

Введение
Раньше деревянными постройками без единого гвоздя могли похвастаться только небольшой процент древних народов, а с появлением саморезов, шурупов, других элементов, без гвоздей строиться стало все. С ростом технологий росли требования к качеству, новой ступенью стало создание зенкера по дереву.
Это приспособление создано для повышения качества соединений деревянных изделий. Благодаря этому инструменту в создании деревянных конструкций можно использовать крепежи с большими шляпками, которые не будут торчать или держаться ненадежно. Но для соответствующей работы нужно научиться различать виды насадок, уметь обращаться со столь сложным оборудованием.
Основные правила обработки зенкерованием
Правильная обработка зенкерованием предполагает соблюдение определенного технологического процесса, который разрабатывается под конкретную деталь. Сам технологический процесс построен на принципах или правилах, которые учитывают абсолютно любые исходные условия: тип металла, диаметр отверстия, форму, конфигурацию, длину канала, конечную задачу зенкерования, тип инструмента. Основные правила обработки зенкером следующие:
- После литья, штамповки или процесса сверления припуск на сторону в отверстии под зенкерование должен составлять 0.5–3 миллиметра.
- Тип режущего элемента должен соответствовать типу отверстия. Они бывают сквозными, ступенчатыми или глухими.
- Скорость вращения при обработке резца, который изготовлен из стали быстрорежущей, не должна отличаться от скорости вращения обычного сверла по металлу.
- Скорость вращения резца, имеющего твердосплавные режущие кромки, может быть увеличена в два или три раза по сравнению со скоростью вращения обычного зенкера.
- Для высокой точности обработки отверстий, полученных литьем или штамповкой, имеющих глубокий канал, их предварительно проходят резцом на глубину половины рабочего тела зенкера и диаметром, равным диаметру режущей кромки.

Производство закладных изделий и их особенности
Производство закладных изделий является стратегическим направлением деятельности ООО «СК Атлант». Под нужды участка закладных изделий закуплено специальное оборудование и оснастка, позволяющие достичь наивысшую скорость изготовления по конкурентным ценам. Мощность производства участка закладных изделий составляет 30 тонн в месяц.
Качество работ
Наши сотрудники строго соблюдают жесткие требования, предъявляемые к сварочным работам при изготовлении закладных изделий. В этом легко убедиться, произведя распил закладной детали на ленточной пиле.
На фотографии слева показан спил реальной серийной детали, произведенной на нашем предприятии.
Показанное соединение выполнено Дуговой ручной сваркой валиковыми швами в раззенкованное отверстие (обозначение на чертеже ГОСТ 14098-91 Т12-Рз). Хорошо виден характерный зазор между арматурой и отверстием. Согласно ГОСТ 14098-91 Т12-Рз при проварке стержней до 12мм допускается не производить подварку шва.
Это самый распространенный способ корректного соединения пластины с анкерным стрежнем ввиду простоты метода.
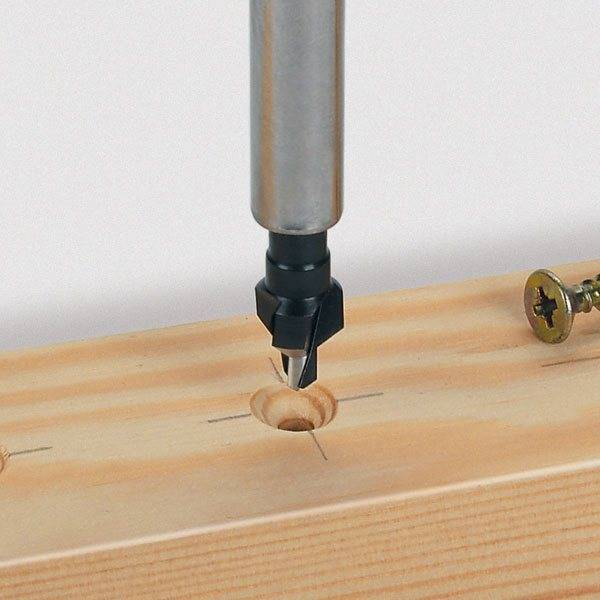
На фотографиях ниже показаны этапы получения правильного отверстия по ГОСТ 14098-91 для последующей приварки анкерного стержня швом Т12-Рз:
Предварительно сверлится отверстие диаметром, большим на 2мм чем диаметр арматуры.
