

Критерии выбора
Определиться с выбором будет проще, если при рассмотрении разновидностей надфилей учесть важные критерии.
Производитель. Качественную обработку может выполнить инструмент, изготовленный в соответствии с общепринятыми стандартами. Их придерживаются известные производители: BERGER, STAYER, BAHCO, MATRIX, Sekira, ЗУБР, TOPEX, СИБРТЕХ и пр..
Тип инструмента. Инструмент для обточки и шлифовки классифицируется по следующим типам: надфиль, напильник, рашпиль, ручка. Отличия между изделиями наблюдаются в параметрах, размерах насечек, формой сечения.

Материал обработки. Чаще всего изделия, предназначенные для обработки металла, можно применять по керамике и стеклу. Перед покупкой стоит уточнить, для работы с какими материалами подходит надфиль. Надфиль по металлу должен изготавливаться из твёрдого сплава. В изделии для работы по дереву насечки расположены с крупным шагом.
Форма сечения. От данного параметра зависит назначение инструмента. Формы сечения бывают: круглая, плоская, полукруглая, квадратная, овальная, ромбическая, треугольная.
Какие насечки. Одинарная насечка позволяет снимать незначительный слой обрабатываемой поверхности. Двойная выполняется под углом 25 градусов (вспомогательная под углом 45 градусов). Такое решение увеличивает эффективность и производительность шлифовально-заточных работ.
Рашпильной называют точечную насечку, которая отличается крупными зубьями и вместительными канавками. Благодаря этому удаётся легче снимать слой поверхности заготовки.
Виды граней. Клиновидные имеют два острых торца и один выступ (острый иди закругленный). Назначение – обработка небольших углов, проделывание высечек.
Игольчатые характеризуются небольшими размерами. Область применения – узкая, преимущественно в ювелирном деле.
Бархатные используются для самых тонких работ. Снимают слой за 1 проход не более 0,05 мм. на 1 см рабочей части приходится 25-80 зубьев.
Имеется ли ручка. Использовать инструмент без рукоятки неудобно. Поэтому на край бруска надевают ручку, сделанную из прочного пластика или дерева. Вне зависимости от разновидности, приспособление должно соответствовать определённым требованиям касательно формы, длины и материала.
Длина рукоятки выбирается с учётом длины рабочей части напилков. Поверхность обрабатывается до гладкости. Наличие зазубрин – признак низкого качества надфиля.
Выпускается инструмент со стационарной и съёмной ручкой. Второй вариант отличается удобством и экономностью, ведь для набора пилочек достаточно одной такой ручки.
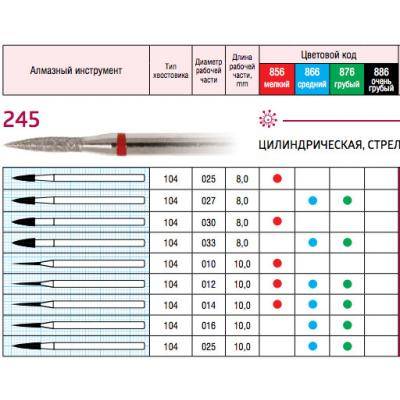
С алмазным напылением или без. Напилки могут выпускаться в обычном виде и с алмазным напылением. Второй вариант отличается высоким качеством, который гарантирует быструю резку обрабатываемого материала и снятие поверхностного слоя заготовки.
Отличаются надфили с алмазным напылением небольшими размерами в соответствии со стандартами. Их применяют не только для металла, но и керамики, стекла, материалов твёрдой структуры (цветметы).
Покрытие представляет собой алмазный порошок, который равномерно распределяют по рабочей поверхности надфилей. Такой инструмент отличается высокой прочностью.
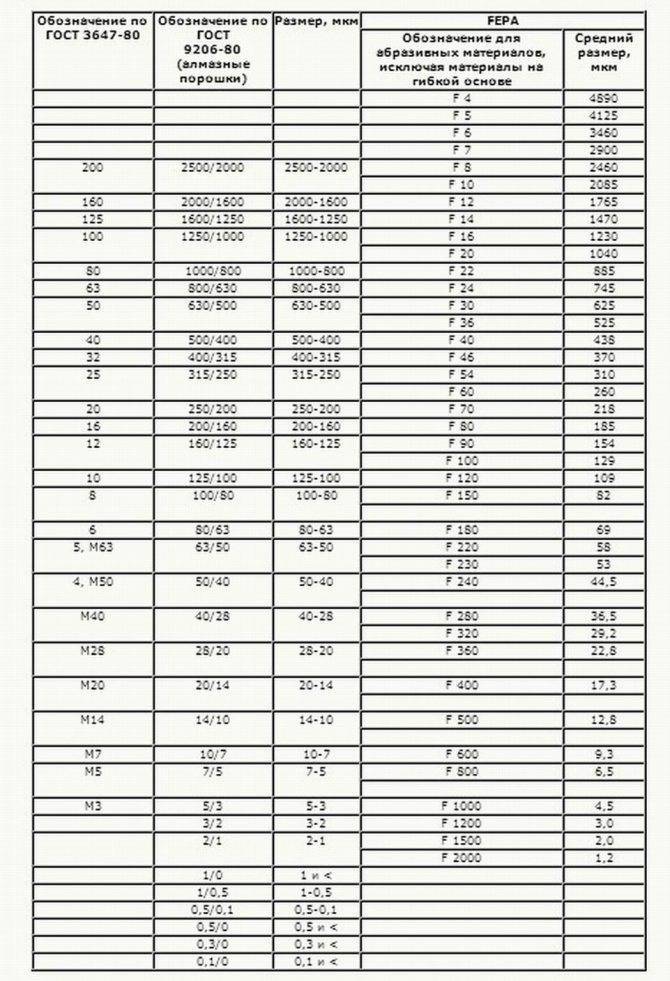
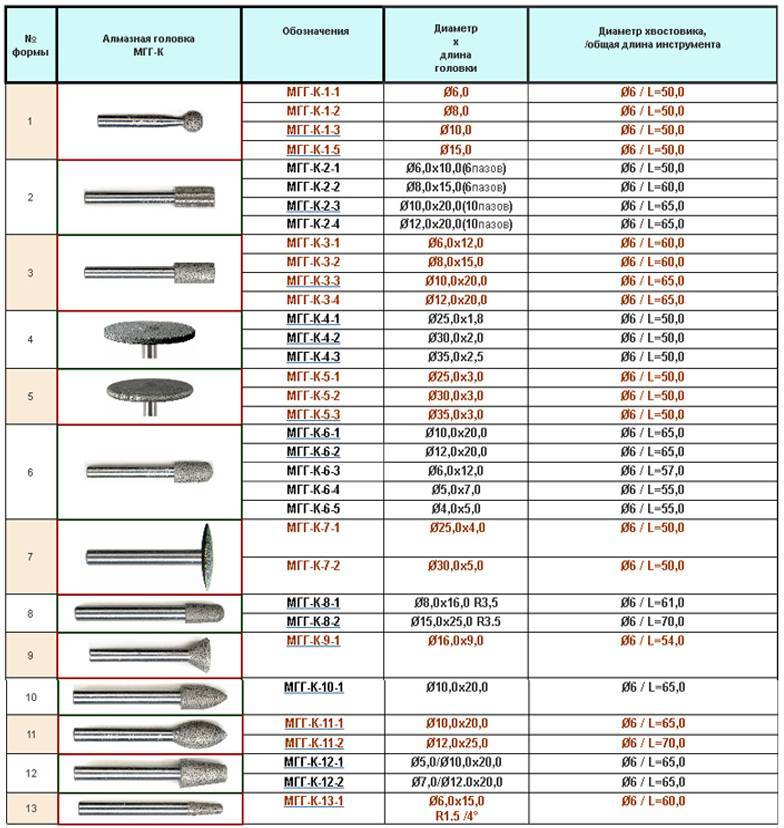
Виды алмазного инструмента для шлифования по ГОСТ
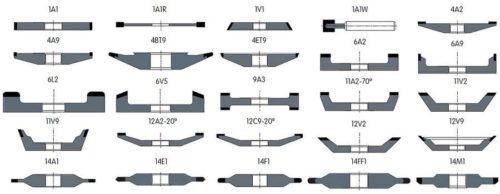
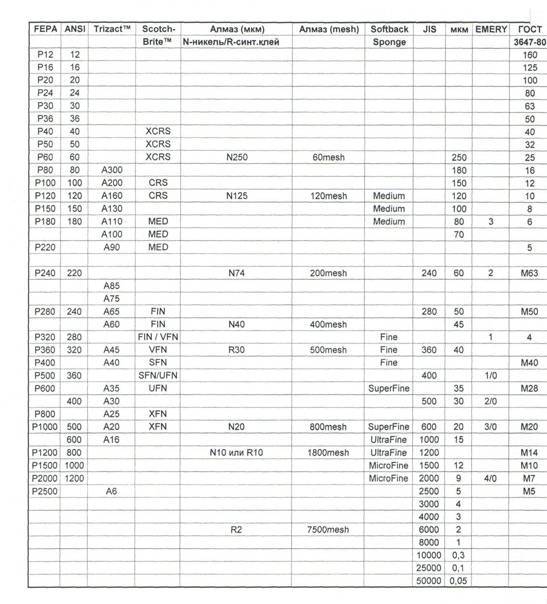
