

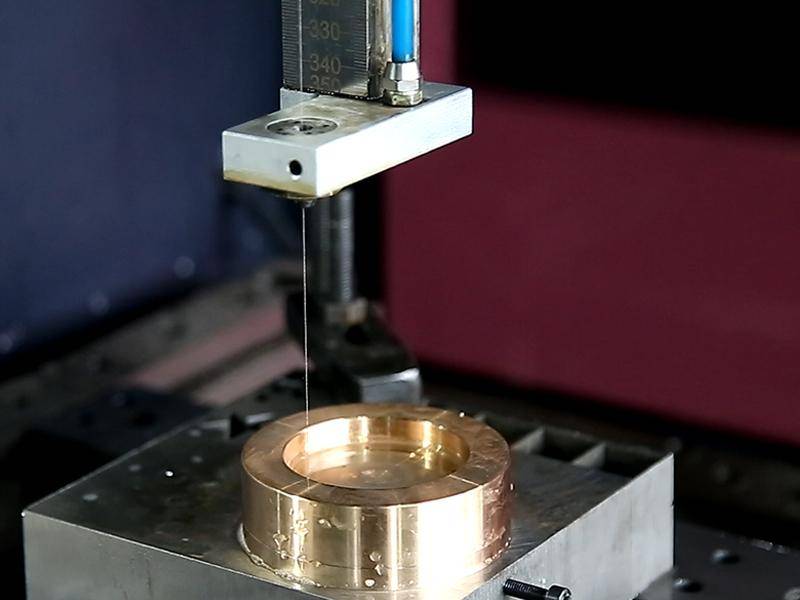
Проволочно-вырезные станки
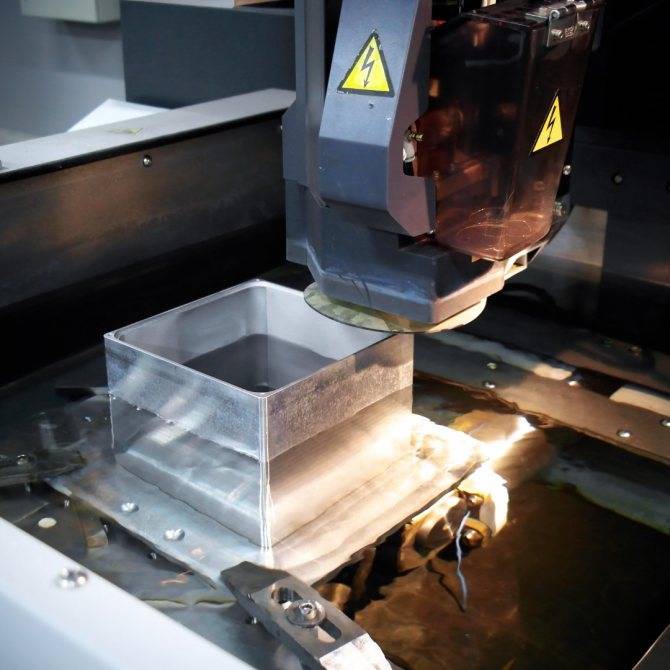
Электроэрозионный промышленный проволочно-вырезной станок работает по бесконтактному принципу взаимодействия токопроводящей проволоки (молибден, вольфрам или иной тугоплавкий металл) диаметром 0,1-0,2 мм и заготовки. Обрабатывать можно металл любого уровня тугоплавкости в различной толщине детали. К проволоке, намотанной на вращающиеся барабаны, которая движется в двух направлениях — по вертикали и в сторону обрабатываемой детали, подсоединен положительный полюс, к заготовке — отрицательный. По мере движения линии проволоки возникает разряд, который прожигает в детали линии требуемой конфигурации. По сути, электроэрозионная обработка на проволочном станке выполняет операции фрезеровочного, но на металлах особой прочности и с точностью, недостижимой при механической обработке. Это включает:
- сверхмалые углы;
- закругления микродиаметров;
- сохранение параллельности линий на всей глубине;
- высокую точность поверхности кромок.
Точность обработки достигает 0,110-0,012 мм.
Технология электрохимической обработки
Такая обработка проводится при помощи электролита – жидкости, проводящей ток, в которую помещается деталь. Под воздействием электролита верхние слои металла растворяются, этот эффект используется для полировки изделий, затачивания режущего инструмента, очистки поверхностей от ржавчины и оксидов, гравирования, профилирования заготовок, нанесения металлических покрытий и изготовления изделий с очень малой толщиной.
Также электрохимический метод обработки позволяет менять размеры деталей, для этого дополнительно используются режущие механизмы, которые снимают верхний слой растворенной пленки металла.
На каком оборудовании и какие заказы делаются?

| Наименование | Количество | Параметры |
| Электроэрозионный вырезной станок А207.86М | 1 | 250*160*100mm |
Наименьшая шероховатость обработанной поверхности Ra 1.25мкм , точность образца изделия по ГОСТ 20551
Даже простое перечисление оборудования, на котором в «Зубиксе» осуществляется электроэрозионная обработка металлов заслуживает того, чтобы доверить нам выполнение самых сложных работ. Это вырезные станки, работающие по методу электроэрозии, с маркировкой А207.79 и А207.86, электропрошивной EDM450 и даже электроэрозионный вырезной станок 7740F с пятью координатами.
Поэтому спектр работ, выполняемых с их помощью, очень широк:
- проволочная резка, дающая уникальные возможности электроэрозионного раскроя заготовок и изготовления сложнейших прорезей;
- резка сверхпрочных сплавов, быстрая и не вызывающая износ инструмента;
- нарезка шлицев и шпоночных пазов;
- обработка используемых поверхностей пуансонов, матриц, фильер экструдеров, восстановление их эффективности;
- частичное производство пресс-форм, обработка профилей колес с зубьями, изготовление штампов и многие другие квалифицированные работы.

Конструкция электроэрозионного станка
Станки такого типа состоят из следующих узлов:
- Защитный щиток барабана.
- Барабан проволочный.
- Подвижный стол проволочного барабана.
- Концевики-ограничители для настройки использования намотанной проволоки на барабане, а также кнопки для переключения направления вращения.
- Регулировка подачи СОЖ снизу и сверху.
- Панель, предназначенная для управления устройством.
- Шкаф электрооборудования устройства.
- Конические опоры станка, настраиваемые по высоте.
- Литая станина коробчатого типа, отлитая из чугуна.
- Проушины монтажные.
- Колесо, предназначенное для вертикальной подачи верхнего рукава.
- Колонна.
- Осветительная лампа.
- Механизм, позволяющий осуществлять наклон проволоки.
- Нижний рукав, состоящий из двух направляющих роликов и одного твердосплавного электрода.
- Рабочий стол.
- Кожух рабочего стола, защищающий от брызг.
