

Как обозначают типы сварок
Огромное количество возможностей перед мастером открывают современные разновидности сварки, позволяющие любые задумки воплощать в действительности. Но чтобы применять на практике какую-либо сварочную технологию необходимо понимать обозначение сварки и научиться составлять чертежи.
В зависимости от технологии условное обозначение сварки на чертежах следующее:
- Э – электродуговая;
- Kт – контактная;
- Г – газовая;
- З – выполняемая в среде защитных газов.
В чертежах содержится вся информация, которая может понадобиться мастеру в процессе сваривания металлоконструкций, поэтому обязательным условием для каждого профессионального сварщика является умение читать и составлять сварочные чертежи.
Значение слова «фаска»
ФА́СКА
, -и,род. мн. –сок,дат. –скам,ж. Спец. Скошенная часть ребра или кромки на каком-л. изделии.
Источник (печатная версия):
Словарь русского языка: В 4-х т. / РАН, Ин-т лингвистич. исследований; Под ред. А. П. Евгеньевой. — 4-е изд., стер. — М.: Рус. яз.; Полиграфресурсы, 1999;(электронная версия): Фундаментальная электронная библиотека
Фа́ска — поверхность, образованная скосом торцевой кромки материала. Используется в технологических, технических, а также в декоративных и эргономических целях.
ФА’СКА
«Толковый словарь русского языка» под редакцией Д. Н. Ушакова (1935-1940);(электронная версия): Фундаментальная электронная библиотека
Делаем Карту слов лучше вместе
Привет! Меня зовут Лампобот, я компьютерная программа, которая помогает делать Карту слов. Я отлично умею считать, но пока плохо понимаю, как устроен ваш мир. Помоги мне разобраться!
Когда-нибудь я тоже научусь различать смыслы слов.
В каком смысле употребляется прилагательное знакомый
в отрывке:
Предложения со словом «фаска»
- Помимо выделенных показателей, также рассчитываются и исследуются коэффициенты повторяемости и унификации по конструктивным компонентам: термообработке, габаритам, радиусам, диаметрам, мощности, резьбе, фаске , материалам, напылению, окраске и другие составляющие.
- Затем у одного и другого донца снимают фаски и вставляют их в остов.
- Ножи с односторонней фаской можно сделать из кусков старой ножовки.
- (все предложения)
Предложения со словом «фаска»:
Помимо выделенных показателей, также рассчитываются и исследуются коэффициенты повторяемости и унификации по конструктивным компонентам: термообработке, габаритам, радиусам, диаметрам, мощности, резьбе, фаске
, материалам, напылению, окраске и другие составляющие.
Затем у одного и другого донца снимают фаски
и вставляют их в остов.
Ножи с односторонней фаской
можно сделать из кусков старой ножовки.
Основные положения
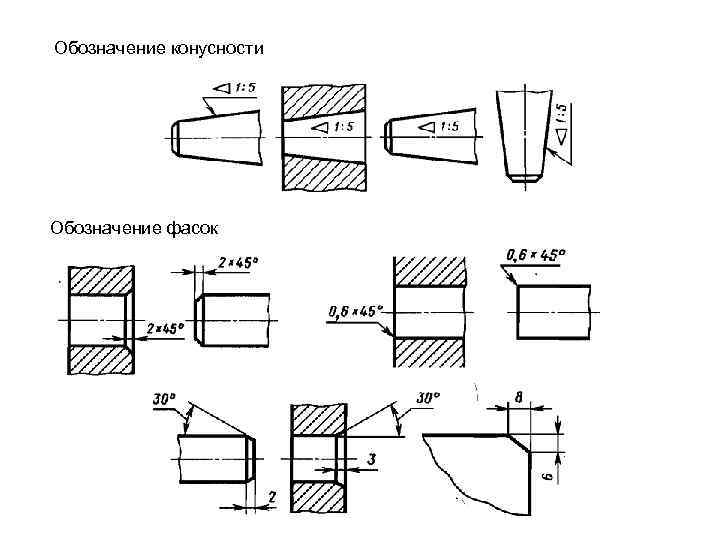
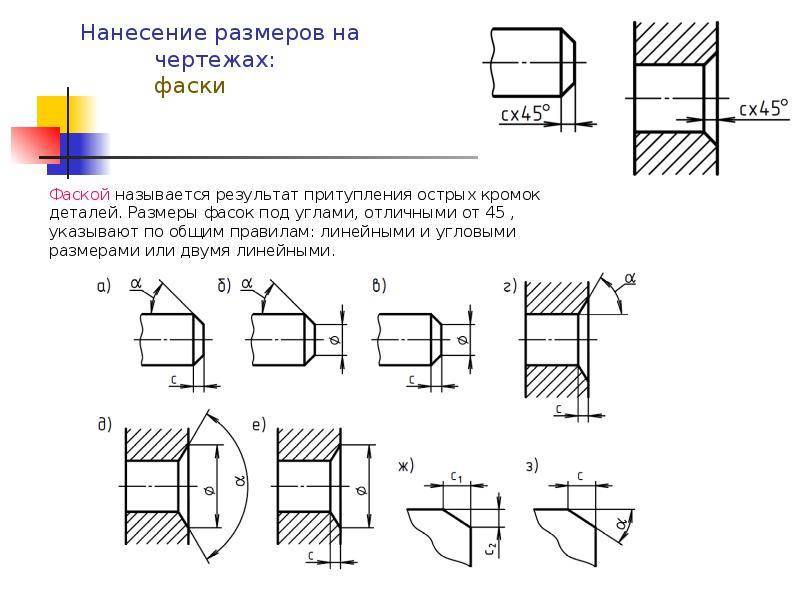
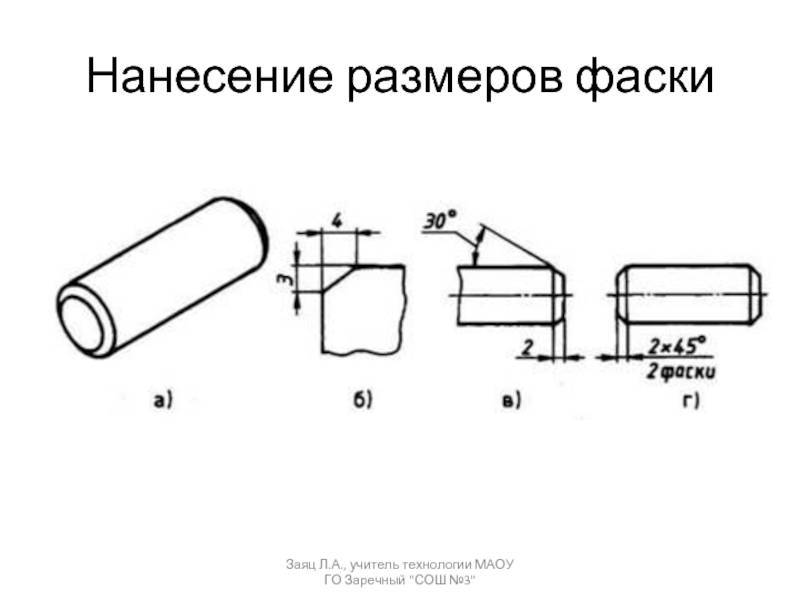
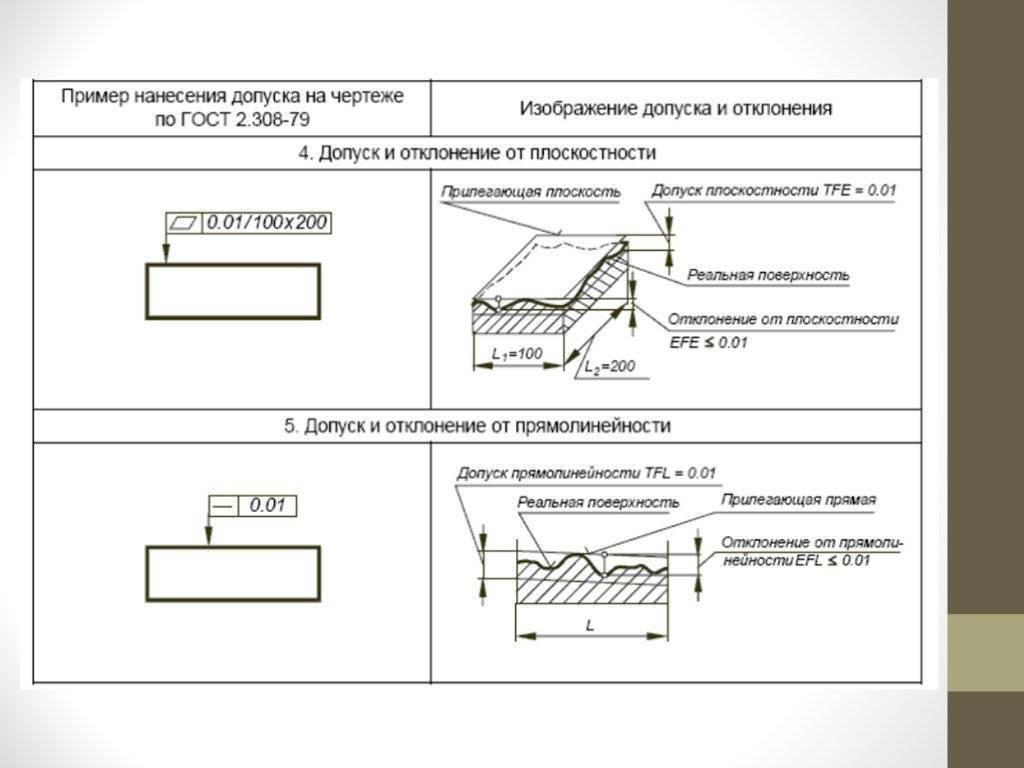
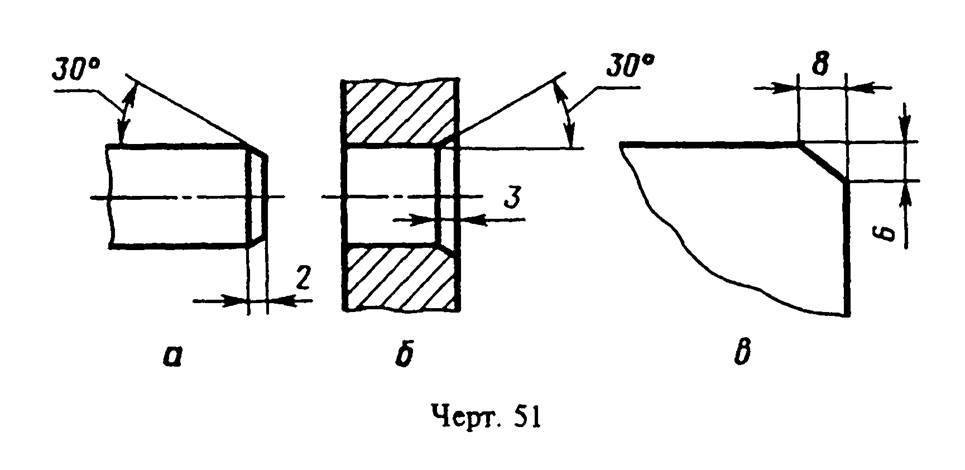
Имеющиеся в проекте даже небольшие скосы острых граней в обязательном порядке должны быть указаны в технической документации в случае, если подобное сглаживание несет функциональное значение. Однако зачастую в этом нет необходимости, так как по ЕСКД (Единая система конструкторской документации) все острые кромки, образованные в результате изготовления и контактирующие с человеком, должны быть притуплены. В зависимости от масштаба и особенностей узла, возможно показать фаску несколькими способами.