Разновидности конструкций и виды рабочих поверхностей шлифовальных алмазных дисков регламентируются ГОСТ 24747-90, который полностью соответствует требованиям нормативов Федерации европейских производителей абразивов (FEPA, Federation of European Producers of Abrasives). Указанный ГОСТ и стандарт ISO 6168-79, принятый на основе классификации FEPA, регламентируют и кодируют:
- Конструкцию и геометрические параметры корпусов алмазных кругов.
- Форму абразивного слоя.
- Расположение абразивного слоя на корпусе.
- Конструктивные особенности отдельных корпусов.
В первую группу признаков по ГОСТ входит пятнадцать видов корпусов, пронумерованных от 1 до 15. Во вторую — двадцать шесть профилей абразивных слоев, обозначенных одной или двумя латинскими буквами. В третью — десять способов размещения абразива на поверхности корпуса, пронумерованных от 1 по 10.
В четвертую — четырнадцать конструктивных особенностей, каждой из которых присвоены одна или две латинские буквы. Таким образом, каждый вид алмазного диска представляет собой конструктивную совокупность нормированных элементов и имеет строго определенные геометрические параметры.




Назначение и применение надфилей
Используют надфили для обработки разных деталей, доведения их до определённых размеров и форм. Область применения не ограничивается слесарно-столярными работами. Инструмент пользуется популярностью у гравёров и ювелиров.
Основная задача мини-напильника – тонкая опиловка, зачистка, проточка с проходом в труднодоступные места. Благодаря небольшим размерам возможна обработка сложных и мелких деталей.
Различают свыше 11 видов надфилей. Отличаются они формой сечения, длиной и количеством главных надсечек.
| Название вида | Где применяется |
| Плоский/плоский остроносый | Обработка наружных и внутренних плоских поверхностей. |
| Трёхгранный | Предназначен для пазов, канавок, отверстий, острых углов, внешней поверхности детали. Закругленная часть используется для овальных деталей, рельефов. |
| Круглый | Проход по мелким отверстиям, вогнутым участкам, чистовая обработка. |
| Полукруглый | Имеется плоская и овальная рабочая поверхность. На них присутствуют насечки. Применяются в подходящих деталях и отдельных зонах. |
| Ромбический | Для прохода по зубчатым деталям. |
| Игольчатый | Отличается от других видов миниатюрными параметрами. Длина рабочей части не превышает 25-35 мм. Характерной чертой является квадратный хвостовик. |
| Квадратный | Доступны для обработки многоугольные отверстия, квадратные и прямоугольные участки. |
| Клиновидный | Имеет острый нос и форму клина. Используется для обработки касты, кропанов, пропилки всечки небольшого угла. |
| Разновыпуклый | Подходит для прохода по внутренней стороне колец, деталей, имеющих форму кольца. |
| Пазовый | Применяют для зачистки и заточки труднодоступных участков заготовки. |
| Ножовочный | Осуществляет выборку канавки, узкого паза. |
| Рифель | Распознаётся по сильному изгибу рабочей части. Область применения – ювелирные мастерские. Изготавливается только из магнитно-твёрдого сплава, что помогает удалять после заточки крошки драгметаллов. |
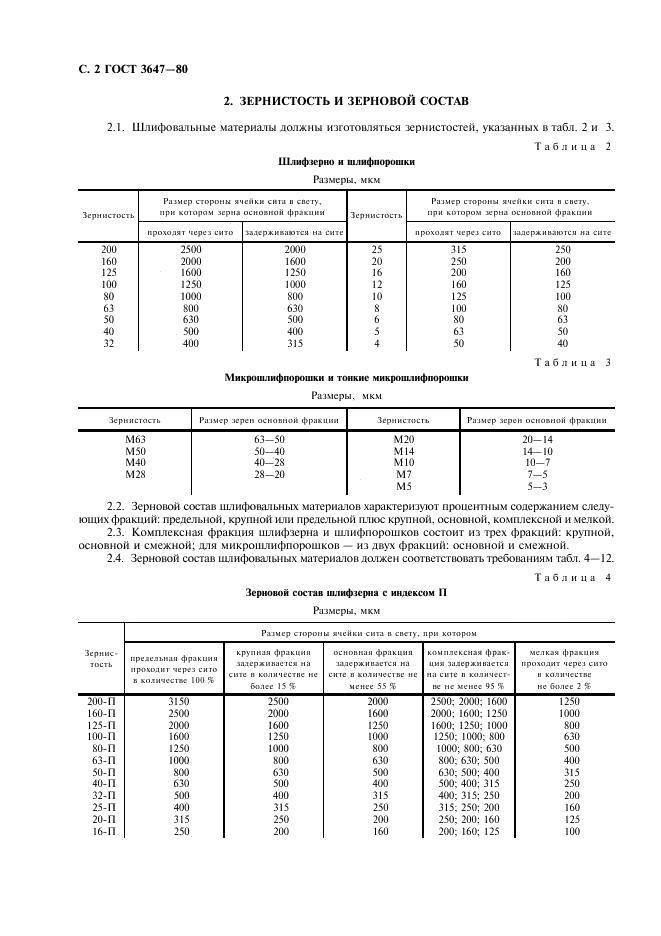
Согласно единому стандарту для плоских надфилей 1513–77 определяются основные виды с учётом насечек:
- 1 и 2 – на каждый см длины рабочей части инструмента приходится от 28 до 56 насечек;
- 3; 4 и 5 – от 40 до 112 насечек.
