнее.
Статья по теме: Пирог из готовых коржей. Быстро и вкусно!
Инструменты для работы
Для проведения работ, необходимо подготовить зачистной инструмент для полипропиленовых труб:
- Ручные инструменты. Подойдут для любого начинающего слесаря.
- Механические насадки. Применяются на предприятиях. Требуется умения по работе с такими механизмами.
Чтобы выполнить зачистку, не используя механические насадки, нужно подготовить набор инструментов:
- Рулетку, карандаш.
- Специальные ножницы для полипропилена.
- Калибр — инструмент, позволяющий восстановить начальный диаметр труб после разрезания.
- Трубогиб для создания изгибов трубопровода в определенных местах.
- Торцеватель — приспособление, с помощью которого можно сделать ровный срез. Во внутреннем торце этого инструмента расположены острые лезвия. Торцеватель одевают на торец трубки, проворачивают несколько раз. Лезвия срезают ненужный слой пластика, металла и можно приступать к пайке.
- Набор зачистных муфт.
- Шейвер — специальная насадка для дрели, с помощью которой можно снять внутренний или наружный армирующий слой. Подбирается по диаметру зависимо от сечения трубки. При работе с электроинструментом нужно точно контролировать его положение относительно обрабатываемого отверстия.
После подготовки инструмента можно приступать к работе.

Резка ПП труб ножницами
Зачем нужна зачистка?
Принцип сварки трубопроводов pprc заключается в разогреве полимерного материала до вязкого состояния. Затем происходит контакт горячего патрубка с муфтой, результат – спайка соединения. Однако надежность может снизиться, если в зоне соприкосновения будет алюминиевая фольга, применяемая для армирования. В этом месте не будет контакта полимеров, что может привести к разгерметизации.

Выход – выполнить зачистку армированных труб. Ее особенности заключаются в следующем:
- Удаление фольгированной прослойки на участке пайки не снизит максимальное значение давления.
- Если это не сделать, возможно постепенное разрушение стыка. Риск возрастает при частых гидравлических ударах в системе водоснабжения.
- Старые модели полипропиленовых труб имеют наружный слой из фольги. Их диаметр больше стандартного на 1,8-2 мм. Без зачистки патрубок не встанет в раструб муфты.
Подобная технология используется для всех видов полипропиленовых трубопроводов. Исключение – применение изделий с армированием стекловолокном. При нагреве оно частично расплавляется и не снижает надежность пайки. Но для таких моделей нужно увеличить время нагрева в зависимости от диаметра.





