2.2. Общие сведения о сварочных соединениях
2.2.1. Сварным соединением называют элемент сварной конструкции, состоящий из двух или нескольких деталей конструкций и сварного шва, соединяющего эти детали (см. ГОСТ 5264-80. «Швы сварных соединений»).
2.2.2. При монтаже металлоконструкций встречаются следующие основные типы соединений: стыковые, нахлесточные, тавровые, угловые.
2.2.3. Стыковые соединения — самые типичные сварные соединения, в которых торцы или кромки соединяемых деталей располагаются так, чтобы между ними было расстояние 1 — 2 мм. Детали толщиной до 6 мм сваривают односторонним швом, а более 6 мм — двухсторонним швом.
2.2.4. Нахлесточные соединения осуществляются путем наложения одного элемента соединения на другой. Величина перекрытия должна быть не менее удвоенной суммы толщин свариваемых кромок изделия. Детали при сварке заваривают с обеих сторон.
2.2.5. Тавровые соединения — соединения, при которых торец одного элемента примыкает к поверхности другого элемента свариваемой конструкции под некоторым углом. Для получения прочного шва зазор между свариваемыми элементами должен составлять 2 ÷ 3 мм.
2.2.6. Угловые соединения осуществляются при расположении свариваемых элементов под прямым или произвольным углом и сварка выполняется по кромкам этих элементов с одной или с обеих сторон.
2.2.7. Все описанные выше сварные соединения выполняются швом, который представляет собой затвердевший наплавленный металл, соединяющий элементы сварной конструкции. Сварные швы подразделяются по следующим признакам: по положению относительно действующего усилия (см. рис. ), по положению в пространстве (см. рис. ), по внешней форме (см. рис. ).
Рис. 1. Положение сварных швов относительно действующего усилия:
а) фланговый, б) лобовой, в) косой
Рис. 2. Положение сварных швов в пространстве:
а) нижний, б) горизонтальный, в) вертикальный, г) потолочный
Рис. 3. Внешние формы сварных швов:
а) выпуклый, б) нормальный, в) вогнутый
2.2.8. Диаметр электрода для сварки устанавливают в зависимости от толщины свариваемых кромок, вида сварного соединения и размеров шва. Для стыковых соединений приняты практические рекомендации по выбору диаметра электрода в зависимости от толщины свариваемых кромок:
| Толщина свариваемых кромок, мм | 2,3 — 5 | 6 — 8 | 9 — 12 | 13 — 15 | 16 — 20 | > 20 |
| Диаметр электрода, мм | 2,3 — 4 | 4 — 5 | 5 — 6 | 6 — 7 | 7 — 8 | 8 — 10 |
2.2.9
При выполнении угловых и тавровых соединений принимают во внимание величину катета шва: при катете шва 3 ÷ 5 мм сварку производят электродом диаметром 3 ÷ 4 мм, а при катете 6 ÷ 8 мм применяют электроды диаметром 4 ÷ 5 мм
2.2.10. По выбранному диаметру электрода устанавливают величину сварочного тока, которая должна быть указана на заводской этикетке, приклеенной к пачке с электродами.
2.2.11. Величину сварочного тока для электродов 4 ÷ 6 мм можно определить по формуле:
Y = (40 ÷ 60) · Dэ,
где Y — величина сварочного тока, А;
Dэ — диаметр электрода, мм.
2.2.12. Величину сварочного тока для электродов диаметром менее 4 мм и более 6 мм можно определить по формуле:
Y = (20 + 6Dэ) · Dэ.
При этом следует вносить поправки, учитывающие толщину металла и положение сварного шва.
При толщине кромок от 1,3Dэ до 1,6Dэ расчетную величину сварочного тока уменьшают на 10 ÷ 15 %, а при толщине кромок более 3Dэ — увеличивают на 10 ÷ 15 %. Сварку вертикальных и потолочных швов выполняют током, на 10 ÷ 15 % меньше расчетного.
2.2.13. Металлические электроды для дуговой сварки изготавливают в соответствии с ГОСТ 9466-75. «Электроды покрытые металлические для ручной дуговой сварки и наплавки. Классификация, размеры и общие технические требования».
Установленные ГОСТом размеры:
Таблица 1
| Диаметр электрода, мм | Длина электрода, мм | ||
| из углеродистой и легированной проволоки | из высоколегированной проволоки | ||
| 1,6 | 200; 250 | 150; 200 | |
| 2,0 | 250 | 200; 250 | |
| 2,5 | 250; 300 | 250 | |
| 3,0 | 300; 350 | 300; 350 | |
| 4,0 | 350; 450 | 350 | |
| 5,0 | 450 | 350; 450 | |
| 6,0 | |||
| 8,0 | |||
| 10,0 | |||
| 12,0 |
2.2.14. Допустимые отклонения по длине электрода при ручном изготовлении до ±7 мм, а при машинном до ±3 мм. Допустимые отклонения по диаметру в пределах от -0,12 до +24 мм в зависимости от значения диаметра и установленной степени точности.

Данные о сварных соединениях
По каждой группе сварных соединений, выполняемых в процессе сборки объекта, должны указываться следующие технологические данные:
- информация о материале, из которого изготовлены соединяемые части объекта, включающая марки сталей, их физические и химические особенности;
