

Конструкция пильной цепи
Концепция цепи для мотопилы, предложенная Джозефом Коксом оказалось настолько удачной, что не претерпела практически никаких конструктивных изменений. По большому счету усовершенствования коснулись лишь системы смазки инструмента, а также борьбы с обратной отдачей и вибрациями.
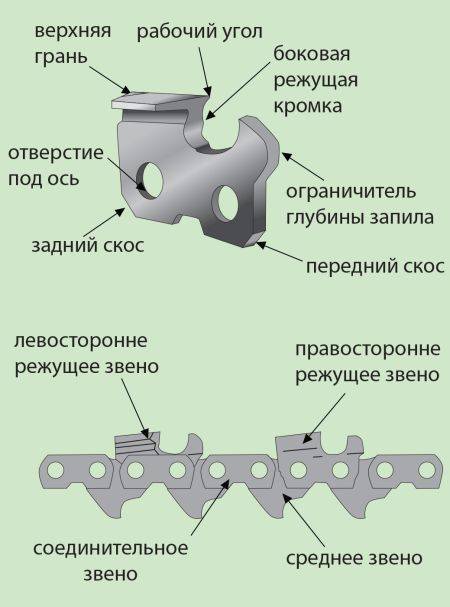
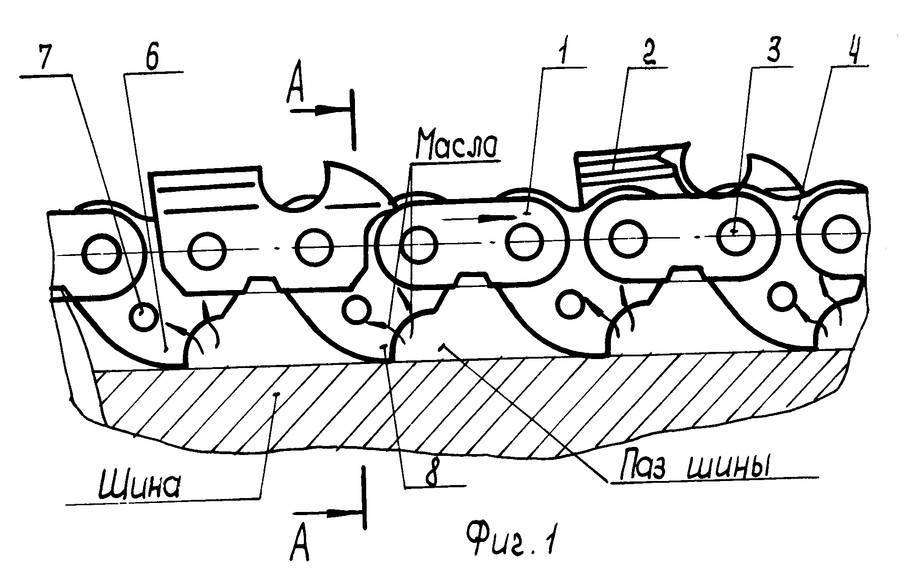
Любая пильная цепь состоит из звеньев трех типов:
- Режущие
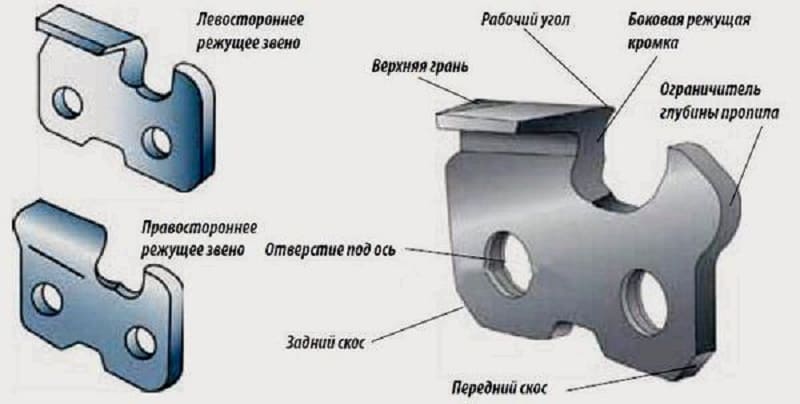
Это наиболее сложная деталь цепной гарнитуры. Ее конструкция включает ограничитель глубины пропила и режущий элемент с контурным углом резки.
- Ведущие
Такие звенья еще называют хвостовиками. Через ведущую звездочку они передают вращение от двигателя пилы на цепь, обеспечивая ее стабильное положение на шине.
- Соединительные
Предназначены для соединения режущих и ведущих элементов.
Главными в цепной системе являются режущие звенья. Они бывают лево- и правосторонними, а их режущие грани выступают за плоскость шины, что обеспечивает свободный распил с минимальным сопротивлением резке. Цепные зубья (резцы) работают по принципу рубанка – чем дальше будет выдвинута верхняя режущая кромка, тем крупнее будет распил.
Резцы пильной цепи различаются на два основных типа:
- Чизель (англ.chisel – долото, резец)
Обладают высокой производительностью и обеспечивают хорошую скорость пиления. Конфигурация таких резцов обеспечивает меньшую площадь контакта с древесиной при распиле, благодаря чему снижается сопротивление последней. Недостатками цепных зубьев чизельного типа являются высокая чувствительность к абразивной среде, а также сложность и трудоемкость процесса заточки.
- Чиппер (англ. сhipper – рубить в щепу)
Серпообразный профиль чипперных резцов менее эффективен из-за увеличенной площади контакта при распиле. С другой стороны чипперы очень удобны в обслуживании, поскольку скругленный угол резца не так болезненно реагирует на погрешности при затачивании.
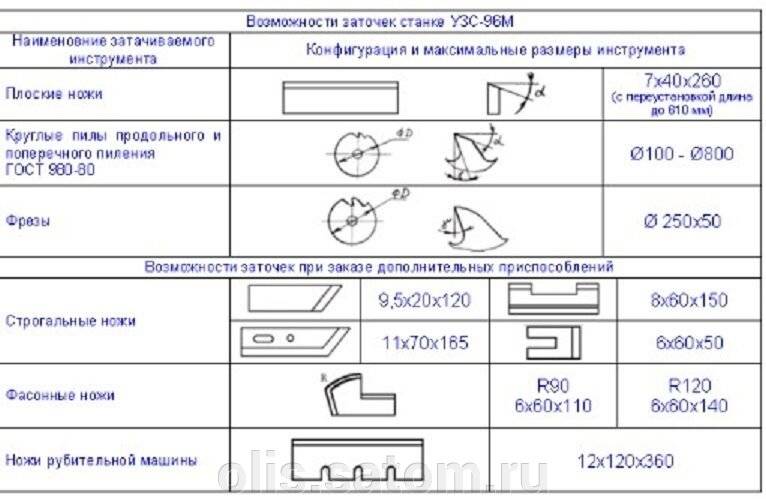
Популярные модели недорогих станков для затачивания
Выполнение заточки пильного полотна руками является сложным и кропотливым процессом
Можно поранить руки, если действовать неосторожно, сделать спил криво и тогда пилу будет уводить в сторону и многое другое. Другое дело, когда заточка осуществляется на станке — ровно, четко и быстро
Однако не всем по карману этот вариант, так как профессиональное оборудование стоит недешево. Но, к счастью, на рынке инструментов существуют бюджетные версии портативных приборов для заточки. Ниже представлен рейтинг самых популярных моделей:
Модель Бригадир GM4P

Модель Бригадир GM4P
У этого станка множество преимуществ, среди которых малое время на подготовку к работе, наличие подсветки рабочей зоны, улучшенная фиксация цепи, электродвигатель мощностью 650 ватт, возможность использовать заточные диски толщиной 3,2 мм, диаметром до 104 мм. Автоматическая заточка производится точно и аккуратно.
Станки SADKO моделей SCS 85 и SCS 180

Sadko SCS-85 Pro

SADKO SCS-180
Компактный и доступный станок, работающий от электричества и не требующий дополнительных настроек. Для работы используются диски диаметром до 104 мм. Угол наклона стандартный 30 градусов. Для безопасности выполняемой заточки предусмотрено наличие защитного прозрачного экрана.
Протон ТЭ-130

Протон ТЭ-130
Хороший универсальный станок, который подойдет для использования в домашнем хозяйстве. Возможна заточка различных видов цепей, так как предусмотрено наличие шкал, позволяющих выставить диск и цепь в правильное положение. Электроточилка хороша еще и тем, что не требует дополнительной настройки.

