

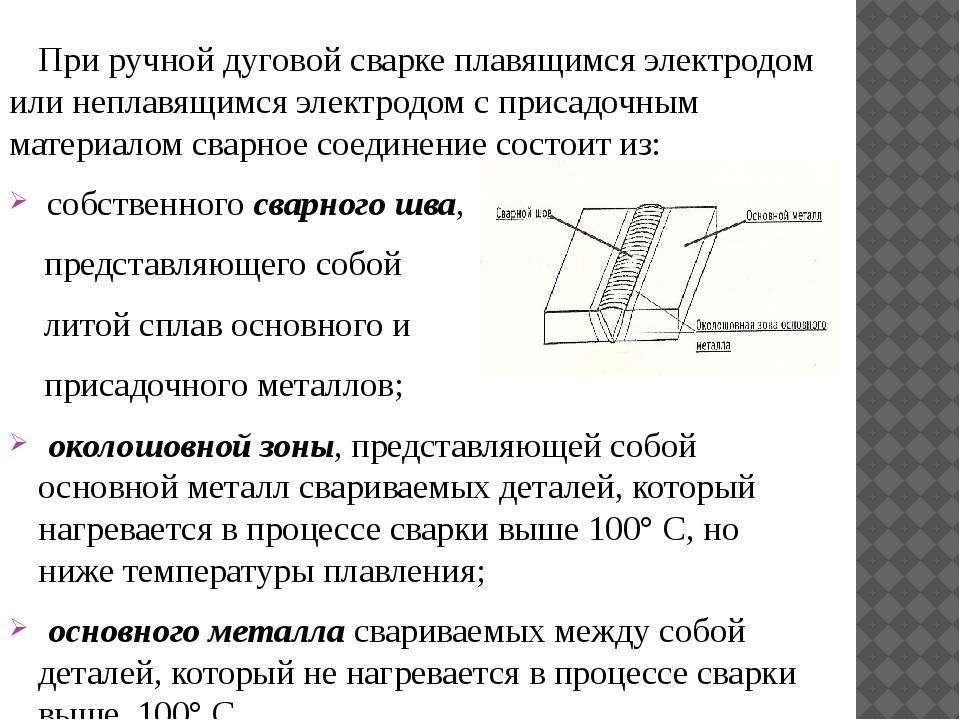
Технология электродуговой сварки
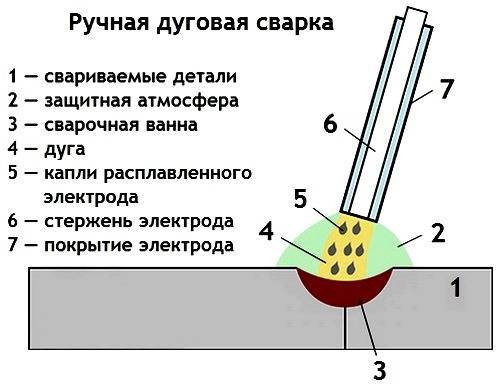
Технология электродуговой сварки проста. Сварочный аппарат подключается к сети. Один кабель присоединяется к детали, а второй к электродержателю с электродом. Концом электрода постукивают о поверхность металла, возбуждая дугу. Дуга образуется между электродом и свариваемым металлом. Дуга мгновенно начинает отдавать тепло, плавя кромки металла и сам электрод (если он плавящийся). В итоге образовывается сварочная ванна.
Если вы не умеете поддерживать устойчивое горение дуги, то можете использовать в работе специальные электроды или сварочную проволоку. У них в составе должен быть натрий, калий или кальций. Эти элементы стабилизируют дугу за счет своих ионизирующих свойств.
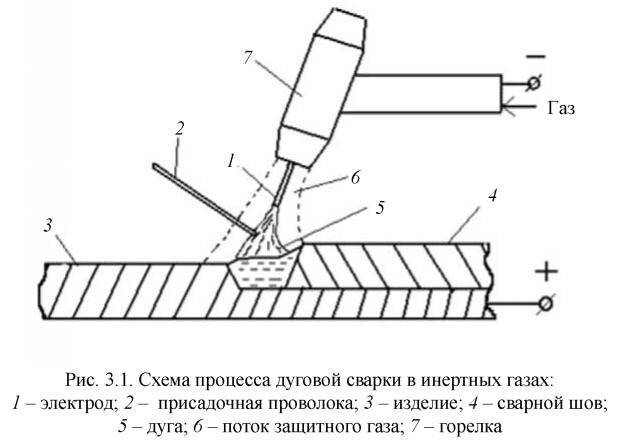
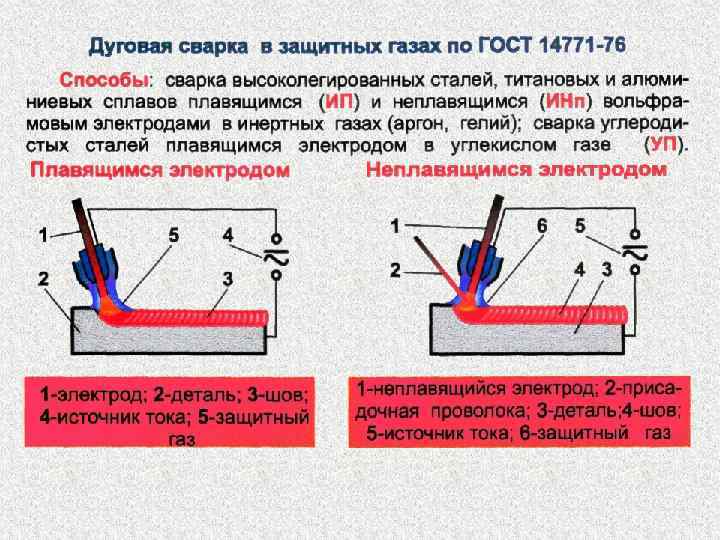
Чтобы защитить сварочную зону от окисления, можно использовать защитный газ. Например, аргон или углекислоту. Такие газы подаются прямо в сварочную ванну, защищая ее от кислорода из атмосферы.
Электродуговая сварка может проводиться как на постоянном, так и на переменном токе. Мы рекомендуем использовать постоянный ток, поскольку металл будет меньше разбрызгиваться и шов получится намного качественнее. Если вы новичок, то работа на постоянном токе просто обязательна.
Технология электродуговой сварки
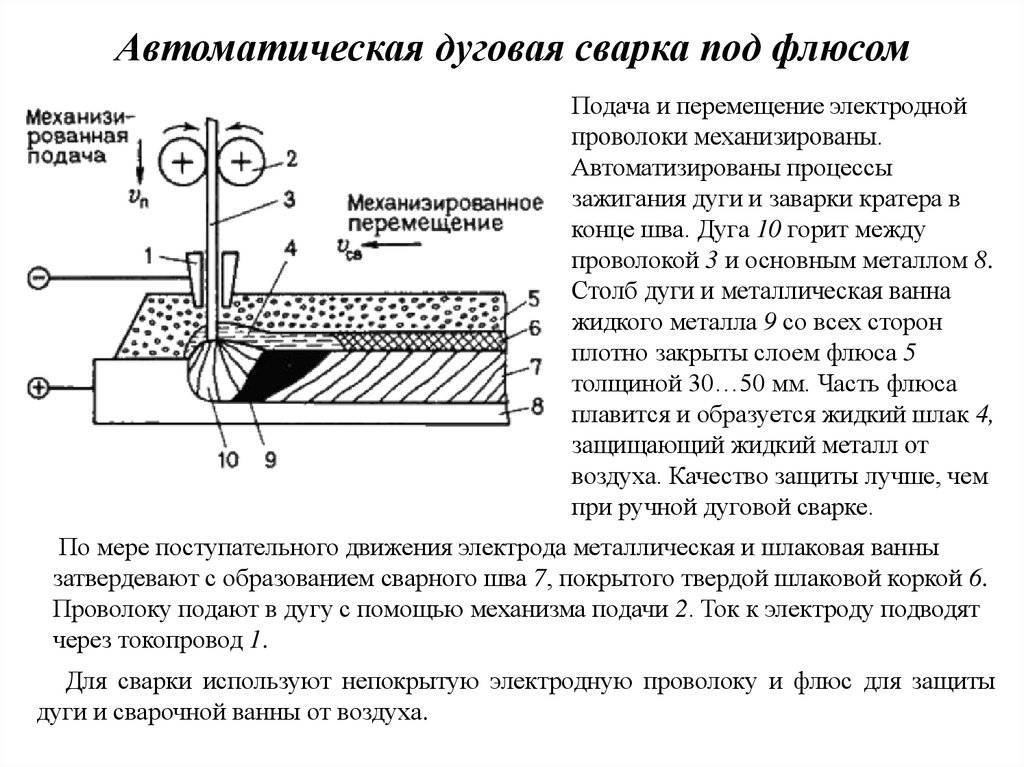
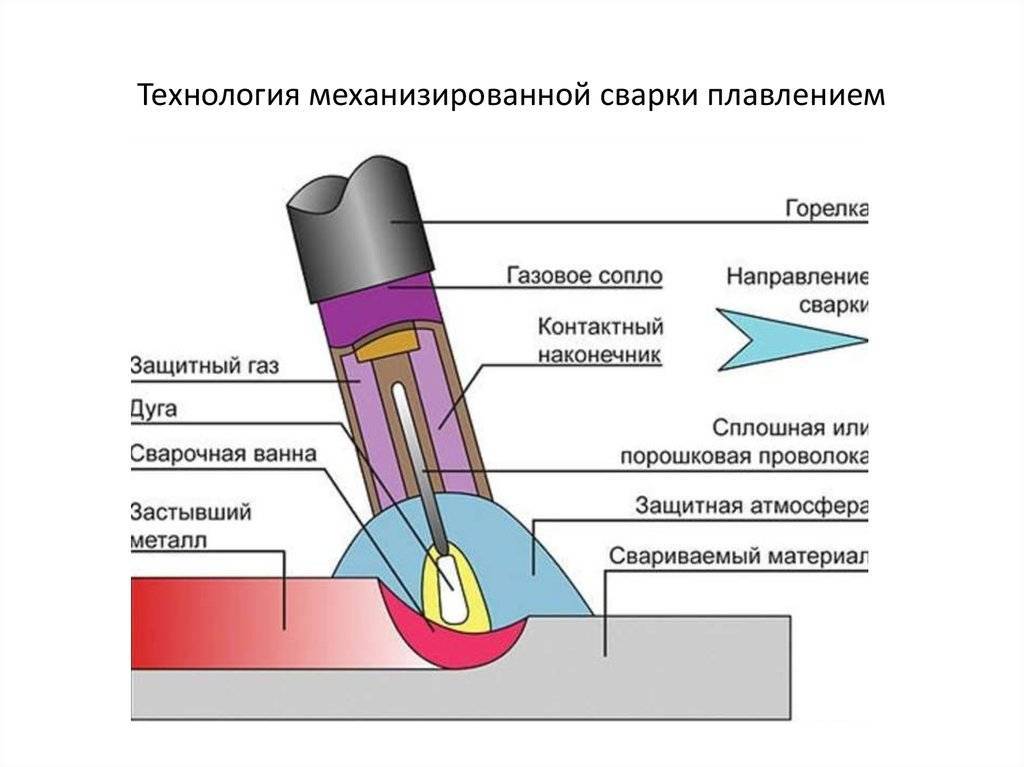
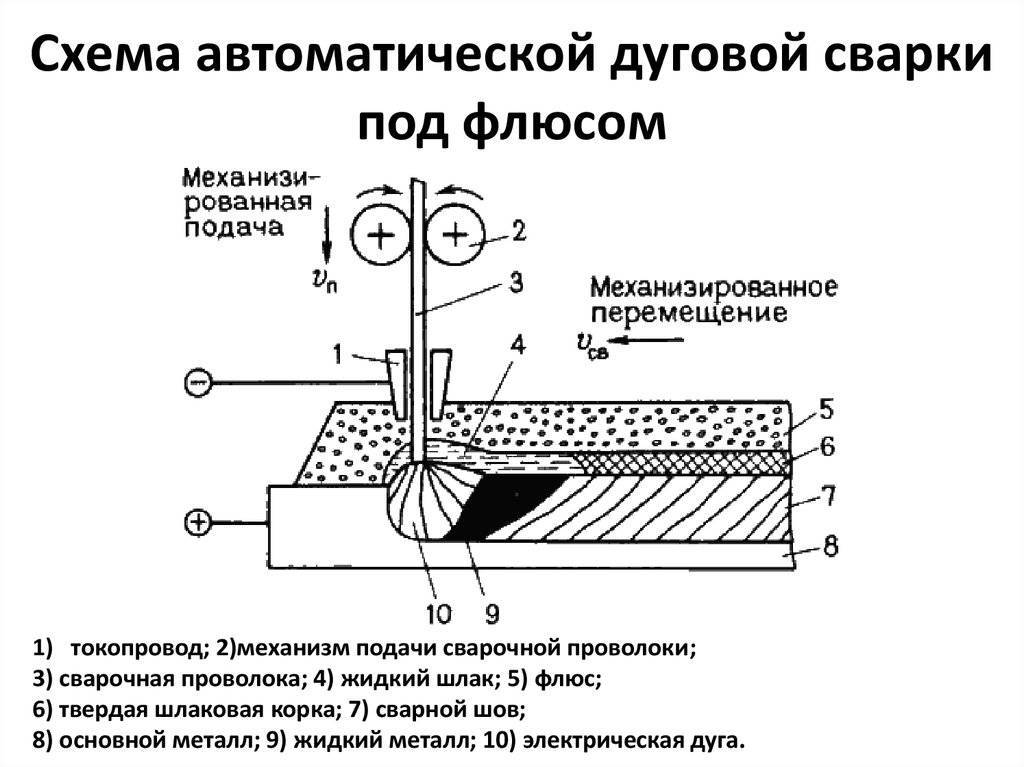
Ручная технология электродуговой сварки предполагает осуществление работ по образованию качественного сварного шва без применения каких-либо механизмов. При полуавтоматической дуговой сварке механизированы работы по подаче проволоки электродной в рабочую зону, а затем производится стандартная ручная сварка. При автоматической сварке дуговой механизированы операции: • возбуждения электрической дуги, • поддержание стабильной длины дуги и перемещению дуги вдоль основной линии создания сварного шва.