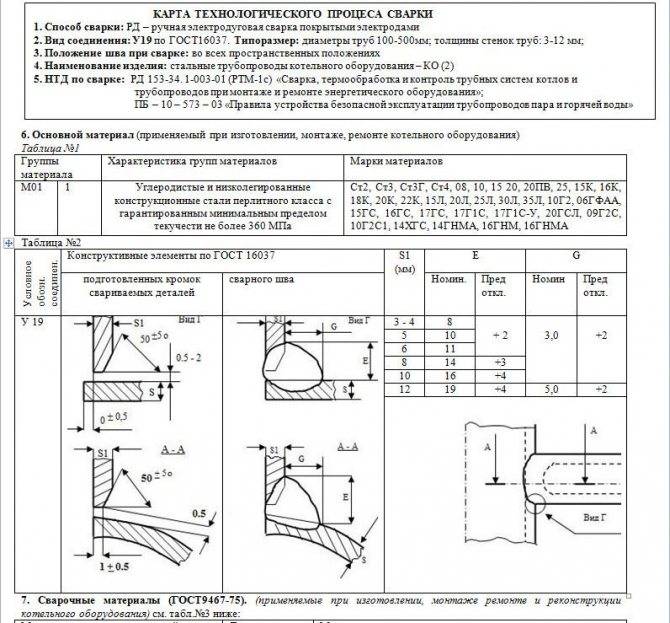
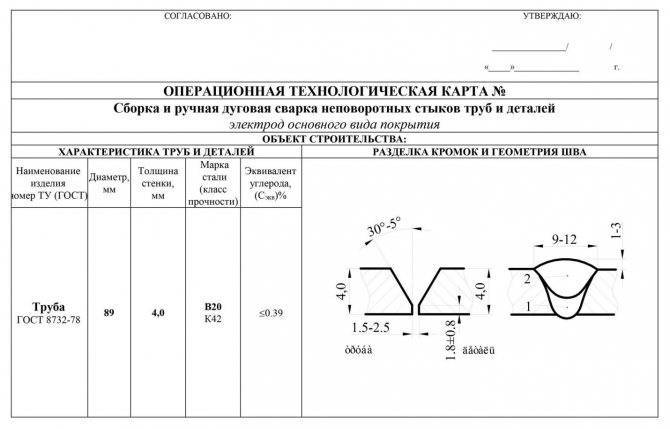
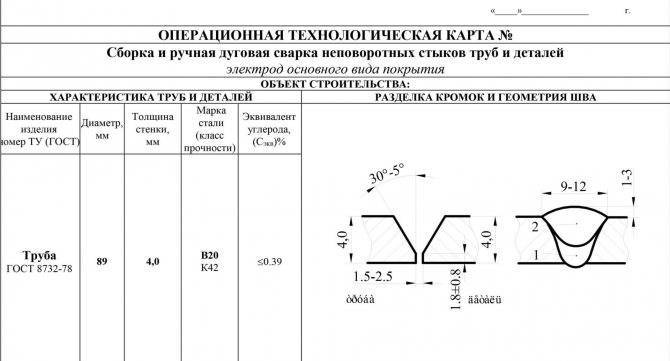
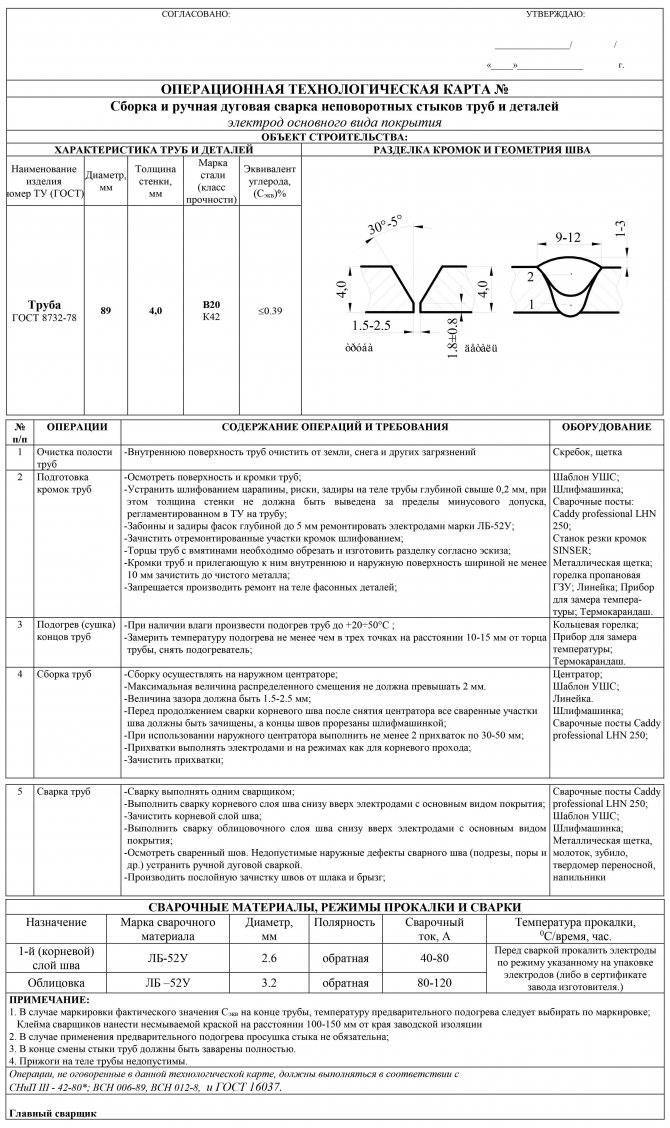
- данные о необходимости предварительной подготовки деталей к сварке. Если должен быть применен скос кромок, необходимо привести точное описание геометрических характеристик, форму скоса и необходимые значения углов;
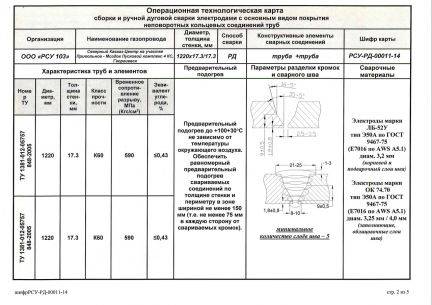
- описание применяемой технологии электродуговой сварки и конкретных аппаратов, посредством которых должна быть выполнена сварка. Указывается режим выполнения сварного соединения, перечень применяемых расходных материалов. Например, при применении ручной дуговой сварки указывается марка и диаметр применяемых электродов, ток при котором осуществляется сваривание, если предусмотрена аргонодуговая сварка, приводится форма применяемого электрода, род и полярность тока, расход газа.
Технологическую карту составляют по результатам исследовательской работы, в которую входят расчеты, эксперименты, подбор оптимальных материалов и многое другое.
Существует огромное количество шаблонов, позволяющих упростить составление карты. Разработанная технология не должна противоречить всем существующим нормам и правилам.
Техника сварочных работ
Принцип электродуговой сварки.
После того как выполнены все требования по технике безопасности, подготовлены материалы и детали, можно приступать к выполнению сварочных работ.
На сварочном аппарате надо установить рабочее значение тока, при котором будет производиться сварка. Ее определяют исходя из марки электрода, типа стали, вида сварного шва, месте его расположения на металлической конструкции и в пространстве. Чтобы образовалась дуга, необходимо электрод поднести к начальному месту для сварки. При этом электрод и металл должны быть перпендикулярны. После того как они соприкоснутся, электрод приподнимают на 2-5 мм от металла, в результате чего образуется дуга.
Такой процесс получения дуги используется для начала шва. Когда необходимо зажечь дугу уже на этапе выполнения шва, когда сварная ванна уже образовалась, этот технологический процесс выглядит несколько иначе. Чтобы шов был непрерывным, дугу надо зажигать прикосновением к ней электрода, немного отступив от места, где дуга оборвалась по шву. Если сварщик обладает опытом, дуга обрывается редко, что позволяет обеспечить целостность сварного шва.
Виды сварных соединений.
От того как в пространстве будет располагаться будущий сварной шов, зависит способ размещения электрода и его позиция. Швы могут располагаться внизу, на вертикальной поверхности (вертикально, горизонтально), на потолке. Элементы, которые необходимо соединить в вертикальной плоскости, сваривают, двигаясь сверху вниз. При нижнем размещении сварного соединения электрод должен быть наклонен в направлении сварки в вертикальной плоскости, а варят при этом «к себе» или «от себя».
Движения электродом по свариваемой поверхности, которые выполняет сварщик, могут иметь различную траекторию. Она зависит от размера шва, типа стали свариваемых элементов, а также от мастерства сварщика. Движения могут способствовать прогреву корней шва, прогреву только одной из кромок шва или п двух кромок.
Устройство сварочного инвертора.
От того каким образом происходит движение электрода по свариваемой поверхности, будут зависеть деформации сварного соединения, и напряжения, которые в после окончания работы будет испытывать шов. Сами движения электродом должны быть поступательными и достаточно плавными. Однако остановки при сварке могут образовывать наплывы, а частое зажигание дуги лишние повреждения окружающей поверхности.
Кроме того, сами сварные швы могут быть длинными, средними и короткими. Размеры их составляют выше 1000 мм, более 350 мм и менее 1000 мм, менее 350 мм соответственно. Если шов должен быть значительных размеров, то его выполняют несколькими отрезками, чтобы не допустить значительного прогревания металла кромок и повреждения поверхности металлической детали (прожига). При этом необходимо учитывать, что шов должен оставаться без отверстий, быть целым и аккуратным. Количество и размер отрезков для длинного шва зависят от его размера и чаще всего делится на 4-5 равных частей, если это позволяет сделать конструктивные особенности детали. Если шов короткий, то началом для него может служить любая удобная для подступа сторона. При средней длине шва его выполнение начинают с середины и постепенно движутся к краям. При этом направление движения обусловлено только конструктивными особенностями детали.