- Верхний рукав, состоящий из трёх направляющих роликов и двух твердосплавных электродов.
- Колёса для подачи рабочего стола.
Далее будут рассмотрены более подробно несколько отдельных частей механизма электроэрозионных станков.
Станина станка
Данная деталь отливается из чугуна. В камере сняты внутренние напряжения. Внутреннее пространство станины предназначено для монтажа электрооборудования, так как сама станина имеет коробчатый тип. Рабочая часть станины в прецизионно отшабрена и отшлифована в некоторых местах, а именно: на каретке барабана, на креплениях колонны и на направляющих рабочего стола.
Рабочий стол станка

Это очень важная составляющая электроэрозионного станка. Состоит рабочий стол из двух плит, которые установлены на шарико-роликовые направляющие. Плиты устанавливают друг над другом.
Если существует потребность в перемещении стола, то нужно задействовать два шаговых двигателя. Делается это при помощи двух шарико-винтовых пар. Также можно менять положение рабочего стола вручную, при этом используя колесо подачи, которые закреплены всё на тех же валах шарико-винтовых пар.






Проволочный конвейер
Данная часть станка состоит из проволочного барабана, а также системы роликовых направляющих, которые размещены в нижнем и верхнем рукавах.
Управляющий компьютер и генератор могут быть размещены либо в стойке, либо в рабочем столе с тумбой. Отличия лишь в стоимости устройства, монолитности компоновки, а также в дизайне всего оборудования.
Недостатки
- Нельзя обрабатывать диэлектрические материалы. Электрическая дуга, которая создает высокотемпературную плазму, возникает за счет контакта электрода с металлической поверхности обрабатываемой деталью. Если деталь будет выполнена из диэлектрического материала (дерево, бетон, пластик), то в таком случае режущая дуга не возникнет, а станок будет бесполезен.
- Высокое электропотребление. Для работы ЭЭО-станка требуется большое количество электроэнергии, что увеличивает себестоимость обработки. Во время работы станка должны поддерживаться постоянные параметры электрического тока (напряжение, мощность, сила). Поэтому многие установки оборудуются защитным оборудованием, позволяющего изменить параметры станка в случае скачка напряжения.
- Низкая производительность. Большинство моделей станков проводят резку с небольшой скоростью (от 0,1 до 7-8 миллиметров в секунду в зависимости от способа обработки металла). Поэтому ЭЭО-станки не подходят для фабрик с большой производственной загруженностью.
- Высокая стоимость. ЭЭО-оборудование стоит достаточно дорого, что снижает его универсальность и доступность. Большинство станков производятся иностранными компаниями (Япония, Германия, Польша), что также негативно влияет на ценообразование. Помимо этого придется оплачивать вспомогательные расходы — на покупку защитной жидкости, на замену отработанных электродов, на потребление электричества и другие.
Модели современных станков
Современный станок электроэрозионной обработки металлов состоит из следующих узлов:
- электродвигатели, действующие независимо друг от друга;
- устройство подачи проволоки в зону эрозии;
- рабочую ванну с охлаждающей жидкостью;
- рабочий стол для расположения заготовки в процессе обработки;
- блок управления станком.
Производителями станков этого типа являются как азиатские, так и европейские государства. Имея одно и то же назначение, станки разных производителей сильно отличаются по своей функциональности и цене. Если китайское и южнокорейское оборудование стоит значительно дешевле европейского, то последнее выполняется производителями на более высоком уровне с большей степенью автоматизации рабочих процессов.
Российскими производителями выпускается прецизионное оборудование АРТА для электроэрозионной обработки металлов.

Научно-промышленная корпорация “Дельта-Тест” сегодня является лидером в России по изготовлению оборудования этого типа. Изготавливая новые станки, предприятие занимается и модернизацией оборудования более ранних сроков производства.
Sodick
На рынке современного оборудования хорошо известна компания Sodick, производящая проволочно-вырезные электроэрозионные станки.

Обладая высокими технологическими параметрами, оборудование этой компании применяется для обработки тугоплавких металлов и монокристаллов. С помощью этих станков изготавливаются перфорированные плиты и трубы, рабочие элементы копировальных станков, штампы с профилями трёх координатного измерения, металлокерамические штампы. Специалистам на таком оборудовании без особого труда удаётся изготавливать кулачки и их прототипы, электроды-инструменты для станков копировально-прошивочной группы.
Mitsubishi
Проволочно-вырезной станок Mitsubishi MV1200S при стоимости около 7 млн. рублей позволяет выполнять сложнейшие операции по электроэрозионной обработке деталей любой формы, выполненных из самых различным токопроводящих материалов.

При интенсивном использовании этого станочного оборудования в современном производстве затраты на его покупку окупаются в короткие сроки.
Оборудование для электроэрозионной обработки Agie изготавливается в Швейцарии и с успехом конкурирует с другими моделями этой станочной группы.
При малых габаритных размерах на станке Agie можно в автоматическом режиме выполнять сложнейшие работы по обработке твёрдосплавных изделий самого широкого назначения.
Как видно из статьи, оборудования для электроэрозионной обработки деталей на современном рынке предостаточно. Его изготавливают почти все ведущие промышленные страны мира под различными брэндами и по разной цене. Выбрать же из этого предложения именно то, что нужно нашему отечественному производителю, не просто. Однако, соизмерив свои финансовые возможности и проведя предметные переговоры с менеджерами компаний, представленных на интернет-сайтах этой тематики, можно сделать правильные выводы, а затем сделать и саму покупку.


 Высокоточная обработка металлических предметов производится с применением нетрадиционных технологий и методик. К таковым можно отнести шлифовку, резку, а также закрепление посредством электроэрозионного влияния. Электроэрозионные станки появились довольно давно, однако, широкую популярность они получили лишь за последние 10−20 лет.
Высокоточная обработка металлических предметов производится с применением нетрадиционных технологий и методик. К таковым можно отнести шлифовку, резку, а также закрепление посредством электроэрозионного влияния. Электроэрозионные станки появились довольно давно, однако, широкую популярность они получили лишь за последние 10−20 лет.
