

Недостатки
- Нельзя обрабатывать диэлектрические материалы. Электрическая дуга, которая создает высокотемпературную плазму, возникает за счет контакта электрода с металлической поверхности обрабатываемой деталью. Если деталь будет выполнена из диэлектрического материала (дерево, бетон, пластик), то в таком случае режущая дуга не возникнет, а станок будет бесполезен.
- Высокое электропотребление. Для работы ЭЭО-станка требуется большое количество электроэнергии, что увеличивает себестоимость обработки. Во время работы станка должны поддерживаться постоянные параметры электрического тока (напряжение, мощность, сила). Поэтому многие установки оборудуются защитным оборудованием, позволяющего изменить параметры станка в случае скачка напряжения.
- Низкая производительность. Большинство моделей станков проводят резку с небольшой скоростью (от 0,1 до 7-8 миллиметров в секунду в зависимости от способа обработки металла). Поэтому ЭЭО-станки не подходят для фабрик с большой производственной загруженностью.
- Высокая стоимость. ЭЭО-оборудование стоит достаточно дорого, что снижает его универсальность и доступность. Большинство станков производятся иностранными компаниями (Япония, Германия, Польша), что также негативно влияет на ценообразование. Помимо этого придется оплачивать вспомогательные расходы — на покупку защитной жидкости, на замену отработанных электродов, на потребление электричества и другие.

Принципы оптимального выбора технологии и типоразмера станка для ЭЭО
Исходными данными являются точность контура, размеры (глубина) термически изменённой зоны, а также желаемое значение съёма в единицу времени
Для станков, работающих с непрофилированными электродами, важно наличие устройств для автоматической заправки проволоки, а для импульсных станков – генераторов, позволяющих использовать биметаллическую проволоку, которая повышает производительность ЭЭО
Для повышения качества процесса и снижения эрозионного износа электрода-инструмента в качестве рабочих сред лучше использовать масло (наиболее употребительна смесь масла «индустриальное-20» с керосином). В принципе, для изделий с увеличенными допусками, возможно использование и воды.
Технологические возможности электроэрозионных станков значительно расширяются наличием дополнительных приспособлений (например, для получения конических поверхностей).
Для съёма металла от 20000 мм3/мин и выше нужно применять только электродуговые станки. Наименьшая погрешность работы такого оборудования достигается на обратной полярности при использовании графитовых электродов. Вместе с тем, сравнительно высокая шероховатость поверхности – не ниже Rz 0,8…1,6 мкм – вынуждает после ЭЭО дуговым разрядом предусматривать чистовое шлифование полученного контура. Давление прокачки рабочей среды должно быть не менее 50…60 кПа.
Необходимое оборудование
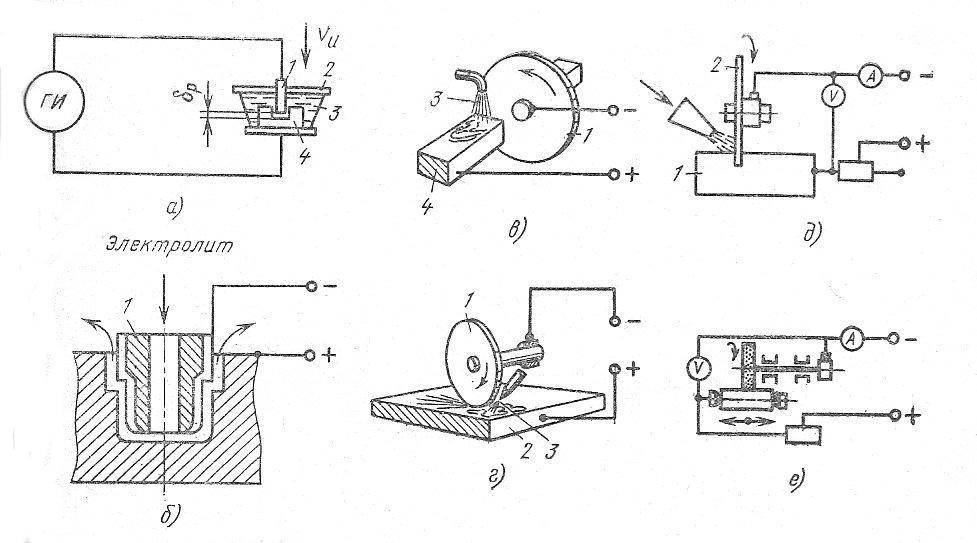
Электроэрозионный способ спецобработки применяется ко всем сплавам металлов за счёт их электропроводимости. Под действием электрического разряда выполняется множество видов работ:
- электроэрозионная резка;
- сверление;
- шлифование;
- гравировка;
- легирование;