Stern CSS 220

Stern CSS 220
В рейтинге станков это один из самых востребованных, так как имеет низкую стоимость, точность выполняемых работ и качество заточки цепей с различным шагом. Подходит для использования как домашнем хозяйстве, так и для профессиональных нужд. Электроточилка обладает высокой функциональностью.
Точильный станок Oregon 519789

Oregon 519789
Также является ведущей моделью в рейтинге точильных станков. У станка Oregon имеется подсветка рабочей области. Диаметр посадочного отверстия 22,3 мм, толщина диска 6 мм. Мощность двигателя 214 Ватт. Хорошая модель для бытового и профессионального использования.
Выбор по глубине резания
Глубина резания (глубина пропила) является важной характеристикой бензопилы, определяющей ее производительность. Глубина пропила определяется параметрами режущего инструмента, т.е высотой профиля зуба цепи
Увеличение высоты зуба приводит к увеличению глубины резания за один заход, что повышает скорость пиления. Следует учесть, что увеличение высоты зуба снижает его прочностные характеристики и требует увеличения усилия при распиливании древесины.
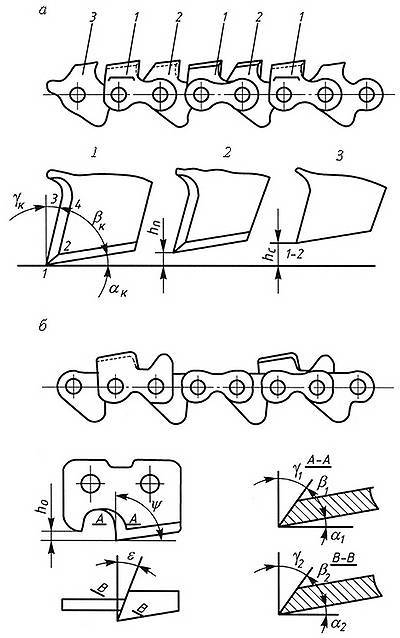
Структура цепи пилы.

В обычной цепи для бензопилы, такая характеристика, как высота зуба, определяется профилем и параметрами ограничителя глубины пропила, который устанавливается на любом рабочем зубе. В новой цепи этот параметр задан производителем
Потребитель может изменить высоту зуба за счет протачивания ограничителя, но к такой операции следует относиться с осторожностью
Серийно выпускаются цепи с двумя высотами профиля зуба — 0,635 мм и 0,762 мм. Цепь с меньшей высотой зуба получила название низкопрофильной, вторая — высокопрофильной. Для бытовых бензопил в основном используют низкопрофильные. Бензопилы с цепями высокого профиля при эксплуатации требуют увеличенных усилий и обладают повышенной вибрацией.
Причины затупления зубьев цепи инструмента
Существует множество причин, почему происходит притупление режущих элементов бензиновых и электрических пил. Главная из них заключается в естественном процессе. Пиление древесины, которая имеет более мягкую структуру, чем металл, все равно приводит к постепенному притуплению режущих кромок зубьев. Избежать этого попросту невозможно, но скорость снижения уровня заточки можно снизить, если использовать качественные цепи, выпущенные добросовестными производителями.
К другим причинам ускоренного притупления бензопильных цепей принадлежат следующие факторы:
неправильно выставленное натяжение цепи;
использование низкокачественного масла, которое не попадает в соединения между звеньями, и тем самым не осуществляет качественную смазку
Особенно категорически противопоказано использовать отработку в качестве смазки;
важно учитывать тип распиливаемой древесины, иначе цепь может очень быстро затупиться. Специально для работы с древесиной высокой твердости следует использовать цепи с победитовыми напайками на зубьях;
попадание под режущие части посторонних материалов, например, металл, камень, пластик, песок, стекло, земля
Незначительное попадание земли или песка на цепь инструмента ускоряет притупление кромок в 10 раз;
длительная эксплуатация инструмента без перерыва. В ходе пиления режущие части подвергаются такому негативному влиянию, как нагрев. Чем выше температура металла, тем быстрее происходит притупление зубьев, поэтому специалисты рекомендуют делать перерывы в работе инструментом (примерно через каждые 2 часа перерыв на 10-20 минут);
неправильный выбор цепи под технические параметры инструмента
Этому моменту также следует уделить особое внимание, иначе это приведет не только к быстрому притуплению звеньев инструмента, но и снижению ресурса двигателя.
Еще один немаловажный момент, которому неопытные пильщики не уделяют должного внимания: заточку цепи бензопилы следует выполнять только и исключительно после ее остывания.
Это интересно! Совет для начинающих пильщиков: перед тем, как работать бензопилой, рекомендуется дополнительно смазать цепь моторным маслом. Вы наверняка замечали, что новые изделия имеют некую смазку. В процессе смазка цепи осуществляется через специальный канал маслонасоса, но не будет лишним, если перед работой, вы дополнительно нанесете смазывающее вещество прямо из бутылки или со шприца.
Механизированная заточка на машине
Довольно большое распространение получили специальные инструменты, которые могут применяться для упрощения процедуры. Подобные машины оснащаются специальным электрическим приводом и шлифовальными кругами с повышенной износоустойчивостью.
Для применения в домашних условиях подходит инструмент небольших размеров. Такие устройства могут питаться от сети 220 В, и при этом показатель электропотребления составляет 100 Вт. Установка цепи довольно проста, процедура заточки может проводится даже без наличия специальной подготовки.







При выборе машины уделяется внимание нижеприведенным моментам:
- Регулировка угла заточки в определенном требуемом диапазоне.
- Возможность обработки цепи с различным шагом и толщиной режущей кромки.
- Особенности процедуры смены шлифовальных дисков.
- Контроль значения ширины реза.
- Мощность установленного электрического двигателя и показатель энергопотребления.
Кроме этого, рекомендуется уделять популярности бренда, так как от этого зависит срок службы и многие другие моменты.

В заключение отметим, что допущенные ошибки на момент заточки могут стать причиной повышенного износа цепи. Именно поэтому при частом использовании инструмента и отсутствии требующей машины для заточки рекомендуется доверить работу профессионалам, которые предоставляют соответствующие услуги.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Бензопила – необходимый инструмент для бытовых нужд, Ему найдется достойное применение на даче. Бензопилой легко распиливать дрова для печки или камина. Также она хорошо себя проявляет и при валке леса. Каждый владелец такой помощницы должен знать правильный угол заточки цепей бензопил. Вызвать специалиста на дом, а, тем более, на дачу, стоит немалых денег. Поэтому приходится обходиться своими силами.