Какая документация оформляется до и при проведении сварочных работ
В ФНП есть четко сформулированные определения, какая именно документация оформляется при проведении сварочных работ.
Сварной процесс на ОПО требует тщательнейшего контроля. Регулировать этапы могут:
- заместители;
- узкоспециализированные специалисты;
- руководители;
- квалифицированные сварщики.
При реализации мер по отслеживанию всех рабочих процессов по сварке, соблюдаются основные пункты ФНП, норм, Госты и СНИПы. Важным моментом является специфичность выполняемых действий и квалификационные данные самого исполнителя сварных манипуляций. Как до начала, так и в конце проведенной сварки требуется составлять пакет соответствующей документации.
Первое-составить технологическую карту, в которой указать последовательность и количество требующихся работ, виды применяемой сварки, кто ОЛ (ответственные лица) и т.д. Кроме того, необходим сварной журнал с указанием детальной информации (ФИО участников рабочего процесса).
Кроме того, требуется еще ряд актов, включающих в себя:
- заключение по КК (контролю качества выполненной сварки);
- заверенные подписью ОЛ протоколы по проведенным испытаниях прочности сварных соединений;
- ЛН (личный номер) присваивается чтобы в последствии разыскать эту информацию в архивных складах или реестрах компьютерных программ. Каждой детали соответствует подробный паспорт.
До начала работ. ППР на сварные работы.
ППР-проект производства работ по сварке (или ППСР) составляется для каждого вида объектов индивидуально. Помимо общих данных вносится ряд таких:
В ППР учитывается:
- Объём предполагаемых работ.
- Данные благодаря которым возможно проконтролировать своевременность и правильность исполнения сварных процессов (с указанием всех задействованных в предварительной подготовке лиц).
- Графики поставок.
- Какой вид сварок используется.
Полезно посмотреть это тематическое видео:
Техкарты на сварку и контроль
Основным для сварщика до начала работ является ознакомление с технологической картой
Крайне важно соблюдать этот момент особенно когда предстоит сварка ответственных соединений. А перед предстоящими сложными монтажными работами огромных конструкций необходимо тщательно изучить технологическую карту сборочно-сварных работ
Изучение специализированных карт позволит сварщику разобраться в деталях работы, изучить специфику предстоящих соединений, заранее подготовить необходимое оборудование. Благодаря этому работа облегчается и улучшаются итоговые показатели.
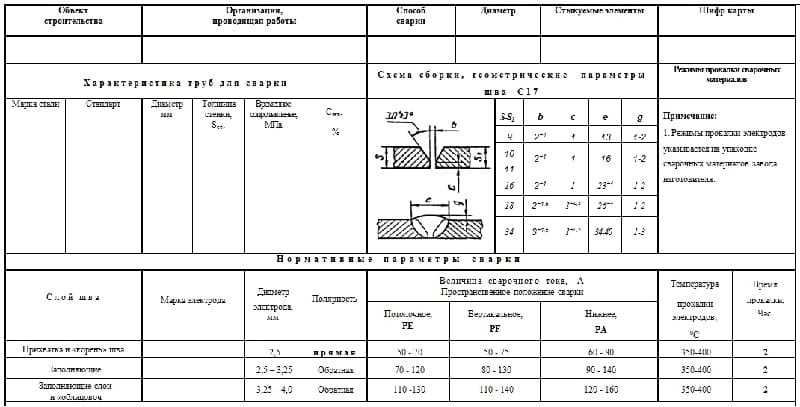
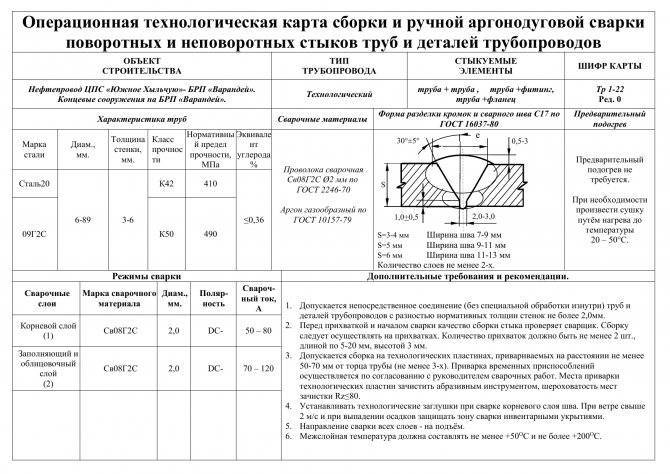
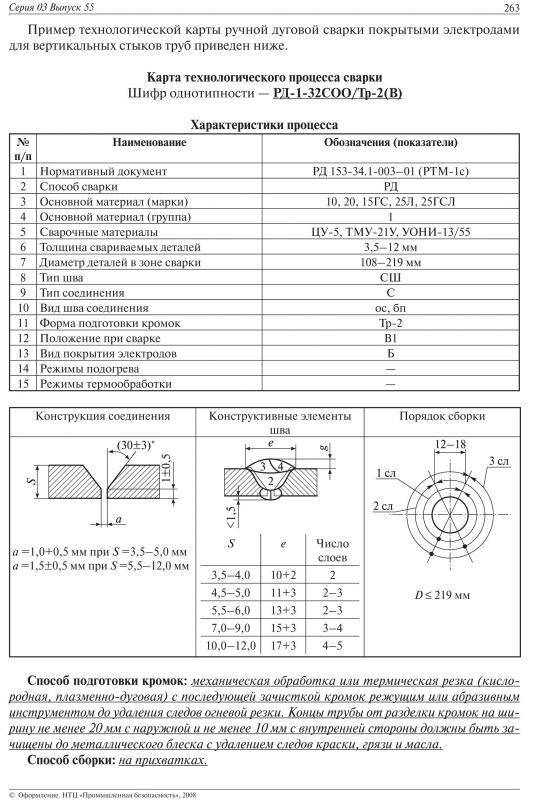
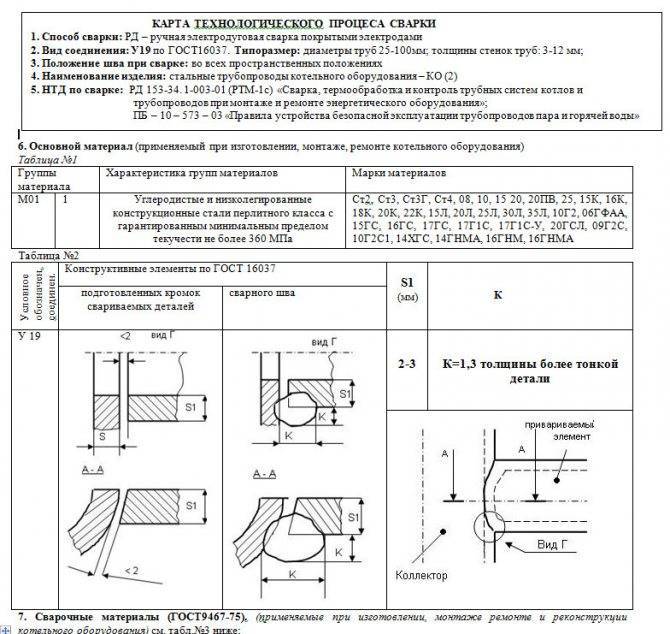
Пример: технологическая карта по сварке трубопровода — РД-1-22СОО С17ГОСТ16037
Должностные инструкции (сварщика, мастера и инженера)
Каждому виду сварной деятельности соответствуют индивидуальные должностные инструкции, с которыми специалисты должны быть ознакомлены в самом начале.