Обычно фаска на чертеже обозначается с помощью размерных линий, использование для этого контурных или осевых запрещается стандартами ГОСТ.
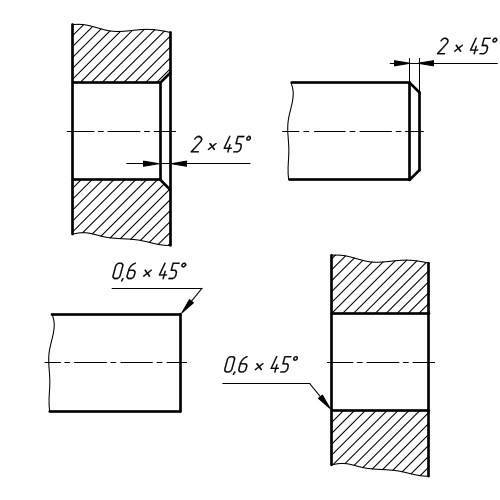
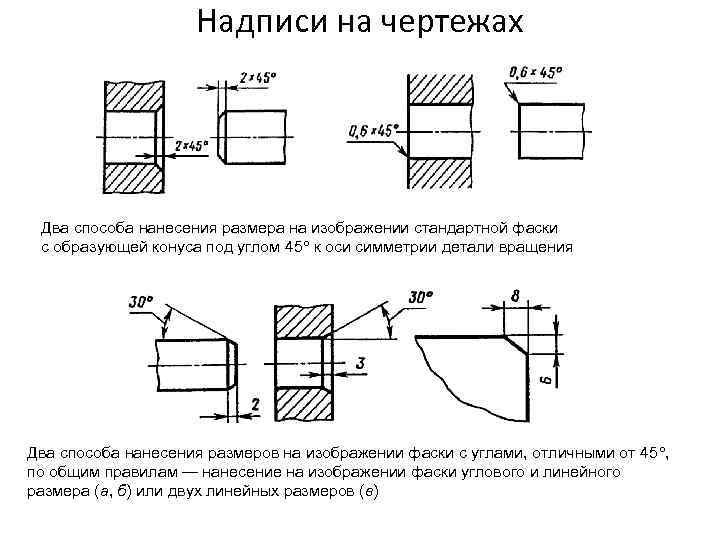
Главным критерием является возможность удобного чтения, чтобы при изготовлении не возникло сомнений, к какому узлу относится параметр. При этом обязательно указывается два числовых значения: первое — ширина скоса в мм, второе — величина угла относительно главной оси всего механизма или отдельного элемента. При изображении симметричных фасок под одинаковым углом на одной детали, возможно отдельно указать первое значение, а второе изобразить величиной тупого угла, который они образуют. Часто используется обозначение фаски на чертеже двумя линейными размерами, каждый из которых указывает величину среза в разных плоскостях.
Обозначение фаски на чертеже согласно ГОСТ производится стандартным шрифтом и только на одном виде, дублирование на других проекциях не требуется. При этом с главной стороны наносятся размеры внешних фасок, а внутренние указываются только на разрезе.
Это интересно: Эвольвентное зацепление — расчет, построение, параметры, геометрия
Как сделать фаску по длине и углу
Команда Фаска расположена на инструментальной панели Геометрия.
Вызываем команду и на Панели параметров выбираем способ построения «По длине и углу»
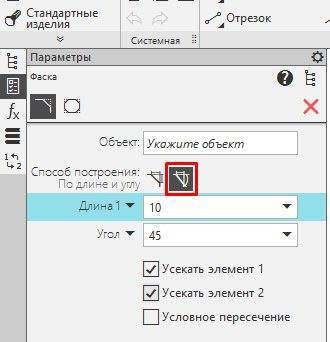
Указываем необходимую длину фаски и угол
Также важное значение имеют свойства «Усекать элемент 1» и «Усекать элемент 2». Как определить, что такое элементы 1 и 2? При построении фаски необходимо кликнуть по двум объектам между которыми фаска и будет строиться
Элемент 1 — элемент по которому кликаем вначале.