Тип насечки указывается на рукоятке в виде маркировки. Чем крупнее насечки, тем выше порядковый номер.
Крупными насечками выполняется грубая обработка деталей. Мелкими надфилями (№1 и 2) вытачиваются рельефы, третий номер используется для финишной обтачки.

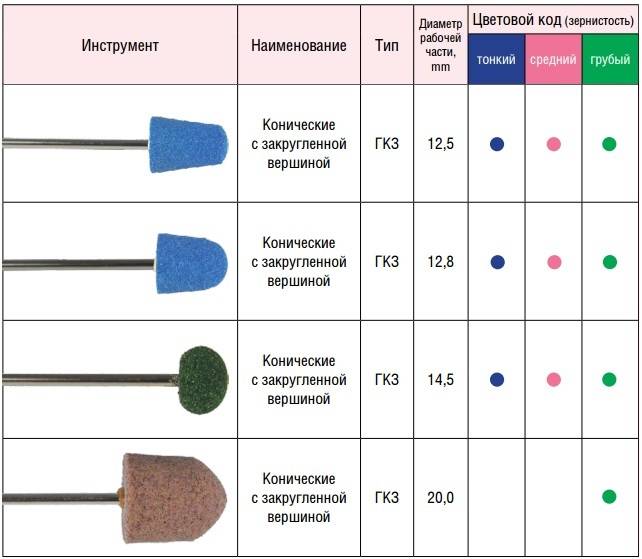
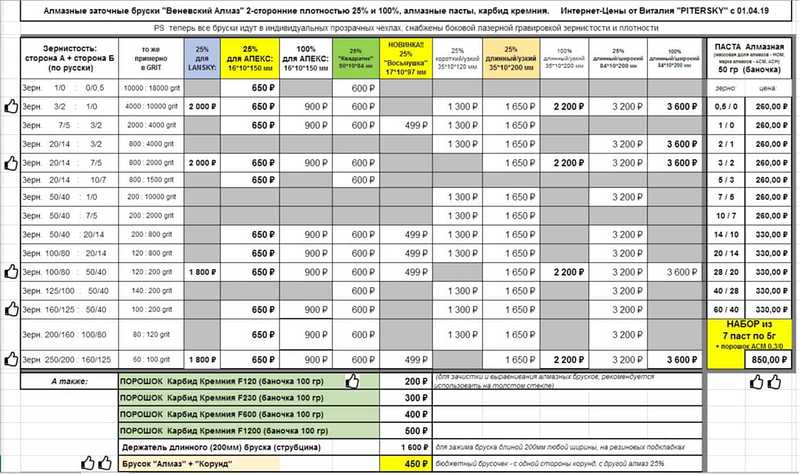
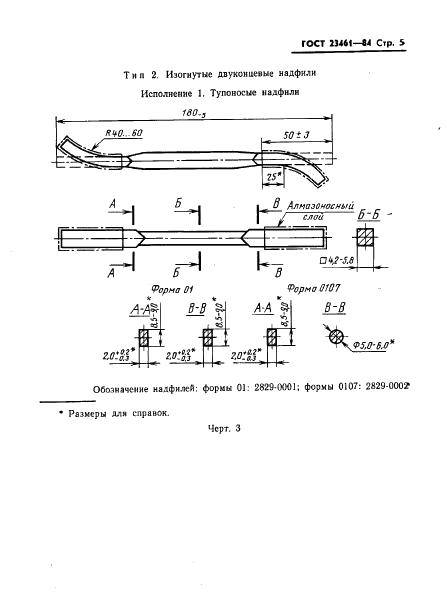
Инструмент, имеющий алмазное напыление, выпускается с разной зернистостью рабочей поверхности. ГОСТ 23461–84 определяет их длину – 100-200 мм. Встречаются также экземпляры длиной 80 и 160 мм с рабочей поверхностью 50 и 80 мм. Для изготовления надфилей с алмазным напылением должны использоваться материалы, твёрдость которых выше, чем у стали.
Отличие напильника от рашпиля и надфиля
Среди многочисленных вариантов существуют два своеобразных типа. Внешне они повторяют номенклатуру напильников. Но есть и принципиальные отличия.
Рашпиль
У него большая длина и крупная точечная насечка. Им, в основном, обрабатывают большие изделия из дерева, пластика и жёсткой резины. Существуют общего назначения и специализированные – для обувщиков и обдирки копыт лошадей перед их подковкой. Сфера применения определяется геометрическими очертаниями. Для их изготовления не требуется сталь дорогих марок.
Надфиль
У этого инструмента небольшие размеры, рабочая длина 80, 120, 160 мм. Его характеристики прописаны в ГОСТ 1513-77. Он служит для выполнения гравировки и в ювелирном деле. Инструмент удобен в тех местах, где затруднён доступ.
ГОСТ 1513-77 Надфили. Технические условия
1 файл 275.88 KB
Всего по внешнему виду различают 11 подгрупп. Изготавливают надфили из различных марок углеродистой стали, в том числе с рабочей частью, покрытой алмазной крошкой.
Существует разновидность, называемая «рифель». Этот инструмент имеет изогнутую форму рабочей части. Его изготавливают из магнитосодержащих сплавов. Благодаря этому свойству, при опиловке ювелирных изделий железные опилки примагничиваются к стали и отделяются от драгоценных металлов.
Напильник – один из старейших рабочих инструментов человека. Его универсальность в умелых руках позволяет мастеру выполнить почти любую работу. И в домашней мастерской, и на производстве, необходимо иметь набор как можно большего количества различных типоразмеров.



Как использовать надфиль?
Правила эксплуатации инструментов необходимо соблюдать, чтобы увеличить срок их службы. Зная, как правильно использовать надфиль, можно быть уверенным, что он прослужит длительное время.
- При шлифовке поверхностей следует подбирать напильники согласно твердости материала.
- Чтобы игольчатый напильник не забивался во время работы с мягкими сплавами, его поверхность рекомендуют обработать мелом.
- Использовать только что купленный напильник для твердых поверхностей не рекомендуется, сначала он должен «приработаться».
- Ржавые и загрязненные материалы перед опиливанием следует очистить.
- Перед работой с надфилем необходимо надеть специальную одежду и очки.

Так это напильник?
Алмазный надфиль представляет собою напильник небольшого размера или миниатюрную пилу. Рабочая поверхность инструмента покрыта тонким слоем алмазного напыления. Благодаря этому надфиль во время работы материал не просто перерезает, а скоблит его, снимаю тонкий верхний слой.
Алмаз – один из самых дорогих природных минералов. Казалось бы, зачем применять его для создания банального рабочего инструмента? На самом деле, при изготовлении применяется искусственный алмаз. Благодаря высокой прочности искусственного алмаза, инструменты на его основе могут работать с такими материалами, как стекло, керамика, прочная сталь и прочие высокопрочные сплавы.
Надфиль состоит из нескольких элементов. Основа инструмента – прочная углеродистая сталь, а напыление алмазное. Алмазная крошка держится на основе за счёт никеля, который наносится на инструмент гальваническим методом. Обычная маникюрная пилочка, которая есть в косметичке у каждой девушки – это своего рода разновидность надфиля.