Затем, осуществляется зенковка отверстия таким образом, чтобы толщина необработанного отверстия составила не более 2 мм. (см. ГОСТ 14098-91 Т12-Рз).
Все пространство, образованное между конической поверхностью пластины и выступающим анкерным стержнем должно быть заполнено валиковыми швами. Эти работы очень трудоемкие и их длительность напрямую зависит от толщины пластины, ведь чем толще пластина, тем больший объем конуса необходимо заварить.
Для этого соединения не требуется производить операции по сверлению и зенкованию отверстий.
Суть метода заключается в подаче большого тока через анкерный стержень. При этом, стержень и пластина в месте контакта разогреваются и оплавляются. В процессе сварки, анкерный стержень подается в стальной лист. В результате, анкерный стержень буквально вплавляется в тальную пластину, обеспечивая прекрасные прочностные характеристики соединения. Слой флюса, при этом, обеспечивает защиту от атмосферного воздуха, а также повышает прочность шва за счет легирующих компонентов.
Специальное переносное оборудование позволяет производить приварку стержней непосредственно на размеченный лист стали, что позволяет выполнить работы в очень сжатый срок. Показанные на фотографии стержни имеют диаметр 16 мм – это практический максимум, который возможно приварить этим методом на нашем оборудовании.
В случае большего диаметра, на помощь приходит вышеописанный метод с раззенковкой отверстия и проваркой валиковыми швами.
Для сварки методом автоматической дуговой сварки под флюсом критически важно постоянство технологической системы, под чем подразумевается стабильный одинаковый срез арматуры, качество поверхности листового металла. Для этого, мы используем механические арматурорубы, а также тщательную зачистку поверхности под сварку, ведь включения ржавчины или жировых отложений могут значительно сказаться на прочности соединения
Для этого, мы используем механические арматурорубы, а также тщательную зачистку поверхности под сварку, ведь включения ржавчины или жировых отложений могут значительно сказаться на прочности соединения.
Памятка Заказчику
К сожалению, многие производители пренебрегают требованиями ГОСТ 14098-91 и осуществляют сварку в неверно раззенкованное отверстие, или вовсе без зенкования. Такие работы строго недопустимы.










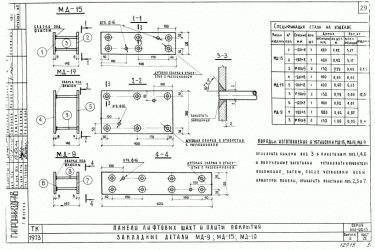
Это указывается, например, в текстовых требованиях серии 1.400-15. Аналогичные записи существуют и во всех других нормативных документах, связанных с производством закладных изделий.
Отклонения от требований чертежей и ГОСТов существенно снижает прочность детали, что может привести к плачевным последствиям.
При заказе закладных изделий требуйте у поставщиков строгого соблюдения параметров, указанных в ГОСТ 14098-91 и иных нормативных актах! Несоблюдение требований технической документации может привести к разрушению сварного шва и обрушению железобетонных конструкций!
Получить поддержку наших специалистов по качеству можно по телефону:
Общие правила для подбора зенкера и оборудования
Перед выбором необходимо определиться, что необходимо получить после такой обработки – улучшить качество отверстия, либо повысить его размерную точность. Первый вариант необходим, если в отверстии требуется нарезать резьбу (особенно – с мелким шагом), а второй – если в отверстие будет заводиться калиброванный крепёж в виде винтов, штифтов и т. д.
Учитывая описанный выше профиль рабочего торца зенкера, обрабатывать им можно и поверхности, непосредственно примыкающие к отверстию, например, с целью получения отверстия под потай.
В зависимости от условий отработки различают также цельные стальные зенкеры и инструмент с насадками из твёрдого сплава. В первом случае для изготовления используются быстрорежущие стали типа Р6М5 или Р6М5К5 (работа со стальными заготовками), во втором — для работ по дереву – можно применять и зенкеры из обычной углеродистой стали типа У7 или У8.
Твердосплавные насадные зенкера изготавливают из металлокерамики марок ВК4, ВК3М, минералокерамики ЦМ-332, а также из безвольфрамовых твёрдых сплавов ТМ-1 или ТМ-20. К стальному корпусу такие насадки, имеющие форму пластин, припаивают медью. Преимущества твёрдосплавных насадок к зенкерам – возможность в процессе обработки применять высокооборотистые режимы резания.