Хоть и лучше поручать заточку профессионалу, некоторые лесорубы самостоятельно познали и это ремесло. Если специалистам по рубке леса приходится по 3-4 раза за день затачивать цепь, то у обычного садовода нет такой необходимости в силу того, что он редко пользуется инструментом. Как же можно самим освоить ремесло? Для этого есть некоторые рекомендации.
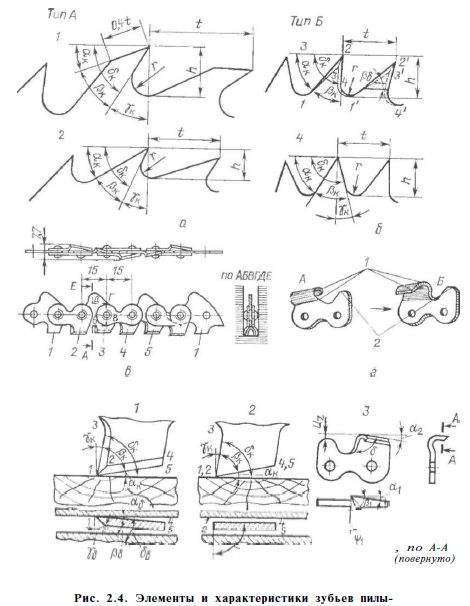
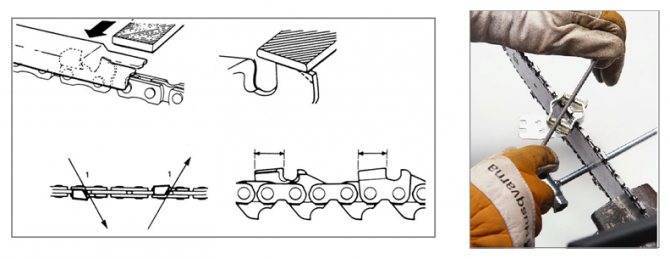
Особенности заточки пильных цепей
Пильная цепь представляет собой набор связанных между собой с помощью шарниров режущих зубьев сложной конфигурации. При обработке цепи необходимо обеспечить равномерность и одинаковость заточки всех зубьев, выдержать правильный угол режущей кромки, сохранить нужную конфигурацию зуба. Для решения этих задач существует несколько способов заточки, а также много разных инструментов и приспособлений.
Бензопила ФОТО: spila.ru
Пилу надо точить вовремя, иначе можно получить много неприятностей – снижение производительности, ухудшение качества реза, ускоренный износ механизма, даже травму.
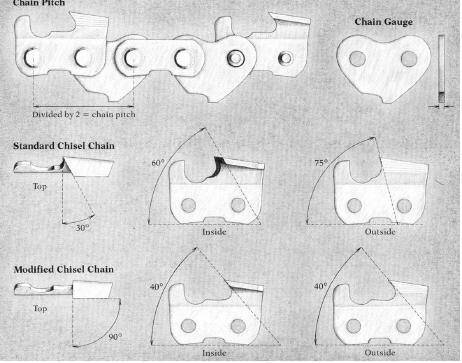
Конфигурация зуба и угол заточки цепи бензопилы
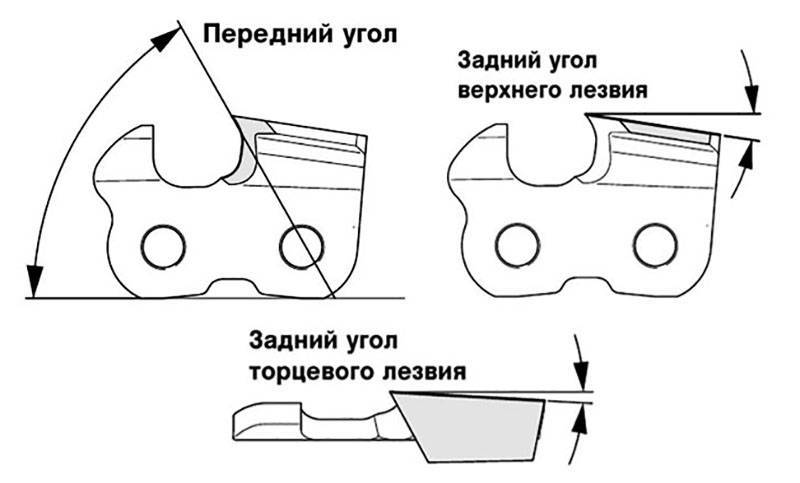
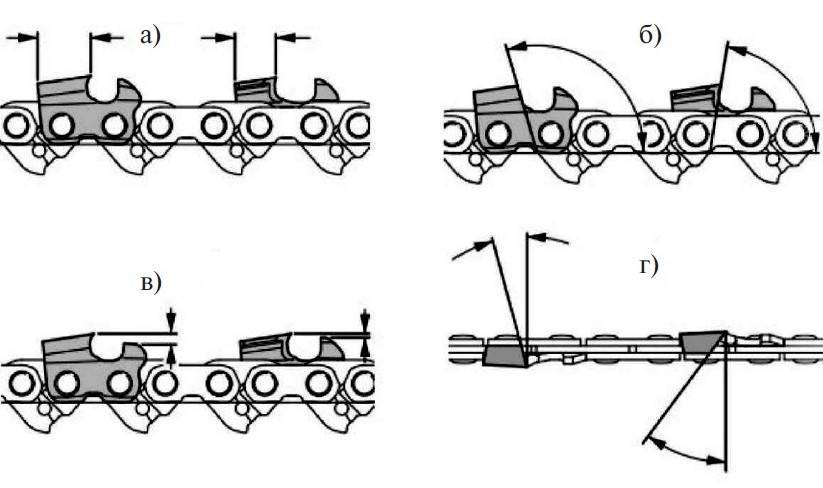
Зуб бензопилы имеет сложную конфигурацию, которая зависит от направления движения цепи. У зуба две рабочие кромки: боковая, расположенная перпендикулярно оси перемещения звеньев, и верхняя, которая находится под определённым углом к направлению движения цепи. Каждый зуб имеет ограничитель глубины реза. Он определяет высоту снимаемой стружки. Главное усилие при резе приходится на рабочую кромку. Угол заточки зуба определяет качество работы инструмента.
Функциональные части зуба бензопилы и их вид ФОТО: proinstrumentinfo.ru
Каждая модель пилы имеет свой шаг режущих кромок, значение которого для бытовых и полупрофессиональных моделей связано с мощностью агрегата и крутящим моментом привода. Для продольного пиления шаг принимают меньше (например, 0,325 дюйма). Производительность работы при этом снизится, но требуемое усилие тоже уменьшится. При валке деревьев с большим диаметром ствола мощность двигателя не превышает 2500 Вт. Толщина режущей кромки у большинства бензопил устанавливается равной 1,3 мм.