Давайте рассмотрим один пример, в котором применение надфиля необходимо. Представьте, что вам нужно сделать кухонный фартук, при этом вы планируете расположить керамические плитки стык в стык. Обычный стальной напильник в данном случае не подходит. Дело в том, что он сотрётся очень быстро, ведь керамика является для него абразивным материалом. А вот алмазный надфиль идеально выполнит такой вид работ.

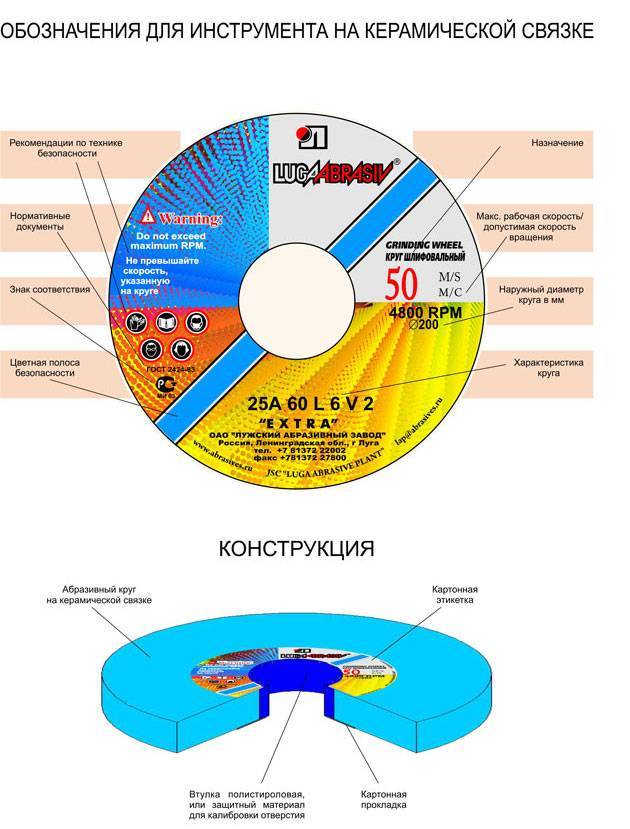
Маркировка – условные обозначения
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
1. Тип круга
В теории должно быть цифровое обозначение:
1- прямой профиль,
41 – диски отрезные,
42 – диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: “cut-off wheel”-отрезной круг, grinding wheel – шлифовальный круг, лепестковый круг.
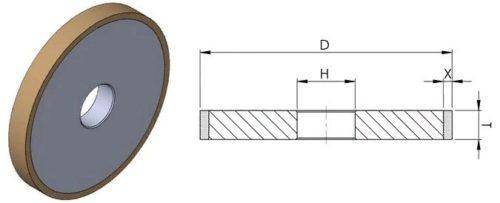
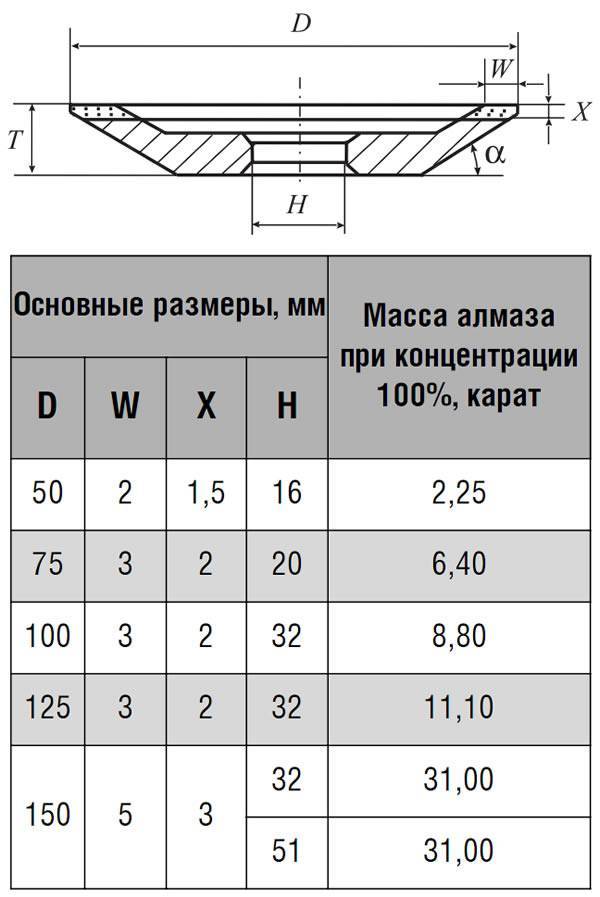
2. Размеры круга
На сайте производителя(см. таблицу ниже) указано так:
D – наружный диаметр,
T – высота,
H – диаметр отверстия.
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:
3. Материал для обработки которого предназначен диск
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
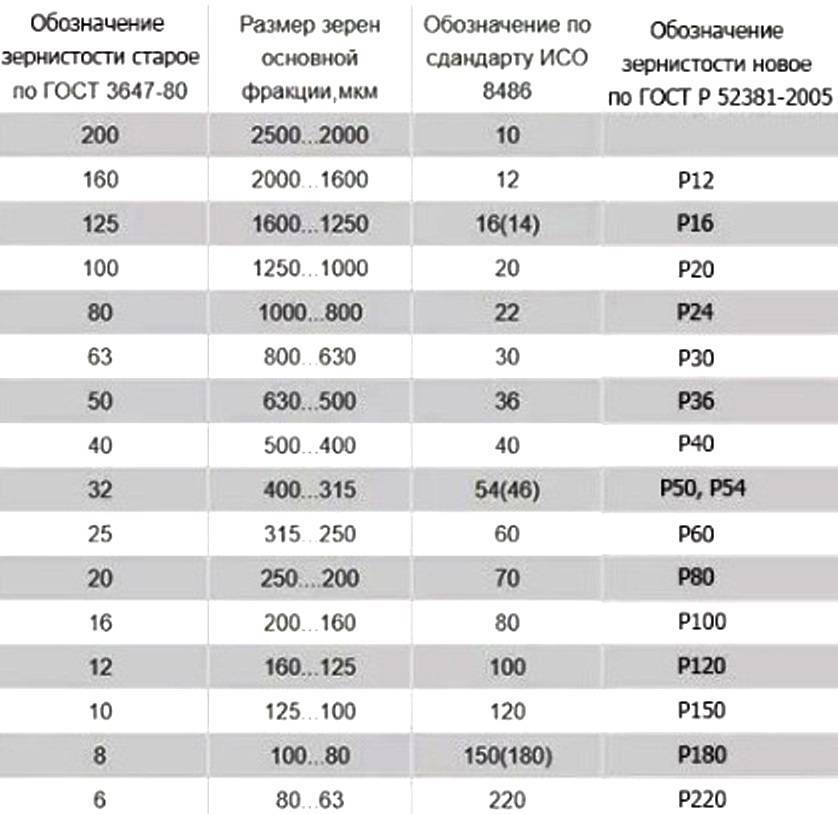
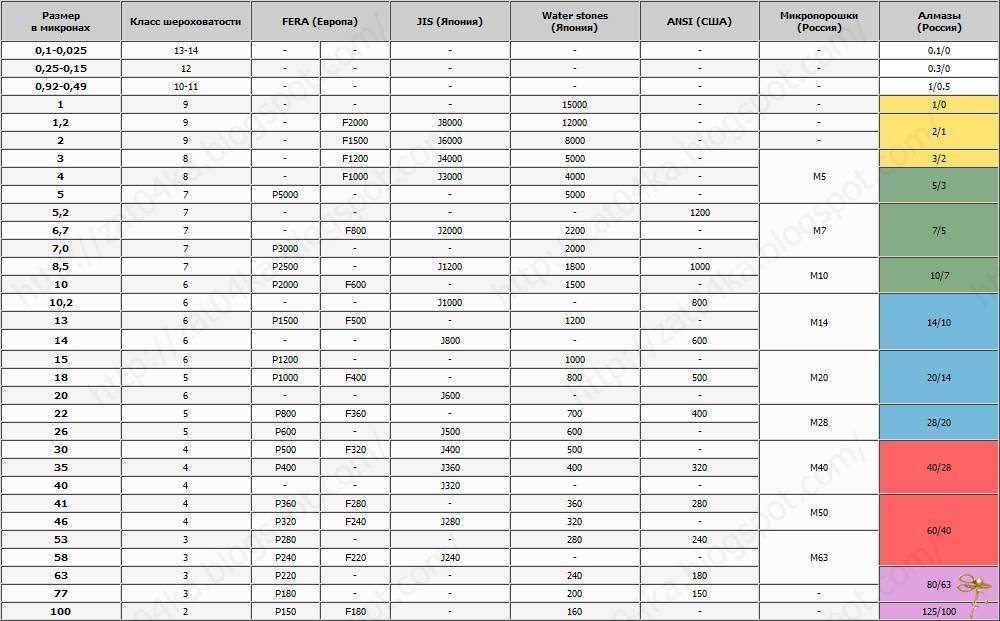
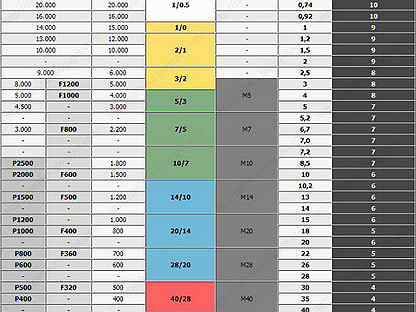
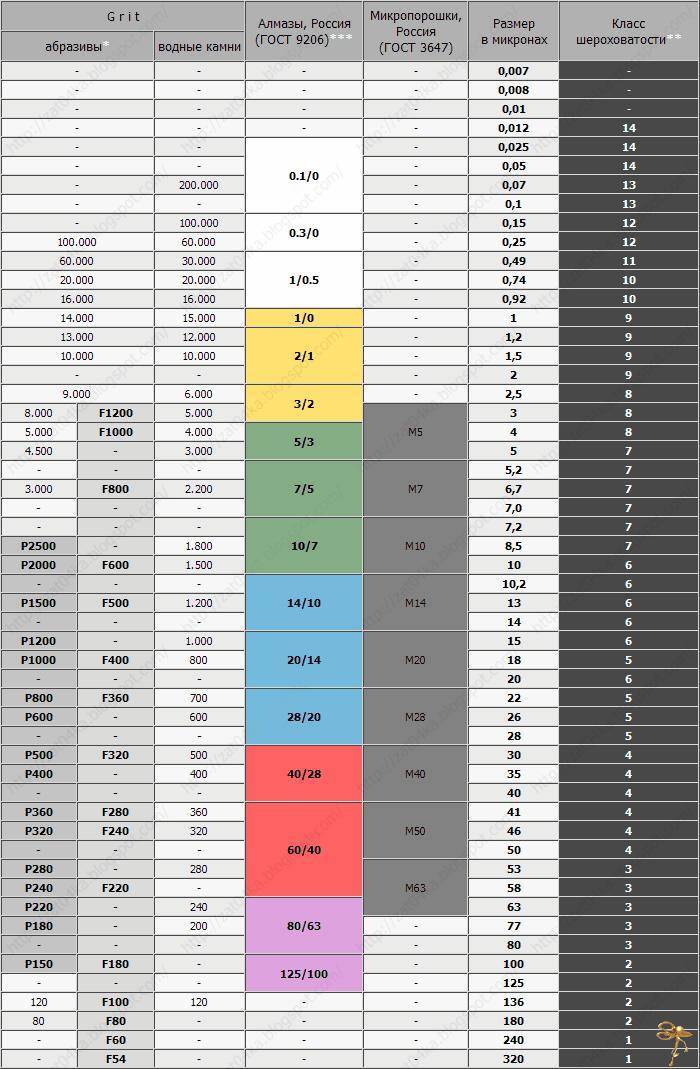
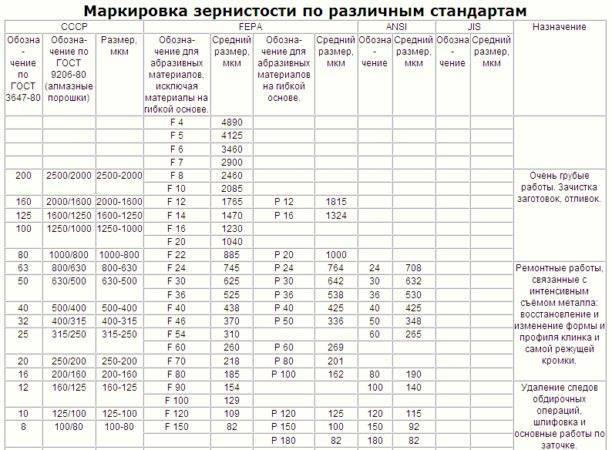
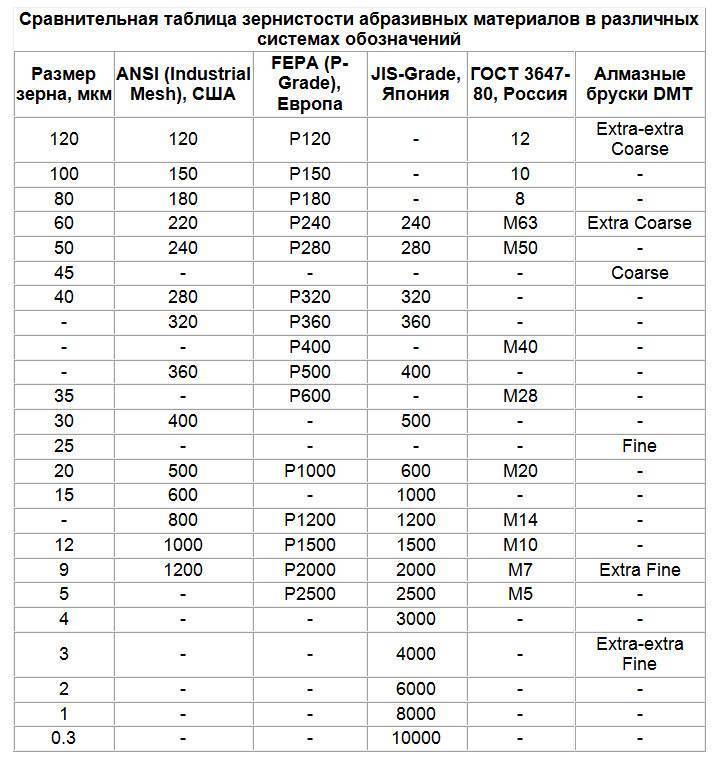
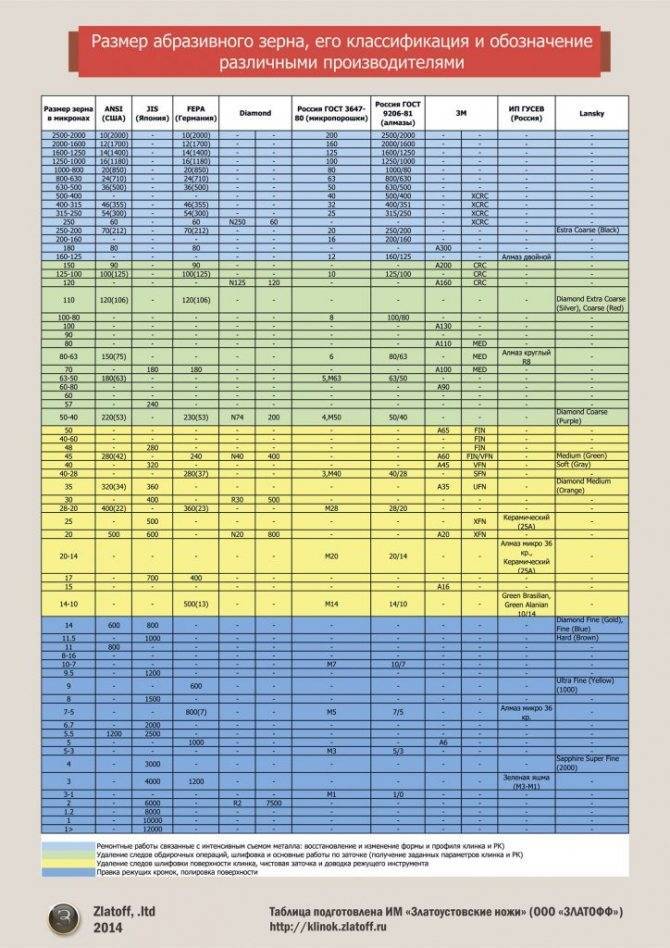
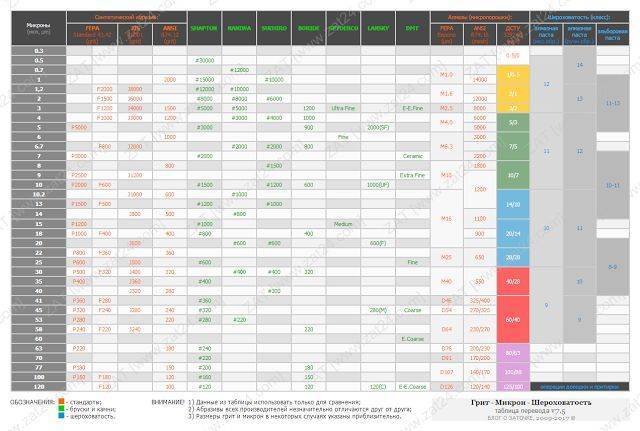
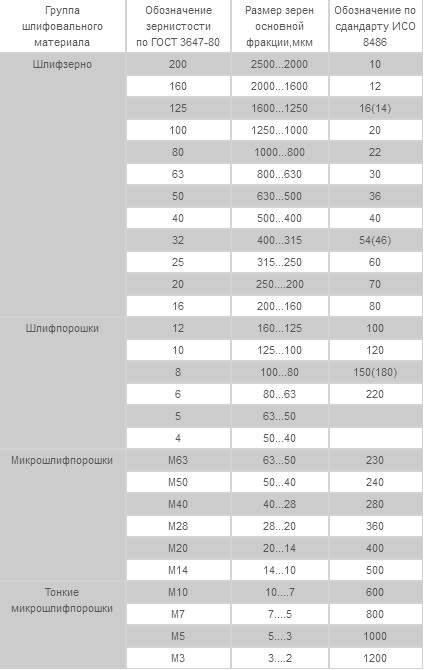
5. Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
7. Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К – старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.



7.2. Бакелитовая связка
B (Б – старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.
Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.
7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В). Данный вариант экзотика и встречается крайне редко.
8. Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.
9. Класс точности
АА, А и Б. АА – высокая точность геометрических параметров А – Промежуточный вариант. Б- для менее ответственных операций.
11. Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
12. Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального “надевайте наушники” может быть нанесено что-нибудь действительно стоящее. Например – не использовать для торцевого шлифования.
Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.
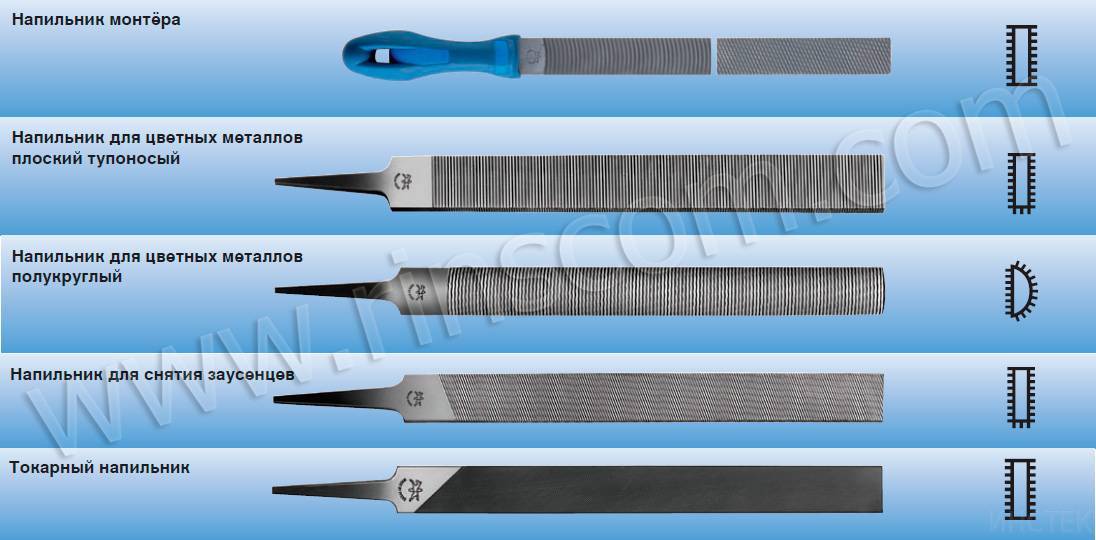
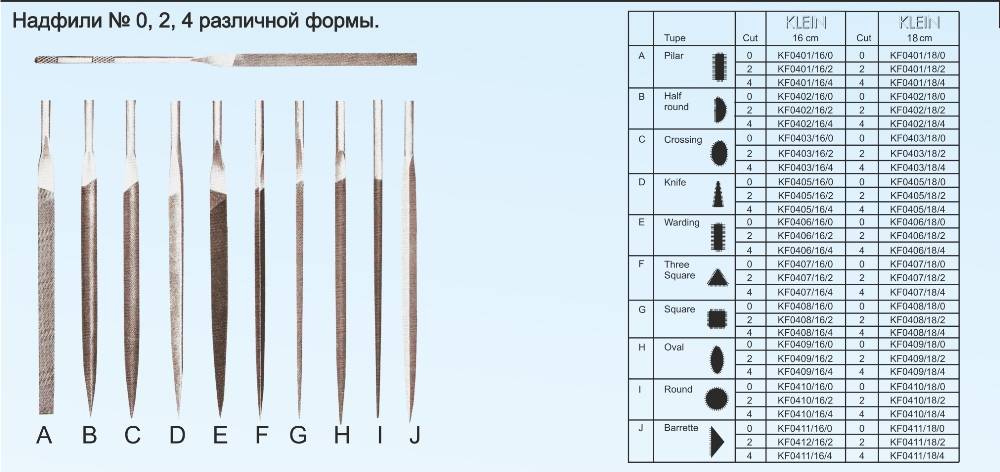
Надфиль плоский, трехгранный, круглый и другие
Надфиль – это, по сути, напильник небольшого размера. Сам же напильник слесари называют пилой, ввиду того, что насечка имеет вид зубьев, только вот они не перерезают тело материала, а скобят, т.е. счищают верхний слой его поверхности. Выходит, надфиль – миниатюрная пила. Предназначение мини-пилы – обработка металлов. Поэтому материал, из которого изготавливают надфили, обязан быть тверже, чем простая сталь. По ГОСТу 1435 и 5950 положено использовать углеродистые стали следующих марок: У12, У12А, У13, У13А или 13Х. Твердость при испытаниях должна составлять не ниже 55-58 единиц по шкале HRC.