Наряд-допуск.
Перед началом сварки сварщик обязан получить наряд (допуск).
Он включает в себя:
- состав бригады;
- сведения о подготовке;
- указание длительности проводимых действий;
- информацию о вынужденных действиях по обеспечению безопасности, в случае возникновения непредвиденной опасности;
- четко приписанные этапы всех рабочих этапов;
- список руководящего состава.
Составляется ПТД (производственно-технологический документ) в котором: инструкции, чертежи, прописанные ТУ, рекомендации по техно-картам и оборудованию, информация о методологии процесса сваривания.
Немаловажно знать, какую документацию требуется оформлять в процессе выполнения сварочных работ
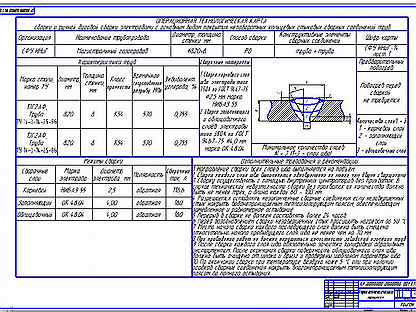
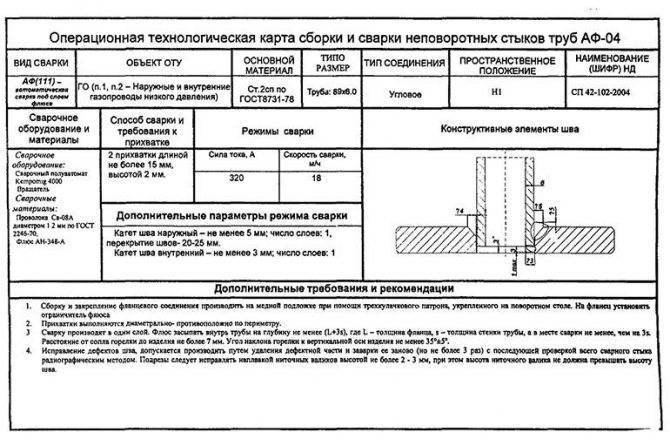
Стандартной техпроцесс сварки фланцев с концами труб
Часто применяемым методом соединения являются фланцы. Они имеют вид плоских деталей разнообразной формы, в которых выполнены специализированные крепежные отверстия труб. При их помощи собираются магистрали из труб различного назначения и длинные конструкции строительства. Они прочно и герметично объединяют трубы, обеспечивая гибкость в обслуживании самых разных стыков. По мимо этого, они объединяют трубу с самым разнообразным оборудованием и клапанами.
В системе трубопровода часто добавляют разгрузочные фланцы, разрешающие проводить частое техобслуживание системы во время ее работы. Для этой цели на концы труб наваривают фланцы, которые после между собой соединяются болтами с применением герметизирующих подкладок. Подобные добавочные вставки в трубопроводную систему позволяю подсоединять разную аппаратуру и устройства, делать дополнительные системы подсоединения.
Фланцы можно обозначать разнообразными способами, к примеру:
- по типу соединений;
- по типу самих фланцев;
- на основании температурных значений и давления;
- по применяемым материалам.
Для производства фланцев применяют углеродистые, низколегированные, нержавеющие стали и конфигурации необычных и редких материалов.
Применение фланцев очень популярно. По этому разработан и ряд стандартных технических процессов, применяемых в процедурах сварки фланцев к трубам.
В большинстве случаев технику сварки определяет требуемая величина люфта (зазора) в создаваемых стыках.
- При отсутствии люфта применяется техника глубокого проваривания кромки трубы (технический прием — в лодочку).
- Люфт более 1.5 мм – технический прием поперечных колебательных движений самого электрода, осуществляемых под конкретным углом к осевой плоскости трубы.
- Люфт составляет 4-5 мм – метод угловых швов.
Фланцы привариваются с обеих сторон для получения качественного соединения
Тут принимается во внимание вид конструкции и требования к креплениям
Напомним, что в подземных трубопроводах не применяются соединения при помощи фланцев, так как фланцы являются самым популярным источником утечки и пожаров.
Метод плавлением
Существует несколько видов сварочного процесса методом плавления, которые должны быть указаны в технологических картах по сварке металлоконструкций:
- Ручная дуговая.
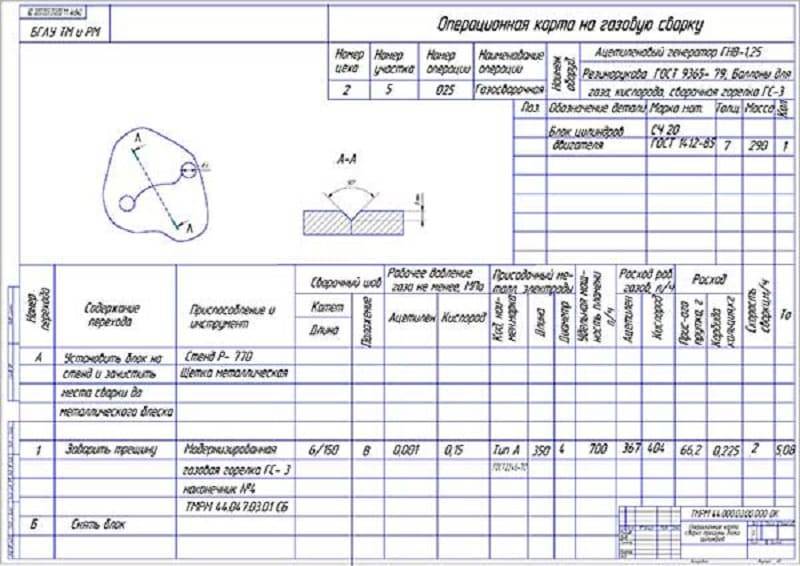
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- TIG сварка.
Наиболее распространенной является дуговая сварка. Она находит широкое применение, как в быту, так и в промышленности. Этим видом сварочного процесса можно соединять детали и конструкции из различных материалов. В комплект аппарата для осуществления этого процесса входят держатели электрода, а также держатель массы, крепящийся на свариваемой детали.
Сварка ручным дуговым методом производится электродами, состоящими из металлического стержня и обмазки, функцией которой является защита стержня и обеспечение стабильности горения электрической дуги.
Операционная технологическая карта сборки и ручной дуговой сварки содержит сведения о том, какие электроды могут использоваться. Имеется большой выбор электродов. При правильном выборе с помощью этого метода может проводиться сварка деталей из различных материалов. Этим методом возможна сварка во всех пространственных положениях, а также в труднодоступных местах. К отрицательным моментам относится низкий КПД работ, невысокая производительность, вредные условия. Такой род работ для получения качественного результата может проводиться только сварщиком, имеющим опыт и высокую квалификацию.
Несмотря на то, что имеется много видов электродов, для разных видов сварки применяются определенные электроды. Имеется указание на то, что перед началом сварки электроды должны быть просушены и другие нюансы этого процесса.