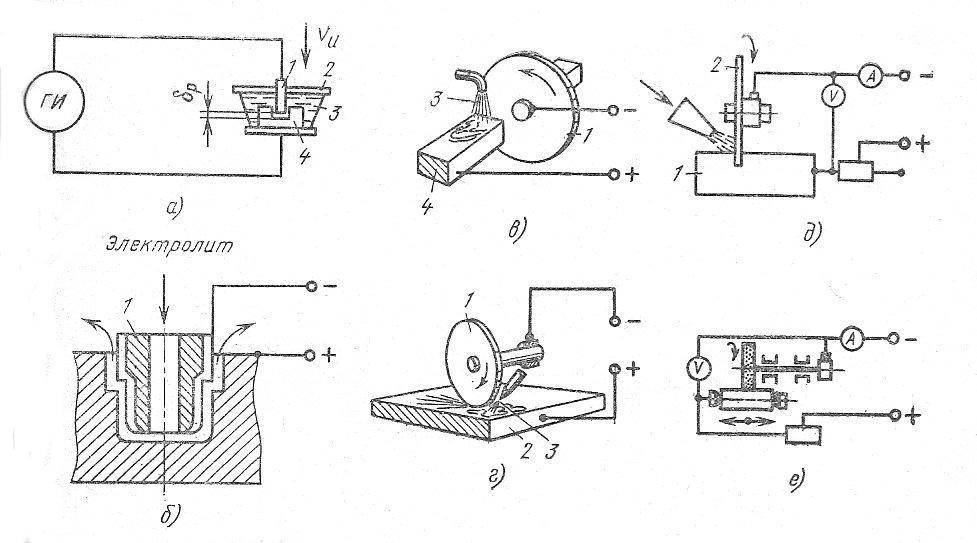
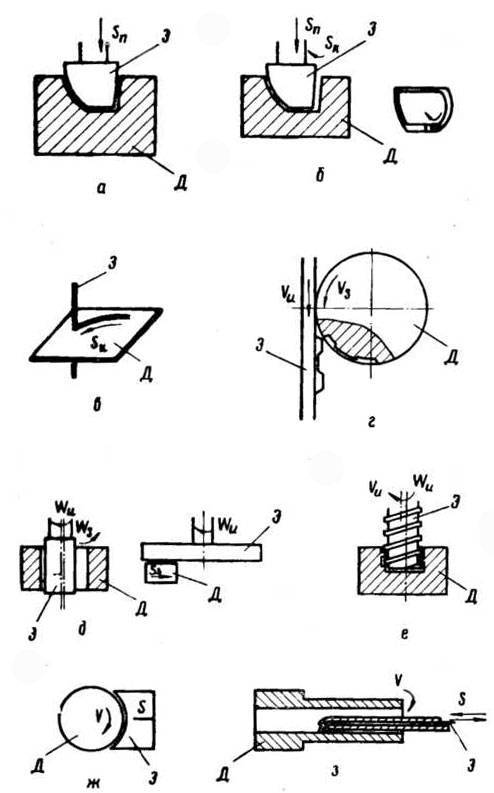
Виды электроэрозионной обработки
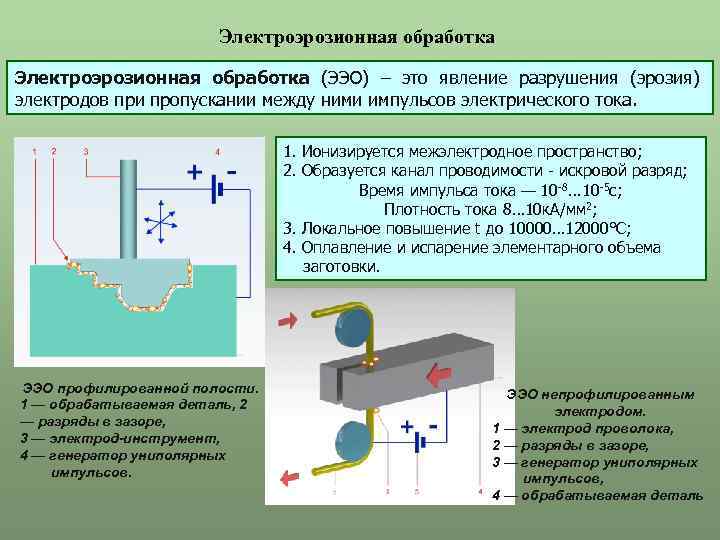
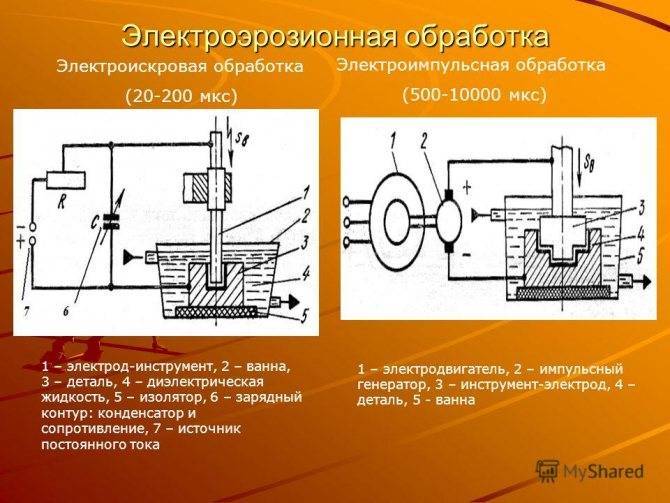
Электроэрозионную обработку (сокращенно ЭЭО) можно разделить на следующие виды:
- электроискровая;
- электроимпульсная;
- электроконтактная;
- высокочастотная.
При электроискровой обработке на анод-заготовку подается положительный заряд тока, а на другой электрод-инструмент — отрицательный, он является катодом. Среду, окружающую канал разряда между катодом и анодом, заполняют специальной диэлектрической жидкостью. Генератор импульсов регулирует продолжительность, а изменение емкости конденсатора управляется мощностью импульса.
Электроэрозионная резка проволокой — технология, при которой используются материалы, обладающие высокой эрозионной стойкостью. Управляя величиной энергии импульса, можно добиться более высокой производительности или чистоты обрабатываемой поверхности. Предварительная обработка происходит на жестких и средних режимах, а чистовая — на мягком и сверхмягком режиме, что позволяет добиться высокой точности заданных параметров воздействия. На видео показана технология:
Принцип электроимпульсной обработки заключается в том, что на обрабатываемую деталь подают отрицательный заряд тока с длительностью импульса свыше 0,001 с. Деталь обрабатывается ионным потоком при температуре горения дуги более +5000°C, что гораздо выше температуры кипения металлов. Скорость обработки детали возрастает многократно, но качество обрабатываемых поверхностей гораздо хуже, чем при электроискровом воздействии.