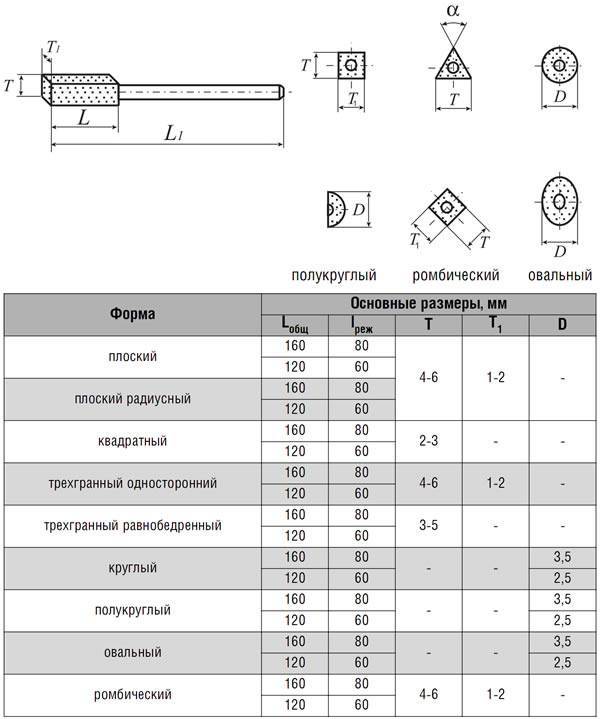
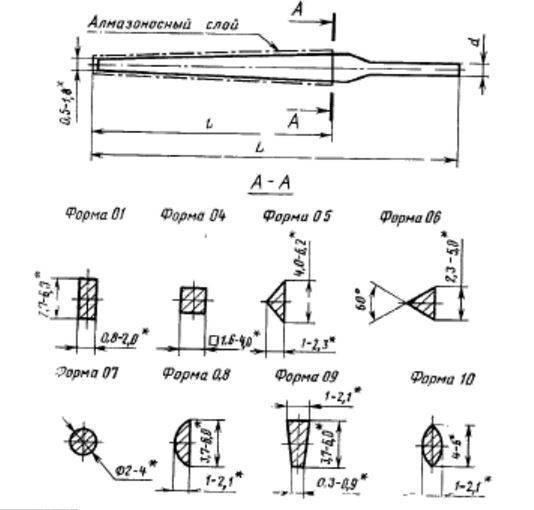
По форме сечения стержня выпускают следующие виды надфилей:
- плоский тупоносый надфиль;
- плоский остроносый; квадратный;
- трехгранный;
- трехгранный односторонний;
- круглый;
- полукруглый;
- ромбический;
- ножовочный (имеет форму равнобедренного треугольника с очень маленьким основанием);
- овальный (бывает двух типов: эллипсный и в виде прямоугольника с закругленными краями);
- пазовый.
Тупоносые инструменты по всей своей длине имеют одинаковый размер сечения, в остроносых – сечение стержня постепенно уменьшается к краю инструмента, ввиду этого и насечка на расстоянии до 3-х мм от края не контролируется изготовителем. Сама насечка также выполняется по стандартам. Во-первых, на основные рабочие части надфиля наносится только двойная насечка: основная и вспомогательная. За исключением круглых и овальных форм, которые могут использовать одинарную или спиральную одинарную.
Во-вторых, количество насечек на 10 миллиметров длины инструмента определяет его номер. Производители почти всегда указывают лишь номер инструмента: 00, 0, 1, 2, 3, 4, 5, 6, 7, 8
Важно понимать – чем больше номер, тем большее количество насечек на изделии, а значит – мельче зубья и более гладкую поверхность можно получить при обработке. Инструмент с крупными зубьями необходим при работе с большими поверхностями или там, где надо снять большой слой металла, например, трехгранным маленьким напильником с крупной насечкой удобно затачивать зубья пил по дереву. Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой
Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п
Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой. Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п.
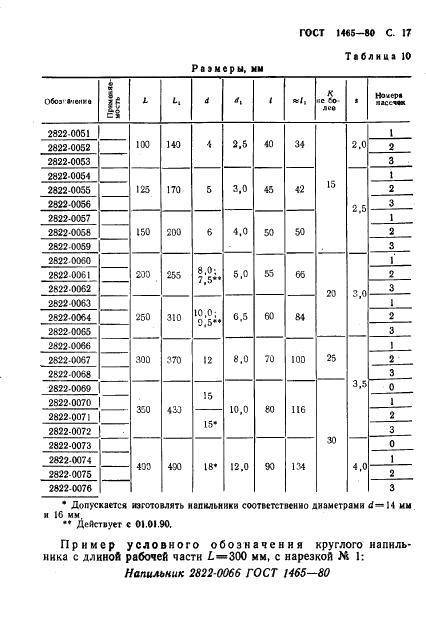
Длина рабочей части маленького напильника всегда в два раза меньше его общей длины. И бывает только трех типоразмеров: 50, 60 и 80. Тут начинается самое интересное, номер насечки надфиля зависит от его типоразмера:
- инструменты с рабочей частью в 50 мм могут быть только с насечками: 1, 2, 4, 6, 8;
- инструменты с рабочей частью в 60 мм могут быть только с насечками: 0, 1, 3, 5, 7;
- инструменты с рабочей частью в 80 мм могут быть только с насечками: 00, 0, 2, 4, 6.
Почему сделано именно так, сказать сложно, но не мы с вами создаем ГОСТы, мы лишь хотим разобраться, какой набор надфилей по типоразмерам существует. Есть особая разновидность насечки – когда она расположена вдоль тела инструмента, а не поперек, как обычно. При этом сечение полотна – круглое, таким надфилем домохозяйки затачивают кухонные инструменты, носит он специфическое название – мусат. Процесс заточки происходит более бережливо для затачиваемых изделий, а также значительно быстрее, чем на наждаке.