Ручная дуговая сварка потенциально опасна для сварщика, поэтому большое внимание уделяется требованиям безопасности
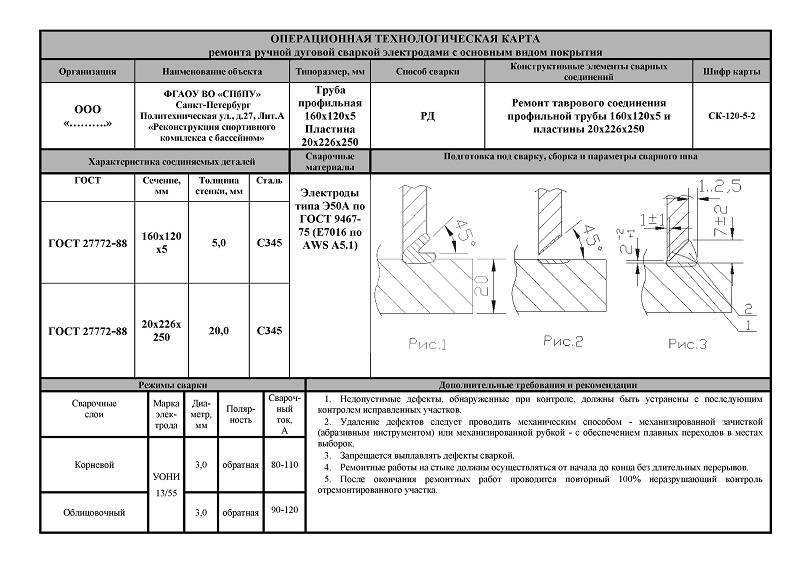
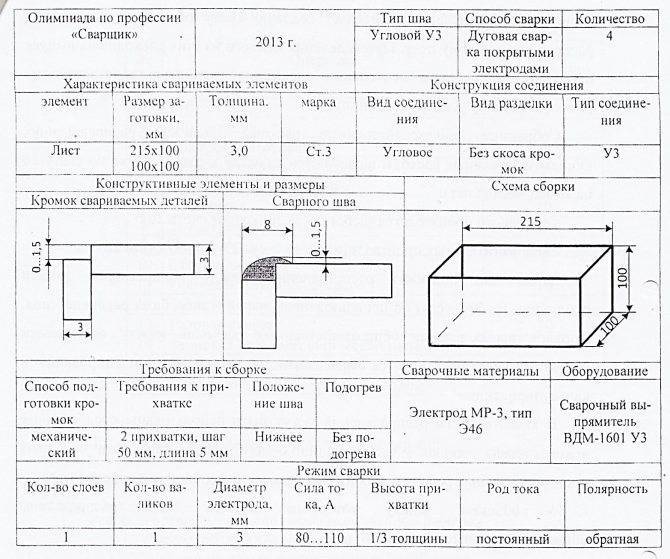
В технологической карте указываются способы подготовки кромок деталей и способ сборки.
В качестве способа сборки чаще всего указываются прихватки.
При сварке стыковым методом для получения хорошего шва большую роль играет форма скосов деталей. В технологической карте указывают, каким рекомендуется делать скос. V-образный применяется для тонких листов, а X-образный используется для сварки более толстых деталей.
Согласно технологии электрод вместе со сварной ванной следует плавно перемещать вдоль линии соединения со скоростью, которая зависит от материала деталей. Рекомендуемая скорость указывается в технологической карте. Основной принцип заключается в том, что тонкие детали требуют большую скорость. Для толстых и массивных предпочтительнее будет более медленная.
Исходя из ширины шва и глубины проплавки, необходимо выбрать способ перемещения электрода — прямой, зигзагообразный, петлевидный. Во время выполнения сварки ручным дуговым способом значительную роль играет направление перемещения электрода. Необходимо выбрать один из трех вариантов: по оси электрода, вдоль оси валика, поперек шва.
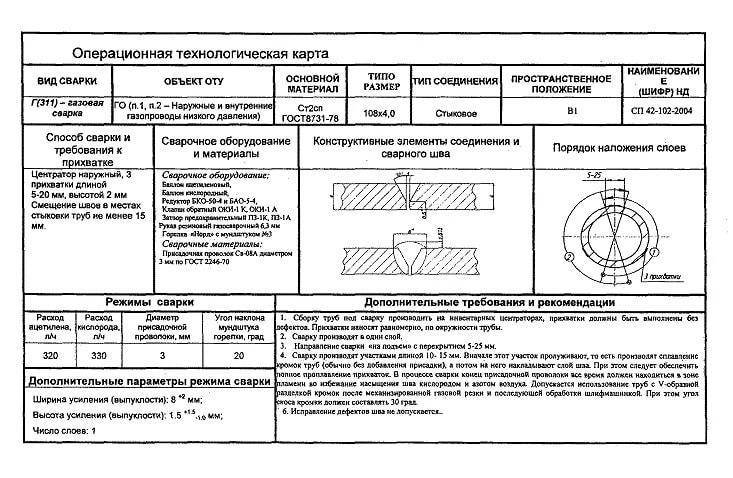
Газовая сварка также осуществляется методом плавления. При этом используется смесь кислорода и горючего газа. К плюсам газовой сварки относится возможность сваривать цветные металлы, в том числе очень тонкие. Недостатком является сильный нагрев детали.
Видом сварки, при которой соединение происходит благодаря тому, что в зону сварки подается проволока, выполняющая роль электрода, является полуавтоматическая сварка. В ту же зону, что и электрод подается защитный газ, функцией которого является защита места сварки от окружающего негативного воздействия. Таким способом можно сваривать черные и цветные металлы. Еще одним достоинством является то, что можно сваривать тонкие детали и обладающие большой толщиной.
Этот вид сварки весьма распространен. С работой таким методом может справиться сварщик и более низкой квалификации, что делает особо востребованной технологическую карту на сварку металлоконструкций. Автоматическая сварка отличается используемым оборудованием.


Применяемые автоматы являются сложным оборудованием, поэтому в технологической карте важным является описание его настройки, которое должно обеспечивать работоспособность. Существует много видов автоматов, поэтому должны указываться рекомендуемые для сварки конкретного соединения.
TIG сварка в основном используется для сварки деталей из алюминия и сплавов, куда он входит в состав. Также она может использоваться для соединения деталей из нержавеющей стали. При этом виде сварки, как правило, используется электрод из вольфрама, что должно быть отражено в технологической карте.
Для чего нужна технологическая карта сварочных работ
Реализация проектов в различных сферах производства (строительстве, машиностроении или любой другой сфере) сопряжена с необходимостью последовательного выполнения ряда технологических процедур.
Все условия и порядок выполнения каждой такой процедуры должны быть исчерпывающе описаны в рабочем проекте. Рабочий проект часто представляет собой многотомный документ, содержащий большой объем текстовой и графической информации. Поэтому составляют технологическую карту, которая помогает представить информацию более компактно, сжато и доходчиво.
Она, по сути, является заранее разработанной и утвержденной инструкцией по сварке конкретного изделия.
Для чего нужна технологическая карта сварочных работ
Реализация проектов в различных сферах производства (строительстве, машиностроении или любой другой сфере) сопряжена с необходимостью последовательного выполнения ряда технологических процедур.