Для точки образования и поддержания дуги подводится постоянный или переменный сварочный ток. Поэтому в системе электродуговой сварки задействован сварочный трансформатор или инвертор.
Как произвести выбор сварочного аппарата поможет предложенное видео.
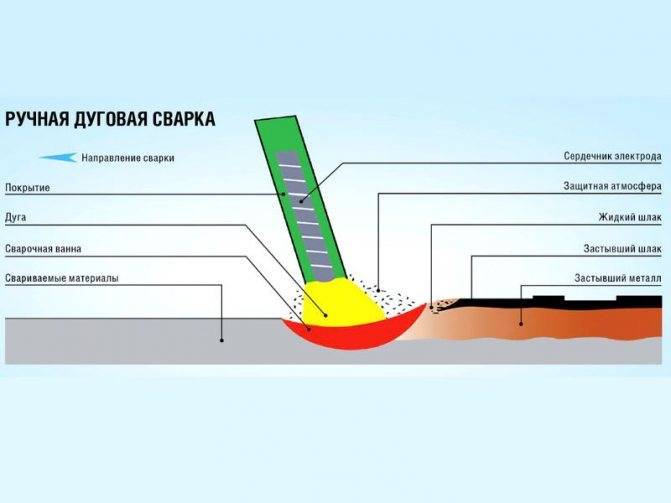
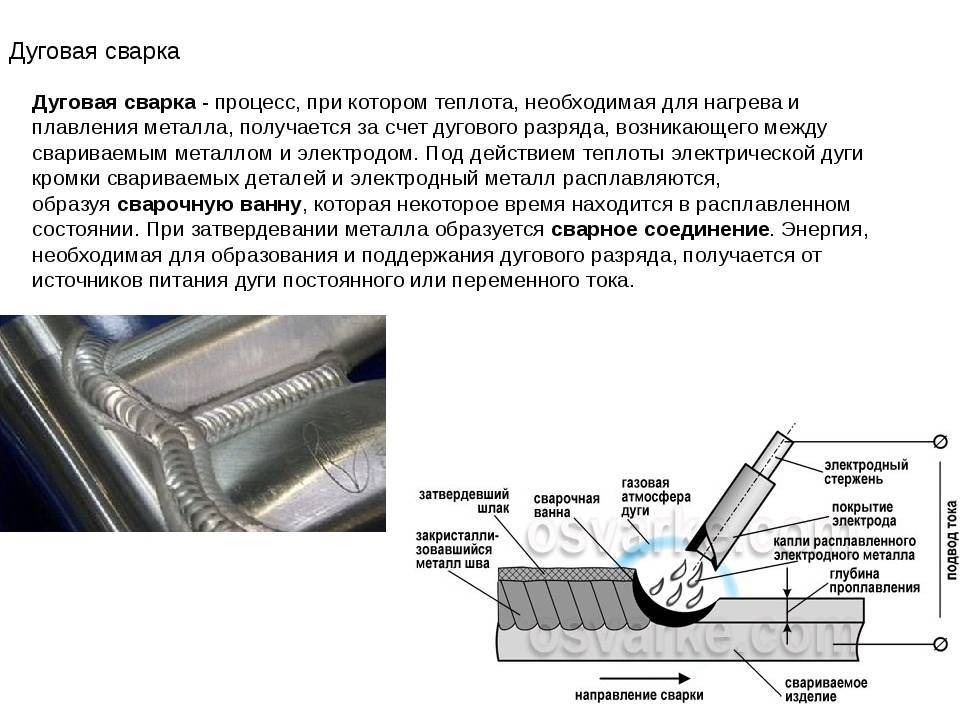
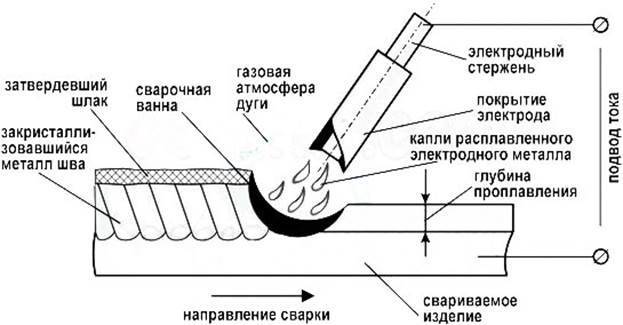
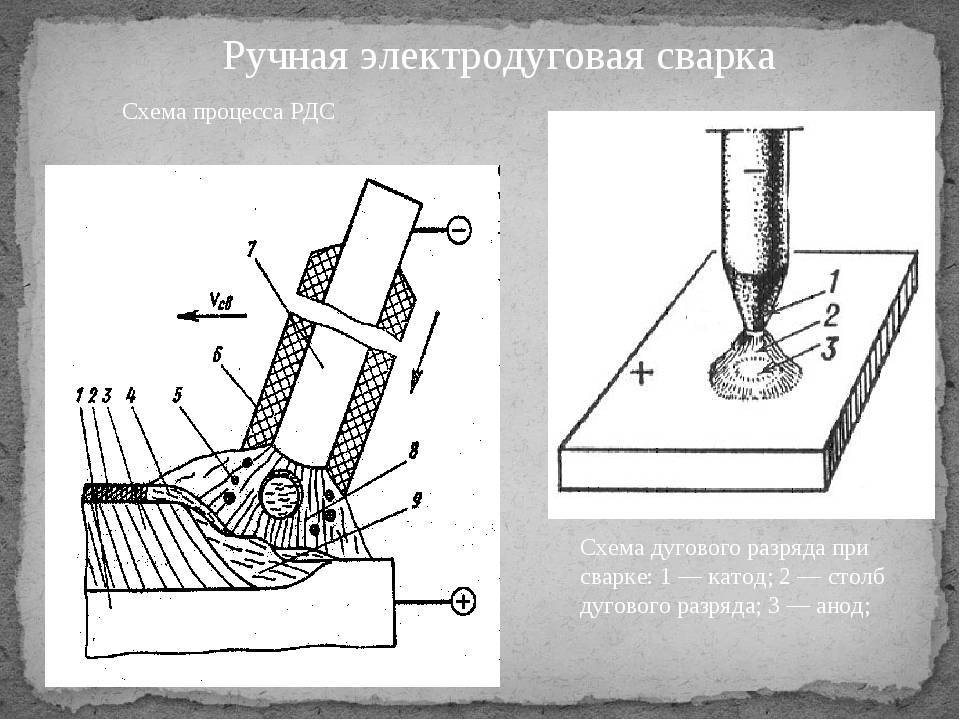
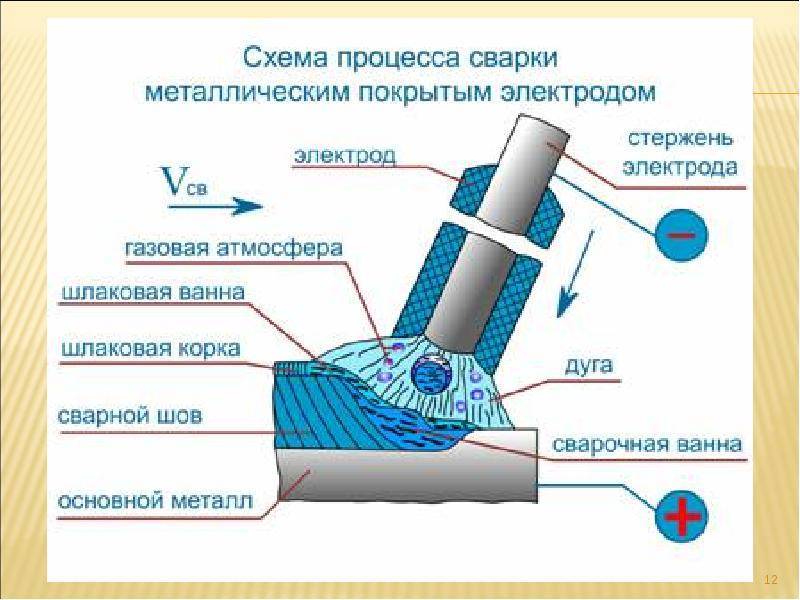