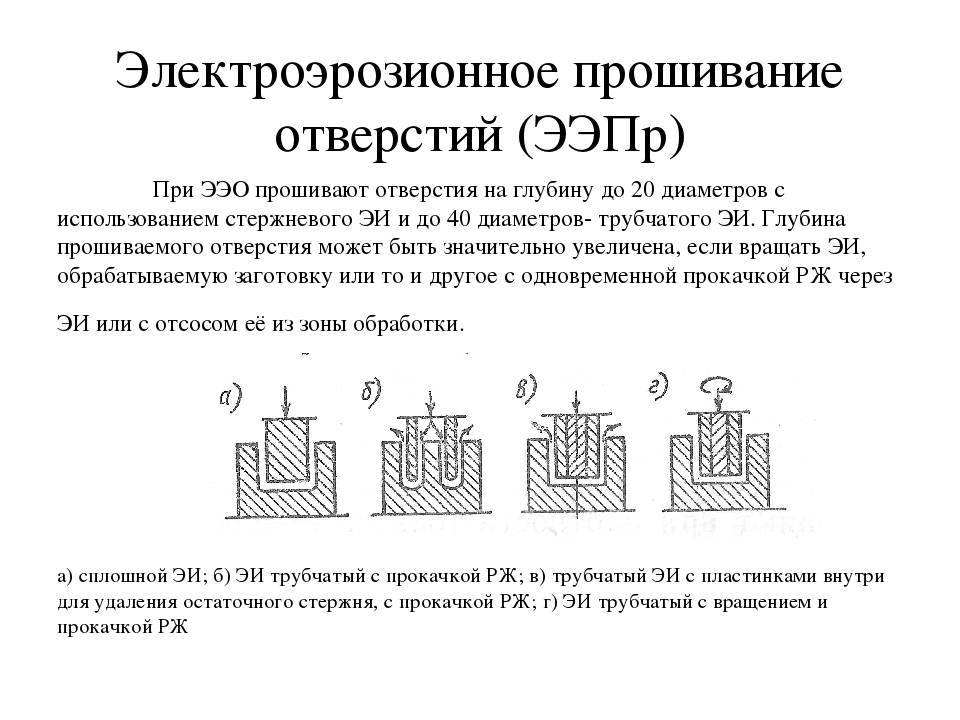
Реализация разных видов электроэрозии в станках универсального типа позволяет выполнять большой объем работ с разными исходными заданиями. Специализированные и универсальные электроэрозионные станки позволяют изготавливать сита и сетки с размером ячеек от 0,15 до 2 мм и толщиной заготовки 2 мм с высоким уровнем производительности. Производят прошивку отверстий, щелей и технологических полостей в металлах и сплавах толщиной до 100 мм, а также электроэрозионную шлифовку поверхностей.
Электроэрозионное упрочнение верхнего слоя металла (легирование) одним станком является важным направлением производства износостойких режущих инструментов и примером реализации электроимпульсной технологии вместо традиционной металлургии. Электроконтактная обработка позволяет эффективно обрабатывать детали, выполненные из сверхтвердых сплавов, чугуна и титана. С ее помощью можно производить шлифовку, прошивку фасонных отверстий, выполнять работы по чистовой резке и фрезеровке внутренних полостей.
Это интересно: Зубошлифовальные станки — принцип работы, назначение, модели
Недостатки
- Нельзя обрабатывать диэлектрические материалы. Электрическая дуга, которая создает высокотемпературную плазму, возникает за счет контакта электрода с металлической поверхности обрабатываемой деталью. Если деталь будет выполнена из диэлектрического материала (дерево, бетон, пластик), то в таком случае режущая дуга не возникнет, а станок будет бесполезен.
- Высокое электропотребление. Для работы ЭЭО-станка требуется большое количество электроэнергии, что увеличивает себестоимость обработки. Во время работы станка должны поддерживаться постоянные параметры электрического тока (напряжение, мощность, сила). Поэтому многие установки оборудуются защитным оборудованием, позволяющего изменить параметры станка в случае скачка напряжения.
- Низкая производительность. Большинство моделей станков проводят резку с небольшой скоростью (от 0,1 до 7-8 миллиметров в секунду в зависимости от способа обработки металла). Поэтому ЭЭО-станки не подходят для фабрик с большой производственной загруженностью.
- Высокая стоимость. ЭЭО-оборудование стоит достаточно дорого, что снижает его универсальность и доступность. Большинство станков производятся иностранными компаниями (Япония, Германия, Польша), что также негативно влияет на ценообразование. Помимо этого придется оплачивать вспомогательные расходы — на покупку защитной жидкости, на замену отработанных электродов, на потребление электричества и другие.

Дополнительные опции
Покупатель станка с электроэрозией может дооснастить оборудование представленными опциями:
- Контролируемое положение оси C. Чаще требуется для фрезерной обработки цилиндрических заготовок.
- Револьверная головка с дополнительными степенями свободы инструмента. При помощи такой модели получают геометрически сложные детали.
- Стол может иметь дополнительные оси. Такой вариант используется при обработке корпусных изделий или нескольких заготовок за один цикл.
В стандартную комплектацию включают системы очистки рабочей жидкости, позволяющие проводить фильтрацию с качеством до 3 мкм. Загрязнившиеся картриджи имеют стандартные размеры и меняются довольно быстро.
Технология обработки
Для того чтобы досконально разобраться во всех преимуществах электроэрозионного воздействия на металлические заготовки и понять сам принцип, необходимо подробно рассмотреть один из способов.
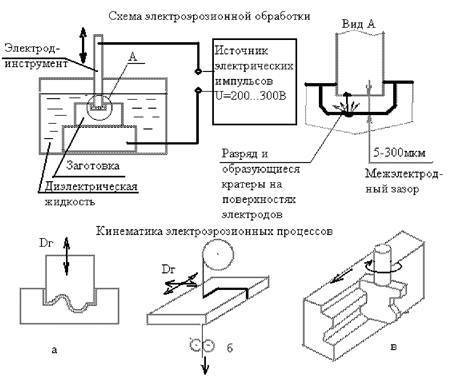
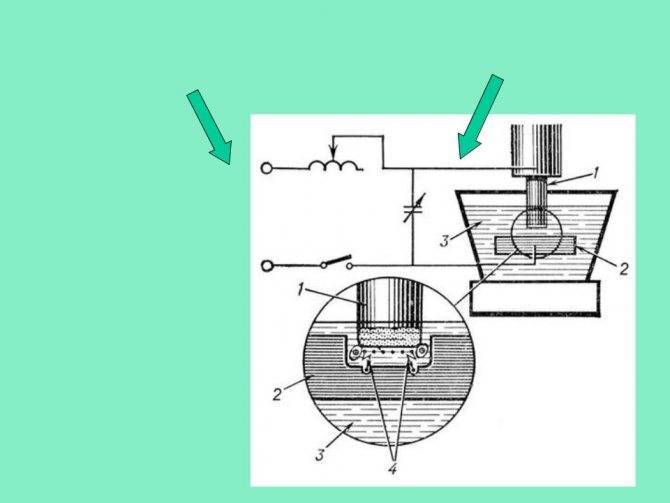
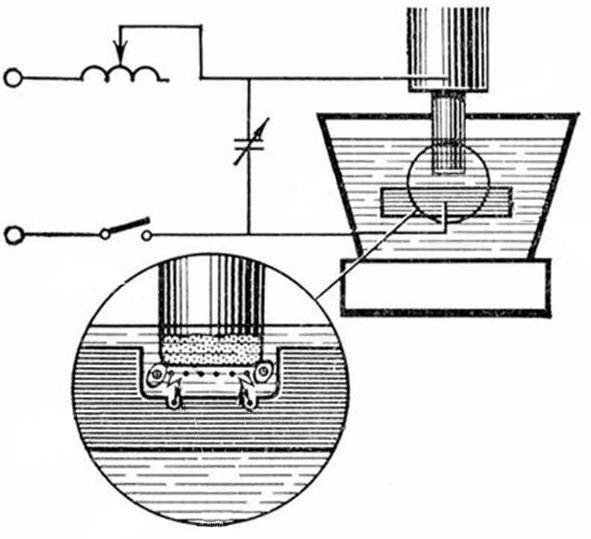
Так, простейшая электроэрозионная схема должна в обязательном порядке состоять из таких элементов, как электрод, емкость для рабочей среды, а также конденсатора, реостата и непосредственно источника, обеспечивающего необходимое электропитание.