Долговечность зенкера определяется режимом его термической обработки, и, соответственно – твёрдостью. Рабочая часть инструмента, изготовленного из быстрорежущей стали, должна быть не менее HRC 62…64, а хвостовика — в пределах HRC 35…45. Зенкеры из углеродистых инструментальных сталей обладают твёрдостью рабочей части в HRC 56…60. Зенкеры по металлу с малыми диаметрами (до 6 мм) при покупке целесообразно проверять на твёрдость, используя тарированный напильник.
Для зенкеров по дереву используются также сборные и цельные конструкции. Эта технология для производства менее трудоёмкая, однако сборно-сварные исполнения инструмента весьма чувствительны к радиальному, и, особенно – торцевому – биению, поэтому техническое состояние патрона станка или дрели должно проверяться более тщательно.
 При подборе типоразмера зенкера требуется учитывать не только размерный диапазон обрабатываемых отверстий, в частности, их глубины, но и реальную мощность используемого оборудования. Дело в том, что зенкерование – более энергозатратная операция, в сравнении со сверлением. Она требует повышенной мощности привода, поскольку всегда производится со значительными силовыми нагрузками на инструмент. Поэтому выбор, в частности, дрели обуславливается не только возможностью её функционирования на пониженных оборотах, но и достаточной мощностью двигателя (не менее 1,6 кВт).
При подборе типоразмера зенкера требуется учитывать не только размерный диапазон обрабатываемых отверстий, в частности, их глубины, но и реальную мощность используемого оборудования. Дело в том, что зенкерование – более энергозатратная операция, в сравнении со сверлением. Она требует повышенной мощности привода, поскольку всегда производится со значительными силовыми нагрузками на инструмент. Поэтому выбор, в частности, дрели обуславливается не только возможностью её функционирования на пониженных оборотах, но и достаточной мощностью двигателя (не менее 1,6 кВт).
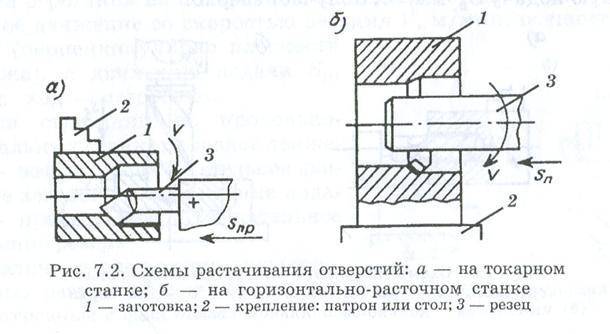
Следует, однако, помнить, что наиболее качественным считается зенкерование, которое выполняется на станке. Тут с успехом используются и сверлильные, и токарные, и расточные станки. Для обработки можно приспособить также и фрезерный станок, однако лишь при наличии на нём устройства ЧПУ.
Домашние мастера обычно приобретают зенкеры в наборе. Это удобно и выгодно, но при этом следует проверить возможность установки хвостовика в патрон основного оборудования.
Классификация зенкеров и зенковок
К основным назначениям зенкера относятся:
- подготовка поверхности отверстий перед нарезанием резьбы;
- калибровка отверстий для последующего использования шпилек, болтов или других крепёжных изделий.
Конструкция зенкера по металлу
Операция зенкерования позволяет повысить качество поверхности отверстий до 11, в некоторых случаях до 9 квалитета. Такой уровень точности обработки соответствует шероховатости в 2,5 микрометров. В этом случае устраняются все дефекты, присущие предыдущим операциям: штамповке, литью, сверлению.
Все зенкеры и зенковки делают из быстрорежущей стали. Обычно для них используют легированную сталь (40Х) или углеродистую (Ст45). Чтобы добиться высокого уровня сглаживания и выравнивания (очищения) поверхности отверстия зенкеры имеют несколько режущих кромок.

Зенковка
Классифицируют зенкеры по следующим параметрам:
- точности обработки;
- типу конструкции;
- форме и количеству режущих кромок;
- марке стали, из которой изготовлен инструмент.
По точности обработки все зенкеры подразделяются на две категории:
- зенкер по металлу №1 (используется для подготовительной обработки отверстий перед операцией, так называемого развёртывания);
- зенкер по металлу №2 (применяется для конечной обработки, позволяет получить квалитет точности 11).