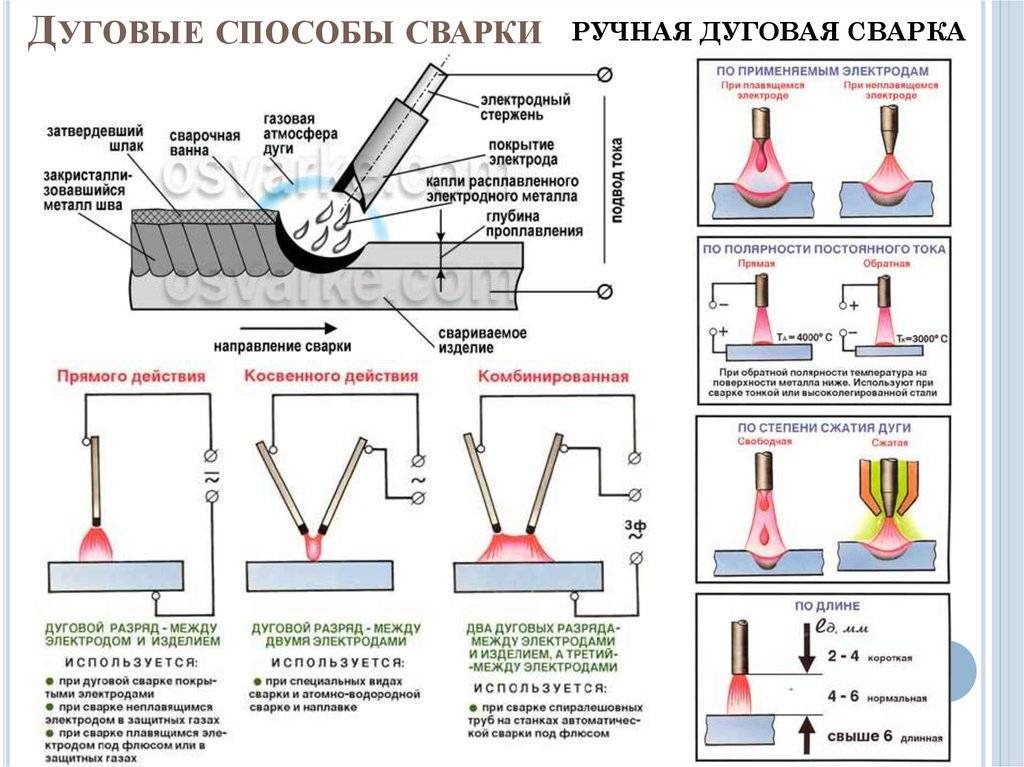
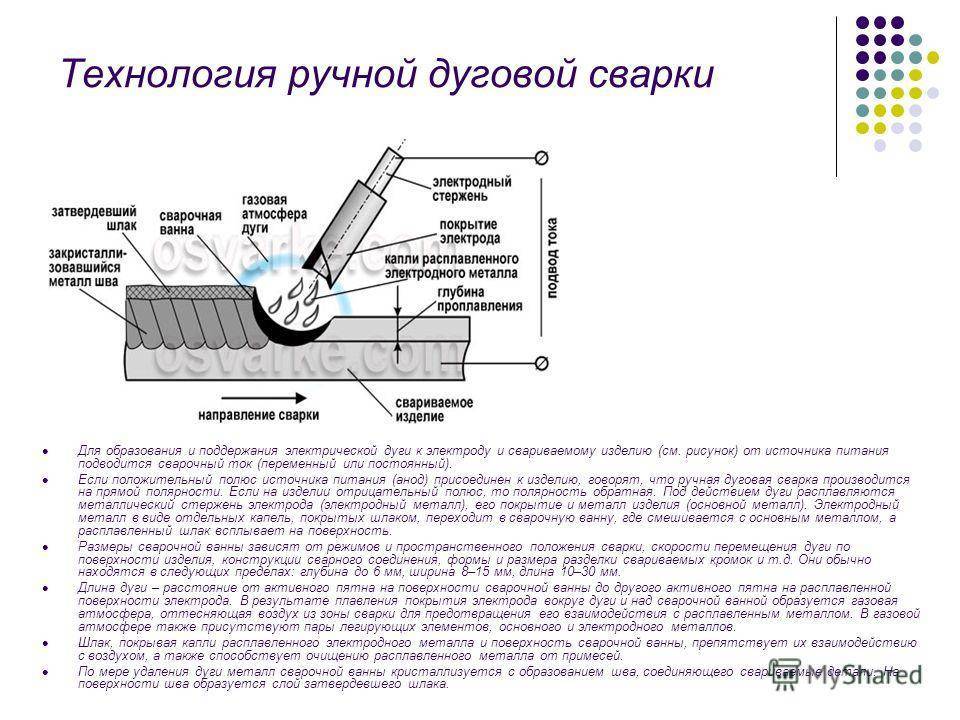
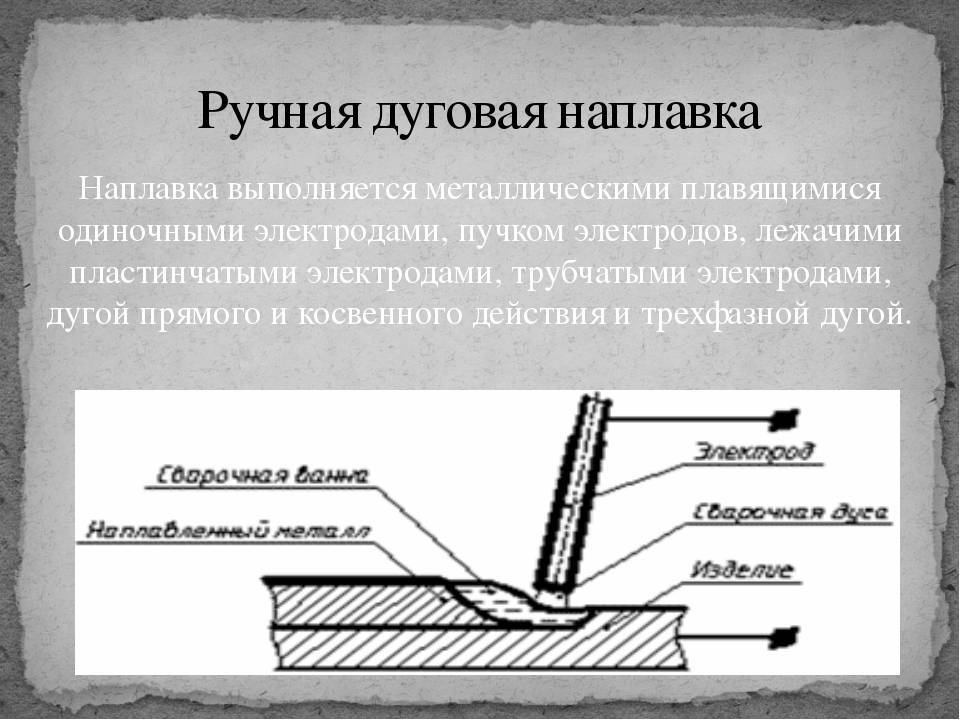
Под воздействием электрической дуги происходит расплавление стержня – электрода и металла свариваемого изделия. Образовавшийся электродный металл из отдельных капель переходит в состояние «сварочной ванны». В сварочной ванне происходит смешивание расплавленного металла с металлом свариваемого изделия.