Фото набора надфилей алмазных, rinscom.com
Фото набора надфилей, herraquim.com
Фото надфилей, fine-tools.com
Фото надфилей алмазных, rinscom.com
Фото надфиля плоского, fine-tools.com
Твердость шлифовальных кругов
Показатель твердости круга не зависит от твердости алмазного покрытия. Эта характеристика обозначает возможность удерживать алмазные зерна связкой при соприкосновении с обрабатываемой поверхностью. Твердость зависит от технологии, использованной при изготовлении, формы и зернистости зерна, качества связки.



От твердости в большой мере зависит самозатачиваемость круга – его способность восстанавливать режущие характеристики после удаления или разрушения алмазных элементов. При работе режущие зерна раскалываются и выпадают, при этом начинают действовать новые алмазы, что предотвращает появления трещин и прижогов на обрабатываемой поверхности. Возможность самозатачивания уменьшается с увеличением твердости круга.
Круги подразделяются по твердости на 8 групп, обозначаемых согласно ГОСТам 19202-80 и Р 52587-2006 следующими знаками:
- ВМ1, ВМ2 F, G – весьма мягкие;
- H, I, J, М1, М2, М3 – мягкие;
- K, L, СМ1, СМ2 – среднемягкие;
- M, N, С1, С2 – средние;
- O, P, Q, СТ1, СТ2, СТ3 – среднетвердые;
- R, S, Т1, Т2 – твердые;
- T, U, ВТ – весьма твердые;
- X, Y, Z, V, W, ЧТ – чрезвычайно твердые.
Выбор твердости определяется формой детали и необходимой точностью шлифования, видом обработки, типом используемого инструмента, свойствами материала. Отклонения характеристики от оптимальной может привести к появлению трещин и прижогов (если твердость выше необходимой) или к изменению геометрии круга и его износу (если твердость недостаточна)
Особенно важно соблюдать правила по подбору круга по твердости при работе с изделиями из твердых сплавов
Повышенная твердость круга потребуется, если требуется соблюдать высокую точность размеров и форм. Если в процессе работы применяются смазочно-охлаждающие жидкости, твердость может быть выше, чем при шлифовке «всухую».
Связующие вещества
Абразивные зерна после сортировки по размерам соединяются в единую прочную массу для образования шлифовального круга определенной формы посредством связующего вещества.
Связующие вещества делятся на неорганические и органические. К неорганическим относят керамическую, силикатную и магнезиальную связку, к органическим — бакелитовую и вулканитовую.
Керамическая связка представляет собой огнеупорную глину и полевой шпат. Смесь из связки и абразивного зерна прессуется или отливается. Литые круги более хрупки и пористы, чем прессованные. Различная твердость кругов достигается путем подбора состава связки, а различная пористость — режимами прессования.
Керамическая связка устойчива при высоких температурах, обладает большой химической стойкостью, а потому допускает при шлифовании применение различных охлаждающих и смазывающих жидкостей. На керамической связке изготовляют шлифовальные круги из электрокорунда нормального, электрокорунда белого, карбида кремния черного и зеленого.
Керамическая связка допускает скорость круга до 50 м/сек. Тонкие круги на керамической связке не могут воспринимать боковых нагрузок.
Силикатная связка состоит из жидкого стекла. Эта связка не дает прочного закрепления зерен в круге, так как жидкое стекло слабо сцепляется с абразивными зернами. Круги на силикатной связке применяются, когда обработка детали ведется без охлаждения и в то же время обрабатываемая поверхность детали не должна перегреваться. При нагреве связка легко освобождает затупившиеся зерна с поверхности круга, при этом вводятся в работу новые острые зерна.
Магнезиальная связка представляет собой каустический магнезит и хлористый магний (цемент Сореля). Применяется для изготовления кругов из наждака и естественного корунда.
Круги на магнезиальной связке неоднородны, быстро и неравномерно изнашиваются, т. е. имеют малую стойкость. Они очень чувствительны к сырости, под действием которой разрушаются, а также к повышенным температурам.
Бакелитовая связка состоит из бакелитовой смолы в виде порошка или бакелитового лака. Это наиболее распространенная из органических связок.
Круги на бакелитовой связке изготовляют из всех абразивных материалов. Они обладают высокой прочностью и упругостью, устойчивы при высоких температурах, но пористость их ниже, чем у кругов на керамической связке.
Круги на бакелитовой связке работают при скоростях 35—70 м/сек. Эта связка позволяет изготовлять круги для отрезных работ толщиной (высотой) до 0,18 мм.
При тяжелых работах, где температура резания достигает более 300°, связка быстро выгорает, а зерна выкрашиваются. Под действием щелочных жидкостей бакелитовая связка частично разрушается, а потому применение охлаждающих жидкостей с содержанием соды более 1,5% не рекомендуется.
Вулканитовая связка представляет в своей основе каучук. Для изготовления кругов абразивный материал смешивают с каучуком, а также серой и другими компонентами в малых количествах. В специальных формах под прессом производят вулканизацию абразивной смеси, при этом каучук становится твердым и эластичным. При температуре выше 150° каучук размягчается и начинает выгорать.
Вулканитовые круги прочны и эластичны, что позволяет использовать их для прорезных и отрезных работ. Они обладают хорошей полирующей способностью и допускают работу со щелочными охлаждающими жидкостями. При шлифовании высокоуглеродистых сталей во избежание прижогов и трещин применяют круги на бакелитовой и вулканитовой связках. Круги на вулканитовой связке более упруги, чем на бакелитовой, но их пористость меньше.



В настоящее время абразивные заводы освоили выпуск кругов с тканевыми прокладками. Абразивный порошок смешивается с бакелитовой смолой и помещается в пресс-форму между слоями ткани. При сжатии пресс-формы и нагреве получают монолитные абразивные круги, упрочненные прокладками. Такие круги обладают большой прочностью и позволяют работать со скоростью 70 м/сек.
Виды профилей надфилей
Существуют самые различные виды надфилей, их область применения во многом зависит от поставленной задачи при работе. В последнее время большое распространение получили надфили с алмазным напылением. Они характеризуются повышенной устойчивостью к механическому воздействию. Бывают следующие варианты исполнения инструмента:
- Прямой одноконцевой. Подобный вариант исполнения характеризуется длинным цилиндрическим хвостовиком с насечками по краям.
- Двухконцевой характеризуется тем, что имеют два конца с насечкам. За счет этого изделие может применяться для обработки самых сложных поверхностей.
- Поперечные могут быть выполнены в самом различном виде. Примером можно назвать надфиль пазовый. Пазы имеют самую различную форму, именно поэтому с их выпиливанием может возникнуть довольно много проблем.
- Как ранее было отмечено, весьма распространены алмазные варианты исполнения. При этом зернистость алмазных инструментом может существенно отличаться, выбор проводится в зависимости от того, какова требуется производительность и какового твердость поверхностного слоя.

В продаже встречается просто огромное количество различных наборов надфилей, при покупке которых нужно обращать много внимания качеству каждого изделия, а также упаковке
Кроме этого, при покупке данного вида инструмента уделяется внимание тому, какова работа должна проводится