Высота цепного профиля либо 0,625 мм, либо 0,762 мм, причём для бытовых пил применяется низкий профиль. При этом, немного возрастает вибрация пилы.
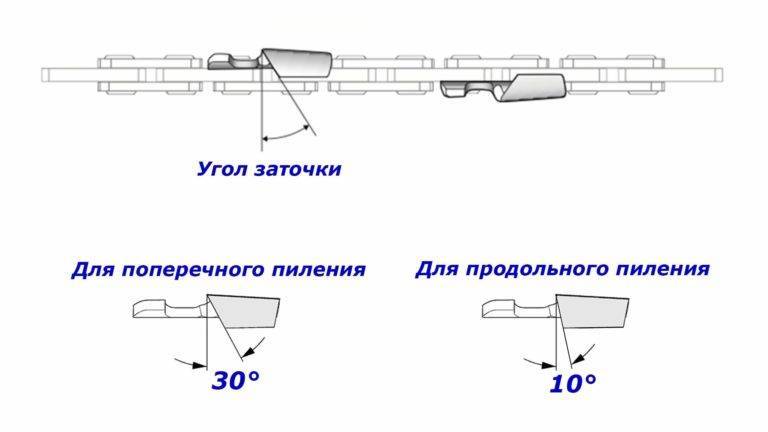
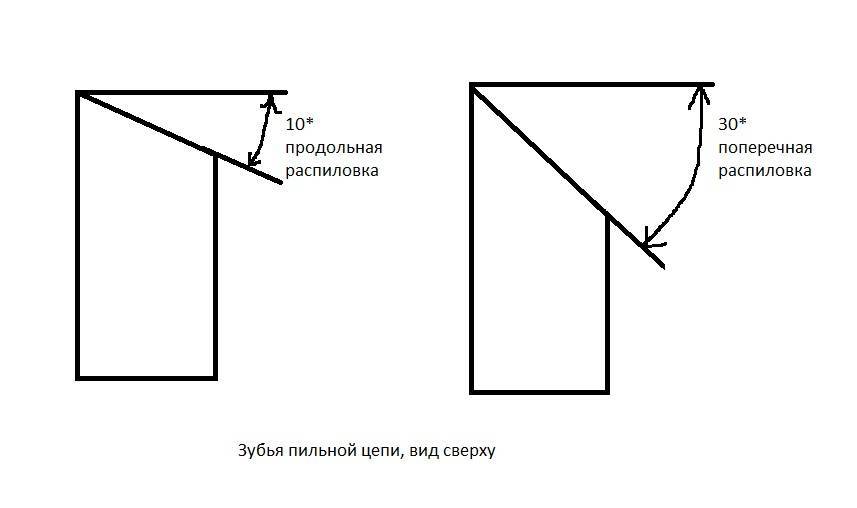
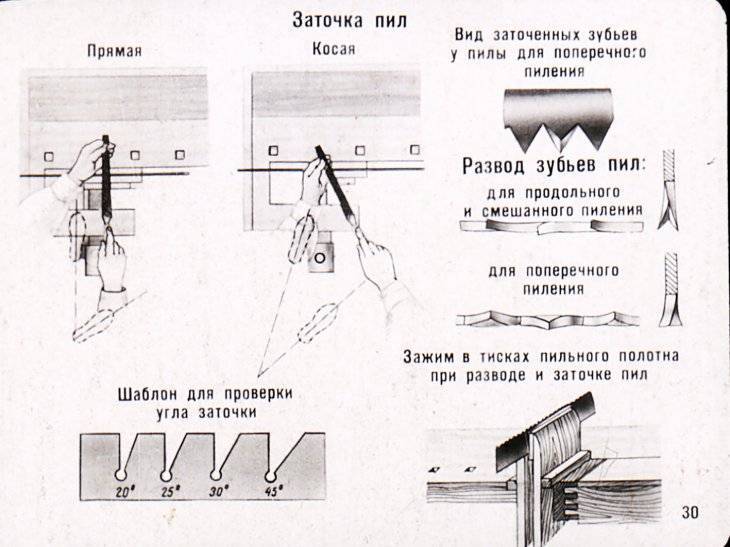
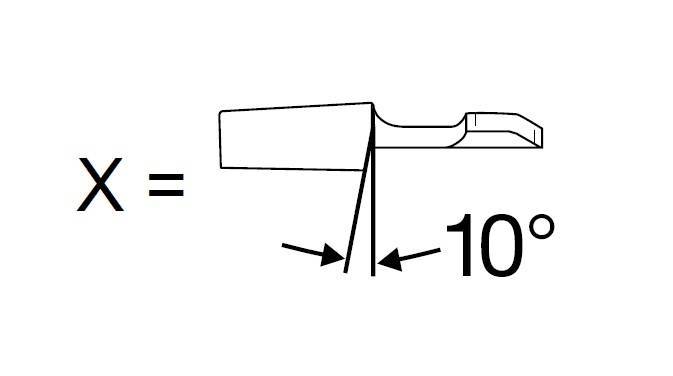
Кромка зуба для продольного распила должна быть очень острой и иметь угол в диапазоне 6º…12º, для поперечного – до 25º…30º.
В первом случае заточка должна производиться чаще, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию. Это особенно заметно у звеньев, которые изготовлены из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Шаблоны и приспособления для заточки цепи бензопилы
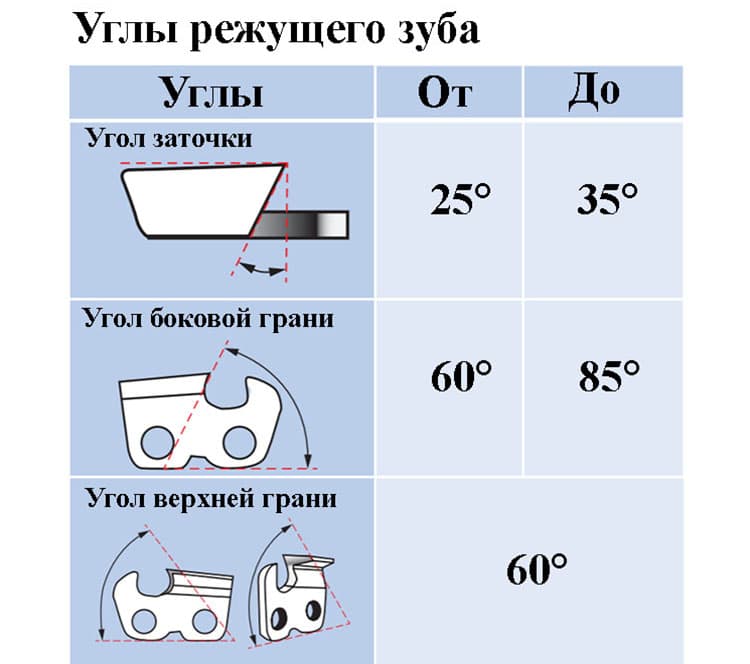
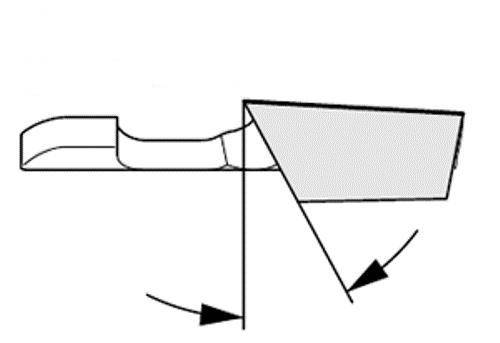
Гораздо легче работать, имея большую уверенность получить правильный результат, в том случае, если мастер обеспечил себя набором вспомогательных приспособлений, в который входит шаблон. С его помощью выдерживаются правильные значения всех углов заточки зуба. Угол передней кромки записан в инструкции, обычно его значение 65º — 80º. Оценку значения заднего угла верхнего лезвия можно выполнить только по шаблону. Его величина должна быть в диапазоне от 50º до 60º.
Задний угол заточки пилы уменьшается с увеличением твёрдости древесины. Оптимальным при продольном распиле считается значением угла 10º…12º, и 25º…30º – при поперечном распиле.
Шаблон конфигурации зуба пилы ФОТО: proinstrumentinfo.ru
Периодичность заточки цепей бензопилы
Решение о заточке цепей пилы принимается не по календарю, а по оценке её работы. В первую очередь, следует осмотреть опилки. Если они имеют вид мелкой пыли, то цепь требует заточки. В противном случае, можно перегреть двигатель, что приведёт к образованию задиров на цилиндре. У тупой пилы повышенная вибрация и затруднённый заход гарнитуры в каждый новый пропил, что существенно снижает производительность распиловочных работ.
Болгарка – хорошая альтернатива
Профессиональные лесорубы считают такой метод первобытным и трудоемким. Он используется в самом крайнем случае, поскольку болгарку невозможно зафиксировать на шаблоне. По этой причине очень сложно добиться контроля соблюдения постоянного угла и глубины заточки.