Образовавшийся в процессе сварки шлак всплывает на поверхность. Результатом плавления электрода является образование характерной газовой атмосферы, которая оттесняет воздух из зоны сварки и предотвращает возможность его последующего взаимодействия с металлом. По мере продвижения электрода для электродуговой сварки металл, находящийся в сварочной ванне кристаллизуется, образовывая надежный сварной шов. Таким образом, результатом электродуговой сварки является шов, образовавшийся из слоя затвердевшего шлака.

Преимущества и недостатки
Что такое дуговая сварка мы рассмотрели, но все же пред тем как приступать к этому процессу, стоит узнать его положительные и негативные качества. Эта технология пользуется высокой популярностью, она прекрасно подходит для разных областей производства. При помощи нее можно производить сваривание разных видов металлов, использовать для ремонта важных металлических конструкций.

РД сварка имеет другие не менее важные положительные особенности:
Способ сварки РД требует применения недорогих и простых сварочных аппаратов тип РДС. Они обладают компактными размерами и легким применением. Для работы нет необходимости использовать дополнительные средства защиты для сварочной зоны в виде флюса или газовых смесей. С данной функцией отлично справляются электроды. Вид сварки РД позволяет производить работы в любых условиях – на улице, в цехах, на ветру, под плавящимся солнцем
Это имеет особую важность при проведении работ в «полевых» условиях. Ручная сварка отлично подходит для работы с разными видами металлов
Ее можно применять для углеродистых, легированных сталей, чугуна, алюминия, меди. Сварка может применяться для металлических изделий, толщина которых может быть 2-3 сантиметра. Этот вид сварочного процесса обладает простой технологией, с ней может справиться даже неопытный сварщик.






Однако стоит помнить, что технология ручной дуговой сварки имеет отрицательные качества:
- Проведение ручного дугового сварочного процесса требует постоянные перерывы в работе. Они необходимы для смены расплавленного электрода на новый.
- При отсутствии опыта или во время сваривания толстых металлических изделий может наблюдаться чрезмерный расход электродов. Замена производится, когда длина электрода достигает 5 см и меньше.
- Технология ручной дуговой сварки плавящимся электродом сопровождается образованием шлака. Он оказывает положительное влияние на состояние сварочного процесса, шлак защищает область сварной ванный от кислорода. Однако после работы поверхность необходимо будет хорошо очистить, и это может вызвать некоторые сложности.
- Качество сварных соединений напрямую зависит от квалификации сварщика.
- Ручная сварка по сравнению с другими методами сваривания имеет низкий КПД и относительно невысокую производительность.
- При помощи ручной дуговой наплавки угольным электродом не получится сварить изделия из оловянной или цинковой основы, а точнее все металлы, имеющие низкую температуру плавления. Это связано с тем, что при проведении сварки электрической дугой отмечается сильное повышение коэффициента тепловложения.
7. Ручная дуговая сварка плавящимся электродом не предназначена для работы с титаном, танталом и любыми другими видами металла, которые имеют активные химические свойства. Стержневые элементы не смогут предотвратить окисление области шва. 8. Во время проведения сварки ток проходит по всей длине электрода. Если его показатели будут высокими, то стержень перегреется и сварное покрытие разрушится.
Важно! Перед тем как начинать сварочный процесс необходимо не только узнать что такое ручная дуговая сварка, но также нужно научиться пользоваться оборудованием. Желательно предварительно пройти обучение, научится выставлять правильные режимы для определенных видов металла. От этого зависит прочность и качество сварного шва
От этого зависит прочность и качество сварного шва.
3 этапа технологии ручной электродуговой сварки
Технология ручной сварки предполагает формирование электродуги, удержание ее в нужной точке, перемещение электрода с целью создания сварочного шва.
Создание дуги
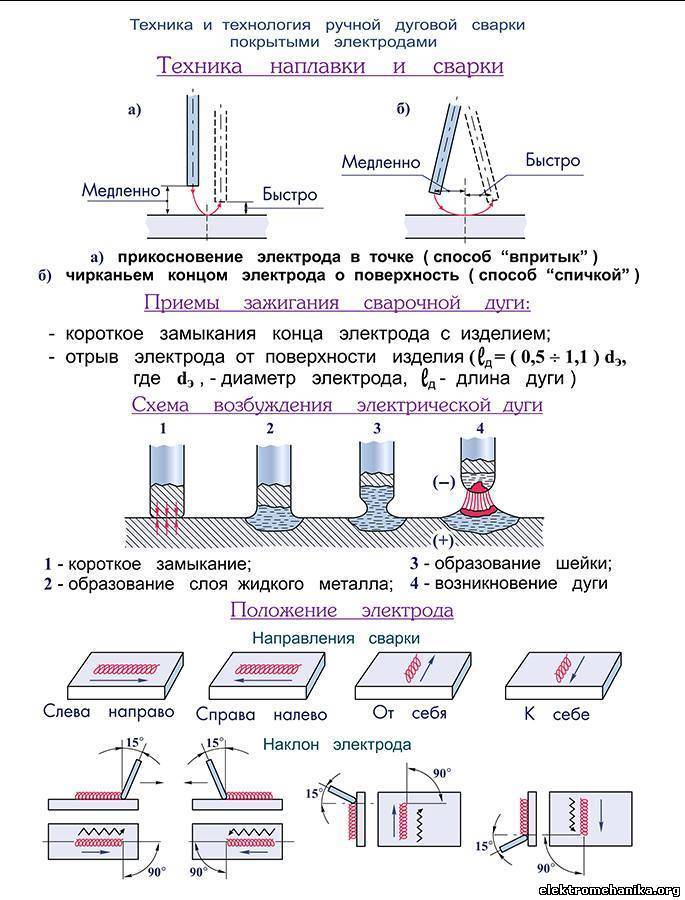
Формирование электродуги производится несколькими способами.
1. Непродолжительным прикосновением электрода к плоскости детали.
2. Быстрое перемещение электрода по поверхности металла, напоминающее чирканье спички.
После возникновения дуги для повышения ее устойчивости электрод отодвигается от поверхности детали. Расстояние, на которое следует отвести электрод, выбирается в зависимости от режима сварки и может составлять от 0,5 до 1 диаметра стержня.
Перемещение электрода
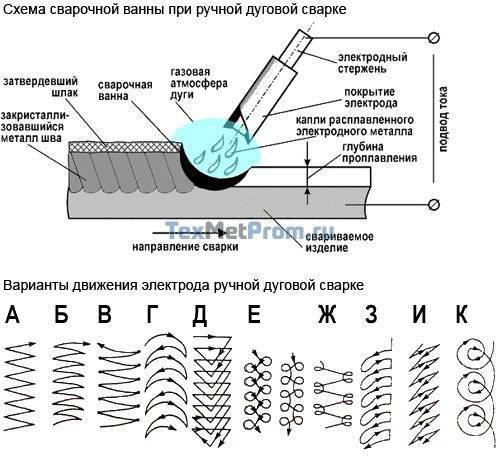
Для обеспечения надлежащего качества шва необходимо соблюдать специальную технологию перемещения электрода. Различают три вида движений.
1. Плавное поступательное перемещение с постепенным приближением и удалением электрода от поверхности детали.
2. Движение электрода вдоль оси стыка. Такое перемещение по технологии электродуговой сварки является основным. Его скорость зависит от режима сплавления, типа шва и силы тока.
3. Электрод перемещается перпендикулярно сварному шву. Это движение создает соединение элементов валиком. Уровень квалификации специалиста по электродуговой сварке должен обеспечивать уверенное держание дуги при всех вышеперечисленных вариантах перемещения электрода.
Образование сварного шва
Выбор параметра силы тока по технологии электродуговой сварки осуществляется с учетом вида стыка и диаметра электрода, который будет использован для соединения.
Для выполнения нижнего шва при работе с электродом, диаметр которого составляет 3 мм, необходимая сила тока находится в пределах от 75 до 100 А. Если подобный стык нужно выполнить 5-миллиметровым электродом, то параметры тока нужно устанавливать в диапазоне от 160 до 180 А.
Технология выполнения отвесного монтажа требует снижения показателя силы тока до 80 А для 3-миллиметрового электрода и до 150 А для 5-миллиметрового.
Выполнение верхних (потолочных) швов методами электродуговой сварки производится электродами с диаметром 3 или 4 мм. Для этого необходимо обеспечить силу тока в пределах от 70 до 100 А.
Техника ручной электродуговой сварки
Правильное перемещение электрической дуги и правильное поддержание является главным залогом качественной сварки. Азотирование окисление расплавленного металла, разбрызгивание его капель, создание пористой структуры шва, происходит при слишком длинной дуге.