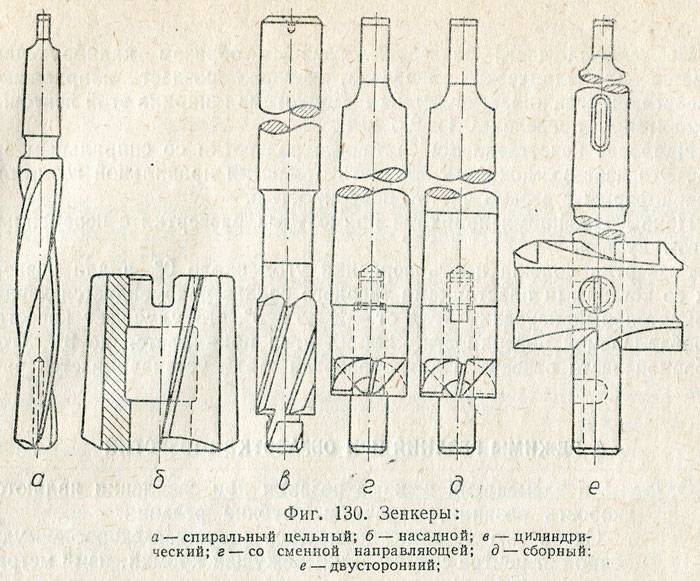
По типу конструкции они подразделяются:
- цельные, с коническим хвостовиком;
- цельные насадные;
- цельные хвостовые;
- с пластинами из твёрдого сплава (тип 1);
- насадные с пластинами из твёрдого сплава (тип 2);
- сборные хвостовые с вставленными ножами;
- насадными сборными.
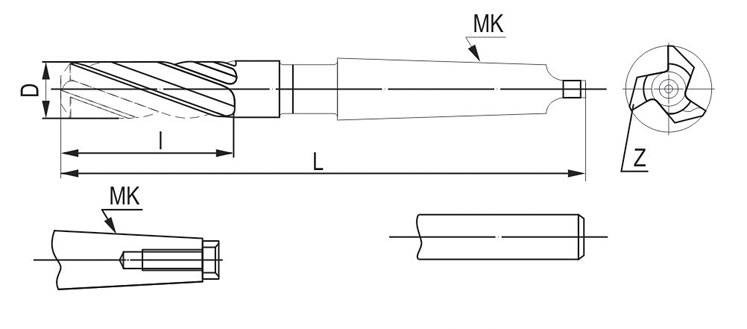
По длине и диаметру зенкер представляет собой аналог спирального сверла. Его рабочая часть состоит из двух составляющих: режущей части и калибрующей. Длина первой части (режущей) зависит от необходимой глубины зенкерования. Вторая часть (калибрующая) представляет собой направляющие вдоль режущей кромки. Их ширина зависит от диаметра обрабатываемого отверстия, то есть от диаметра зенкера и колеблется в интервале от 0,8 до 2,5 миллиметра. Её высота у стандартного зенкера не превышает 0,9 миллиметра.









Конические зенкеры по металлу
Отдельным элементом обработки является зенкование. Их сходство в названии приводит к определённой путанице в понимании сущности этих совершенно различных операций. В процессе зенкерования обрабатывается поверхность подготовленного отверстия на всю его глубину. Зенковка по металлу предполагает обработку только верхней части отверстия. Таким образом, формируются углубления под потайные головки метизов (винтов, болтов, шпилек, заклёпок). Конструктивно зенковка отличается от зенкера формой рабочей части. Она имеет режущие зубья на торце вместе с направляющими цапфами. По форме самой режущей части зенковки изготавливаются трёх видов: конические, цилиндрические и торцовые (ещё их называют цековки).
Виды зенкеров и зенковок:
- Цилиндрические, с диаметром от 10 до 20 мм. Лезвия с напылением из износостойких материалов ГОСТ 12489-71.
- Неделимые конические от 10 до 40 мм. Из легированной стали.
- Целые в виде насадок с поперечником от 32 до 80 мм.
- Конические со специальными пластинами из твердого сплава железа.
- Конические с угловым коэффициентом конуса 60, 90, 120 градусов. Для нанесения фасок под крепёж.
- Округлённая зенковка (цилиндрическая)
Что представляет собой зенкер?