Шина надежно фиксируется в тисках, чтобы во время работы исключить ее подвижность. Не стоит крепить на болгарке новый отрезной диск, лучше воспользоваться старым кругом толщиной 1,5-2 мм.
Новичкам лучше вообще не использовать такой способ – целее будут. Есть риск нанести себе серьезные увечья. Вдобавок здесь никак не обойтись без навыков работы с подобным оборудованием.
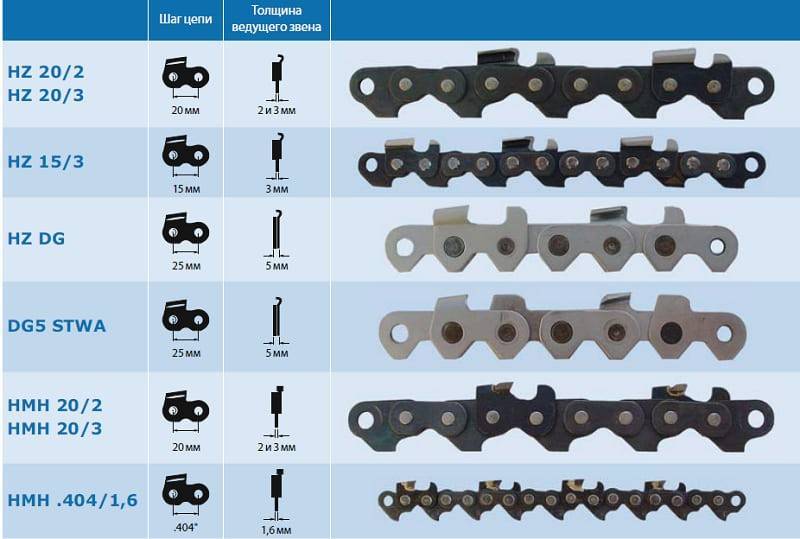
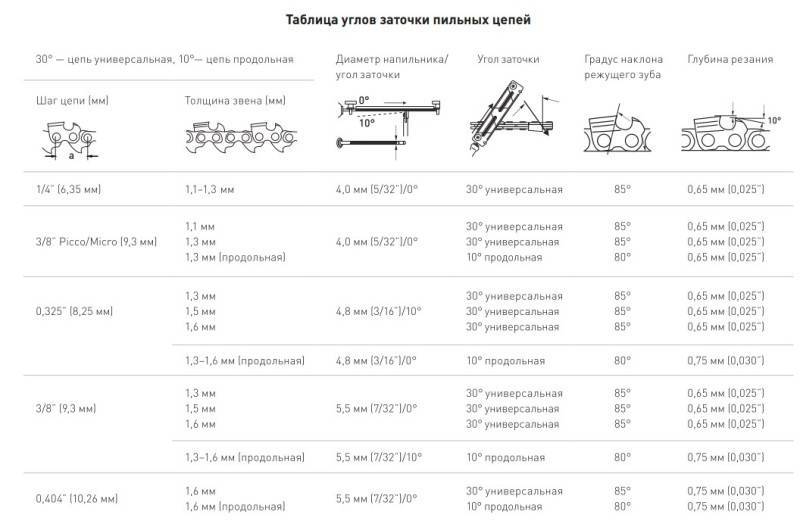
Таблицы размеров пильных цепей и шин для бензопил по моделям
Это определяющий параметр, и в зависимости от его значения все существующие цепи подразделяются на пять групп с шагом 1/4’’, 0,325’’, 3/8’’, 0,404’’ и 3/4’’.Шаг 1/4’’ (6,35 мм) свойственен небольшим цепям, устанавливаемым на маломощные одноручные пилы.
Цепи с шагами 0,325’’ (8,25 мм) и 3/8’’ (9,3 мм) — наиболее распространенные варианты. Более 80% производимых по всему миру пил комплектуются именно ими.
Шаги 0,404’’ (10,26 мм) и 3/4’’ (19,05 мм) отличают цепи с более крупными звеньями и повышенной производительностью. В течение нескольких десятилетий ими комплектовали пилы российского производства, но сейчас устанавливают лишь на мощные валочные пилы и харвестерное оборудование.
Чем больше шаг цепи, тем крупнее составляющие ее звенья и тем выше ее производительность, но шире пропил. Для преодоления возрастающего сопротивления резанию требуется более мощная пила. У цепей с маленьким шагом другие преимущества — большее число зубьев на единицу длины, плавное движение в пропиле и, соответственно, сниженная вибрация, более чистый рез.
Толщина ведущего звена. Во время работы цепь скользит в пазу шины, и это скольжение должно быть плавным, без зацепов и в то же время без лишней «болтанки». Толщина хвостовика и толщина паза должны строго соответствовать друг другу, что повышает надежность посадки цепи и исключает вероятность ее «соскока». Все предусмотрено пять стандартных размеров:
- 1,1 мм (0,043’’) для маломощных пил
- 1,3 мм (0,050’’) бытовые и полупрофессиональные цепи,
- 1,5 мм (0,058’’) мощные и производительные пилы,
- 1,6 мм (0,063’’) и 2,0 мм (0,080’’) высокопрофессиональные пилы.
Назначение использования накладывает свои требования к используемым цепям. Например, при необходимости распиловки твердой и загрязненной древесины или при сносе и строительстве сооружений — лучше использовать специальные твердосплавные цепи Picco Duro или Rapid Duro, имеющие твердосплавные зубья или накладки, дающие им непревзойденную прочность и долговечность использования. Некоторые работы просто невозможно выполнить без их помощи.
Так же известно, что для продольной распиловки древесины (вдоль волокон) желательно использовать специальные цепи. Основное различие между цепями продольного и поперечного типа — это углы атаки режущих звеньев. Для цепей поперечного пиления они составляют 25–35 градусов. У цепей для продольного пиления (например цепи Stihl Picco Micro X) углы более острые — от 5 до 15 градусов.
Использование цепей несообразно их назначения приводит либо к пониженной производительности, либо к повышенной «агрессивности», сильной вибрации и дополнительной нагрузке на двигатель бензопилы.
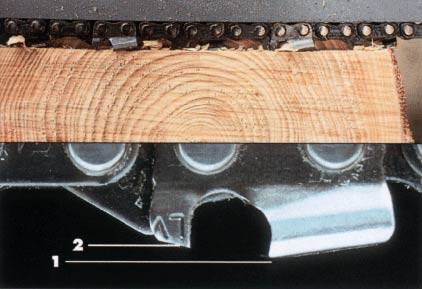
Дополнительными характеристиками цепи являются высота профиля и глубина резанья.
Высота профиля.
