Описание и разновидности проволоки СВ08Г2С
Проволока сварочная СВ08Г2С является превосходным расходным материалом для сварки. При ее применении получают изделие с идеальным, ровным швом. Расшифровать маркировку этой проволоки не трудно, хотя не многие знают точно, что именно значат все эти цифры и буквы. Как же расшифровывается маркировка СВ08Г2С?
- Первые две буквы – СВ, говорят о том, что это сварочная проволока стальная.
- Цифры, что идут следом – 08 указывают на норму углерода.
- Г – это марганец, присутствующий в составе.
- Следующая цифра – количество марганца в составе, то есть 2%.
- Наконец, буква С означает кремний. Если за ней есть цифра, то она указывает на количество кремния, но в данном случае цифры нет, и это значит, что кремния тут до 1%.
Важно! Этот тип проволоки сочетается с любой разновидностью сварочного аппарата.
Уже по названию этой марки можно многое о ней сказать. Например, марганец указывает на увеличенную прочность соединения. Кремний же повышает механические качества материала после сварки.
Производят проволоку этого типа в 2 видах.
- Первый вариант – с медным слоем. В маркировке, в конце всегда имеется буква О в конце, что значит «омедненная» (СВ08Г2С-О). Она может иметь сечение от 0,8 до 2 мм. Размеры – 0,8, 1,0, 1,2, 1,4, 1,6 мм.
- Второй вариант – без покрытия. Диаметр от 0,6 до 6 мм.

Химический состав для сваривания стали
Стальная сварочная присадка гарантирует хорошие механические свойства сварного шва. Основные марки проволочной присадки, используемые для сварки углеродистых сталей, показаны в таблице ниже:
| Маркировка присадочной проволоки | ||
| Защита: азот и гелий | Защита: CO2 | |
| 20ХГСА | Св-15ХМА, Св-18ХГСа | Св-08Г2С |
| 30ХГСА | Св-15ХМА, Св-18ХГСа | Св-10ГСМ, Св-10ГСМТ, Св-08Ч2СМА |
| 12ХМ | Св-08ХМ | Св-10ХГ2СМА |
| 15ХМ | Св-08ХМ | Св-08ХНСМА, Св-08ХГ2СМ |
| 12Х1МФ | Св-08ХМФА | Св-08ХГСМФА |
| 15Х1МФ | Св-08ХМ | Св-08Х1М1ГСФ |
| 15Х5М, 15Х5, 15Х5ВФ | Св-10Х5М, Св-08Г2С | Св-08Г2С |
Согласно государственному стандарту, присадочные проволоки для сварки нержавейки и обычной стали подразделяются на:
- углеродистые, предназначенные для соединения изделий из низко и среднеуглеродистых сталей;
- легированные, для сваривания низколегированных и термостойких металлов;
- высоколегированные, использующиеся при работе с хромникелевыми, нержавеющими или другими легированными сортами сталей.
Присадочные материалы для нержавейки представляют собой хром или никельсодержащие стали.
Основными преимуществами специализированных сварочных присадок, предназначенных для соединения изделий из нержавеющей стали, являются:
- высокое качество сварного шва;
- однородность и отсутствие пор в соединении;
- коррозионная стойкость;
- минимальный коэффициент разбрызгивания металла;
- стабильное горение электрической дуги при работе.
При попытке рассчитать расход присадки на шов следует учитывать, что присадка для нержавеющей стали обладает увеличенным ресурсом.
Расходники, применяемые при работе с высоколегированными или нержавеющими сталями, подразделяются на два вида:
- порошковые;
- сплошные.
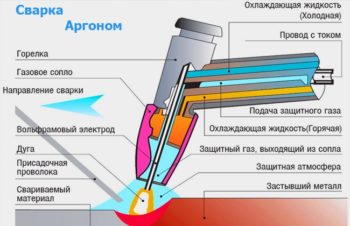 Метод сварки в среде аргона.
Метод сварки в среде аргона.
Порошковые присадки позволяют вести сварочные работы без применения защитных газов. В простейшем случае порошковая присадка представляет собой полую трубку с флюсом внутри.
При работе, флюс и присадочные элементы образуют облако газа, способствующего качественной проварке шва. Подобные проволоки могут применяться в условиях недостаточного пространства, поскольку сварочный аппарат без баллона с газом может доставать даже до самых труднодоступных мест.
Сплошные проволоки – это обыкновенные присадки, предназначенные для проведения сварочных работ в среде защитных газов, например, Аргона или углекислоты.
Стоит отметить, что присадочные элементы, используемые для сварки нержавеющей стали, делятся на классы:
- нормальной точности;
- повышенной точности с маркировкой П.
Наиболее часто используемыми видами присадочных материалов для сварки изделий из нержавейки являются:
- Св06Х20Н11М3.
- Св01Х18Н10.
- Св01Х19Н9.
При расшифровке следует помнить, что:
- А обозначает азот;
- Б – ниобий;
- В – это вольфрам;
- Д – медь;
- М – молибден;
- С – это кремний;
- Т – титан;
- Х – хром;
- Н – никель;
- Ю – алюминий;
- Ф – ванадий;
- Ц – цирконий.
Виды сварочной проволоки
Сварочная проволока изготавливается для полуавтомата в форме катушек, что дает возможность наладить непрерывную подачу электрода в рабочую зону. Такие электроды для полуавтомата классифицируются несколькими способами. Выделяются расходники сплошного сечения, порошковые и активированные. Такой типологии относятся любые расходные материалы для полуавтомата: стальные, латунные, алюминиевые проволоки и прочие виды для полуавтомата.
Основной состав металлической порошковой проволоки для полуавтомата представляет собой трубчатый электрод, состоящий из наружной металлической оболочки с сердечником из порошкообразных материалов. Металлическая оболочка может быть кобальтом, никелем, железом или нержавеющей сталью. Оболочка проводит электрический ток во время процесса соединения сварки. Внутренняя порошковая композиция металлической порошковой проволоки для полуавтомата, состоит как из элементарных, так и легированных (нержавеющих) порошков, таких как никель, кобальт, хром, вольфрам, молибден и марганец.