Все условия и порядок выполнения каждой такой процедуры должны быть исчерпывающе описаны в рабочем проекте. Рабочий проект часто представляет собой многотомный документ, содержащий большой объем текстовой и графической информации. Поэтому составляют технологическую карту, которая помогает представить информацию более компактно, сжато и доходчиво.
Она, по сути, является заранее разработанной и утвержденной инструкцией по сварке конкретного изделия.
- 1 Назначение
- 2
- 3 Данные о сварных соединениях
Назначение
Работа исполнителей с проектной документацией оказывается затруднительной ввиду обилия информации и разрозненности сведений.
По этой причине возникает необходимость создания компактного и ёмкого документа, определяющего порядок выполнения той или иной технологической операции в конкретных условиях.
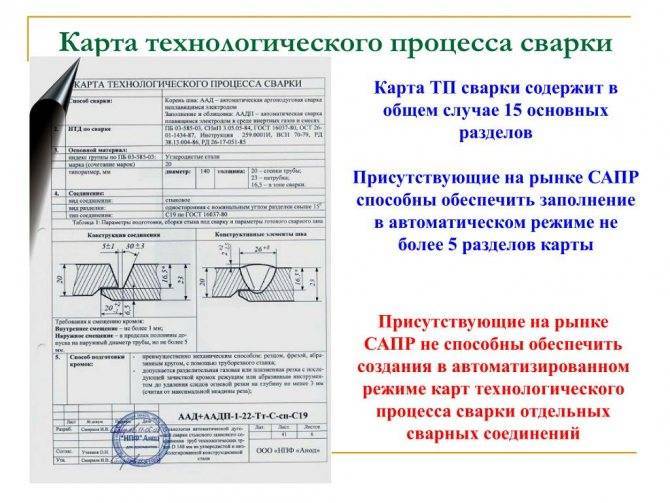
Применительно к сварочным процедурам составляется карта технологического процесса сварки.
Выполнение сварочных работ на производстве осуществляют рабочие бригады сварщиков под руководством мастеров.
При выдаче производственного задания на сварку, как правило, чётко документируется объём работ, подробно расписываются условия их выполнения, применяемое оборудование и материалы.
Это помогает рабочему персоналу соблюсти технологию операции сварки, а руководителю среднего звена легко контролировать процесс её выполнения.
Необходимые для этого данные содержит технологическая карта сварки, которая подготавливается технологами предприятия. В этом документе сконцентрирована вся необходимая информация, содержащаяся в рабочем проекте.
То есть, в карте может не указываться номер ГОСТа, требования которого необходимо выполнить, но подробно расписываются сами требования, касающиеся порядка выполнения сварки.
Единой формы технологической карты сварки, которой обязаны придерживаться все без исключения организации, не существует.
Поэтому, если предприятие столкнулось с потребностью в таком документе, а какие-либо отраслевые нормы вышестоящих организаций в этой части отсутствуют, технологическую карту сварки можно разработать и утвердить самостоятельно.
Поскольку документ такого рода подлежит обязательному утверждению, карта должна содержать шапку, в которой указываются наименования предприятия и объекта, где планируются сварочные работы.
В разделе изложения технологии все однотипные сварочные швы для удобства следует объединить, снабдив их общим описанием, содержащим исчерпывающую технологическую информацию.
Кроме информации чисто технологического характера, карта может содержать некоторые нормативно-технические данные. К ним относятся количественный и качественный состав бригады, выполняющей работу, а также время выполнения операционного задания.
Также в карте могут быть указаны трудозатраты общего объема работ с разбивкой их на отдельные этапы и обозначением контрольных сроков их выполнения.
Отдельный раздел технологической карты может содержать сведения о мерах безопасности при выполнении сварки, мероприятиях по подготовке рабочих мест.
Данные о сварных соединениях
По каждой группе сварных соединений, выполняемых в процессе сборки объекта, должны указываться следующие технологические данные:
- информация о материале, из которого изготовлены соединяемые части объекта, включающая марки сталей, их физические и химические особенности;
- данные о необходимости предварительной подготовки деталей к сварке. Если должен быть применен скос кромок, необходимо привести точное описание геометрических характеристик, форму скоса и необходимые значения углов;
- описание применяемой технологии электродуговой сварки и конкретных аппаратов, посредством которых должна быть выполнена сварка. Указывается режим выполнения сварного соединения, перечень применяемых расходных материалов. Например, при применении ручной дуговой сварки указывается марка и диаметр применяемых электродов, ток при котором осуществляется сваривание, если предусмотрена аргонодуговая сварка, приводится форма применяемого электрода, род и полярность тока, расход газа.
Технологическую карту составляют по результатам исследовательской работы, в которую входят расчеты, эксперименты, подбор оптимальных материалов и многое другое.
Существует огромное количество шаблонов, позволяющих упростить составление карты. Разработанная технология не должна противоречить всем существующим нормам и правилам.
Организация труда на сварочном участке
Сварочные работы предназначены для ликвидации трещин, разрывов, поломок, а так же прикрепления кронштейнов, уголков и т. п. В АТП применяют электродуговую и газовую сварку. Работы газовой сварки обычно подразделяют на сварку деталей из толстолистовой стали и сварку тонколистовой стали кузовов, а так же тонкостенных деталей. Электросваркой ремонтируют массивные детали (раму).
Подготовка металла (деталей) к сварке.
Металл, идущий на изготовление сварных конструкций, предварительно очищают и выправляют.
Очистка должна производиться до сборки узла. В месте сварки кромки тщательно очищают от ржавчины, масла, влаги, окалины, загрязнений, наличие которых приводит к образованию пор и других дефектов
Особенно следует обратить внимание на зачистку в зазоре между кромками. Если в зазор уже собранного узла попали загрязнения, его следует тщательно продуть сжатым воздухом или прожечь пламенем горелки
Очистка производится ручными и механическими проволочными щетками, пламенем многофакельной горелки, абразивными кругами, травлением в растворах кислот и щелочей, промывкой растворителями.
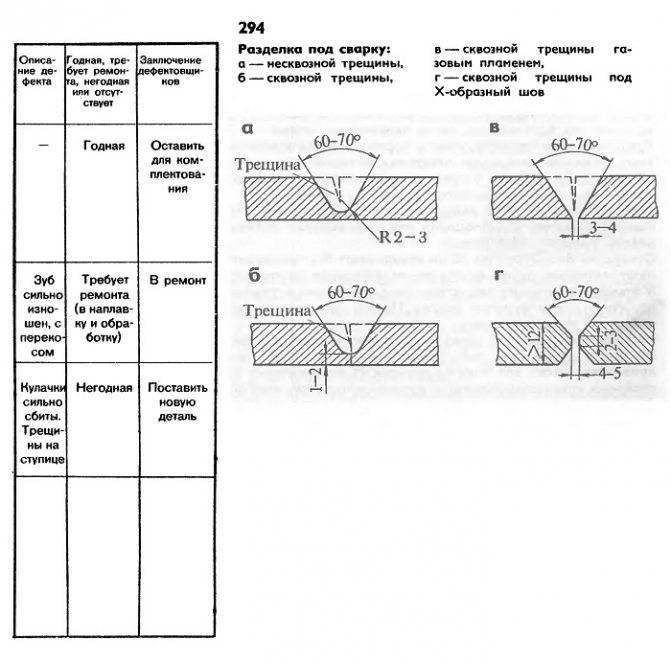
Перед сваркой кромки деталей, если это предусмотрено чертежами, подвергают обрезке, скосу и очистке.