- создание шаблонных деталей с высокой точностью;
- восстановление формы;
- добавление поверхностного слоя.
В современном оборудовании применяются кратковременные импульсы и длительные. Для питания необходим только постоянный ток. Напряжение и сила тока регулируется в зависимости от характеристики металла. В промышленности распространены в основном два типа устройства:
- электроэрозионный проволочный станок;
- электроэрозионный прошивной станок.
Проволочный, он же вырезной, станок применяют для обработки металлических деталей с большой толщиной. Прошивные станки необходимы для создания множества элементов с идентичными параметрами.
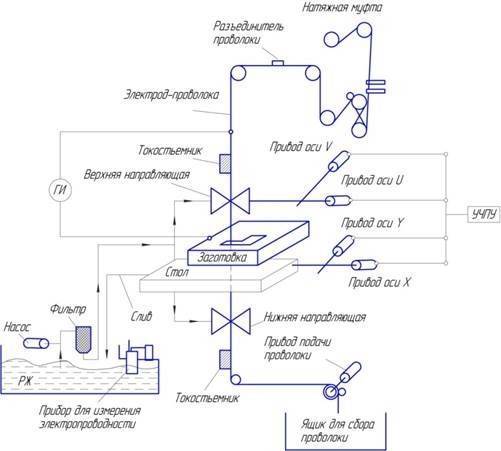
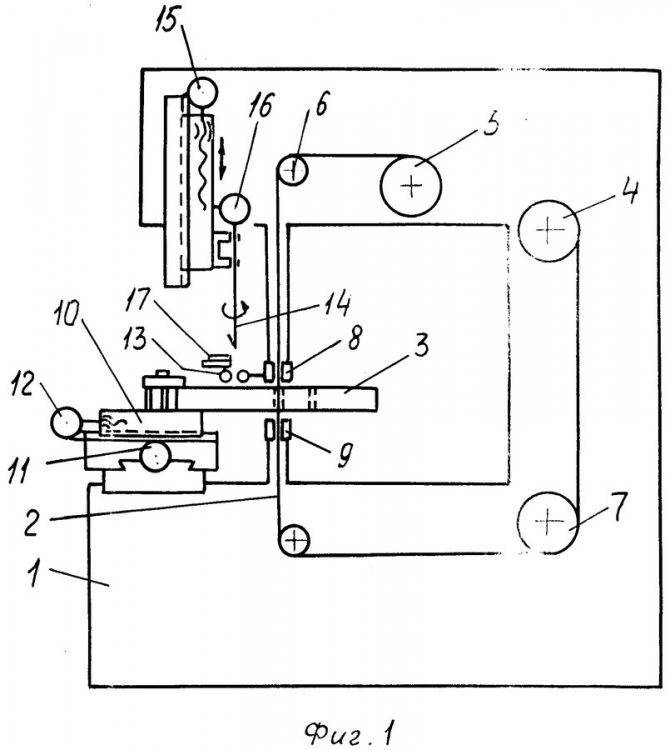
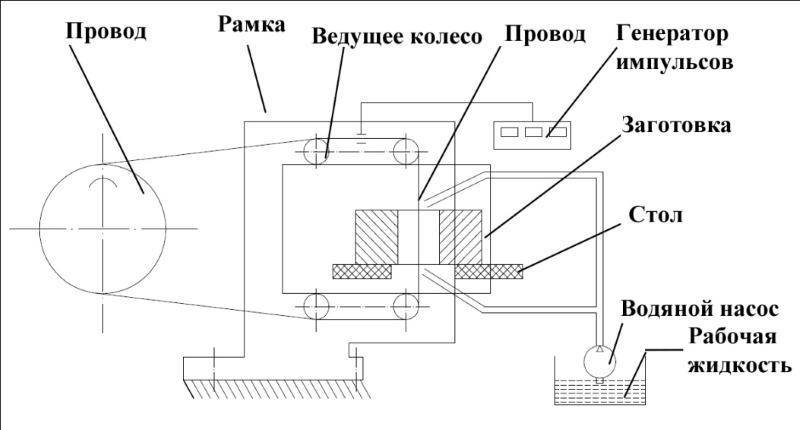
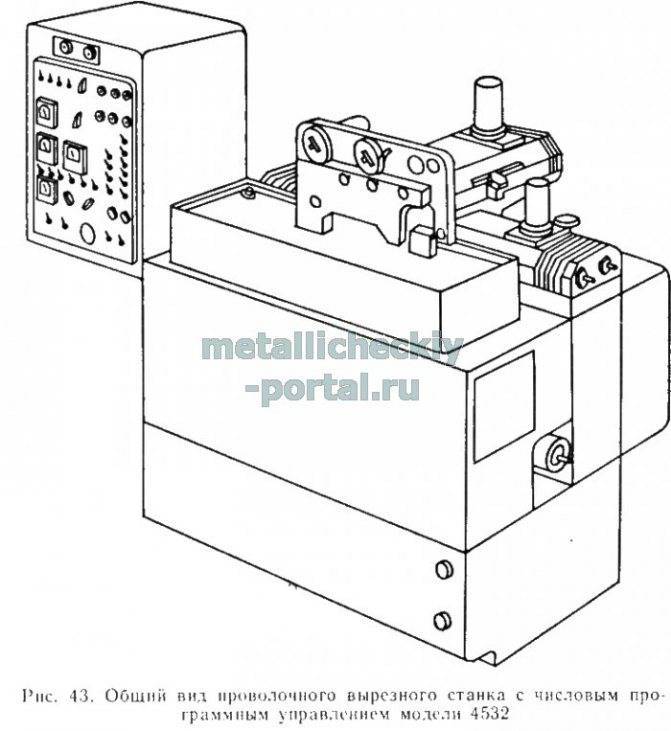
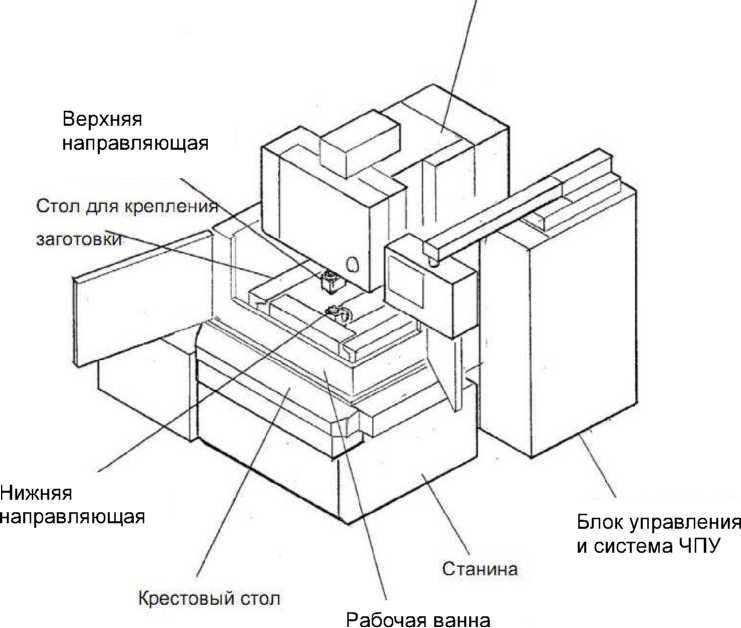
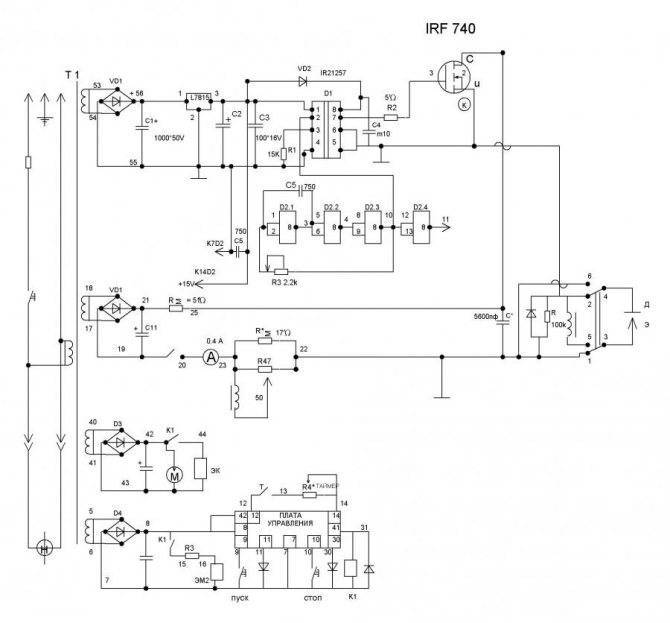
Проволочно-вырезной станок
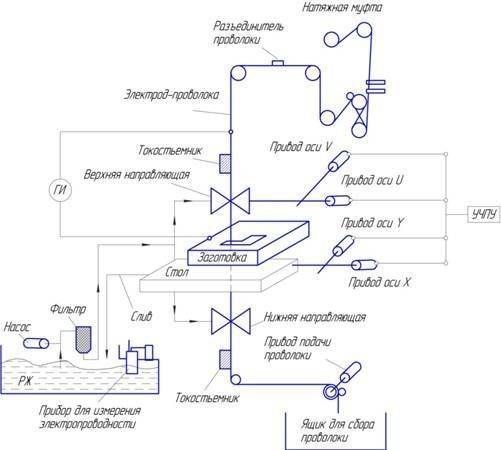
Схема проволочно-вырезного станка
Промышленный проволочно-вырезной станок обрабатывает заготовки с помощью электропроводящей проволоки без её непосредственного контакта с обрабатываемой поверхностью. Проволока изготавливается из тугоплавких металлов – вольфрама или молибдена, диаметром 0,01–0,02 см.
Обрабатываемый элемент выступает в качестве анода, а проволока – катода. Катанка перемещается одновременно к заготовке и вертикально. В процессе передвижения катода создаётся электрический разряд, который разрезает металл по необходимому контуру. И проволочный станок выполняет функцию фрезы. Но механическая обработка не позволяет подготовить заготовку с высоким качеством поверхности.
Точность металлообработки составляет от 12 до 110 мкм.
Виды работ, выполняемых на данном оборудовании:
- создание сверхмалых углов;
- изготовление радиусных вырезов с микроразмерами;
- выполнение точных параллельных резов;
- формирование высокоточных кромок.



Электроэрозионный прошивной станок
Электроэрозионный прошивной станок воздействует на заготовку электродом из тонкой проволоки контактным способом. Поперечное сечение электрода определяет форму выреза в детали. Прошивные станки используются для обработки нескольких видов сплавов:

Электроэрозионный прошивной станок
- высокопрочные сплавы для изготовления инструментов;
- титан;
- закалённая сталь;
- нержавеющая сталь.
На прошивных станках возможна обработка любых электропроводящих поверхностей для выполнения высокоточных отверстий, выемок очень маленьких диаметров с большой глубиной, углублений со сложной формой.
Это интересно: Токарная обработка — технические возможности, типы, изделия по металлу
Электроэрозионные прошивные станки
Электроконтактная прошивочная обработка металлов заключается в воздействии точечного электрода с заданной формой поперечного сечения, от которого зависит форма эрозионного углубления в заготовке. Применяются они для обработки:
- нержавеющих сталей;
- инструментальных сплавов;
- титана;
- закаленной стали.
Но работать могут со всеми видами токопроводящих материалов, когда требуется изготовление отверстий или углублений большой глубины с минимальным диаметром и точной геометрией сечения.