Это режущий инструмент, конструкция которого формируется функциональной обрабатывающей частью и хвостовиком-державкой. Внешне некоторые виды зенкера напоминают сверла, но они гораздо прочнее. И еще более важная разница заключается в наличии как минимум трех режущих кромок, обеспечивающих более эффективный съем лишней массы металла. Кстати, этим отличается и развертывание отверстий, для которого иногда требуется интенсивная ликвидация стружки с целью достижения более точной формы заготовки. Но у зенкера несколько режущих кромок также выступают в некотором роде стабилизатором инструмента. Этот аспект гарантирует обеспечение равномерности обработки кромок, что сказывается на точности выполнения операции. Впрочем, качество результата будет зависеть и от того, насколько правильно был выбран тип инструмента.
Зенкер торцовый сделает отверстие точным
Цекование выполняется на станках с минимальным рабочим ходом. Цекование осуществляется в режимах, сходных с зенкерованием на сверлильных, токарных, расточных и других станках. В некоторых случаях допустимо применение комбинированных инструментов, позволяющих одновременно выполнять несколько операций – сверление, зенкерование, зенкование, цекование и т. д. Все эти операции являются частями сверлильного процесса, выполняемого на специальном оборудовании.
После сверления в отверстии образуются незначительные дефекты, которые можно устранить при помощи зенковки, а также цекованием или расточкой. Цекование является заключительным процессом в обработке отверстий. С помощью этой операции отверстию придается необходимая геометрическая форма, а с его поверхности устраняются деформации, шероховатости, которые остаются после сверления.
Для цекования применяются торцевые зенкеры, имеющие зубья на торце. В ходе цекования создаются углубления под шляпки метизов, обеспечивающие в дальнейшем их надежную фиксацию. В зависимости от вида используемого инструмента, создаются конусные и цилиндрические углубления.
Параметры режима резания при цековании:
- Скорость резания. Параметр определяется исходя из диаметра металлорежущего инструмента и частоты его вращения. При определении необходимой скорости резания обязательно должны учитываться поправочные коэффициенты. На основе расчетных данных вычисляется частота вращения шпинделя.
- Подача. Это значение равно расстоянию в миллиметрах, на которое за один полный оборот переместится режущая часть инструмента по отношению к оси заготовки. Рассчитывается по табличным данным, исходя из обрабатываемого материала, паспортных данных и технических параметров станка.
- Глубина резания. Параметр рассчитывается как половина диаметра режущего инструмента минус диаметр предварительного отверстия. Для сравнения – при сверлении глубина резания определяется равной половине диаметра сверла.
- Мощность резания (эффективная и потребная). При определении потребной и эффективной мощности резания рассчитывается коэффициент рациональности выбранных режимов резания. Расчет коэффициента осуществляется по формуле – потребная мощность, деленная на мощность двигателя станка. Наиболее рациональными показателями является К = 0,85–0,9. Если расчетные показатели будут отличаться от рациональных, определение режимов резания нужно повторить.
Такой расчет параметров применяется для определения режимов работы с цековками по ГОСТ 26258-87.
Несмотря на то, что цековки являются видом режущего инструмента, применяемого на промышленном оборудовании (на сверлильных, токарных, расточных и других станках), они могут использоваться и домашними мастерами. При применении торцевых зенкеров домашним мастером необходимо придерживаться тех же правил, а также обязательно рассчитывать те же параметры, что и в производственных условиях.
Вопрос-ответ
Как определить оптимальную скорость резания?
Скорость резания подбирают с учетом диаметра инструмента и частоты вращения. Обязательно введение поправочных коэффициентов. Полученные данные можно использовать для вычисления частоты вращения шпинделя.
Как определить глубину резания цековкой?
Этот показатель вычисляют как половину диаметра режущего инструмента за вычетом диаметра чернового отверстия.
Возможно ли изготовление цековок на заказ?
Да, изготовит инструменты по вашим чертежам в срок от 5 до 45 дней.