Порошковая проволока
В процессе изготовления электродов металлические полосы входят в мельницу, образуя внешнюю металлическую оболочку для порошковой сердцевины. Используя специализированный процесс подачи, порошок попадает в оболочку точно в необходимом объеме. Расходный материал прокатывают в трубчатую форму и затем натягивают до конечного размера в диапазоне от 0,45 до 0,125 диаметра.
Некоторые из преимуществ использования сварочных металлических порошковых проволок для полуавтомата заключаются в том, что при определенных условиях (например для алюминия) могут быть получены более высокие скорости осаждения, отличное сращение с боковиной, восстановление шлаковых включений, уменьшение паров и применение для специальных сплавов.
Внешняя металлическая оболочка порошковой проволоки для полуавтомата проводит электрический ток для сварки. Внутренние компоненты металлической порошковой проволоки состоят в основном из сплавов, марганца, кремния, а в некоторых случаях — из никеля, хрома и молибдена, а также очень небольших количеств стабилизаторов дуги, таких как натрий и калий, причем баланс представляет собой железный порошок, Металлические порошковые электроды дают возможность иметь сплавные композиции, используемых для конкретных применений в меньших партиях, чем обычные большие электроды сплошной проволоки.
В настоящее время доступны многие сплавные композиции с использованием хрома, никеля и молибдена, в том числе аустенитные и ферритные сплавы из нержавеющей стали. Электрод из металлических порошков практически не образует шлакообразующих компонентов во внутреннем заполнении проволоки. Подобно сплошной проволоке MIG, сварные швы, выполненные из металлической порошковой проволоки, будут иметь только небольшие островки кремния из раскисленных продуктов, которые появляются на поверхности сварного шва.
Электродная проволока для полуавтомата используется для соединения при защите углекислого газа. Такие расходные материалы состоят из оболочки на 93%, а остальная масса приходится на порошок. Активированный вариант представлен СВ08Г2С как самой популярной в употреблении, которая производится с применением щелочных металлов, с высокой степенью ионизации.