В данную схему должны быть включены все необходимые элементы в определенной последовательности. Питание данной схемы осуществляется от напряжения импульсного типа, при этом оно должно иметь разную полярность.
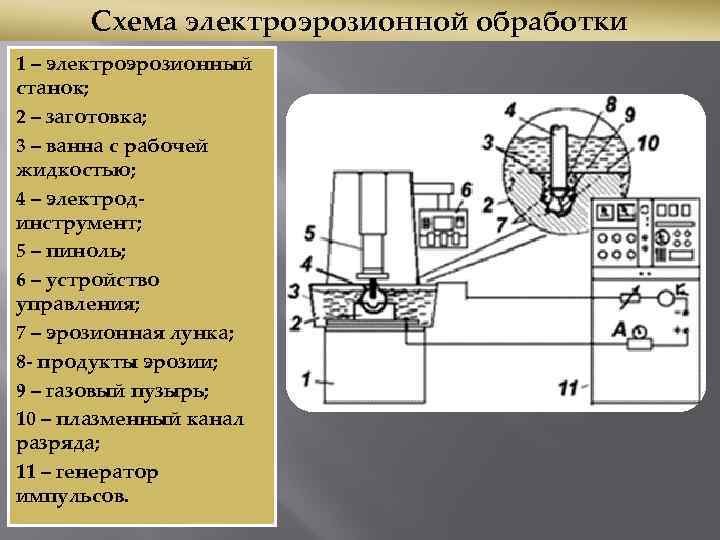




При подаче напряжения идет зарядка конденсатора, от которого разрядный ток поступает на электрод, который должен быть предварительно опущен в емкость с рабочим составом и заготовкой.
После того, как на конденсаторе напряжение достигнет необходимого потенциала, произойдет пробой жидкости, которая быстро нагреется до температуры кипения, а кроме этого, в ней возникнет пузырь из газов.
Этот пузырь будет способствовать локальному нагреву заготовки, у которой произойдет плавление самых верхних слоев, что позволит обеспечить заданную форму.
Видео:
В данном способе есть определенные проблемы, которые требуют постоянного контроля самого процесса, а поэтому лучше воспользоваться более совершенными методами.
На видео выше показана обработка, проводимая на профессиональном оборудовании.
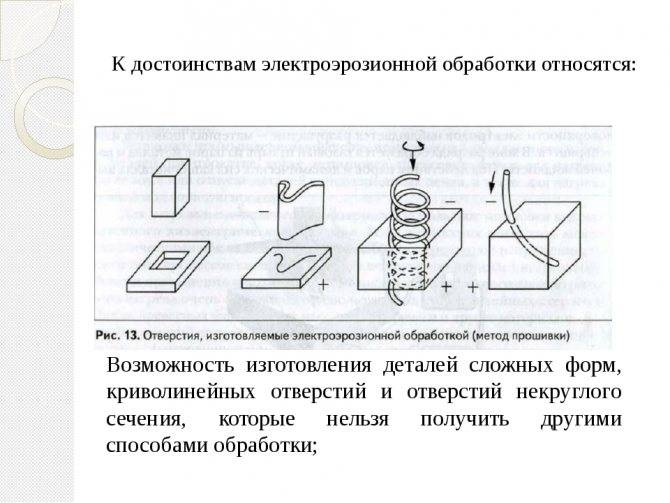
Преимущества применения электрических методов обработки
Современные электрические методы обработки металлов используются в производстве довольно широко, поскольку имеют ряд преимуществ перед другими технологиями. Прежде всего, они дают возможность работать с очень прочными и твердыми материалами, которые невозможно обрабатывать другими методами.
Также технологии позволяют значительно сократить расход материалов, что особенно важно для ювелирной индустрии. Для выполнения всех задач не требуется применение специальных инструментов, таких как абразивы и кристаллы, которые имеют высокую прочность
Все станки можно включать в автоматизированные линии, что дает возможность минимизировать участие человека в процессе, следовательно, и затраты на содержание квалифицированного штата.
Электрические методы обработки металлов, однако, имеют и некоторые недостатки, например, низкую скорость обработки и высокую энергозатратность. Несмотря на эти факторы, технологии активно развиваются и все чаще внедряются в производства самого различного типа.