а. Ц. имеет нижнюю гладкую направляющую часть, вставляемую в отверстие, вокруг которого производится обработка, что позволяет выдерживать взаимную перпендикулярность получаемой поверхности и оси отверстия.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969-1978 .Синонимы :
Смотреть что такое «Цековка» в других словарях:
- Зенковка для зачистки торцовых поверхностей. Обычно цековки выполняются в виде насадных головок, имеющих торцовые зубцы. Цековками производят обработку бобышек под шайбы, упорные кольца, гайки. См. также: Режущие инструменты Финансовый словарь… … Финансовый словарь
Зенковка, цекование, зенкер Словарь русских синонимов. цековка сущ., кол во синонимов: 4 зенкер (2) зенко … Словарь синонимов








цековка
— Ндп. торцовый зенкер торцовая зенковка подрезка Осевой многолезвийный инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки. Недопустимые, нерекомендуемые подрезкаторцовая… … Справочник технического переводчика
цековка
— цек овка, и, род. п. мн. ч. вок … Русский орфографический словарь
Цековка
— Зенковка для зачистки торцовых поверхностей (например, снятие бобышек). Как правило, выполняется в виде насадных головок, имеющих торцовые зубцы … Словарь строителя
Цековка, обработка вокруг отверстия детали для получения плоскости, конич. или цилиндрич. углубления под головку винта или гайку, Реж. инструмент спец. зенкер (цековка) … Большой энциклопедический политехнический словарь
Зенковка, зинковка, цековка Словарь русских синонимов. зенкер сущ., кол во синонимов: 2 инструмент (541) … Словарь синонимов
Орудие производства для изменения формы и размеров обрабатываемой металлической заготовки путём удаления части материала в виде стружки с целью получения готовой детали или полуфабриката. Различают станочный и ручной М. и. Основные части… …
Обработка поверхности детали вокруг отверстия (разновидность зенкерования (См. Зенкерование)), предназначенная для образования плоскостей или углублений под головку винта, шайбу, упорное кольцо и т.п. Ц. производится на сверлильных,… … Большая советская энциклопедия
Эту статью следует викифицировать. Пожалуйста, оформите её согласно правилам оформления статей. Сверление вид механической обработки материалов резанием, при котором с помощью специального вращающегося режущего инструмента (сверла … Википедия
Цековка или зенкер торцовый – это вид металлорежущего инструмента, предназначенный для выполнения отверстий цилиндрической формы и снятия фасок отверстий. Может применяться для работы по сталям, цветным металлам, твердым сплавам.
Отличие зенкерования от смежных операций
Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса.
При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно.
Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.
Зенкерование по металлу и дереву. Особенности
Вначале выбирают конструктивное исполнение зенкера. Например, обработку заготовок из цветных металлов и сплавов можно вести обычным перовым зенкером, а для зенкерования высокоуглеродистых сталей подойдёт инструмент по металлу с 3…4 зубьями, при этом угол усечённого конуса может варьироваться в диапазоне 60…90º.

Технология производства данных операций включает в себя:
- Проверку прямолинейности оси предварительно выполненного отверстия. Для этого используют нутромер, а деталь укладывают на ровную жёсткую плоскость.
- Для заготовок из литых сплавов – пробную расточку до глубины в 5…10 мм. Это позволяет исключить влияние возможной несплошности литой структуры заготовки на биение зенкера.
- Смачивание СОЖ передней кромки отверстия (для чугунных заготовок, а также изделий из цветных металлов это необязательно). В дальнейшем подачу СОЖ выполняют по имеющимся винтовым канавкам.
- Силовую подачу зенкера по мере его внедрения в металл (усилие возрастёт в 2,5…3 раза, но это не является причиной неисправности).
- Постепенное снижение подачи по мере приближения к противоположному торцу отверстия.
После обработки заготовки зенкером с развитой направляющей частью, последующий проход инструмента по отверстию не нужен.
Особый интерес у домашних мастеров вызывает комбинированный инструмент сверло-зенкер. Он представляет собой ступенчатое сверло, на торце которого оформлена зенкерующая часть. Для снижения износа и усилия продольной подачи эта часть снабжается полусферическими канавками, куда периодически поступает СОЖ, и выводится образующаяся стружка.









Поскольку сверло-зенкер по мере своего углубления в металл работает в различных условиях, то к его исполнению предъявляется ряд дополнительных требований:
- Наибольшую долговечность будет иметь рабочий инструмент с поверхностным высокостойким покрытием из нитрида титана или вольфрама. Воронёный инструмент (чёрного цвета) будет обладать несколько меньшей стойкостью;
- Наборы из нескольких типоразмеров свёрл-зенкеров помогают при окончательной обработке отверстия формировать в его торце коническую переходную часть под крепёж нужных размеров;
- Рабочая часть сверла должна быть минимально допустимой, при которой обеспечивается устойчивая обработка: длинные инструменты резко теряют в своей устойчивости от продольного изгиба, что, учитывая повышенную твёрдость, мгновенно приведёт к поломке.