Электродная проволока СВ08Г2С
Такие комплектующие позволят увеличить стабильность электрической дуги. Также такой тип провода более толерантен к механическим повреждениям. Также низкая теплопроводность щелочных элементов позволяет сохранить тепло в сварной зоне.
Омедненная проволока
К медной проволоке для сварки полуавтоматом обращаются в тех случаях, когда необходимо сварить углеродистую и низколегированную стали в среде защитных газов. Она применяется в промышленности, при производстве водного и наземного транспорта, монтаже трубопроводов, при выпуске железнодорожных вагонов, установке конструкций, которые будут эксплуатироваться при перепадах температур и давления.
Проволока из меди позволяет получить прочный шов, не подверженный коррозии и выдерживающий длительные механические воздействия. Высокая ударная вязкость и устойчивость к возникновению трещин гарантированы, если количество меди в проволоке не более 0,25 %, а толщина покрытия – не менее 6 мкм. Не менее важными преимуществами являются следующие:
- Превосходный подвод тока.
- Металл не разбрызгивается.
- Стабильная и равномерная подача расходного материала.
- Небольшой абразивный износ наконечника, подводящего ток.
- Эстетичный внешний вид.
При выборе проволоки внимательно проверьте качество намотки. Если витки неплотно прилегают друг к другу, то изделие может быть деформировано, и тогда оно будет «заедать» в сварочном аппарате. Чтобы избежать воздействия влаги, хранить проволоку нужно, обернув кассету в ингибиторную бумагу.
Контроль расхода сварочной проволоки
В процессе сварки на полуавтомате, необходимо вести учёт расхода проволоки для сварки и газовых смесей. Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.
На расход проволоки для сварки оказывают влияние такие показатели как:
- химический состав металла;
- диаметр и качество самой проволоки;
- данные технических характеристик рабочего полуавтомата для сварки;
- проведение сварки в среде нейтрального газа.
Во многих случаях, расход используемой сварочной проволоки считается до 1,5 % от веса всей конструкции. А вес проволоки превышает вес наплавляемого материала до 6%, так как имеют место угар и отходы.
Нормы расхода определённых марок проволоки на метр сварочного шва определяются по формуле М = НР ∙ КР. (где М – масса наплавляемого металла, напрямую зависящая и от металла, и от вида сварочного шва). КР – коэффициент расхода используемой проволоки (значение берётся из таблиц). Исходя из данной формулы рассчитывают потребность в сварочной проволоке не только для конкретного вида работ, но и для всего предприятия в течение времени.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
 сваренный полуавтоматом толстый металл
сваренный полуавтоматом толстый металл
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
Порошковая сварочная проволока
Применяется при соединении деталей из низколегированных, среднеуглеродистых, углеродистых сталей. Важный аспект успешной операции — отсутствие газообразных сред. Другое название порошковой проволоки для сварки — флисовая — обусловлено тем, что изделие не целиком состоит из металла, а лишь частично, внутри заполняясь порошком (флисом). Содержание последнего составляет 15-40%; конкретная величина указывается в сертификате на расходные элементы.
Достоинства использования данного материала — качество соединения, легкость удаления шлакового налета, стабильно горящая дуга при стыковке деталей.
- органическая рутиловая (для низкоуглеродистых сталей; пример — марка ПП-АН1);
- рутил-флюоритная (сваривает низколегированные стали; ПП-АН4, ПП-АН9, ПП-АН20);
- флюоритно-карбонатные (низкоуглеродистые и низколегированные стали ответственных конструкций; ПП-АН11, ПП-АН17);
- флюоритные (по особенностям — нечто среднее между вторым и третьим типом; ПП-2ДСК);
- рутиловая (среднеуглеродистые стали; ПП-АН8, ПП-АН10).
Порошковую проволоку часто путают со стальной. Например, сварочная проволока esab (эсаб) одними производителями называется стальной, другими — порошковой, что вводит потребителя в заблуждение. Правильнее все же выделить флюсовый аналог в отдельную группу. Причина в том, что использование флюса в разы увеличивает возможности полуавтоматической сварки. Тем более, порошковая проволока гарантирует более качественное соединение, нежели обычная стальная.
Качество сварки металлических изделий во многом определяется характеристиками подобранного расходного элемента. Рекомендация опытных сварщиков использовать универсальные элементы (та же сварочная проволока esab) имеет место, но не всегда. Например, она не очень хороша при работе без применения защитных газов, как показывает опыт специалистов.
Какие из известных проволок для сварки металлов использовали вы? Поделитесь своим опытом в обсуждении к статье.
Виды сварочной проволоки
Сварочная проволока служит в роли присадочного материала. Поставляется она в бобинах, которые устанавливаются в подающий механизм аппарата для сварки. Такой подход позволяет существенно увеличить скорость сваривания металлов и заметно повысить производительность труда.