Применение электроэрозионных станков разных типов
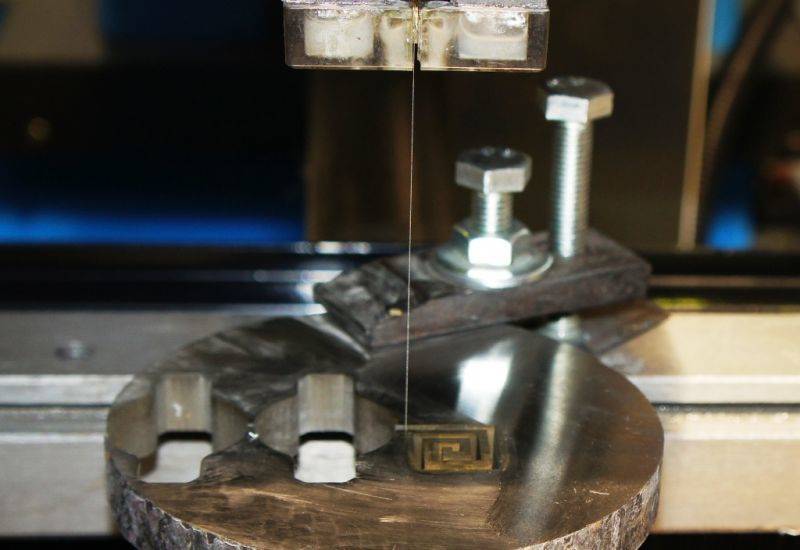
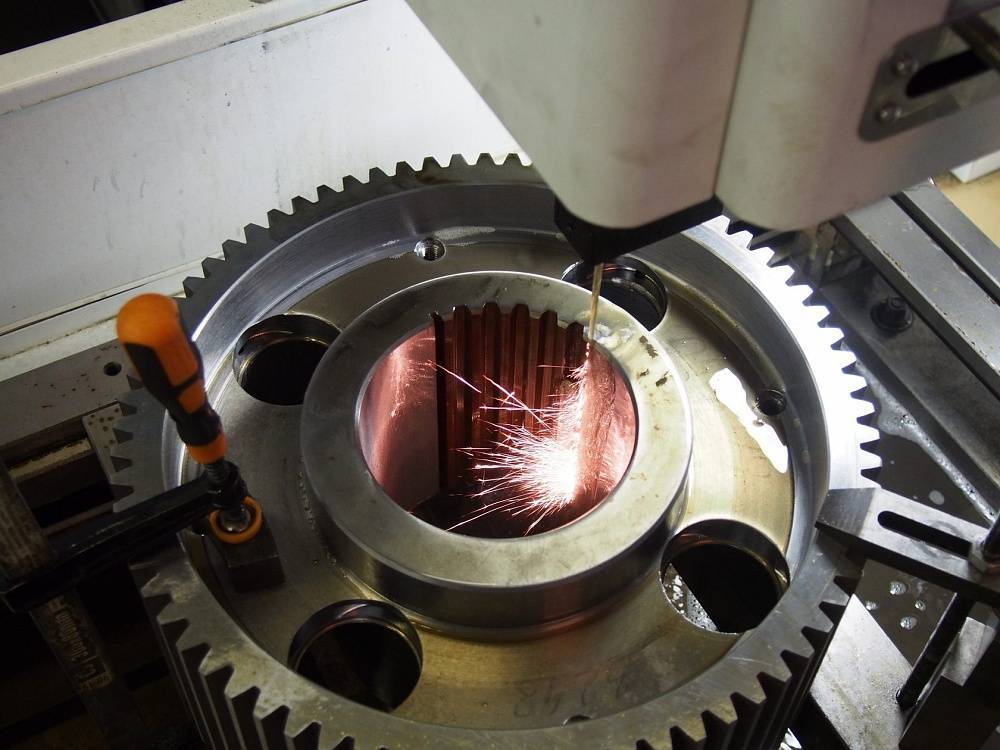
Самым популярными электроэрозионными станками на сегодняшний день являются проволочно-вырезные станки. Они бывают на одноразовой латунной проволоке и на многоразовой молибденовой проволоке. Станки на многоразовой проволоке серии DK77 применяются не только в инструментальном производстве для изготовления штампов, шаблонов, пресс-форм, калибров и другого инструмента, но и для изготовления деталей механического производства. Например, шлицевых втулок, муфт, изготовления зубчатых деталей – звездочек, шестерен, заменяя зубофрезерное, зубошлифовальное, долбежное и другое оборудование. Станки на многоразовой проволоке стоят дешевле других электроэрозионных станков и обладают низкой себестоимостью обработки. Скорость обработки до 180 мм2/мин, точность порядка 15 мкм, а достижимая шероховатость 0.8 Ra.


![Электроэрозионная обработка металлов [описание, технология]](https://101benzopila.ru/wp-content/uploads/7/7/9/779d90131c72edb842d3b3fc224c87b4.jpeg)
![Электроэрозионная обработка металлов [описание, технология]](https://101benzopila.ru/wp-content/uploads/2/0/9/2094c47359f92c32ee0e4012548bee04.jpeg)


Из оборудования электроискрового типа одним из наиболее точных считается копировально-прошивочный станок МА4720. Он предназначен для работ с труднообрабатываемыми заготовками сложной конфигурации, например, для твёрдосплавной штамповой оснастки, пресс-форм, кокилей. Производительность станка не превышает 70 мм3/мин, зато можно достичь точности в 0,03…0,04 мм, при достаточно невысокой шероховатости конечной поверхности (не выше Rz 0,32…0,4 мкм на чистовых режимах обработки). Перемещение рабочего стола производится системой ЧПУ. Размеры рабочего стола и допустимый диапазон значений межэлектродного зазора между анодом и катодом не позволяет получать на данном станке изделия с габаритными размерами более 120×180×75 мм.
Примером электроимпульсного станка является распространённая модель 4Е723, также оснащаемая ЧПУ. Более высокие показатели удельной мощности позволяют достигать производительности ЭЭО до 1200м3/мин, при погрешности обработки на чистовых режимах в пределах 0,25…0,1 мм. Более высокая точность достигается при ЭЭО фасонных поверхностей. Станок также используется преимущественно в инструментальном производстве, однако шероховатость поверхности заметно увеличивается – до Ra 2,5 мкм, поэтому после обработки в большинстве случаев потребуется шлифование. На станке можно выполнять ЭЭО деталей с габаритными размерами 620×380×380 мм, а также прорезание фасонных пазов.
Данные виды относятся к универсальным электроэрозионным станкам. Примером специализированного оборудования является электроэрозионный станок модели 4531, производящий профильную вырезку сложных контуров при помощи непрофилированного электрода. На станке 4531 применяется латунная проволочка, которая непрерывно перематывается через межэлектродный промежуток, возбуждая разряд между катодом и анодом. При относительно невысокой производительности (не более 16…18 мм3/мин по стали; для твёрдого сплава производительность ещё ниже), станок 4531 в принципе позволяет обеспечить погрешность ±0,01 мм, поэтому рассматриваемое оборудование эффективно при производстве матриц вырубных штампов особо сложной конфигурации и шаблонов. Максимальные размеры вырезаемого контура составляют 100×60 мм.
Характеристики электрического разряда при ЭЭО
Электрический разряд между электродами идёт в несколько этапов: сначала происходит электрический пробой, который может сопровождаться искровыми разрядами; затем устанавливается дуговой разряд. Поэтому многие генераторы способны выдавать многоступенчатую форму импульса.
Частота импульсов и их длительность выбирается исходя из технологических требований к обрабатываемой поверхности. Длительность импульса обычно лежит в диапазоне 0,1 .. 10−7 секунды, частота от 5 кГц до 0,5 МГц. Чем меньше длительность импульса, тем меньше шероховатость получаемой поверхности. Средний ток во время ЭЭО зависит от площади обрабатываемой поверхности. При площади 3600 мм² оптимальный ток приблизительно равен 100 А.
Технология анодно-механической обработки
Этот метод сочетает в себе принципы действия электроэрозионной и электрохимической обработки. Анодом является заготовка, а катодом – вращающийся инструмент.
Анод и катод погружены в электролит, между ним и катодом пропускается постоянный ток. Заготовка постоянно плавится, и на ее поверхности образуется пленка, которая не проводит ток.
Вращающийся инструмент точечно срывает пленку, в обработанных местах проходит ток с большой плотностью, что приводит к локализованному оплавлению деталей.
Оплавления, которые не нужны, убирает механически вращающийся инструмент. Применение такой технологии эффективно для обработки очень твердых и вязких сплавов и металлов.