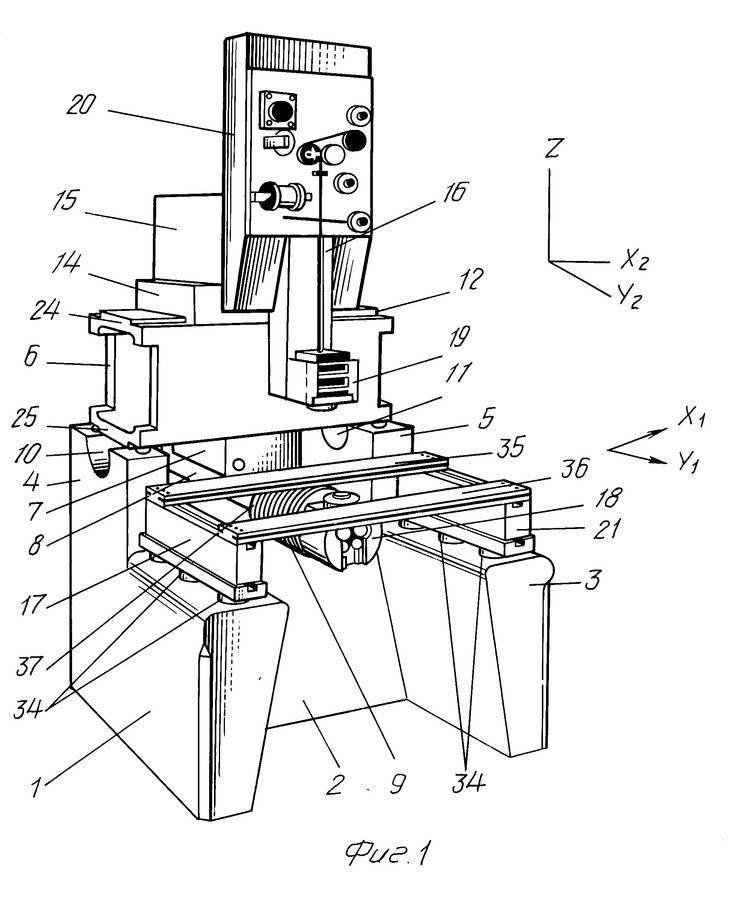
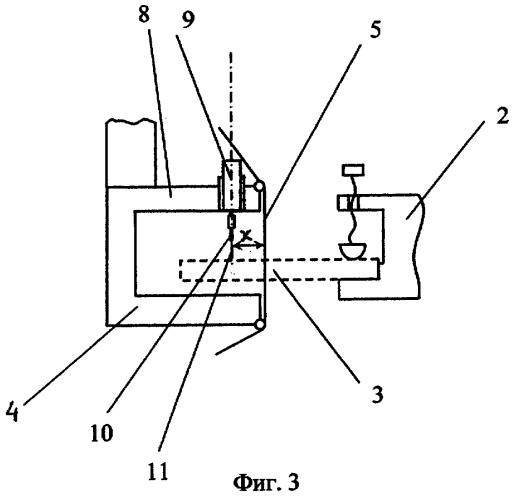
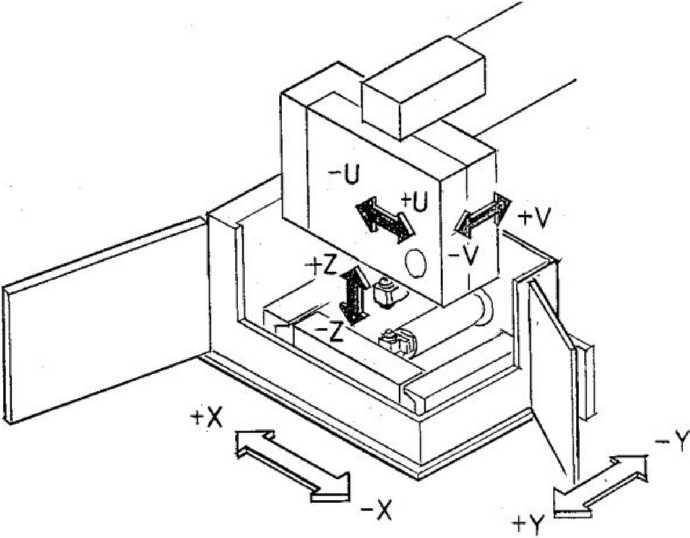
Одной из самых сложных операций прошивочного станка является изготовление резьбовых отверстий в тугоплавких материалах высокой прочности. В этом случае используются только станки с ЧПУ. Электрод из тонкой проволоки заводится внутрь отверстия и перемещается в продольном и поперечном направлении (по осям X,Y, с одновременным перемещением по оси Z). Получается отверстие со сложной конфигурацией стенки, резьбовой или иного профиля.
Электроконтактная обработка позволяет получать высокоточные оттиски штампов, пресс-форм или иных малогабаритных деталей. В этом случае электрод является миниатюрной копией требуемого изделия, изготовленной из меди или графита. В зависимости от полярности соединения на заготовке получаются четкие углубления или не менее четкие выступы. Такие электроэрозионные станки производятся как в стационарном, так и в настольном исполнении (например, G11 ARAMIS (Чехия)).
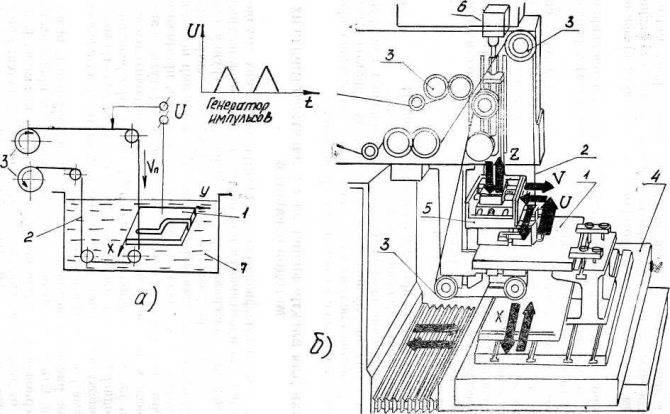
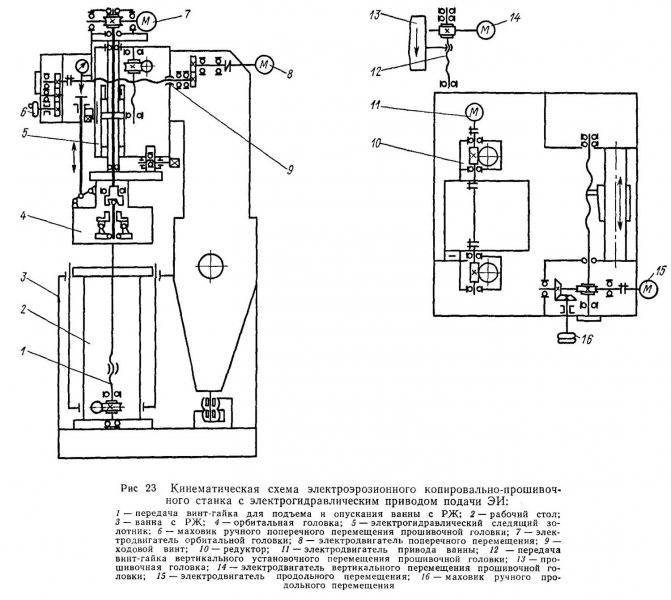
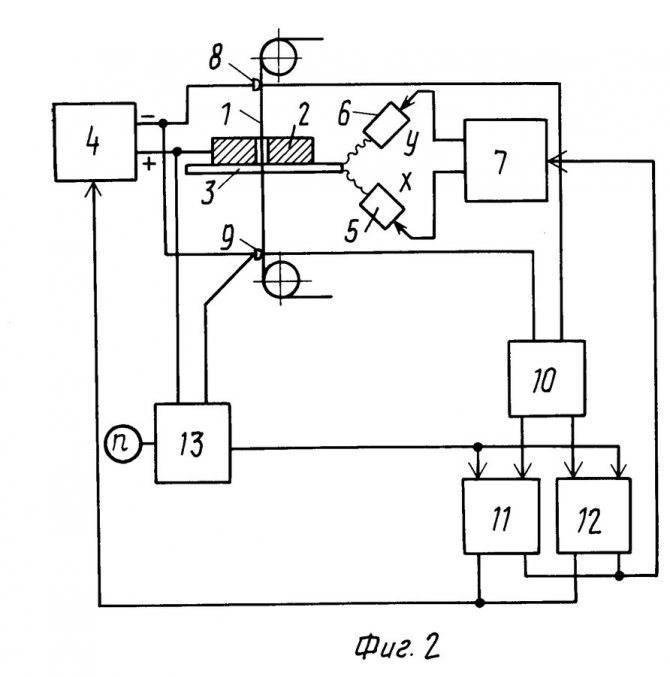
Принцип работы станков электроэрозионного типа
Несмотря на разницу в конструктивном исполнении оборудования и реализуемых способах электроэрозионной обработки, принцип функционирования остается одинаковым.
Условно процесс можно разделить на два технологических этапа.