При выполнении различных сварочных работ применяются такие виды сварочной проволоки:
- Порошковая проволока;
- Алюминиевая;
- Нержавеющая;
- Омедненная проволока;
- Стальная.
Омедненная сварочная проволока используется при дуговой сварке, когда нужно варить низколегированные и углеродистые стали. Она позволяет избежать разбрызгивание металла и обеспечивает высочайшее качество сварного шва.

Нержавеющая проволока используется преимущественно для сварки сталей с большим процентным содержанием никеля и хрома. Она позволяет получить стойкий к коррозии сварочный шов, а также обеспечивает стабильность дуги и небольшое количество брызг.
Стальная проволока для сварки
Стальная сварочная проволока получила наибольшее применение в производственной деятельности человека. Стальную проволоку классифицируют по многим характеристикам, самыми важными из которых являются состав, диаметр и прочность.
Существует достаточно большое разнообразие стальной проволоки. Для сварки сталей с низким содержанием углерода применяется проволока марок Св-10Г2, Св-08, Св-ЮГЛ. Для сваривания среднелегированных и низколегированных сталей, проволока Св-08Г2С, Св-18ХС, Св-08ГС.

Для сварки высоколегированных марок сталей применяется, особые марки сварочной проволоки, такие как: Св-12Х13, Св-08Х14ГНТ.
Алюминиевая проволока
Сварочная проволока из алюминия в основном используется для сварки алюминия и его сплавов. Это отдельный вид сварочной проволоки, который обеспечивает дополнительную прочность сварному соединению, придает ему устойчивость к коррозии.

Алюминиевая проволока для сварки чаще всего применяется для сварки в автомобильном производстве, а также, в судостроении. Кроме того, очень часто её применяют для сваривания тех конструкций, которые будут взаимодействовать с водой в процессе эксплуатации.
Что такое порошковая проволока
Отдельного внимания заслуживает такой вид сварочной проволоки, как порошковая проволока. Используется она преимущественно при полуавтоматической сварке без газа.

Конструкция и состав порошковой проволоки устроены таким образом, что можно полностью отказаться от защитных газов в процессе сваривания металла. Внутри порошковой проволоки уже заключён флюс, который при сгорании образует облако газа над сварочной ванной, защищая её от пагубного воздействия кислорода.
- Какие функции сварочных инверторов самые важные
- Сможет ли генератор на 1,5 кВт потянуть сварочный аппарат
- Чем маски Хамелеон так плохие, что от них все отказываются
Лучшая порошковая сварочная проволока
Проволока отличается трубчатой формой, внутри которой находится флюс и металлический порошок. Это позволяет еще лучше защищать сварочную ванну от включения внешней среды при использовании инертного газа или вообще варить без баллона.
Такая технология нашла применение в сварке емкостей для химической промышленности, монтаже удаленных конструкций, куда нет возможности доставить баллон с газом, или подводной сварке.
Но у шва образуется шлаковая корка, которая требует очистки. Стоит такая проволока гораздо дороже, поэтому оправдана только в вышеуказанных случаях.
| Elitech 0606.016000 (0.8 мм; 1 кг) | E71T-GS (5 кг; 0.8 мм) Кедр | QUATTRO ELEMENTI 770-384 (0.45 кг; 0.8 мм) | |
| Вес, кг | 1 | 5 | 0,45 |
| Диаметр, мм | 0,8 | 0,8 | 0,8 |
| Еврокатушка | D100 | D200 | D100 |
| Родина бренда | Россия | Россия | Россия |
Elitech 0606.016000 (0.8 мм; 1 кг)
Присадочный материал от российского производителя. Отличается ровной укладкой на катушку и полностью рассчитан на сварку без газа.