Возможности электроэрозионного станка
После того, как были обговорены все тонкости процесса обработки на электроэрозионном станке, можно упомянуть о возможностях этого очень полезного устройства, со столь внушительным функционалом.
Электроэрозионный станок:
способен производить обработку деталей из практически любого токопроводящего материала;
- довольно прост в использовании, что заключается в том, что требуемый режим работы станка может быть выбран из длинного списка имеющихся предустановленных режимов, путём выбора ввода его порядкового номера;
- очень прост в изменении режима обработки. Это является очень серьёзным достоинством электроэрозионного станка, так как режим обработки можно менять даже в процессе обработки;
- предоставляет возможность осуществлять быструю обработку, а также обработку с высокой точностью;
- позволяет сэкономить средства. Может это покажется и незначительным преимуществом таких станков, но не сказать о нём нельзя. Дело в том, что электроэрозионные станки используют в качестве диэлектрической жидкости дистиллированную воду, что значительно понижает стоимость эксплуатации станков такого типа. Так что, в отличие от других устройств, которые используют другие жидкости, электроэрозионные станки могут помочь своим пользователям экономить свои средства;
- предоставляет возможность обработки заготовок различных форм и размеров. Предполагается также обработка самых сложных заготовок различных конфигураций: спиралевидных, полых, сферических и так далее;
- обладает функцией памяти. Она заключается в том, что даже при внезапном отключении станка, не произойдёт сброс важных параметров режима и координат, так что после включения электроэрозионного станка можно будет спокойно продолжить работу.
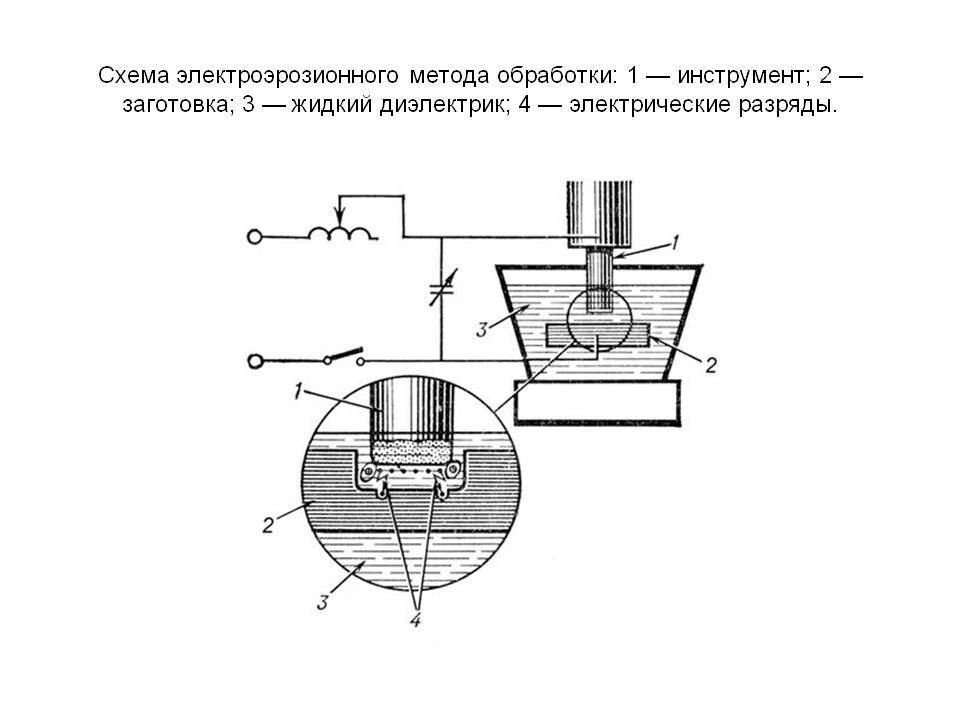
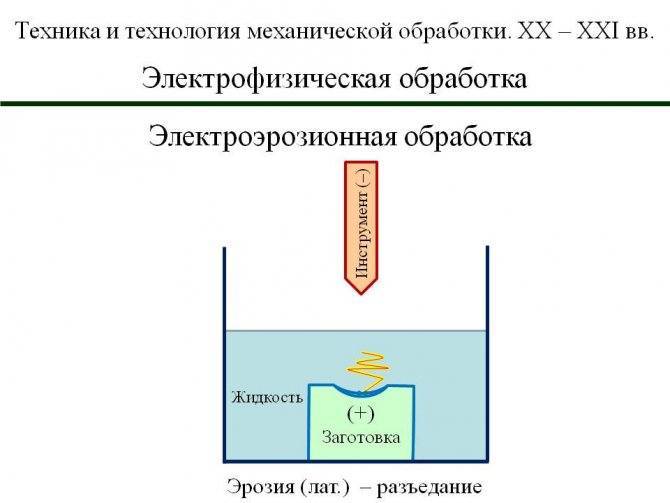
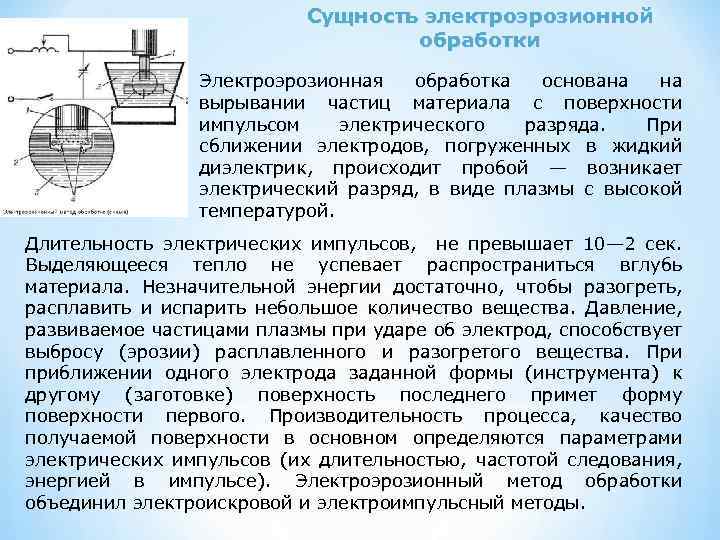
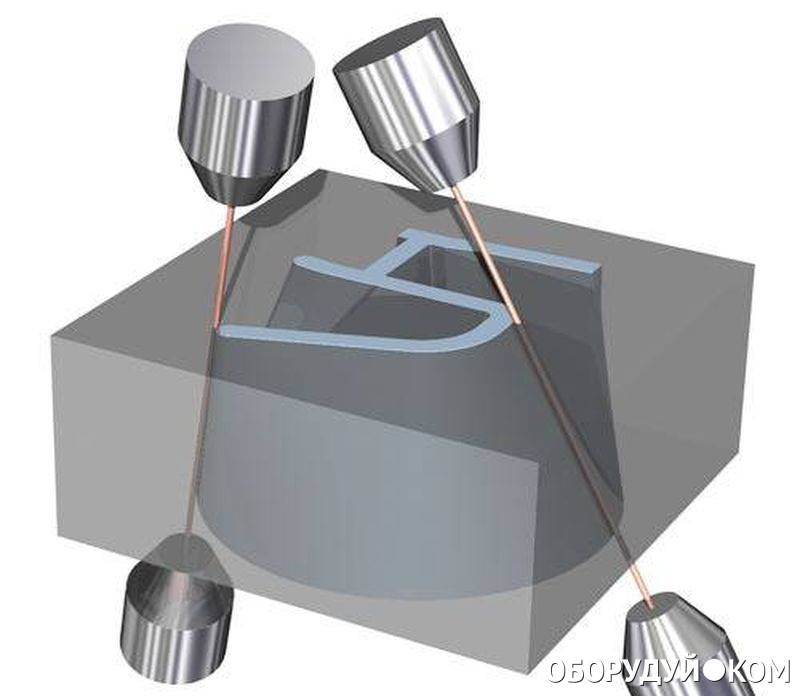
Сущность электроэрозионного метода
При обработке электроэрозией заготовка и инструмент присоединяются к разным полюсам источника постоянного тока. Предмет у положительного полюса становится анодом, у отрицательного — катодом. Между ними пропускаются короткие импульсы, вызывающие искровой разряд. Меняя длительность импульсов, можно добиться, чтобы преобладала эрозия катода или анода. Энергия импульсов ограничена, что позволяет избежать перегрева заготовки и добиться очень высокой точности манипуляций.