Цепи бывают высоко- и низкопрофильными в зависимости от высоты режущей кромки над плоскостью направляющей шины. Высокопрофильные цепи, обычно, используют в профессиональных целях для получения максимальной производительности пиления. Низкопрофильные цепи устанавливают на бензопилы бытового и любительского класса, т.к. благодаря увеличенной площади опоры режущих звеньев и сниженной толщине срезаемой стружки они более безопасны.
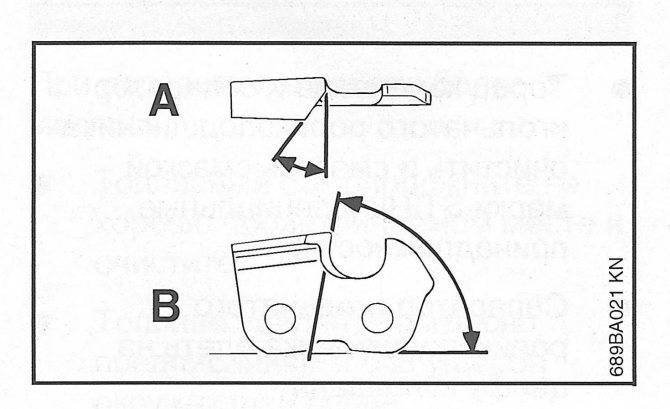
Глубина резания — это величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая толщину стружки. Чаще всего встречаются образцы с зазорами в 0,025 дюйма (или 0,635 мм) и 0,030 дюйма (или 0,762 мм), реже — с зазорами до 0,07 дюйма (или 1,778 мм), последние предназначены для агрегатов машинной валки леса.
Устранение неполадок тормоза цепи
Инерционный тормоз цепи предназначен для мгновенной остановки хода при заклинивании цепи и обратном ударе. Последний возникает при касании концом или верхней частью шины обрабатываемого материала. В момент резкого отброса шины тормоз останавливает движение цепи, не прекращая работу двигателя. Поэтому после его срабатывания необходимо выключить мотор, после чего выполнить разблокировку.
При сработавшем тормозе чашка сцепления ведущей звёздочки шины блокируется. При этом мощности двигателя достаточно, чтобы провернуть сцепление. В результате его кулачки будут стираться о чашку, а сам механизм – нагреваться. Вследствие этого могут оплавиться пластиковые элементы – привод масляного насоса, крышка сцепления и т.д. Если продолжить работу на включенном тормозе, появится характерный дым и запах, а саму пилу, скорее всего, придётся ремонтировать. Подобная ситуация может возникнуть при защемлении цепи в обрабатываемом материале, если оператор попытается освободить её, увеличивая обороты двигателя.
Если крышка инерционного тормоза оплавилась, её необходимо заменить. Ведь без неё система будет работать некорректно. При оплавленном приводе масляного насоса становится невозможной подача масла на цепь. Поэтому данный элемент, равно как и изношенные или поврежденные детали сцепления также подлежат немедленной замене.
Производители бензопил рекомендуют проверять инерционный тормоз при каждом запуске двигателя. Если он неисправен, работа инструментом становится небезопасной, а его ресурс сокращается, что в ближайшем будущем приведёт к непредвиденным финансовым расходам.
Чем грозит работа тупым инструментом
Цепь электрической или бензиновой пилы предназначена для распиливания твердых и мягких пород дерева, пластиковых изделий. Когда инструментом регулярно пользуются, цепной механизм затупляется, что чревато возникновением неприятных последствий. Изношенный механизм цепи подвергает риску поломки отдельных элементов всего инструмента. При пилении тупой бензопилой расход топлива увеличивается.
Чтобы сохранить работоспособность пилы на долгое время, следует своевременно проводить осмотр и заточку цепного механизма. Проверку надо проводить между работами в зависимости от частоты использования инструмента.
О размере шага
Главной характеристикой любой бензопильной цепи является её шаг, характеризующий расстояние между соседними зубьями. Для каждой модели пилы значение шага по умолчанию фиксированное и определяется характеристиками ведущей звёздочки и установленной шины. Поэтому просто так взять и поставить на свою мотопилу цепь с большим или меньшим шагом не получится. Для этого придётся менять и звёздочку с шиной. Но не всегда в этом есть смысл.