Зенкеры по дереву отличаются не только материалом, но и формой торца рабочей части. Удобно пользоваться также специальной зенкерующей насадкой, которая надевается сверху на обычное сверло, и прикрепляется к нему при помощи винта. При этом качество сверления обеспечивается правильной заточкой сверла и оптимальным выбором его материала. Для глубоких заготовок (размерами выше 40…50 мм) рациональнее использовать свёрла из воронёной инструментальной стали, в то время как для менее толстых изделий лучшую долговечность показывают твёрдосплавные зенкеры.

Зенкерующая насадка под основной инструмент имеет ещё одно эксплуатационное преимущество: она – двухсторонняя, поэтому, будучи насаженной на сверло своей противоположной частью, может эффективно применяться как ограничитель глубины обработки полости.
Основные особенности зенкеров по дереву:
- Изготовленная под углом 90° рабочая форма торца.
- Увеличенное до 5 количество зубьев.
- Возможность применения также и для зенковки отверстия, без изменения его диаметра.
- Зависимость количества режущих кромок от обрабатываемого материала: для мягких пород древесины – сосны или липы – обычно достаточно одной режущей кромки. В то же время, при необходимости обработки дерева вдоль волокон, из-за опасности скола количество режущих кромок — две и более.
Конструкции такого инструмента различаются также в зависимости от материала изделия. Например, для фанеры или ДСП выбирается свой зенкер.
Хороший набор свёрл по дереву обязательно включает в себя и зенкер (как самостоятельно, так и в качестве насадки на основной инструмент).
Ручной гайковёрт. «Мясорубка» дальнобойщика
Зенкер
Для конечной обработки отверстий после просверливания предназначен зенкер – служит для увеличения диаметра и точности отверстий, сглаживания неровностей.
Виды
Оснастку различают по способу обработки отверстий.
Цилиндрическое сверло зенкер служит для расширения отверстий цилиндрической формы на 1 – 8 мм. Основными элементами являются: шейка хвостовика, которая нужна для фиксации оснастки в патроне инструмента, режущая часть, калибрующая – калибрует отверстие, или направляющая – определяет верное направление зенкования. Среди этого вида оснастки существуют зенкеры с направляющей цапфой, которая может быть съемной или единой с телом оснастки, помогает обрабатывать отверстия под головки винтов.
Конический зенкер служит для нарезания фасок и обработки отверстий конической формы под гнезда для клапанов и под головки винтов, а торцовый – незаменим для зачистки торцов у бобышек, приливов и пр.
Что учесть при выборе
- Длина определяет глубину отверстия. К примеру, для обработки отверстия глубиной 40 – 50 мм подойдет оснастка длиной 50 мм.
- Диаметр сверла зенкера выбирается так: чтобы получить чистовое отверстие, припуск на зенкерование для оснастки диаметром до 25 мм составляет 1 мм, диаметром от 26 до 35 мм – 1,5 мм, а диаметром от 36 до 45 мм – 2мм.
Если вы не знаете, какой тип зенкера вам нужен, проконсультируйтесь со специалистом. Он поможет подобрать оснастку для решения ваших задач и оформит заказ за несколько минут.
Что такое зенкер, систематизация
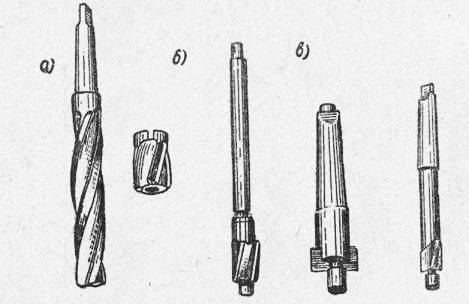
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
- целостные;
- насадочные;
- хвостовые;
- соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.

Это интересно: Классификация и особенности вытяжных алюминиевых заклепок — поясняем по пунктам
Как зенкеровать металл правильно
Если мастер-любитель может взять для зенкерования сверло и дрель, то в условиях промышленности для этого могут использовать следующее станки:
- сверлильные;
- токарные;
- расточные;
- фрезерные;
- агрегатные.