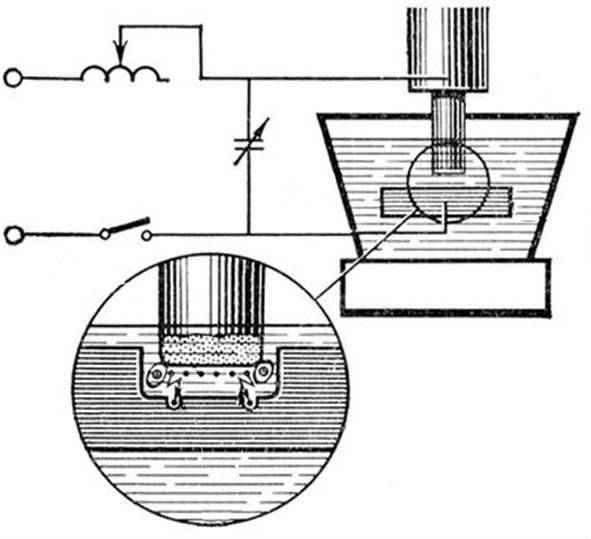
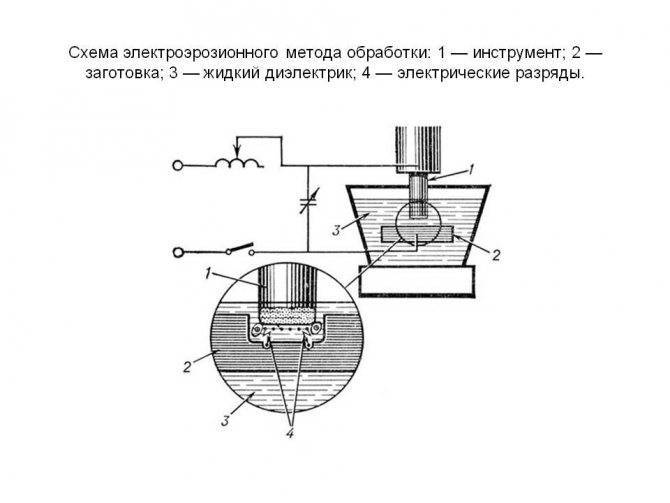
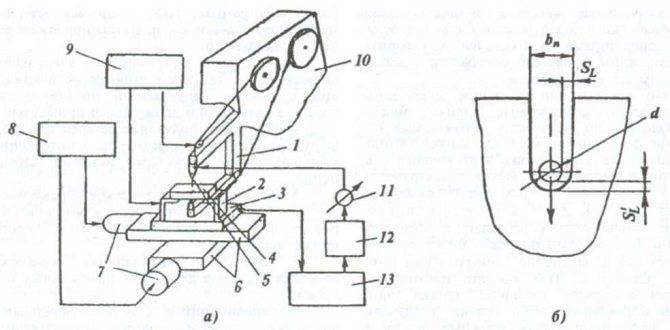
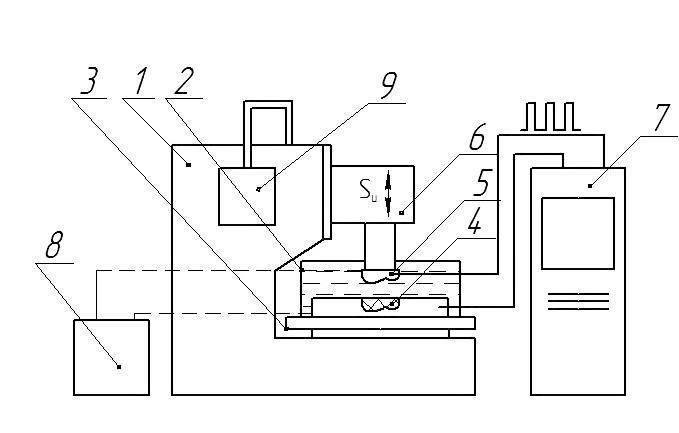
Первый. Под воздействием импульсных разрядов, поступающих «по плазменному каналу» (10), разрушается структура образца (2) на данном участке. Они появляются в определенный момент при сближении электрода (4), являющимся рабочим инструментом станка, с деталью. Электрическая энергия преобразуется в тепловую, и как результат – расплавление металла (сплава) на требуемом по ТУ участке.
Второй. Так как и деталь, и электрод погружены в емкость со спец/составом (чаще всего это масло), металл частично испаряется от высокой температуры, а остатки расплава удаляются из рабочей зоны.

В зависимости от реализуемого способа обработки и инженерного решения в конструкции станка, параметры импульсов, технология их генерирования и ряд других факторов в различных моделях электроэрозионных установок могут отличаться. Но принцип работы оборудования остается прежним.
Приложенное напряжение «пробивает» зазор между электродом и «болванкой», в результате чего возникает так называемый «плазменный канал», характеризующийся высокой температурой. У основания этого «столба» появляется расплав металла, который удаляется из рабочей зоны.
В принципе, такую «чудо-машину», как электроэрозионный станок, можно изготовить самостоятельно. Но кажущаяся простота сборки обманчива. Прежде чем приниматься за работу, следует оценить свои силы. Главная сложность, с которой столкнется «домашний умелец» – монтаж (а перед этим точный расчет параметров) искрового генератора
Кроме того, эксплуатация данного станка требует особой осторожности, так как емкость с маслом в любой момент может воспламениться
Автор не ставит целью отговорить читателя от самостоятельного изготовления бытового электроэрозионного станка, но обратить внимание на ряд моментов просто обязан
Возможности электроэрозионного оборудования
Спектр использования электроэрозионных станков действительно огромен. Из основных технологических операций можно выделить:
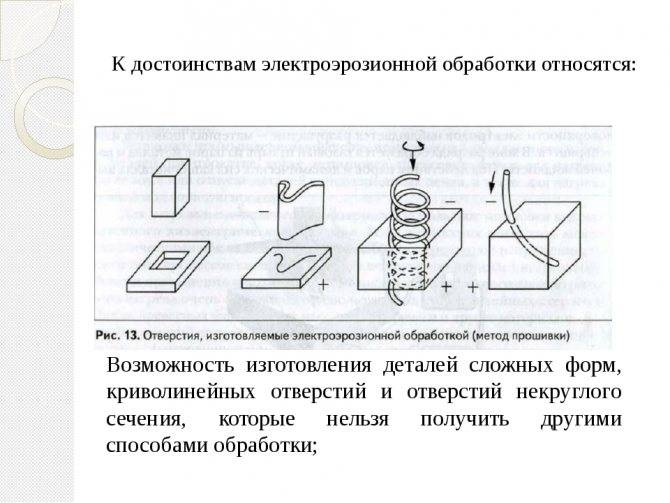
- получение отверстий (глухих проемов, углублений) самой сложной конфигурации, при необходимости, с резьбой;
- выборка материала на любую глубину с внутренних поверхностей образцов;
- выполнение операций, которые невозможно или экономически нецелесообразно проводить на других типах станков (фрезерных, токарных);
- изготовление деталей из материалов, трудно поддающихся обработке традиционными инструментами (например, титан и сплавы на его основе).