Как правило, в качестве инструмента применяется проволока, что во много раз уменьшает стоимость по сравнению с механическими станками. К инструменту не прилагается больших усилий, его износ минимален.
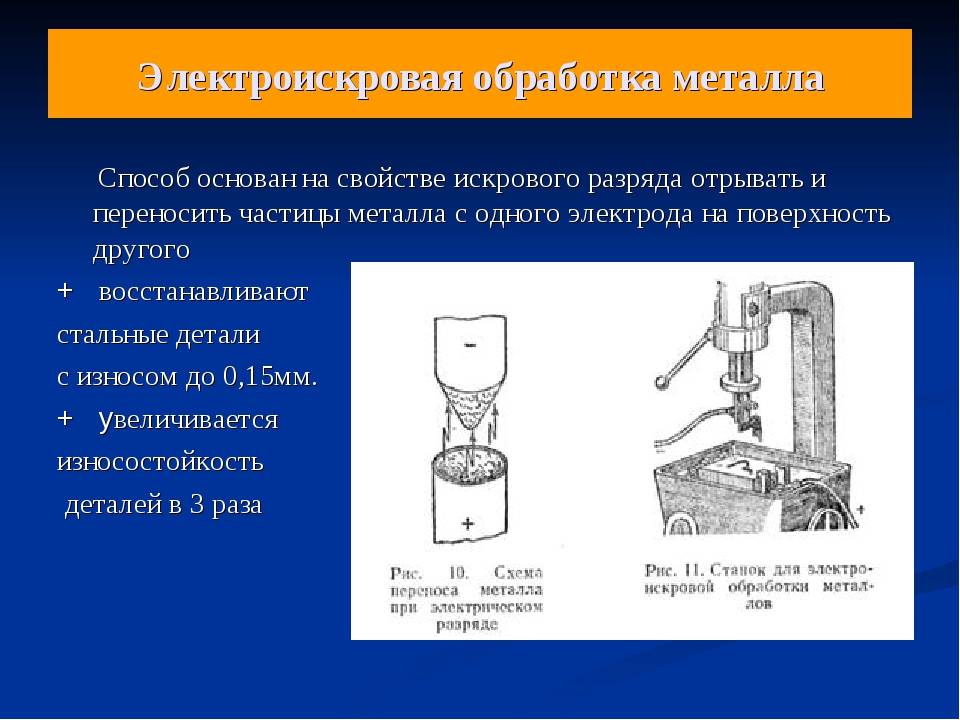
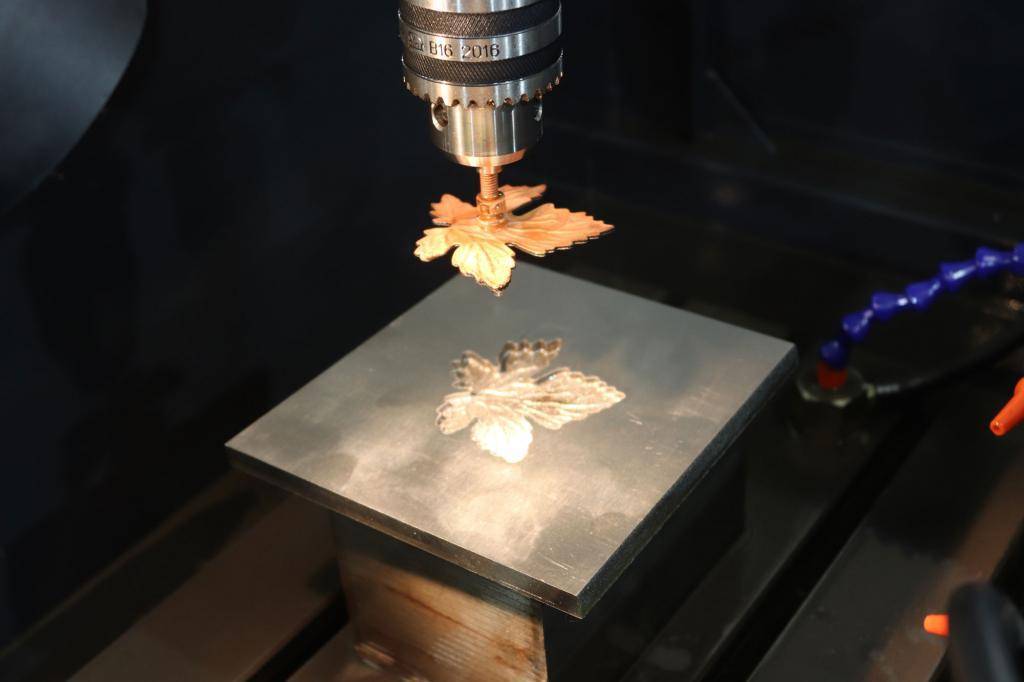
Поскольку при эрозии происходит перенос материала, можно не только убирать объем, но и наращивать, восстанавливать поверхность и получать рельефные оттиски. Появляется возможность обработки заготовок из сверхтвёрдых материалов, для которых нельзя подобрать механический режущий инструмент.
Это интересно: Источники плазменной резки — выбор, виды, модели