Качественный, ровный и красивый шов получается только при грамотном и правильном размере дуги и при равномерном ее перемещение. Оно может осуществляться по трем главным направлениям:
Вдоль оси электрода происходит поступательное перемещение сварочной дуги. При помощи этого движения можно поддержать требуемую длину дуги, которая зависит от скорости плавления самого электрода. По мере плавления одновременно с увеличением расстояния между варочной ванной и ним, его длина уменьшается. Чтобы такого не происходило, вдоль оси необходимо перемещать электрод, тем самым поддерживая необходимую постоянную длину электрической дуги
При этом очень важно поддерживать синхронность укорачивания электрода с его медленным перемещением в сторону сварочной ванны.
По оси свариваемого шва продольное перемещение электрода в значительной степени способствует формированию ниточного сварочного валика, его толщина находится в прямом значении диаметра электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика равна трем миллиметрам и превышает диаметр электрода
Это уже и есть сварочный шов, только он очень и очень узкий. Для того чтобы создать качественное и прочное соединение одного данного шва недостаточно. Поэтому, при медленном перемещении электродов вдоль оси сварочного шва нужно обязательно выполнять еще одно движение, с направлением и поперек сварочного шва.
Использование поперечного движения электрода дает возможность добиться требуемой ширины шва. Его осуществляют колебательными возвратно поступательными движениями. Ширина данных поперечных колебаний электрода для каждого отдельного случая определяется только индивидуально, и в большой степени зависит от размера и положения шва, основных свойств свариваемых материалов, формы разделки, и требований которые обычно предъявляют к сварному соединению. Обычно, ширина шва колеблется в пределах от двух до пяти диаметров электрода.
В итоге все эти три движения накладываются друг на друга, создавая довольно сложную траекторию движений электрода. У каждого опытного мастера, на практике существуют свои навыки выбора движения и перемещения электродов. В любом случае, движение дуги необходимо выбирать так, чтобы кромки всех соединяемых деталей тщательно между собой проплавились, и образовали требуемое количество наплавленного металла и необходимую форму шва.
В процессе осуществления электродуговой сварки различных металлов электрод может почти полностью выгорать, остается очень маленький кусочек стержня в зажиме самого держателя. Если к этому самому моменту шов никак не удается закончить, то сварку следует временно остановить. После замены старого электрода следует очень тщательно удалить шлак и снова начать сварку.
Для того чтобы завершить оборванный шов, дугу необходимо зажечь на расстоянии двенадцати миллиметров от углубления которое образовалось на конце шва и носит название кратера. Для этого следует вернуть электрод к кратеру с целью образования сплава старого и нового электрода, а затем следует, начинает его передвигать по первоначальному выборному пути.
Основные преимущества электрической ручной дуговой сварки:
Базовые правила сваривания труб
Электродуговая сварка труб позволяет работать с трубным материалом диаметром 5-120 см и толщиной стенок от 3 до 25 мм.
Стыки труб свариваются несколькими швами. После каждого прохождения обязательно производят зачистку поверхности прошлого шва от наслоения шлака.
Трубы, чей диаметр меньше 22 см, сваривает один рабочий. При этом толщина стенок не имеет значения. Но если изделие превышает обозначенный диаметр, то сварные работы ведут вместе два сварщика.
Процесс варки происходит как можно меньшей дугой, чтобы не нарушить структуру и качество шва. Сам шов обязан перекрывать линию соединения на пару миллиметров в каждую сторону. При этом, чем толще стенки труб, тем больше швов необходимо наложить. Специалисты, работающие сварщиками в нефтяных и газовых компаниях, знают, что:
– при толщине стенок до 6 мм – количество шовных слоев – 2;
– 7-11 мм – 3 слоя;
– 12-14 мм – 4 слоя.
И так далее. При максимальной толщине трубы количество швов достигает семи. Основной, начальный шов ведется электродом, чей диаметр должен быть 3 мм.
Контрольное сварное соединение
При массовом или многосерийном производстве выполняют соединение, называемое контрольным. Оно может быть вырезано из числа имеющихся соединений или выполнено отдельно из материалов, идентичных основному. Такие соединения легче подвергать контролю и делать на основании этого соответствующие выводы.
Карта технологического процесса сварки контрольного сварного соединения выглядит следующим образом:
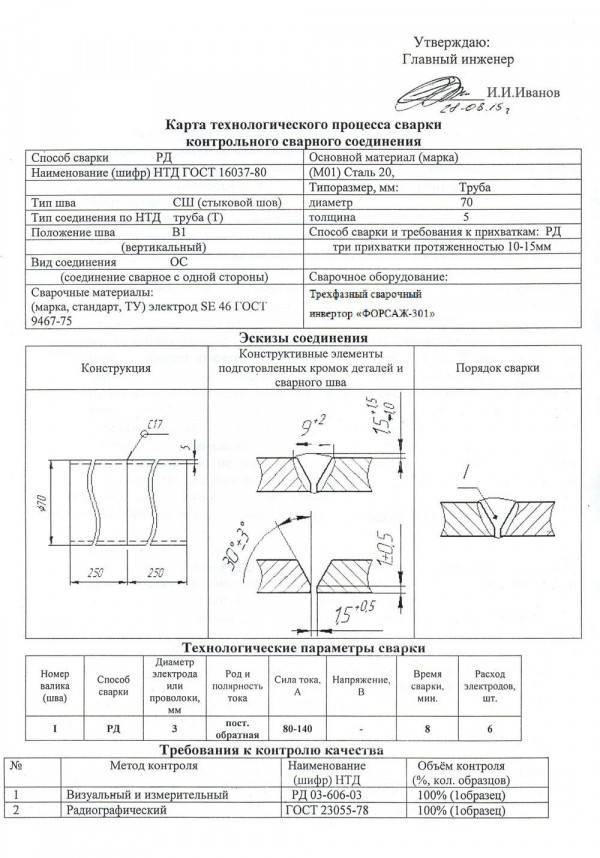
На ней должен быть указан основной материал, способ сварки, положение шва, вид соединения, применяемое сварочное оборудование. Указываются технологические параметры сварки: диаметр электрода или проволоки, сила тока, напряжение, время, необходимое для процесса, расход электродов. Сообщается, каким методом должен осуществляться контроль сварных изделий, например, визуальный или радиографический.
Контрольное соединение может подвергаться разрушающим методам контроля, что недопустимо при контроле основных соединений.
Виды аппаратов и виды включений
Самый простой и дешевый вид сварочного источника — это мощный понижающий трансформатор. Данный вид аппаратов отличается большим весом и габаритами, вызывает броски напряжения в питающей электросети. Они морально устарели и используются только в самых глухих углах и в некоторых узкоспециальных применениях.