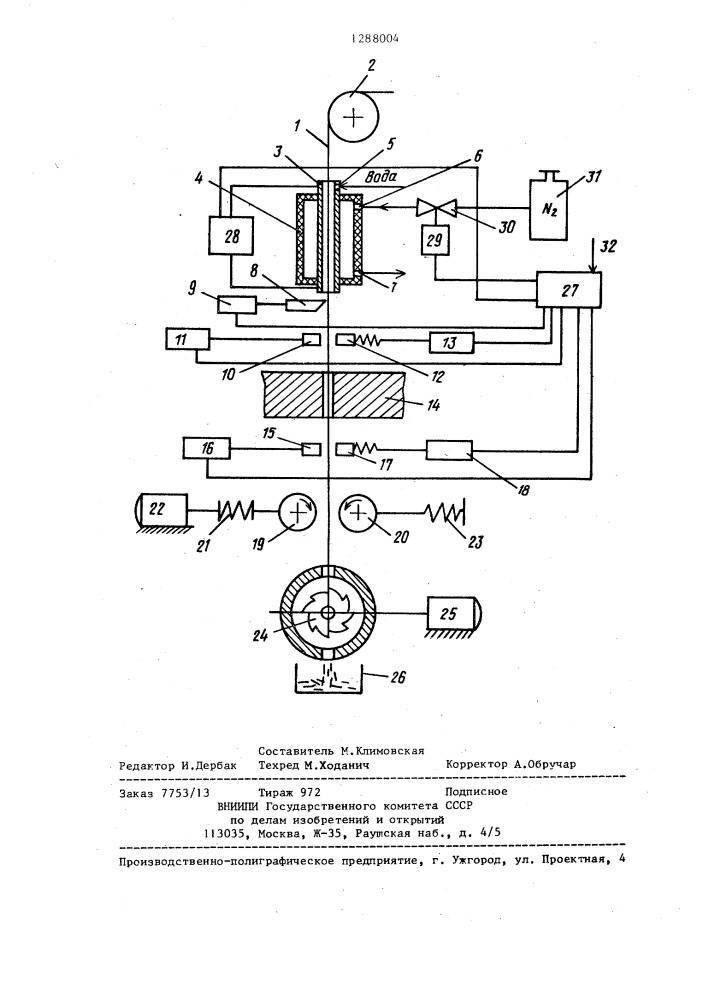
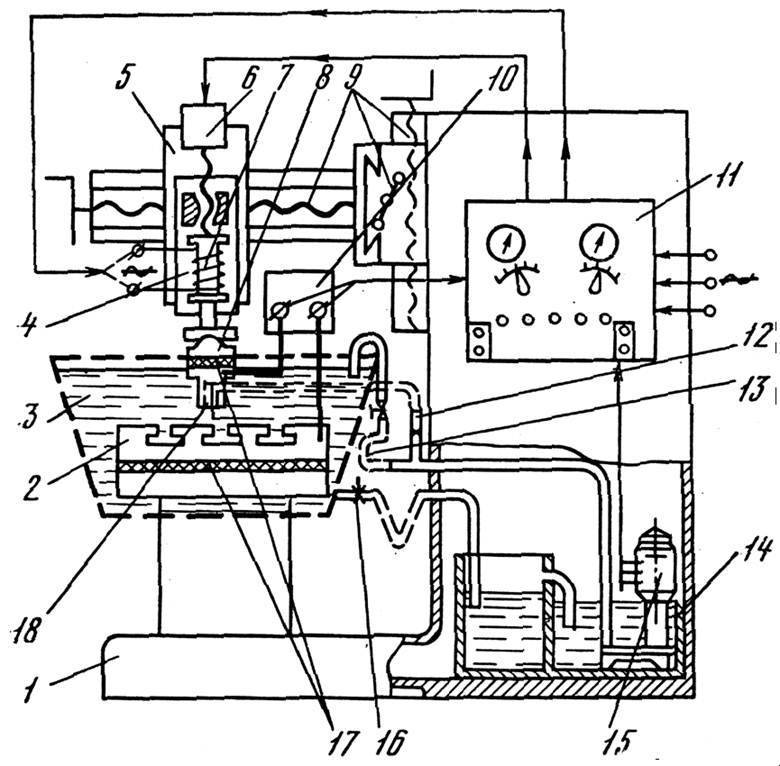
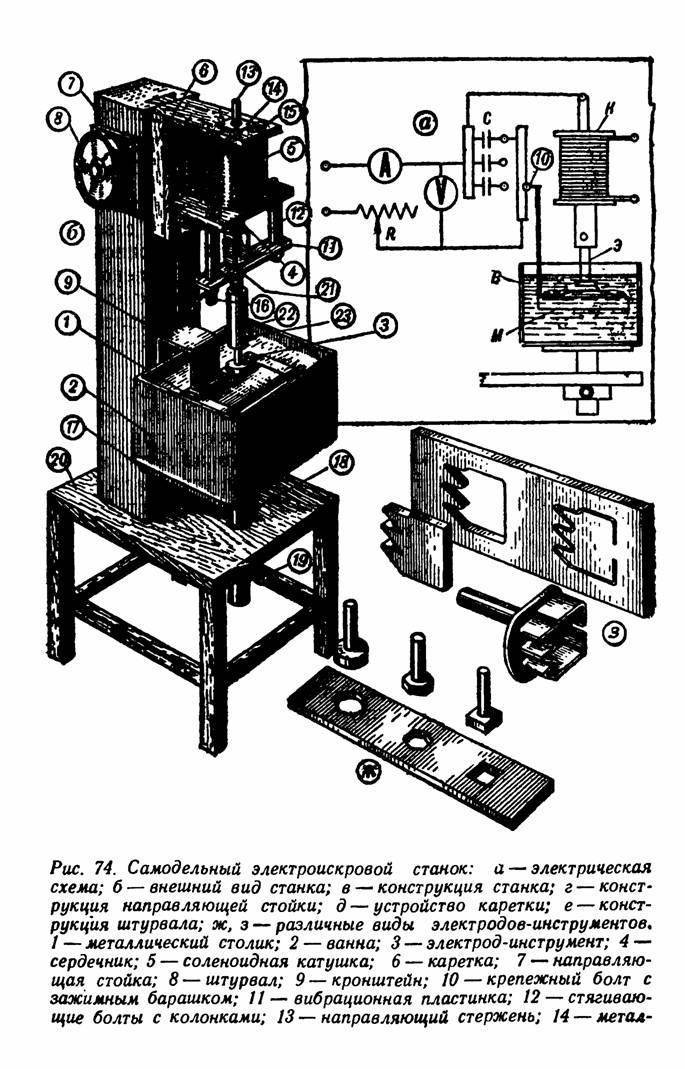
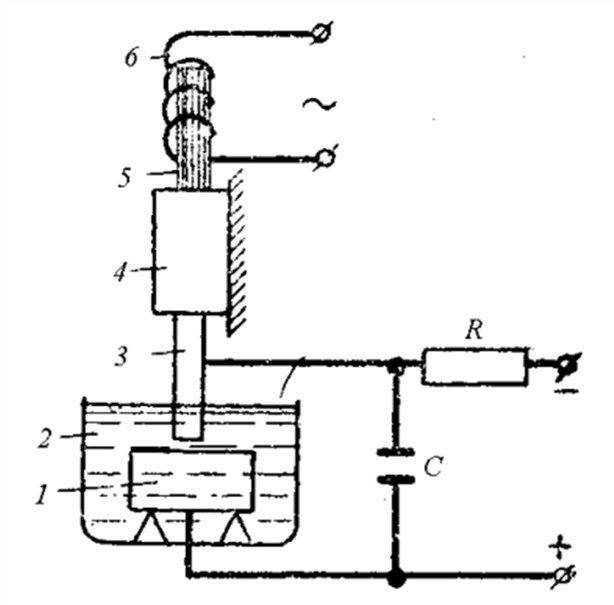
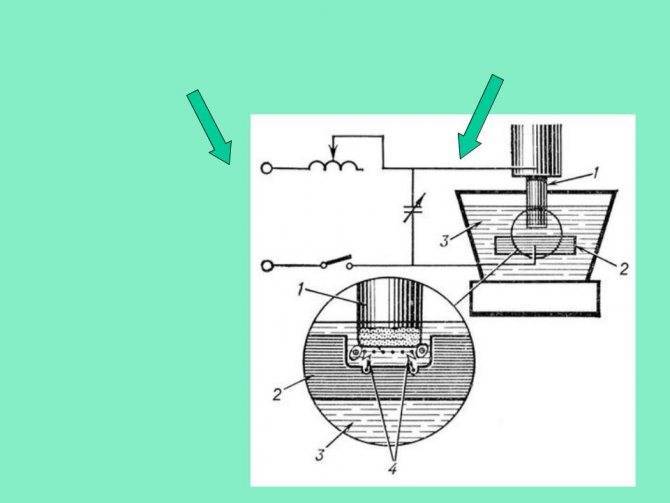
Краткое описание самодельной установки
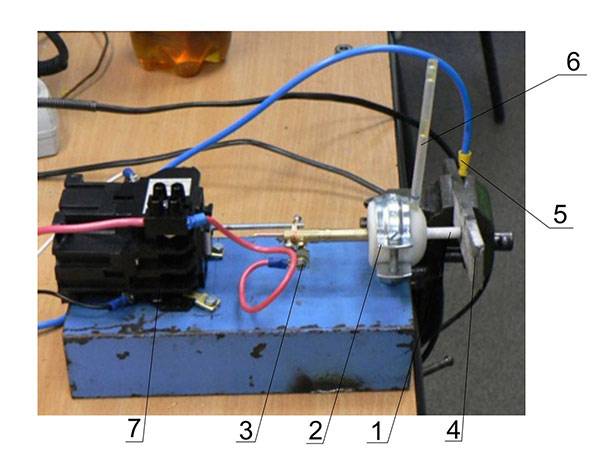
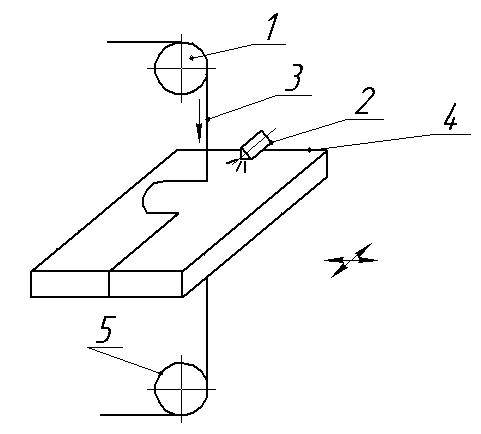
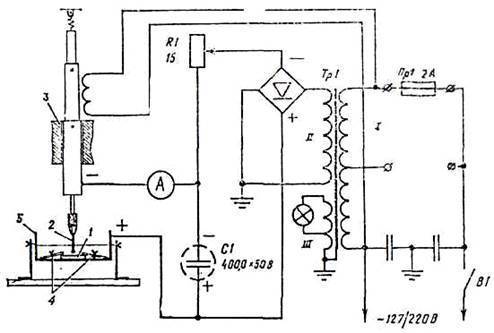
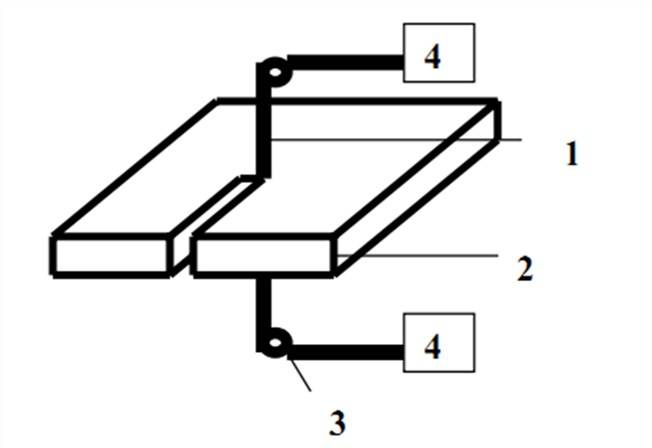
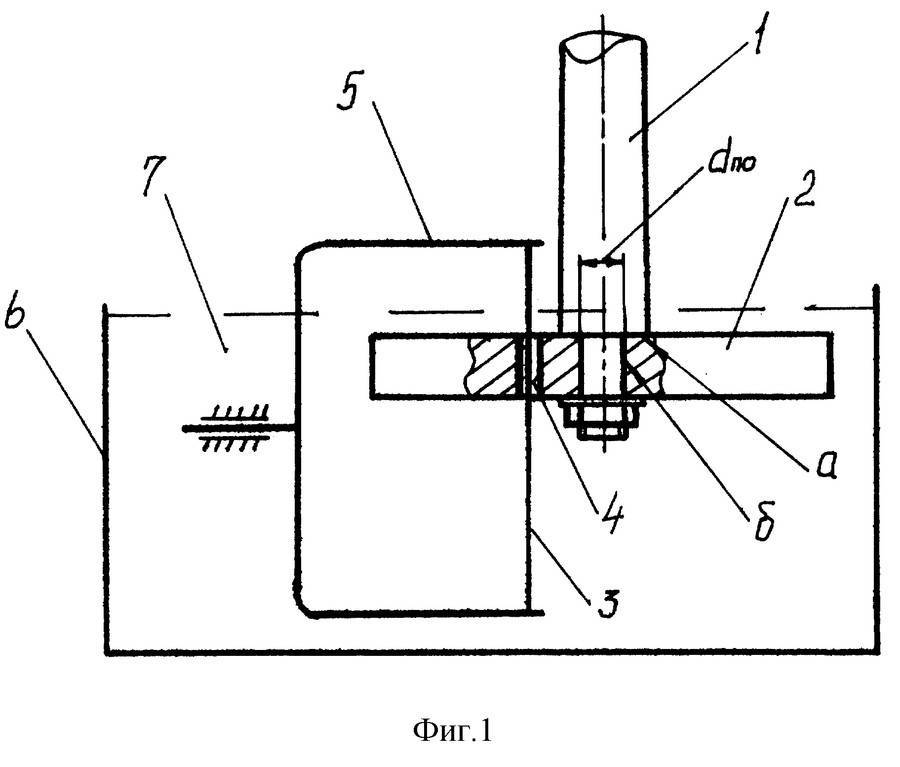
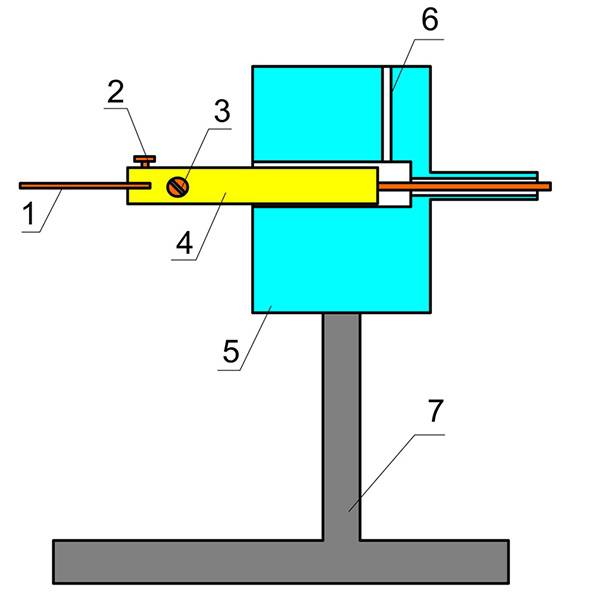
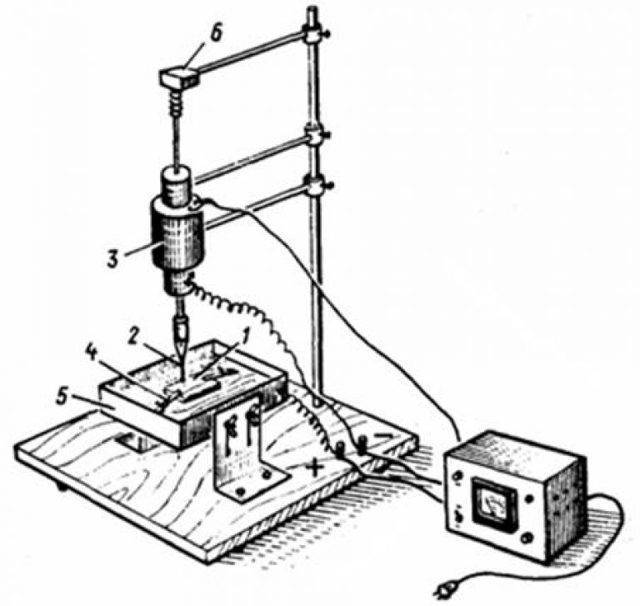
В корпусе 2 установлен электрод 1. Его возвратно-поступательное перемещение производится электромагнитом из катушки 7. К направляющей втулке подведена клемма 3 (подается положительный потенциал).
На рабочем столе 4 крепится деталь, которую нужно обработать. На столе имеется клемма 5, к ней подключается отрицательный проводник. По трубке 6 внутрь корпуса подается смазка.
Через фильтры производится подключение преобразователя напряжения, от них положительный и отрицательный провода соединяются на соответствующих клеммах 3 и 5. На столе 4 фиксируется деталь, в которой можно проводить разные виды обработки, например, прожечь отверстие в закаленной детали.
Включив преобразователь, на токонесущих проводах будет получено рабочее напряжение. Дополнительно подается напряжение на индукционную катушку 7. Она создает вибрацию электрода 1, направляя его движение вправо и влево. Электрод 1 касается обрабатываемой детали. В зоне контакта возникает ток величиной 7000…9000 А.



При каждом движении инструмента в сторону детали выжигается небольшое количество металла. В течение 10…12 минут работы электроэрозионного станка в детали будет получено сквозное отверстие. Получено отверстие в хвостовике сверла. Обычным способом просверлить подобное отверстие довольно сложно.