+ Плюсы Elitech 0606.016000
- Отлично держит дугу и защищает сварочную ванну от включений.
- Шов гладкий, почти без чешуи.
- Присадочный металл хорошо растекается.
- Большое количество флюса внутри.
— Минусы Elitech 0606.016000
- Каждый килограмм проволоки стоит свыше 1000 рублей.
- Все пользователи отмечают повышенное количество брызг, что требует более длительной последующей обработки.
- Нуждается в долгой регулировке скорости и вольтажа, поскольку может сгорать не доходя до свариваемого металла.
Вывод. Эта присадка вошла в рейтинг сварочной проволоки благодаря глубокому провару даже при узкой разделке кромок. Она подойдет для сварки ответственных соединений, где в приоритете прочность, а не эстетическая красота шва.
E71T-GS (5 кг; 0.8 мм) Кедр
Еще один российский продукт. Выпускается в крупных бабинах по 5 кг с диаметром 0.8 мм. Кроме соединения сторон способен незначительно легировать шов за счет имеющихся присадок.

+ Плюсы E71T-GS (5 кг; 0.8 мм) Кедр
- Цена гораздо меньше, чем у других проволок с порошком.
- Поставляется в надежной упаковке, препятствующей отсыреванию флюса.
- Легко плавится и течет.
- Получаются прочные и красивые широкие швы.
— Минусы E71T-GS (5 кг; 0.8 мм) Кедр
- Совместима только с инертными газами.
- Намотка не всегда ровная.
- Может немного оставлять поры в структуре шва.
Вывод. Это отличная сварочная проволока для наплавки металла в специфичных условиях. При правильной регулировке можно добиться более толстого шва, чем у других версий присадки, что сокращает число проходов для достижения нужной высоты.
QUATTRO ELEMENTI 770-384 (0.45 кг; 0.8 мм)
Итальянская сварочная проволока в еврокатушке с весом 450 г и диаметром 0.8 мм. Подходит как для сварки со всеми видами защитного газа, так и без них.

+ Плюсы QUATTRO ELEMENTI 770-384 (0.45 кг; 0.8 мм)
- При правильной настройке можно сварить даже тонкую жесть с сечением 0.3 мм.
- Присадочный металл ложится легко — особенно удобно заваривать отверстия.
- Глубокий провар.
- Почти нет пор.
- Не прожигает металл и не выдавливается с обратной стороны.
— Минусы QUATTRO ELEMENTI 770-384 (0.45 кг; 0.8 мм)
- Присадочный металл ложится легко — особенно удобно заваривать отверстия.
- Глубокий провар.
- Почти нет пор.
- Не прожигает металл и не выдавливается с обратной стороны.
Вывод. Неплохая проволока для полуавтомата и ремонта авто в полевых условиях. Она подойдет как для сварки тонкого корпуса, так и толстой рамы, лонжеронов. Хорошо держит дугу и поможет наложить прочный шов за короткое время.
Общие сведения
На фото проволоку для сварки представляют в виде бухты. В таком виде она и продается. При использовании отрезают куски необходимой длины. Остальную часть вновь сворачивают полукольцами.

Какой диаметр лучше, хуже – имеет второстепенное значение. Он подбирается так, чтобы соответствовать толщине металла свариваемых деталей. Классифицируют проволоку не по диаметру, а по наличию в ней требуемых микроэлементов – химическому составу.

Маркировка отечественных изделий осуществляется по ГОСТ 2246-70, зарубежных — AWS.
Применяются буквенно-циферные обозначения
Важно ориентироваться по буквам, цифрам, чтобы понять химический состав расходного материала

Точное указание маркировки имеет значение при заказе, чтобы точно определить какая проволока нужна. Зарубежные обозначения трудночитаемы, поэтому потребуется помощь специалиста для подбора изделия нужного качества.