Инвертор:
- обладает малым весом и габаритами;
- не влияет на питающую электросеть;
- обеспечивает стабильные параметры дуги;
- легок в освоении и использовании.
Инвертор выдает постоянный ток.

Сварочные инверторы
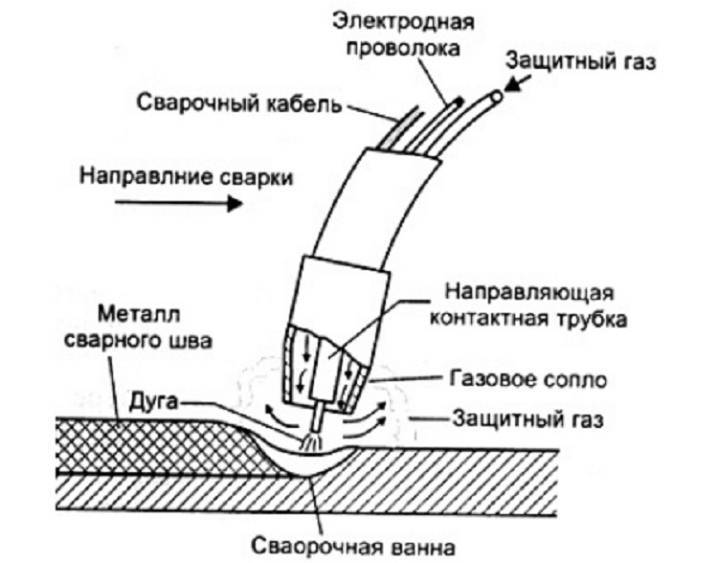
Следующей ступенью развития специального оборудования стал полуавтомат. Источник тока в нем инверторного типа. Полуавтомат ведет сварку сварочной проволокой, которая подается через горелку специальным механизмом. Вместо флюсовой обмазки также через горелку подаются защитные газы из баллона. Полуавтомат отличается высокой производительностью и стабильностью работы. Его дороговизна окупается при больших объемах работ.
Инвертор позволяет работать в разных режимах подключения- с прямой и обратной полярностью. Прямая полярность используется в большинстве случаев сварки большинства металлов и конструкционных сталей.
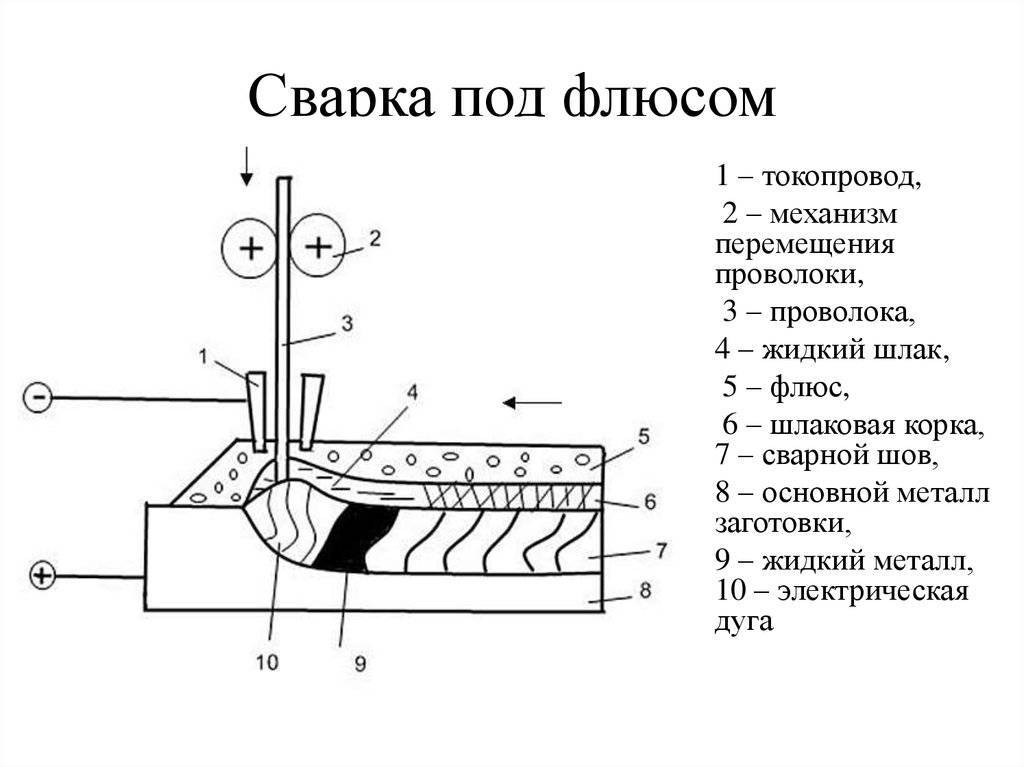
Для сварки металлов, отличающихся высокой химической активностью в нагретом состоянии, применяют обратную полярность. При этом сварку ведут с использованием порошковых флюсов и присадочной проволоки
Принцип действия
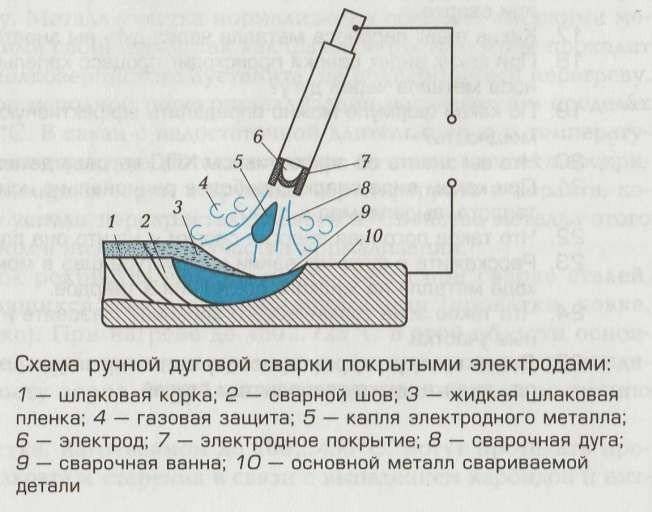
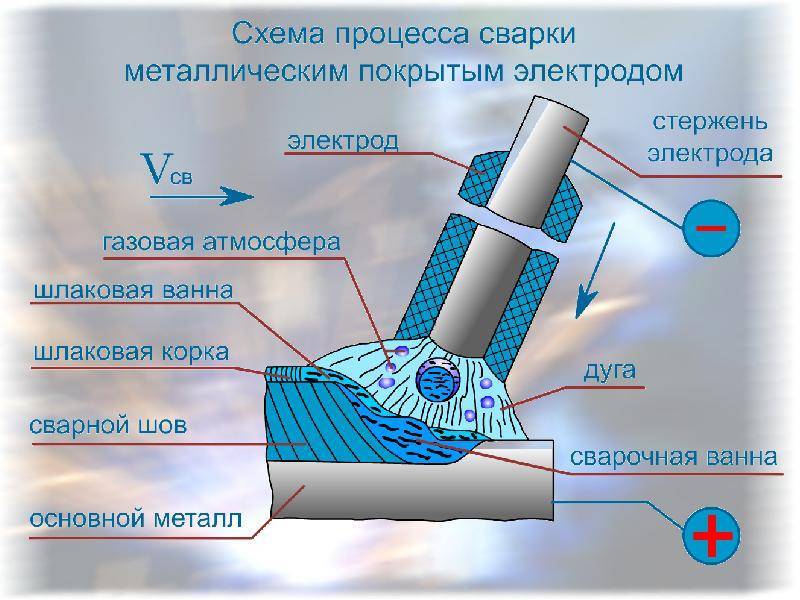
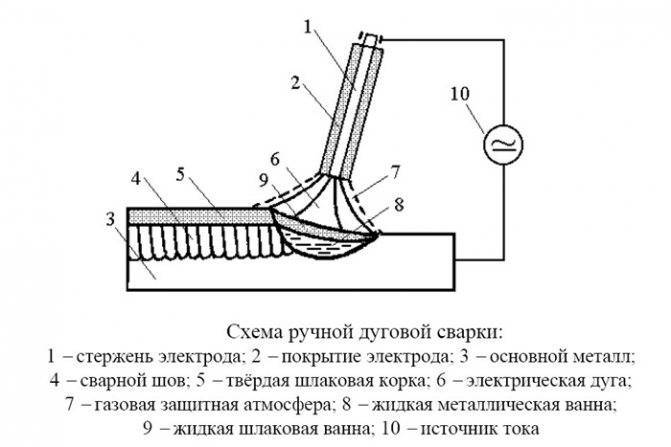
Тепло, достаточное для плавления кромок соединяемых заготовок, получают от электрической дуги. В зоне действия дуги образуется область жидкого расплава, в которой перемешивается металл обеих заготовок. При остывании они кристаллизуются и образуют единое целое, или сварочный шов. Эту область расплава, перемещающуюся вслед за электродом и дугой вдоль линии шва, называют сварочной ванной. Металлический электрод стержень покрывают специальным составом, или флюсом. При нагревании он расплавляется, выделяя инертный газ, образующий защитное облачко над рабочей зоной и препятствующий окислению расплава.