Электроды
Рабочая часть для электроэрозионного оборудования — электроды. Они отличаются конструкцией, материалом.
Материал
Материал электродов должен иметь:
- эрозионную стойкость;
- высокую прочность;
- низкую цену.
Лучшие варианты:
- молибден;
- латунь;
- серый чугун;
- алюминиевые сплавы или чистый алюминий;
- электролитическая медь;
- медные сплавы;
- смесь вольфрама с медью.
Молибден (Фото: Instagram / ferroprofi)
Конструкция
Конструкция электродов:
- Форма инструмента должна быть обратной той поверхности, с которой будет проводиться рабочий процесс.
- Чтобы подводить рабочую жидкость к электроду, в нем высверливается небольшое отверстие.
- Чтобы снизить массу электрода, их могут изготавливать пустотелыми.
Чистовая обработка металла выполняется с помощью ступенчатых рабочих частей, а черновая — с помощью стержневой части.
Станок электроэрозионный для резки металлов
Электроэрозионная резка проволокой применяется тогда, когда выполнить требуемый рез металлической детали или заготовки с помощью классической традиционной обработки невозможно, когда перед прочностью заготовки бессильны и фреза, и резец токарного станка. Механическая резка не выгодна или даже невозможна, когда требуется получение внутри или снаружи детали острых углов со сверхмалыми радиусами закруглений. Эта ситуация возникает при обработки деталей, подвергшихся закалке или твёрдосплавных металлических соединений. Иногда ещё к электроэрозионной резке металла прибегают, если из-за глубины или сложной структуры полости это выполнить механической простой операцией на фрезерном станке невозможно. Проволочно-вырезные станки дополняют набор операций при изготовлении сложных деталей современного машиностроения.
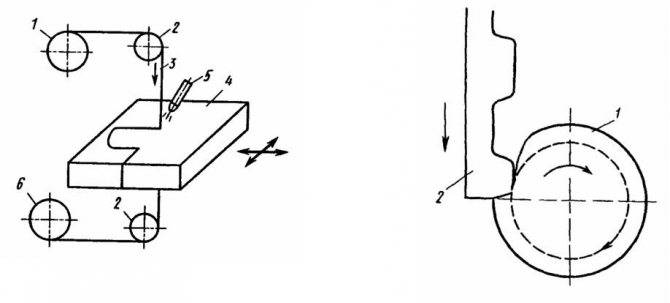
Электроэрозионная резка представляет собой интенсивную электроэрозию металла в нужном сечении детали. Высокочастотные импульсы, вырабатываемые генератором, поддаются на электрод, который представляет собой проволоку из молибдена. При работе генератора сама деталь перемещается в нужную сторону с помощью электрического привода направляющих станочной плиты. Выжигание металла происходит электрическими искрами, а затем разрушенный слой смывается охлаждающей жидкостью специального состава, непрерывно подаваемой в зону резки. Перемещение проволоки для электроэрозионных станков всегда происходит в направлении, перпендикулярном оси барабана смотки.
Можно выделить те технологические операции, где работа элктроэрозионных режущих станков выгодно отличается от механической обработки металлов:
- обработка сверхтвёрдых металлов и сплавов;
- выполнение вырезов в заготовках с угловыми острыми кромками, имеющими сверхмалые радиусы закруглений;
- обработка цилиндрических и фасонных поверхностей большой глубины;
- обработка поверхностей с очень высокой точностью.

Чтобы запрограммировать обработку детали электроэрозионным станком, нужно иметь техническое задание и макет самого изделия. Формат представляемых данных может быть любой, перевод его в команды блока ЧПУ осуществляется оператором станка или программистом.

При электроэрозионной резке нет нужды использовать инструменты, более твёрдые чем материал обрабатываемой детали. Для резки твёрдосплавных соединений используется проволока из цветных сплавов, которую получают обычным способом. Оборудование при резке также не отличается высокой сложностью, как и сами технологические приёмы работы с ним. Скорость рабочего процесса не зависит от твёрдости и прочности обрабатываемого материала. При резке не требуется каких-либо усилий механического типа, благодаря чему качество обработки получается очень высокое. Количество же всевозможных операций и переходов на одну обработку сводится к минимуму даже при очень сложной форме детали. Различные по техническим характеристикам станки для резки имеют разную производительность рабочего процесса, но все они могут выполнять схожие операции, лишь за разное время.
![Электроэрозионная обработка металлов [описание, технология]](https://101benzopila.ru/wp-content/uploads/0/8/9/0897852de0cbecba33f8dbf76da354de.jpeg)
Возможности электроэрозионного станка
После того, как были обговорены все тонкости процесса обработки на электроэрозионном станке, можно упомянуть о возможностях этого очень полезного устройства, со столь внушительным функционалом.
Электроэрозионный станок:
- способен производить обработку деталей из практически любого токопроводящего материала;
- довольно прост в использовании, что заключается в том, что требуемый режим работы станка может быть выбран из длинного списка имеющихся предустановленных режимов, путём выбора ввода его порядкового номера;
- очень прост в изменении режима обработки. Это является очень серьёзным достоинством электроэрозионного станка, так как режим обработки можно менять даже в процессе обработки;
- предоставляет возможность осуществлять быструю обработку, а также обработку с высокой точностью;
- позволяет сэкономить средства. Может это покажется и незначительным преимуществом таких станков, но не сказать о нём нельзя. Дело в том, что электроэрозионные станки используют в качестве диэлектрической жидкости дистиллированную воду, что значительно понижает стоимость эксплуатации станков такого типа. Так что, в отличие от других устройств, которые используют другие жидкости, электроэрозионные станки могут помочь своим пользователям экономить свои средства;
- предоставляет возможность обработки заготовок различных форм и размеров. Предполагается также обработка самых сложных заготовок различных конфигураций: спиралевидных, полых, сферических и так далее;
- обладает функцией памяти. Она заключается в том, что даже при внезапном отключении станка, не произойдёт сброс важных параметров режима и координат, так что после включения электроэрозионного станка можно будет спокойно продолжить работу.
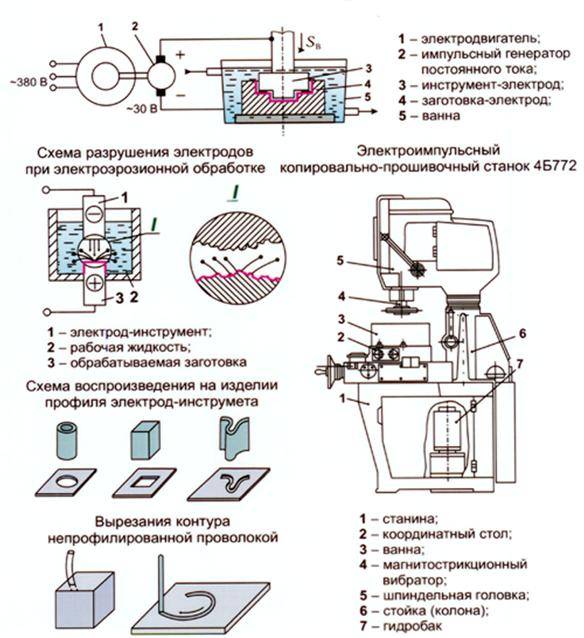
Физические и химические основы электроэрозии
Электроэрозионная обработка (ЭЭО) — это технология, которая позволяет разрушать поверхность металлических изделий с помощью электрических разрядов. Явление электрической эрозии основано на разрушении электродов под действием электрического тока, пропускаемого через электроды. Технология была изобретена советскими инженерами и учеными Б. Лазаренко и Н. Лазаренко в 1943 году.
Технология электроэрозии позволяет изменить размеры, форму металлических деталей — ее можно использовать для создания отверстий, для шлифовки, для обработки фасонных полостей, для создания углублений и так далее. Технология является очень точной и надежной, что позволяет использовать для высокоточной обработки металлов.
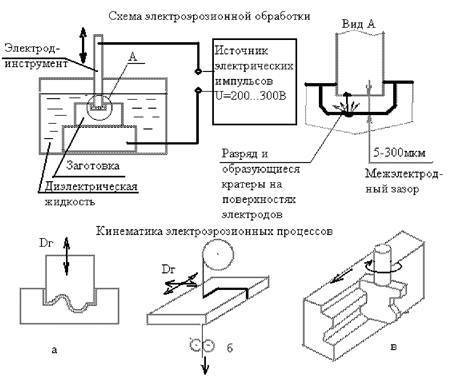
На физическом уровне ЭЭО выглядит так:
- Для электрической эрозии применяются станки, которые имеет приблизительно одинаковую конструкцию. Главным их элементом является обрабатывающий инструмент-электрод, который выступает в роли резака. Вторым важным элементом является сама обрабатываемая деталь. Третий элемент — источник постоянного тока, к которому подключаются электрод и обрабатываемая деталь.