Безусловно, чем больше значение шага, тем выше производительность работы. Однако не следует гнаться за максимально возможной величиной – его следует выбирать с учётом мощности пилы:
- с увеличением шага возрастает скорость вращения цепи;
- увеличивается сопротивление древесины;
- возрастает нагрузка на двигатель.
В результате, если шаг не соответствует рабочим параметрам пилы, работа в таком режиме может привести к быстрому выходу инструмента из строя.
Кроме того, чем больше шаг пильной цепи, тем выше её агрессивность – она сильнее рвёт дерево. Одновременно увеличивается и ширина пропила. Удерживать и контролировать такой инструмент тоже будет намного сложнее.
Для удобства выбора все представленные на рынке варианты цепей стандартизированы под определённые размеры шага:
- 1/4 дюйма – самый маленький шаг, звенья расположены максимально близко друг к другу. Такая оснастка подходит для маломощных садовых пил.
- 325 дюйма – самый популярный вариант для пил начального класса мощностью в 3-3.5 л.с. Вибрации при пилении такой цепью минимальные, поэтому работа не утомляет, срез получается ровный, древесину пила не рвёт. Однако при длительной работе 0.325-дюймовые гарнитуры быстро тупятся.
- 3/8 дюйма – это оснастка для полупрофессионального и профессионального инструмента мощностью 4 л.с. Такой цепью можно без лишних усилий перепиливать средние по толщине стволы.
- 404 дюйма – гарнитура только для пил класса Профи, оснащаемых двигателями мощностью от 5.5 л.с. Таким инструментом можно пилить стволы любой толщины.
- 3/4 дюйма – достаточно редко встречающаяся размерность, предназначенная для пил с особо мощными двигателями.
Несколько слов о том, почему в большинстве случаев не следует перенастраивать пилу под цепи с меньшим или большим шагом. Если на маломощную пилу поставить гарнитуру с большими зубьями, то мощности и крутящего момента двигателя будет недостаточно для её протаскивания через дерево – крупная цепь будет встречать серьёзное сопротивление. Поэтому работа будет непродуктивной, а инструмент может попросту выйти из строя.
Не стоит и ставить цепи с мелким шагом на мощные профи-пилы. Их двигатель рассчитан на более крупную и агрессивную оснастку, поэтому зубцы будут просто проскальзывать, практически не касаясь дерева. Двигатель же ввиду отсутствия сопротивления будет работать практически на максимальных оборотах, что негативно отразится на его состоянии.
В быту же чаще всего используются цепи с шагом 0.325 дюйма. Их производительности достаточно для большинства садово-огородных работ, подходят они и для строительства загородного дома. Кроме того, у такой гарнитуры выше точность реза — она обратно пропорциональна шагу. Ещё одно преимущество таких цепей – меньшая вероятность отскока пилы.
Конструкция победитовой цепи
Победитовая цепь состоит из звеньев 3 типов:
- режущих, на них закреплён зуб;
- ведущих, их нижняя часть (клык) скользит по пазу в шине;
- соединительных пластин в форме восьмерки.
Эти детали соединены между собой заклепками.
Режущее звено, кроме самого зуба (резца) имеет выступ, ограничитель глубины пропила.
То есть, победитовая цепь не отличается от обычной ничем, кроме других качеств сплава режущей кромки зубьев.
Как устроена
Победит — сложный в производстве и дорогостоящий материал. Поэтому из него делают не весь зуб, а только режущую кромку. Её припаивают к телу зубьев с помощью медного сплава. Несмотря на мягкость меди, такие припои достаточно прочны и, как правило, держатся весь срок службы.
Особенности конструкции
Победитовые цепи лучше себя показывают в работе на более мощных, чем средних, бензопилах, с большой тяговой силой. Обычный зуб можно сравнить с остро заточенным лезвием. Когда он тупится, остроту можно легко восстановить, поправив зуб специальным круглым напильником с трафаретом для выдержки угла. Победитовый зуб тупится медленно и незаметно. Даже слегка затупившись, он ещё долго может хорошо работать. Но тогда требуется больше тяги на бензопиле, не менее 3-3,5 л.с.
Из чего выполнены зубья
Настоящий победит делается по технологии порошковой металлургии и состоит из 90% карбида вольфрама и 10% кобальта с небольшой примесью углерода. Порошок вольфрама и кобальта прессуются, затем спекаются при высоких температурах, близких к плавлению металла. Выпускается в виде пластин, часто уже заданной формы.
Материал был создан в 1929 году, и с тех пор на его основе и по его принципу создано множество самых разных материалов — ВК4, ВК6, ВК8, ВК10, Т15К6, в том числе специально для пиления древесины.
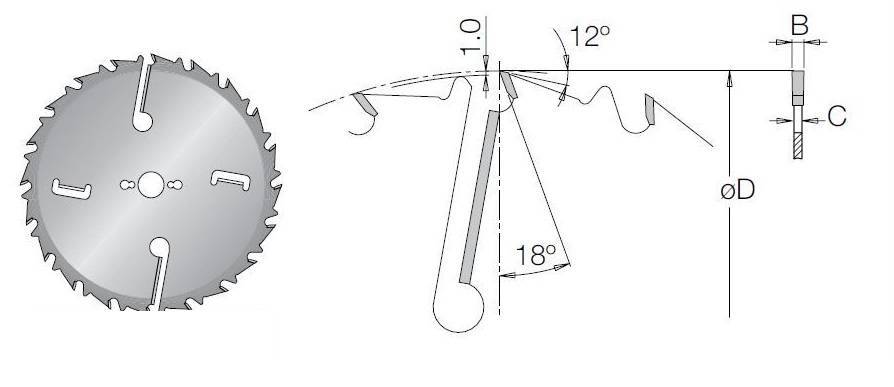
Углы заточки и конфигурация зуба бензопилы
Зубья цепи цепной бензопилы имеют следующие характеристики:
- Угол заточки для продольного пиления должен быть в пределах 6-12°, и от 25° до 30° – при преобладании поперечного распила.
- Высота цепного профиля: профессиональные модели имеют высокий профиль 0,762 мм, а бытовые пилы – 0,625 мм.
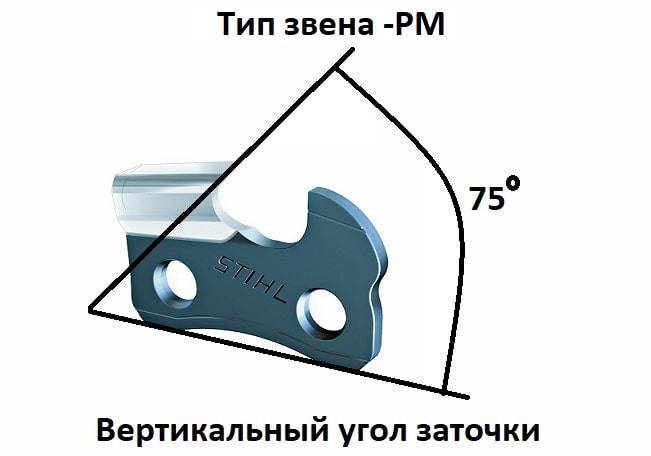
- Форма зубьев цепи может быть закругленной, полудолотообразной, долотообразной и с пластинками твердого сплава.
- Толщина приводных звеньев – этот параметр одинаков для большинства бытовых бензопил, и имеет значение 1,27 мм. Бывают кромки толщиной 1,1 мм на маломощных пилах, которые пригодны лишь для пиления сучьев. Более толстые хвостовики (1,5 мм, 1,6 мм, 2 мм) характерны для полупрофессиональных и профессиональных пил.
- Шаг зубьев – это расстояние между соединительными элементами цепки. Имеет значение, которое зависит от мощности и крутящего момента двигателя инструмента – чем выше эти параметры, тем больше шаг: 1/4″ (6,35 мм), 0,325″ (8,25 мм), 3/8″ (9,53 мм), 0,404″ (10,26 мм), 3/4″ (19,05 мм).
Варианты выполнения работы
Важно знать, как наточить цепь бензопилы в домашних условиях, чтобы не затягивать процесс работы с пиломатериалом и не сломать инструмент. Заточка цепи электропилы своими руками ничем не отличается от правки режущего элемента пилы с бензиновым двигателем
Можно выбрать один из доступных способов:
- Правка зубьев с использованием напильника — это самый распространённый и легкий способ, который позволяет произвести заточку непосредственно на месте проведения работ.
- Заострить зубья можно с помощью системы PowerSharp.
- С использованием специального заточного станка — такой метод используют сервисные центры, но им вполне можно воспользоваться и в домашних условиях.
- С помощью УШМ (болгарки). Таким способом вряд ли смогут воспользоваться неопытные пользователи, так как он редко применяется и требует определённых навыков.
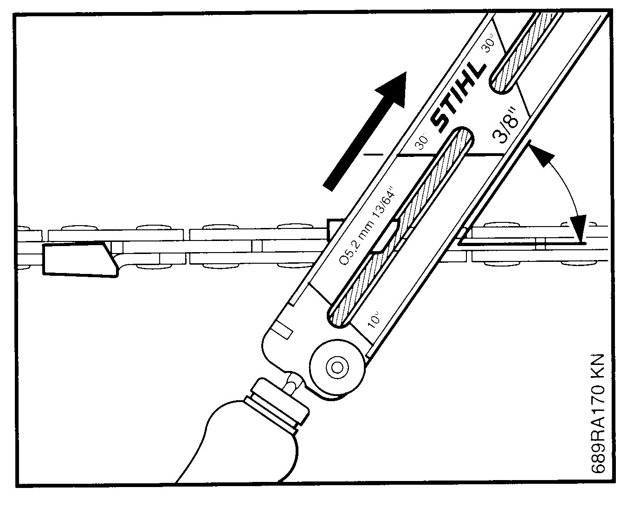
Угол заточки бензопилы Штиль
Важно выдержать угол заточки заднего угла верхнего лезвия, сделать это можно только используя шаблон. Иными способами этого добиться крайне сложно, т
к. его значение колеблется в пределах от 50 до 60°. Угол передней кромки можно менять, в зависимости от того, какой тип распиловки вы будете производить. Чем тверже порода древесины, тем меньше угол, в противном случае кромка будет загибаться. Оптимальные значения угла 10…12° при продольной распиловке, и 25…30° при поперечном способе распила. От того, какой угол кромки используется в конкретном случае, зависит её производительность.