Схема ручной дуговой сварки
Для поддержания электродуги на держатель и на заготовки подают напряжение от источника.
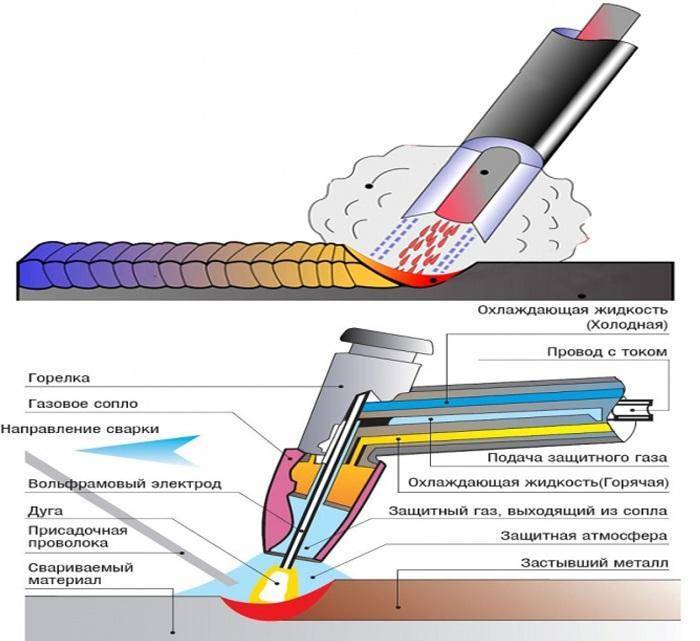
Ручная дуговая сварка цветных металлов и сплавов, отличающихся повышенной химической активностью в нагретом состоянии, проводится в атмосфере специально подаваемых в рабочую зону защитных газов.
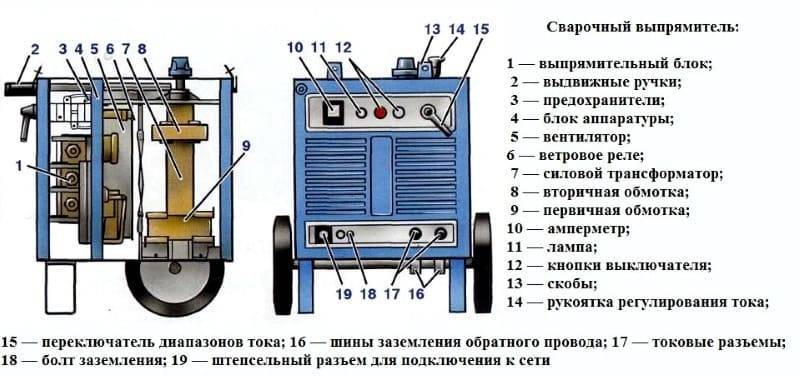
Устройство сварочного выпрямителя
Ученые и изобретатели постоянно вносят усовершенствования и изобретают новые методы для такой важной в жизни людей технологии, как ручная дуговая сварка
Как научиться

Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Кроме инвертора понадобятся:
- плотная одежда с длинными рукавами;
- сварочные перчатки или рукавицы;
- маска;
- молоток;
- зубило;
- металлическая щетка;
- пачка универсальных электродов;
- заготовка в виде куска толстого металла — лучше всего обычной стали.
Надо подключить электрод к катоду (минусу) аппарата с помощью специального держателя. Плюс, соответственно, надо подать на заготовку. Осталось только включить аппарат электродуговой сварки.
Электрическая дуга зажигается постукиванием или чирканьем по массе. После вспышки необходимо отдалить электрод от металла примерно на 5 мм. Возникнет дуга, и металл начнет плавиться.



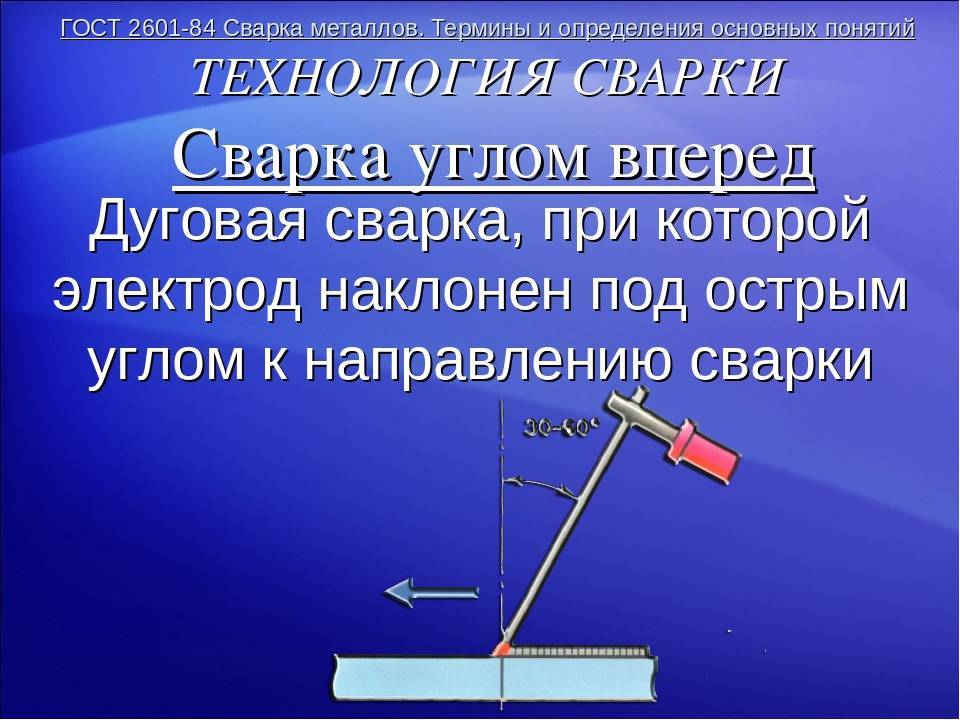
Существует два способа вести электрод — острым углом от себя и на себя. Первый способ сложнее, но позволяет делать менее глубокий шов (это нужно в работе с тонким металлом). Второй — проще, это стандартный метод работы.
Электрод при электродуговой сварке нужно вести не по прямой, а зигзагообразными движениями, чтобы получался шов, похожий на строчки швейной машинки. Ход электрода должен перекрывать обе стороны соединяемых листов.
Тренироваться сначала нужно просто на кусочке стали, потом — переходить на сварку листового металла.
Газопрессовая обработка
Данный способ тоже входит в число востребованных технологий сварки рельсовых стыков. Основан на использовании температур намного ниже границы плавления. Процесс осуществляется при высоком давлении, что обеспечивает однородность структуры и плотное и надежное стыковое соединение.
Для успешного выполнения работ необходима небольшая подготовка. Подготавливают рельсы к сварке при помощи специального оборудования — рельсорезного станка с дисковой пилой, механической ножовки. Рельсовые нити стыкуют между собой, после чего вертикально прорезают одновременно оба рельса. Такая обработка обеспечивает чистую отшлифовку свариваемых поверхностей, максимальную плотность прилегания и улучшает итоговое качество шва.
По окончании подготовки торцы рельсов можно промыть дихлорэтаном или четыреххлористым углеродом. Другой вариант промывки можно выполнить непосредственно в процессе сварки — для этого применяется треххлористый углерод.
Обработанные стыки прижимаются друг к другу при помощи гидравлического пресса и вдоль стыка нагреваются многопламенными горелками до 1200°С. В процессе нагрева рельсы продолжают сдавливаться, образуя усадку до 20 мм. Сила давления на рельсовые стыки во время нагрева составляет 10-13 тонн. Точное значение силы выполняется специальными расчетами.

Выполненное сварное соединение тщательно зачищают и шлифуют, то есть проводят нормализацию. Обработанный и остывший шов проверяют на качество при помощи различных приборов.
Рассмотренные технологии сварки рельсовых стыков соответствуют современным требованиям для создания прочного сварного соединения. Каждый тип обработки имеет как положительные, так и отрицательные стороны. Разновидность применяемой методики зависит от типа рельсовых плетей, доступности и качества необходимого оборудования. Правильно подобранный способ, соблюдение условий обработки и мер безопасности гарантируют высокое качество итогового шва.
Используемые электроды
Все электроды подразделяются на две большие группы:
- Плавкие;
- Неплавкие.