Эксплуатационные условия проволоки нержавеющей сварочной:
Применяется для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11,08Х18Н10Т, 12Х18Н10Т, 304 и т.д. в среде защитных газов (Ar).
Характеристики Основные Производитель Gradient Страна производитель Китай Диаметр проволоки 0.8 (мм) Тип сварочной проволоки Сплошного сечения Тип сварочной проволоки по применению Для аргонодуговой сварки (в виде присадочной проволоки) Тип проволоки по содержанию углерода и легирующих элементов Высоколегированная Вид сварочной проволоки Нержавеющая Вес катушки с проволокой 1.15 (кг)
Нержавеющий материал представляет собой универсальный, прочный и коррозийно-стойкий металл, который нaшел свое примeнение практичeски во всех отрaслях деятельности.
Благодаря уникальным эксплуатационным и техническим показателям нержавеющая сталь, а соответственно и нержавейка проволока, активно применяется во всех разновидностях современной промышленности.
Менеджеры нашей компании постоянно сотрудничают с клиентами, предоставляя им изделия высококачественного металлопроката из нержавеющей стали.
Помимо этого множество частных лиц и государственных предприятий заказывают именно у нас необходимые конфигурации металлоконструкций, современного оборудования и деталей механизмов, которые могут иметь нестандартные габаритные размеры. Купить изделия из нержавейки можно прямо на официальном сайте нашей компании.
Именно здесь вы сможете без особых проблем заказать нержавеющие фланцы, трубы, переходы, шестигранники, а так же всевозможные изделия кислотного металлопроката.
При этом абсолютно все наши заказчики могут быть полностью уверены в качестве нашей продукции.
Как выбрать нужный материал
Сварочные расходники для полуавтомата подбираются в зависимости от материалов, которые нужно сваривать, а также способа варки (с газом или без).
Для соединения низкоуглеродистой стали используют виды электрода с малым процентом углерода в составе (с цифрами в маркировке 080, а также с составом кремния). Конструкции из такого материала соединяют путем сваривания проволокой для полуавтомата без газа.
Если нужно сваривать легированные и нержавеющие стали, то, в соответствии с обозначениями, подбирают наиболее подходящий расходник.
Сварка алюминия происходит в защитной среде аргона, а значит понадобиться материал сплошного сечения с подходящим составом. Алюминиевую проволоку для полуавтомата рекомендуется быстро использовать после распаковки, так как после длительного хранения на ее поверхности появятся те же окислы от контакта с атмосферным кислородом.
Как и алюминий, медь варят в аргоне или другом газе. Расходники подбирают в зависимости от деталей. Можно выделить такие виды проволоки:
- Для сваривания чистых и малолегированных медных деталей.
- Для сваривания бронзы и других низколегированных медных сплавов.
- Для сварного соединения литых и прокатных видов меди.
Часто бывает, что путем сварки нужно соединить разные виды металла. Для этого используют наплавочные типы (обозначение НП).
Такие металлы, как чугун и никель имеют коррозионные и жаростойкие свойства, следовательно, нужно подобрать соответствующую проволоку с никелевым составом.
Для чугуна используются рутиловые порошковые типы проволоки.
Диаметр нужной проволоки будет зависеть от толщины деталей. Для полуавтомата он может быть от 0,3 миллиметров до 2 мм. Опытный сварщик, зная технологию, может использовать один по толщине расходник в очень широком диапазоне работ.
Если Вы решили обучиться работе со сваркой полуавтоматом, то лучше всего, чтобы в этом деле Вам помог опытный специалист. Профессионал сможет подобрать нужные материалы или объяснить универсальные способы использования той или иной проволоки.
А что Вы можете посоветовать по выбору сварочной проволоки для полуавтомата, исходя из собственного опыта? Какие типы проволоки наиболее универсальны по Вашему мнению? Нам Важен ваш опыт в таких видах сварочных работ. Оставьте свои замечания в блоке к этой статье.
Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы классифицируют следующим образом:
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки. В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.

Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки. Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
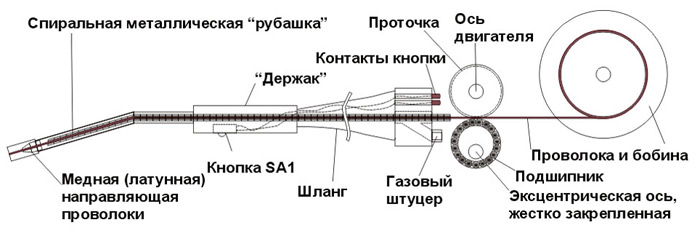
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.
С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час. При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
https://www.youtube.com/embed/jsevhCHJoUI Резиновая киянка. Молоток с мягким характером Малка-угломер. Незаменимый транспортир строителя