Процесс зенкерования проходит в строгом соответствии с технологией, общие моменты в которой можно описать в виде следующих рекомендаций:
- В литых деталях с неравномерным запасом на последующую металлообработку необходимо расточить отверстие на глубину 5–10 мм для правильного направления движения режущего инструмента.
- Для операции зенкерования отверстий оставляется припуск 1–3 мм в зависимости от итогового диаметра.
- Зенкерование стальных изделий не обходится без охлаждения специальными масляными растворами. При работе с чугуном, а также цветметом оно не является обязательным.
- Оптимальный вариант зенкера и режим работы подбирают с учётом необходимого диаметра отверстия, точности обработки, её глубины, металла детали и опций производственного станка.
- Крепление режущего инструмента должно стыковаться с тем слотом, что есть на рабочей станции.
- В случае, когда предполагается чистовая обработка развёрткой, то при зенкеровании часть припуска, от 0,15 до 0,3 мм оставляют для дальнейшей работы.
- Для обработки изделий из закалённых и легированных сталей используют зенкеры с твердосплавными вставками диаметром 14-50 мм и 3-4 зубчиками.
- При обработке цветных металлов и сплавов железа с высоким содержанием углерода в дело идут перовые зенкеры.
- Инструментом из быстрорежущей стали обрабатывают изделия из обычной конструкционной стали. При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.
Несоответствие процесса установленной технологии часто выступает причиной брака. При большом износе инструмента получившееся отверстие будет меньше, чем по проекту. Когда мастер завысил подачу, или на зубья зенкера налипли отходы, чистота обработки может не удовлетворять качеству. Другие дефекты: часть поверхности не обработана, полученный диаметр больше требуемого, являются следствием неправильного выбора зенкера или его неправильной установки.










Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
- целостные;
- насадочные;
- хвостовые;
- соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
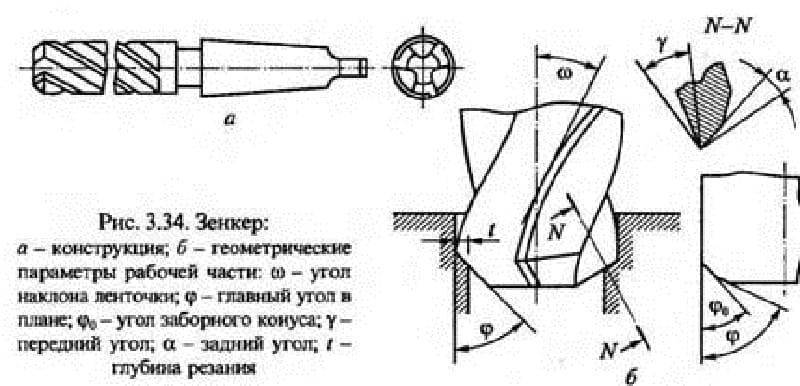
Геометрические параметры
Чтобы правильно подобрать зенкер под конкретную задачу, нужно знать, с каким металлом он будет работать и что за параметры имеют основные элементы зенкера. Для цельнометаллических элементов цилиндрической формы предусмотрены следующие стандарты на геометрические параметры при обработке конкретных материалов:
- У деталей, выполненных из стали конструкционного назначения с отверстиями до 40.0 мм в диаметре, обработку последних проводят инструментом с диаметром рабочей части от 40 до 10 мм и количеством режущих кромок 3–4 единицы. Если диаметр достигает 80 мм, то резец должен быть в пределах 32–80 мм.
- У деталей, выполненных из металла, который был подвержен закалке, отверстия обрабатывают 4- и 3-лезвийными зенкерами с размером поперечного сечения от 50 до 14 мм.
- У деталей из чугуна либо металла цветного операцию зенкерования для глухих отверстий проводят перовым инструментом.
Это интересно: Особенности сварки алюминия полуавтоматом. Технология и необходимое оборудование
Рекомендации по применению конических элементов к типу металла, что должно соответствовать определенной геометрической форме конуса (имеется в виду угол), следующие:
- От 20 до 15 градусов угол можно применять, когда необходима обработка мягких марок стали и сплавов.
- От 10 до 8 градусов угол подойдет для работы, что предполагает зенковку металлов с твердостью средней величины либо деталей для отливок стальных.
- Угол в 5 градусов и ниже применим для зенковки заготовок из чугуна либо сталей высоколегированных.