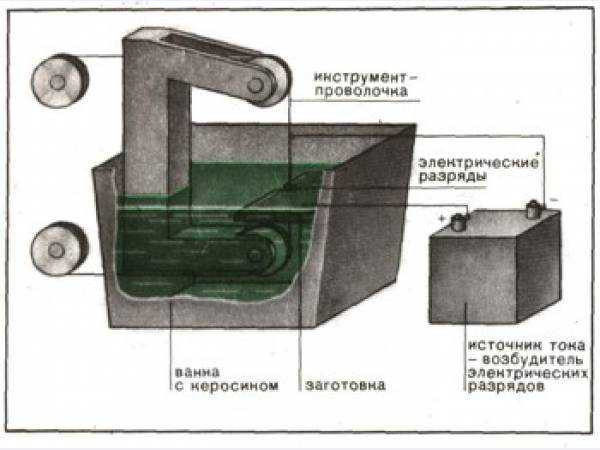
- Чтобы избежать перегрева деталей, обработка выполняется в жидкой среде. В качестве жидкости выступают диэлектрики, которые плохо проводят ток (керосин, минеральное масло). Для удобства работы станок может оборудоваться дополнительными деталями (реостаты, конденсаторы и другие). Большинство современных станков также оборудованы электронной панелью управления.
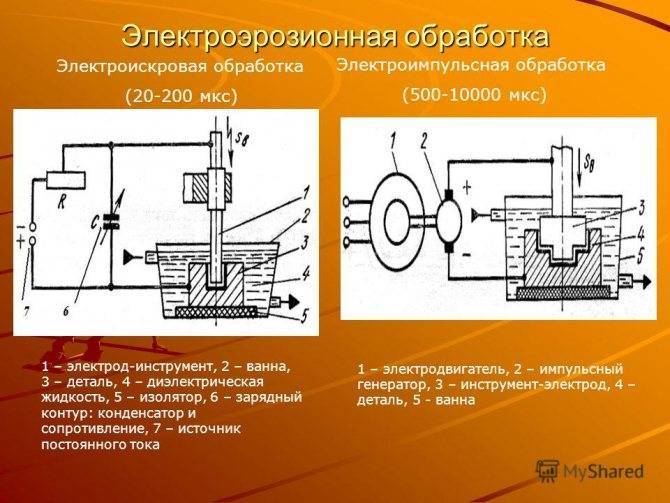
- Установка может работать в двух режимах — электроискровой и электроимпульсный. В случае электроискрового режима ток подается таким образом, что электрод выступает в роли минус-катода, а сама деталь — плюс-анода. Во время работы электрод генерирует электрическую дугу, которая ионизирует поверхность металлической заготовки. Ионы имеют очень высокую температуру, что приводит к расплавлению металла с образованием небольшой лунки. Чтобы не расплавить электрод-катод, электричество подается короткими импульсами. Длительность подачи электричества для генерации 1 импульса — 0,001 секунд. Во время электроискровой обработки срезается небольшое количество металла, поэтому эту технологию используют для финальной обработки заготовки.
- В случае электроимпульсного режима работы меняется электрическая полярность. На электрод подается положительный ток, а на деталь — отрицательный. Это также приводит к образованию ионизированной плазмы, которая прожигает металл с образованием лунки-углубления. Однако из-за особенностей кристаллической решетки металлов генерируется более мощный поток ионов, поэтому электроимпульсный режим мощнее электроискрового в 10-11 раз. Чтобы защитить электрод от расплавления, ток подается небольшими порциями, где длительность подачи 1 импульса составляет 0,001 секунд. Электроимпульсный режим из-за повышенной мощности используется для черновой обработки, а также для резки сверхпрочных металлических сплавов.

Частички металла, которые срезаются ионным потоком, попадают в жидкость-диэлектрик. Они не растворяются, а находятся в диэлектрике в виде мелкой взвеси. Сперва частички обладают очень высокой температурой, однако при контакте с жидкостью они быстро остывают, достигая температуры окружающей среды. После проведения работ не рекомендуется использовать «раствор» по прямому назначению, поскольку металлическая взвесь может ухудшать технические свойства эксплуатируемого прибора.
Принцип работы электроэрозионного станка
После того как выше были рассмотрены конструктивные аспекты существующих электроэрозионных станков, следует разобраться в принципе их работы. Нельзя не упомянуть, что процедуры обработки деталей, которые применяются на устройствах такого типа, позволяют достигать просто поразительных результатов.
Для начала пару слов о том, что такое электрическая эрозия, ведь как мог уже догадаться читатель из названия станка, именно эта реакция стоит в основе работы таких устройств.
Разрушение верхнего слоя поверхности материала под влиянием внешнего воздействия, осуществляемого электрическими разрядами, называется электрической эрозией. Именно этот процесс и стал основой для обработки различных материалов и деталей, который называется электроэрозионным.
Сама электроэрозионная обработка осуществляется путём изменения размеров, формы, шероховатости и свойств поверхности обрабатываемой заготовки под влиянием электрических разрядов в результате электрической эрозии, воздействующих на заготовку при обработке.
Из-за того, что в зоне разряда действуют весьма высокие температуры (8000 — 12000 градусов по Цельсию), металл подвергается следующим изменениям: нагрев, затем последующее расплавление и даже частичное испарение. Для того чтобы получить такие высокие температуры в зоне разряда, создаётся большая концентрация энергии, которая достигается благодаря генератору электрических импульсов. Сам процесс электроэрозионной обработки происходит в рабочей жидкости, а именно в дистиллированной воде. Она заполняет пространство между имеющимися электродами. Одним из этих электродов является сама заготовка, а вторым — электрод-инструмент (электрод трубчатый).
Под действием сил, которые возникают в канале разряда, а также благодаря тому, что электрод быстро вращается, происходит выброс уже жидкого и парообразного металла из зоны разряда в окружающую его рабочую жидкость, а затем его застывание в ней с образованием отдельных мелких частей. В заготовке, под действием импульса тока, образуется отверстие. Кроме этого, можно наблюдать угар электрода-инструмента, происходящий параллельно образованию отверстия.
Следует заметить, что электрод-инструмент обязательно должен быть изготовлен из материала с высокой эрозионной стойкостью. Такими материалами, которые обладают таким важным качеством и которые способны обеспечить стабильность протекания процесса электроэрозии, являются: вольфрам, графит, алюминий, латунь, медь и графитовые материалы. Обычно в таких станках используются медные или латунные трубчатые электроды.
Выводы

Целый ряд достоинств, а также нетипичный принцип работы, которые позволяет достигать выдающихся результатов при обработке различных заготовок, делают это обрабатывающее оборудование настоящим титаном среди устройств другого типа, но предназначенных также для обработки различных заготовок.
Простота эксплуатации электроэрозионных станков позволяет осуществлять на нём работу даже тем пользователям, которые ранее не имели опыта или определённых навыков работы с таки оборудованием.
Принцип работы электроэрозионных станков, заключающийся в использовании электрической эрозии для обработки заготовок, позволяет добиваться очень качественных результатов.
Источники
- https://obrabotkametalla.info/stanki/rabota-samodelnogo-elektroerozionnogo-stanka
- https://metmastanki.ru/elektroerozionnyy-stanok-svoimi-rukami
- https://stankiexpert.ru/stanki/stanki-dlya-rezki/elekroerozionnye-stanki.html
- https://ometalledo.ru/elektroerozionnyj-stanok-svoimi-rukami.html
- https://ice-people.ru/raznoe-2/elektroerozionnyj-stanok-svoimi-rukami-elektroerozionnyj-stanok-svoimi-rukami-zakonchennye-proekty.html
- https://WikiMetall.ru/metalloobrabotka/elektroerozionnaya-obrabotka.html
- https://stanok.guru/stanki/elektroerozionnye-stanki-i-princip-raboty.html
- https://www.softelectro.ru/5_2.html
- https://stanki-info.com/elektroerozionnyy-stanok-svoimi-rukami/