Электроды
Плавкие применятся намного шире, они расходуются в процессе работы, а их металл включается в шовный материал. Флюсовый порошок, которым они обмазаны, сгорает в пламени электродуги. При этом выделяются химически малоактивные газы, образующие защитную атмосферу над сварочной ванной.
Неплавкие делается из тугоплавкого материала, в основном вольфрама, они не расходуется во время сварки и служит лишь для подведения тока к дуге. Защитную атмосферу в этом случае создают подачей газа через шланг или насыпая флюсовый порошок вдоль линии сварки.
Кроме того, они различаются по диаметру. Диаметр определяет как сварочный ток, который на него необходимо подать, так и максимальную толщину соединяемых деталей.
Дефекты сварных соединений
К качеству соединений в металле предъявляются технические требования и устанавливаются нормы. Если от них имеются отклонения, которые приводят к снижению работоспособности конструкций и надежности, то появляются дефекты. По причинам возникновения их разделяют на две группы. К первой относятся дефекты, возникающие в процессах кристаллизации металла, а также его остывания: трещины, поры, включения шлака, ухудшение свойств металла на швах и рядом с ними. Во 2-ю группу входят дефекты, связанные с неправильной подготовкой и нарушением режима сварки: подрезы, непровары, наплывы, прожоги, кратеры, отклонения швов от расчетных размеров.
Соблюдение каких норм требует технология электродуговой сварки
Чтобы получить полное представление о приемах выполнения неразъемных соединений металлов путем нагревания и расплавления, необходимо ознакомиться с техникой безопасности при работе со сварочными аппаратами. Начинающие специалисты нередко пренебрежительно относятся к защитным мероприятиям, что приводит к тяжким последствиям.
Отдельное внимание следует уделить безопасному использованию электрооборудования. Перед выполнением работ нужно проверить надежность изоляции силового кабеля
Запрещается использование электродуговой сварки под дождем или в условиях высокой влажности.
Работы должны выполняться с применением средств индивидуальной защиты. В первую очередь необходимо обезопасить глаза. В процессе электродуговой сварки выделяется большое количество ультрафиолетовых лучей, которые несут опасность для зрения работника. Для защиты глаз используется специальный щиток с затемненным стеклом.





Техника исполнения работ
Сварочные работы выполняются с помощью энергии тепла, производимой электрическим разрядом. Для формирования сварочной дуги применяют электроды. Эти приспособления плавят края соединяемых деталей и способствуют соединению жидкого металла путем формирования шва. Электроды представляют собой проволоку определенного диаметра, на которую наносится специальный шлакообразующий слой. Для разных материалов и сплавов предназначаются свои виды электродов.
ГОСТ: сварка ручная электродуговая
Существует отдельная система стандартов, определяющих особенности технологии электродуговой сварки. В нее входят типы соединений, качество электродов, требования по сплавлению алюминиевых деталей и т. д. Так, методика формирования сварных швов при изготовлении металлоконструкций регулируется ГОСТ 5264-80 (прямой/скошенный/скошенный с замком шов).
ГОСТ 14771-76 описывает нормы электродуговой сварки в газовой среде. Существуют также стандарты, которые определяют методы работы со сварочным оборудованием. На промышленных предприятиях к выполнению требований нормативов и стандартов относятся со всей серьезностью. Профессиональный специалист обязан знать и выполнять требования ГОСТ. Электродуговая сварка в бытовых условиях не так строго, но все же также должна выполняться согласно стандартам. К примеру, по ГОСТ 26-291-79 можно определить, какие именно электроды нужно использовать по технологии для того или иного металла.
В стандартах можно найти описание соединений конструкционных элементов:
- внахлест (часть одного элемента накрывает поверхность другой детали).
- встык (детали свариваются в одной плоскости).
- соединение углом.
- торцовая сварка в форме «Т».
ООО «Треком» специализируется на проектировании и изготовлении корпусов для РЭА. Предприятие укомплектовано новейшим профессиональным оборудованием – промышленными полуавтоматами и инверторами для электродуговой сварки.
Огромный опыт и высокая квалификация специалистов ООО «Треком» в области электродуговой сварки позволяет компании выполнять заказы любой сложности в точном соответствии с требованиями действующих ГОСТ.
Оставить заявку
Общая информация
Электродуговая сварка — метод соединения металлов, в основе которого лежит использование электрической дуги. Дуга нагревает и плавит металл, позволяя сформировать сварное соединение. Может нагреваться до температуры более 6000 градусов. Этого достаточно для плавления большинства существующих типов металлов.
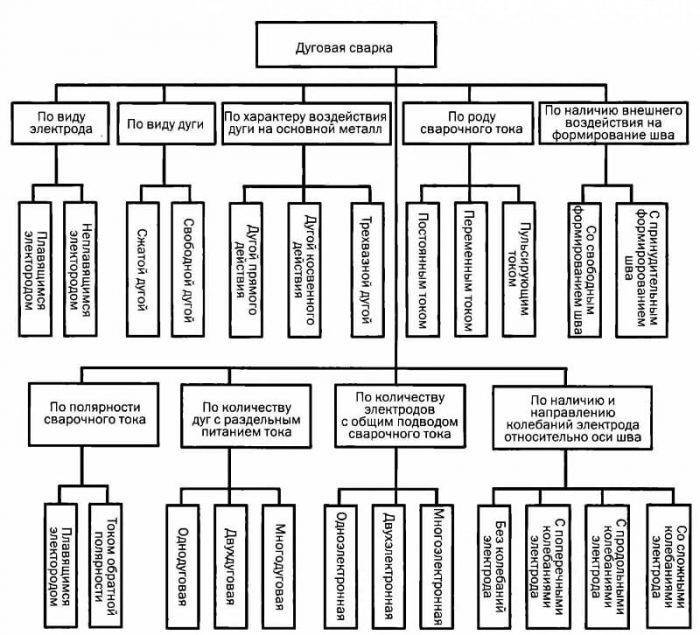
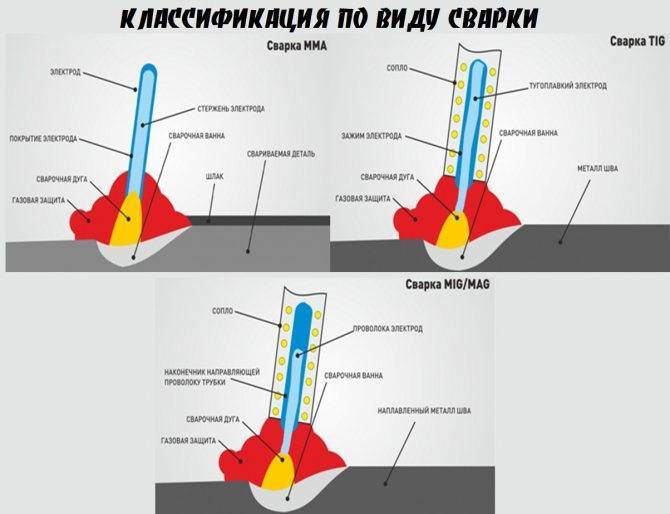
Электродуговая технология широко используется при сварке и резке металлов. Бывает ручной, полуавтоматической и автоматической.
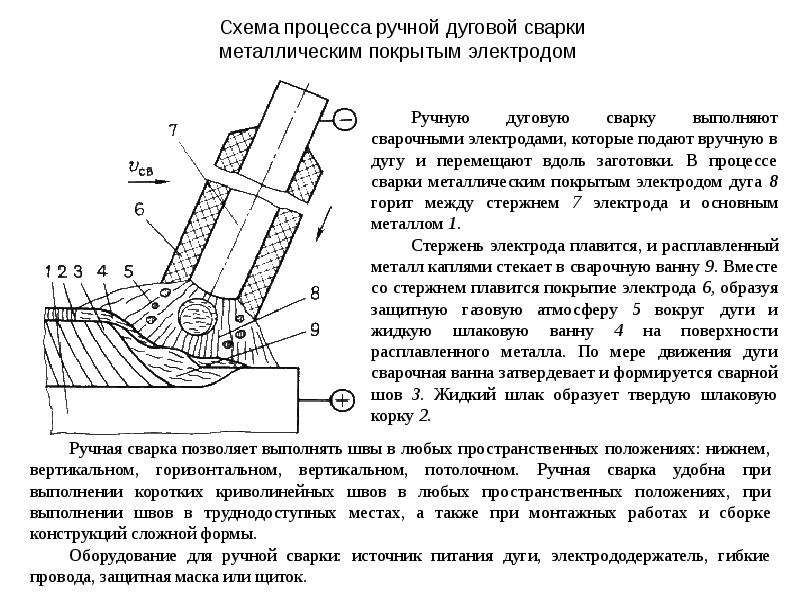
Ручная электродуговая сварка (она же РДС) — сварка с применением ручного труда и электрода. Сварщик сам держит электрод и направляет его в зону сварки, сам формирует шов и следит за процессом. При полуавтоматической сварке в качестве электрода используется сварочная проволока, которая подается в зону сварки с помощью специального механизма. При этом сварщик все еще сам следит за дугой. А при автоматической сварке и подача проволоки, и движение дуги выполняется с помощью автоматического оборудования.