Для обеспечения качественного провара и формирования сварного шва выполняют подготовку кромок под сварку Элементами геометрической формы подготовки кромок под сварку являются: угол разделки кромок , угол скоса одной кромки , зазор между стыкуемыми кромками и притупление. Существующие способы ручной дуговой сварки позволяют сваривать без разделки кромок металл ограниченной толщины — до 6 мм. Поэтому при сварке металла большой толщины необходимо разделывать кромки для доступа сварочной дуги вглубь соединения и полного проплавления кромок на всю толщину.

Сборка деталей под сварку
Более 30 % общей трудоёмкости изготовления сварных деталей и узлов составляют затраты труда на сборку деталей под сварку.
Сборка деталей под сварку выполняется с целью установления взаимного пространственного положения элементов сварных конструкций. Для уменьшения времени сборки, а также повышения её точности применяют различные приспособления: установочные детали, прижимные механизмы, стенды, кондуктор и др.
Сборку деталей под сварку выполняют несколькими способами. Наиболее рационален метод секционной сборки, предусматривающий сборку и сварку отдельных узлов, из которых состоит конструкция, а затем сборку и сварку всей конструкции.
Понятие о производственном процессе
Производственный процесс – совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонта выпускаемых изделий.
Производственный процесс включает:
— подготовку и обслуживание средств производства;
— получение материалов, полуфабрикатов, заготовок и их хранение;
— различные виды обработки – механическую, термическую и т.д.;
— сборку изделий, транспортирование;
— контроль качества на всех стадиях производства;
— покраску, отделку, упаковку готовой продукции и другие действия, связанные с изготовлением выпускаемых изделий, а также все работы по технической подготовке производства.
В ходе технической подготовки производства технологическое проектирование берёт на себя (30-40)% от трудоёмкости общей технической подготовки при мелкосерийном производстве, (40-50)% — при серийном и (50-60)% — при массовом производстве.
Часто трудоёмкость технологического проектирования многократно превосходит трудоёмкость конструирования машин (гусеничный трактор С — 80 — в 5 раз; кран мостовой – в 4,2 раза; гидро- и паровых турбин для электростанций – в 2,5 – 3 раза).
Технологический процесс (ТП) – это часть производственного процесса, включающая в себя последовательное изменение формы, размеров, свойств материала или полуфабриката, его внешнего вида и их контроль. В соответствии с ГОСТ 3.1109-82, технологический процесс – это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда.
Различают:
— технологические процессы механической обработки;
— технологические процессы сборки;
— технологические процессы литья;
— технологические процессы термической обработки;
— технологические процессы покрытий (химических, гальванических, окрасочных и т.д.).
Согласно ГОСТ 3.1109-82, технологический процесс может быть проектным, рабочим, единичным, типовым, стандартным, временным, перспективным, маршрутным, операционным, маршрутно-операционным.
Единичный технологический процесс — ТП изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
Типовой технологический процесс — ТП изготовления группы изделий с общими конструктивными и технологическими признаками.
Групповой технологический процесс – ТП изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
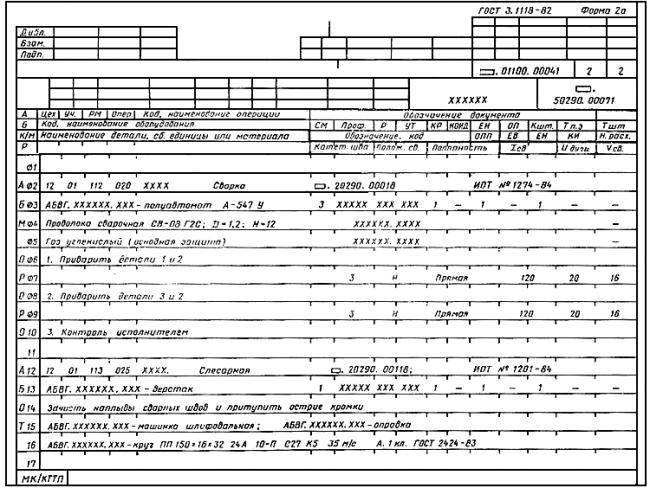
Маршрутный технологический процесс — ТП, содержащий сокращённое описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
Операционный технологический процесс — ТП, содержащий полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов.
Маршрутно-операционный технологический процесс — ТП, содержащий сокращённое описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах.
Практичная схема процесса сварки
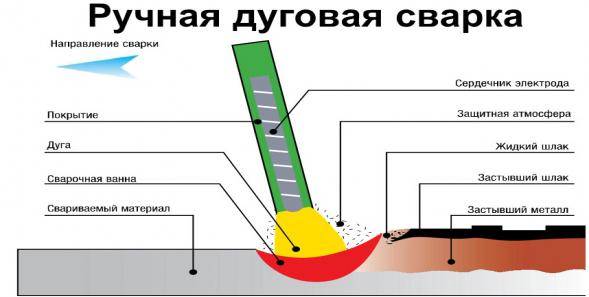
Стержневой электрод (диаметр 1,5-10 мм) закреплен в электрододержателей. Соприкосновение электрода с металлической поверхностью вызывает электрозамыкание цепи и подогрев торца электрода. При отодвигании электрода на 3-5 мм от металла появляется дуговой разряд, который поддерживает переменный ток. Происходит активный локальный подогрев, вызывающий плавление детали. К этому расплаву добавляется металл с торца электрода. Образуется совместная «сварочная ванна». Метод сварки, форма электродов и шва сварки, а еще все нюансы процесса закрепляются в заблаговременно составленной карте тех. процесса сварки.
Аттестованный сварщик, строго следуя технологичной карте, отслеживает неизменность дугового зазора при соединении свариваемых краев, а еще создающийся при кристаллизации металла который расплавлен валик-шов.
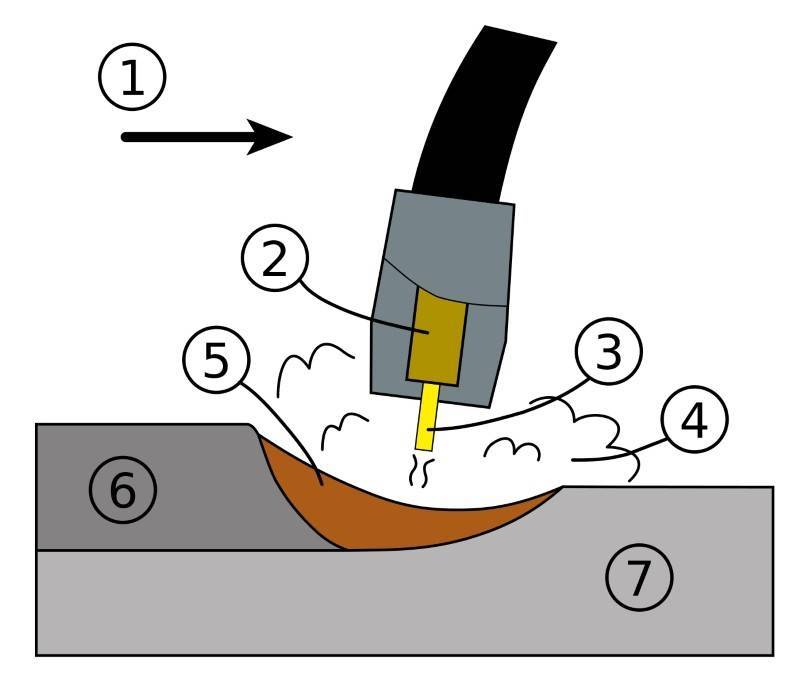
Тут 1.Ориентация процесса сварки; 2.Экранирующая оболочка электрода; 3.Проволока, добавляемая в качестве плавящегося материала; 4.Газ, защищающий от воздушной атмосферы; 5.Сварочная ванна; 6.Шов, появляющийся во время работы; 7.Свариваемая деталь.