Правка цепи напильником
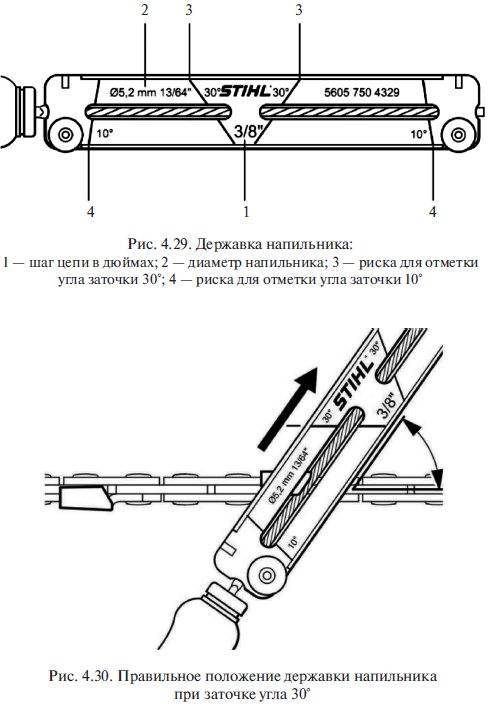
Заточка цепей бензопил производится двумя видами напильников: круглым и плоским. Круглый напильник должен соответствовать диаметру закругления распиловочных зубьев конкретно взятой цепи. К примеру, для заточки бензопилы Штиль 180 своими руками понадобится напильник диаметром 4 мм. Для остальных цепей такого типа могут применяться напильники диаметром от 3,8 до 4,8 мм. Для цепей, которые используют на профессиональных пилах, применяют надфили диаметром от 5,2 до 5,5 мм. О станках для заточки цепей читайте здесь.
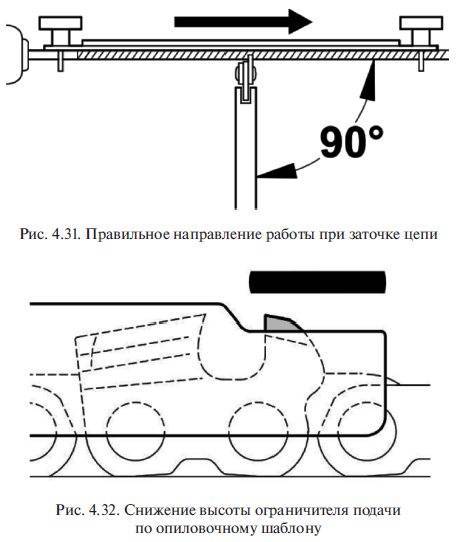
Для правильной правки цепи использования только круглого напильника недостаточно, потому что, кроме заточки зубьев, необходима корректировка ограничителя глубины пропила. Если упустить этот важный момент, то цепочка не сможет вгрызаться на нужную глубину в тело распиловочного материала, а это существенно снизит скорость проводимых работ и будет влиять на ресурс двигателя. Для этого типа заточки необходимо использовать плоский напильник.
В вовремя заточки, защищайте руки плотными перчатками, а глаза — очками.
Полезные советы
В работе пригодятся следующие рекомендации:
- Для начала установите инструмент на ровную и устойчивую поверхность — хорошо подойдёт стол или лавка. Если вы находитесь в условиях леса, то просто найдите широкую чурку или пенёк. Проверьте зубья по всей окружности на наличие сколов и прочих дефектов: может оказаться так, что некоторые зубья сломились.
- Приведите тормоз пилы в рабочее состояние — это действие заблокирует движение цепки по шине. Следите, чтобы режущий элемент вовремя заточки был натянутым. Рекомендуется поместить под шину подставку в виде полена или обычного куска ветки — так при надавливании она не будет проваливаться. Можно приобрести специальные струбцины для удержания шины в стационарном положении.
- В процессе заточки движения напильника осуществляются изнутри зуба к внешнему краю кромки, прокручивая напильник вокруг своей оси. При этом инструмент нужно двигать параллельно специальной метке, расположенной на цепи. Эта метка служит указателем правильного угла заточки режущей кромки. Для удобства самого процесса зуб, который вы обрабатываете, должен располагаться по центру шины.
- Все заточные работы необходимо проводить в защитной одежде и перчатках, т. к. режущая кромка зубьев очень острая, поэтому есть большая вероятность травмирования. Для равномерной заточки производители рекомендуют проводить одинаковое количество движений напильника для каждого зуба, на практике такую рекомендацию можно применить исключительно к зубьям, которые не имеют повреждений.
- Для более лёгкой заточки напильник можно применять в паре со специальной державкой, на которой нанесена разметка допустимых углов. С помощью таких меток зубья можно заточить не только для поперечного, но и для продольного распила древесины. Использование державки также будет полезно людям, которые в отличие от профессионалов не имеют должного опыта в этом деле.
Понятие шага и его значение
Под шагом цепи подразумевают расстояние между любыми тремя заклепками. В цепях для пил эта длина характеризует удаленность двух режущих зубьев относительно друг друга. Величина шага равняется и длине между вершинами двух соседних хвостовиков цепи (направляющие элементы, заходящие в паз шины). Для того чтобы правильно определить шаг цепи бензопилы производят замер расстояния между осями идущих подряд трех заклепок.
Конструкция цепи бензиновой пилы.
Существует обоснованная закономерность, которая гласит о том, что чем больше расстояние между режущими зубцами цепи, тем глубже они входят в распиливаемый материал. Увеличивая шаг цепи бензопилы, можно повышать ее производительность. При этом, соответственно, изменяется усилие для вращения приводной звездочки. Требуется понимать, что чем выше шаг, тем больше силы нужно приложить для ее протяжки во время распиловки материала и тем больше должна быть мощность двигателя.
Современные производители бензиновых пил используют три основных вида пилящих цепей со следующими значениями шага, измеряемого в дюймах:
- 0.325;
- 0.375 (применяют в классификации маркировку 3/8);
- 0.404.
От шага цепи зависит качество и точность создаваемого реза в материале. Если качество разрезания при работе бензопилой не имеет глобального значения, то точность реза иногда важна при роспуске бревен или досок, для этого нужно учитывать зависимость шага пилы на роспуск древесины по заданным разметкам.
Положение напильника при заточке цепи бензопилы.
Чем выше расстояние между зубьями, тем больше возникает вибраций и паразитирующих сил, стремящихся смещать его рабочую шину в разных направлениях ,и тем грубее создаваемый распил из-за разрывов волокон дерева. Соответственно, повышается усилие для удержания пилы в руках.
Правило подбора цепи указывает на то, что шаг между зубьями прямо пропорционален производительности, запасу мощности мотора и обратно пропорционален точности создаваемого реза.
Внешние признаки затупления зуба бензопилы
Среди наиболее популярных бензопил по праву находятся инструменты австрийской фирмы Stihl, в частности, Штиль-180 (если точно, то Stihl MS-180-14’’). Такой бензопилой можно и сучья обрезать, и со средними по диаметру ветками справиться – мощность в 1500 Вт вполне это позволяет. Несмотря на качественную сталь, которую указанная торговая марка (китайские подделки не рассматриваем!) использует для изготовления зубьев, самостоятельная заточка потребует сноровки и времени.
Следует обратить внимание на следующие внешние признаки затупления режущей цепи:
- На рабочем угле зуба появился конический участок.
- При переходе от рабочего угла к верхней грани визуально различается радиусное закругление.
- В момент начальной подачи даже при сравнительно малой её интенсивности, внедрение рабочей кромки зуба в толщу древесины выполняется с большим сопротивлением.
- На стадии установившегося реза цепь бензопилы начинает вибрировать, а уровень шума бензопилы заметно возрастает.
- При пилении в продольном направлении поверхность реза имеет грубые вырывы и сколы древесины. Сама стружка становится значительно меньше по своим размерам.
Пробный тест проводят на сухостое, и ни в коем случае не на древесине с повышенной влажностью. Частота заточки зависит от основного направления пиления. Если оно выполняется преимущественно в осевом направлении, то заточку придётся выполнять значительно чаще.