Работа с неплавящимся вольфрамовым электродом часто просит добавку присадки из проволки. В область для работы для защиты от примесей из воздуха вводится благородный газ. Такой способ отличается возможностью точного контроля и для ручной сварки, и для механизированного процесса.
Сварка металлических конструкций допускает разные варианты соединений деталей: встык, угловое, с напуском и тавровое.
Группы из различных вариантов швов сварки отличают:
- По позиции в пространстве – снизу, в горизонтальном положении, вертикально и на поверхности потолка.
- Относительно к прикладываемому напряжению – с флангов, с торцов, в конфигурации, наклонное.
- По протяженности – непрерывные либо нет.
- По степени округлости – ровные, рельефные или вогнутые.
- По типу сочленения – в стык или углом (валиком).
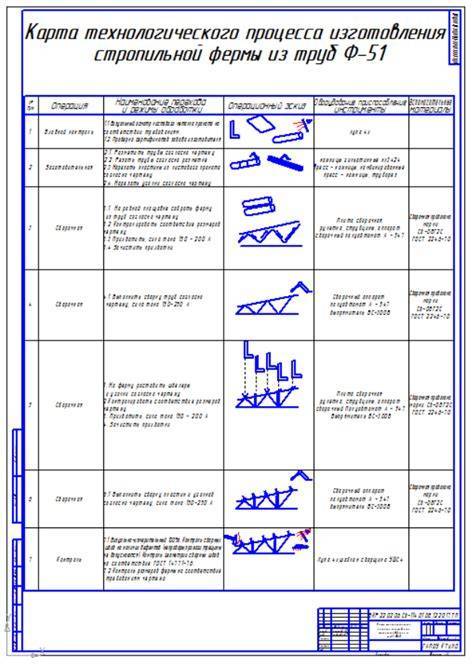
Все это разнообразие принимается во внимание при написании технологичной карты для сварки металлических конструкций. Карта начинается с описания потенциальной области использования
В ней детально указываются типы металлических конструкций, в отношении к которым применима эта технология, расписывается расположение деталей и углы креплений. Устанавливается режим температур
Карта начинается с описания потенциальной области использования. В ней детально указываются типы металлических конструкций, в отношении к которым применима эта технология, расписывается расположение деталей и углы креплений. Устанавливается режим температур.
Ядром техкарты выступает сварочный маршрут и его технические свойства. Он делится на разделы:
- Начальная подготовка работ и правила их проведения.
- Типы работ.
- Очередность этапов.
- Схемы, конструкторские чертежи, их описание по каждому процессу.
- Техника безопасности и условия труда.
- Численность и квалификация аттестованных сотрудников, продолжительность работы.
- Расходники, их кол-во.
Четко проработанный маршрут тех. процесса позволяет заблаговременно оценить технические и финансовые затраты, рабочие сроки и экономическую результативность.
Финальным разделом техкарты считается финансовый расчет нужных финансовых и людских ресурсов.
Технологическая карта на сварку труб из стали похожа приведенной выше карте по форме, но несколько выделяется по информации.
В данный документ включены следующие данные:
- Область применимости техкарты, для каких объектов она работает.
- Общие положения и советы по выполнению работ.
- Описание технологии и требования по организации процесса работы.
- Качественный контроль работ.
- Условия для выполнения работ и техника безопасности.
- Список применяемой документации нормативной базы и ГОСТов.
- Техкарты по каждому виду сварки.
Инструкции подготавливаются по любой процедуры по отдельности, по всей их совокупности и очередности, по предварительному контролю свариваемых объектов на предмет поломок, чистоты и недостатков. В первую очередь следование технике безопасности работ и противопожарным, требованиям охраны труда при приготовлении рабочей площадки.
Все действия нужно выполнять согласно операционным техкартам, входящим в технологическую карту процесса в общем. Качественность проведения работ устанавливается по указанным там же методикам проверки швов.
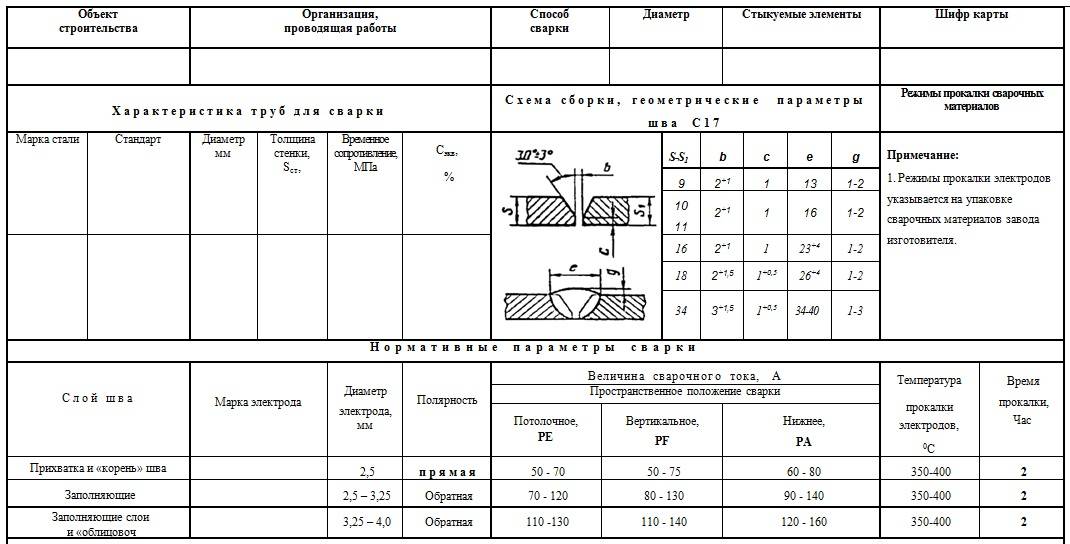
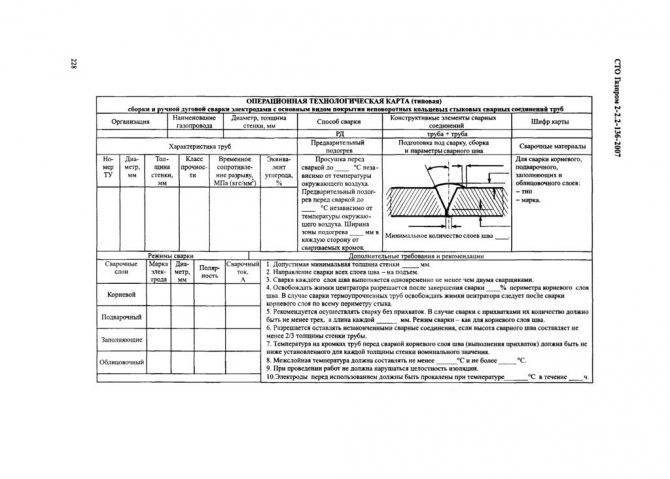
Как пример приведем техкарту сварки трубопровода.