Например, нам нужно построить фаску на углу с длиной 50 мм, углом 30 град и чтобы элемент 1 не усекался. Настройки в этом случае будут иметь вид:
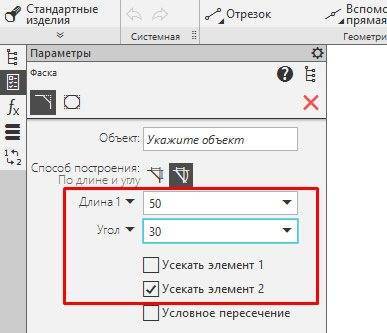
Было вот так:
Вначале указали горизонтальный отрезок, потом вертикальный, получили вот так:
Горизонтальный отрезок, как и указали, не усекся, а вертикальный усекся, длина фаски 50, угол 30.
Обозначение фаски на чертеже по ЕСКД
Выполнение чертежа является важной организационной частью. От точности обозначений и правильности составления зависит возможность функционирования одной детали или целого механизма
Поэтому для удобства чтения разработаны общие для всех правила, которые помогают правильно понимать проект.
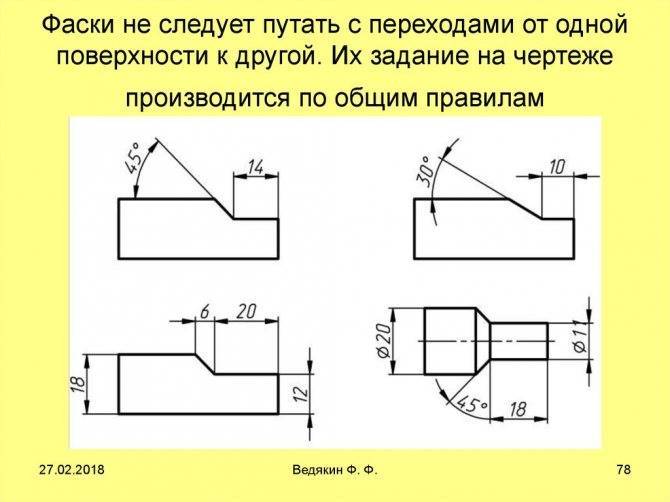
На технических чертежах порой требуется отметить, что деталь имеет скошенный или закругленный край. Это необходимо либо для эстетически приятного вида, либо для более точного соединения и выполнения определенных функций. Подобное техническое решение называется фаской.
Чтобы точно изготовить элемент, который сможет выполнять необходимые функции, нужно не только точно начертить детали, но и верно отметить их параметры, чтобы мастер смог правильно изготовить элемент.
Резцы, которые применяются для чистовой обточки
Для чистовой обточки необходимо применять резцы такой формы, которые обеспечат самое малое образование шероховатостей на обрабатываемых поверхностях. На этом этапе лучше использовать обычный проходной резец, если его применение позволяет обеспечить это требование. Случается, что при обработке различные вкрапления в сплаве металлов, из которого изготовлена деталь, вырываются, и тогда не ее поверхности возникают углубления. Добиться чистоты поверхности и предупредить возможность деформации позволит обработка деталей резцами, установленными на пружинном держателе. Резцы в этом случае будут сглаживать неровность, а не усугублять ее.
Этот метод демонстрирует свои наилучшие результаты при выполнении неоднократных проходов. Его применяют для выполнения индивидуальных заказов, так как он значительно снижает общую производительность.
Нанесение размеров на машиностроительных чертежах
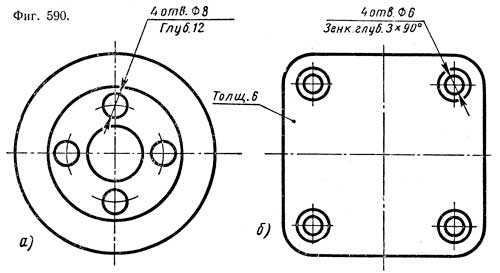
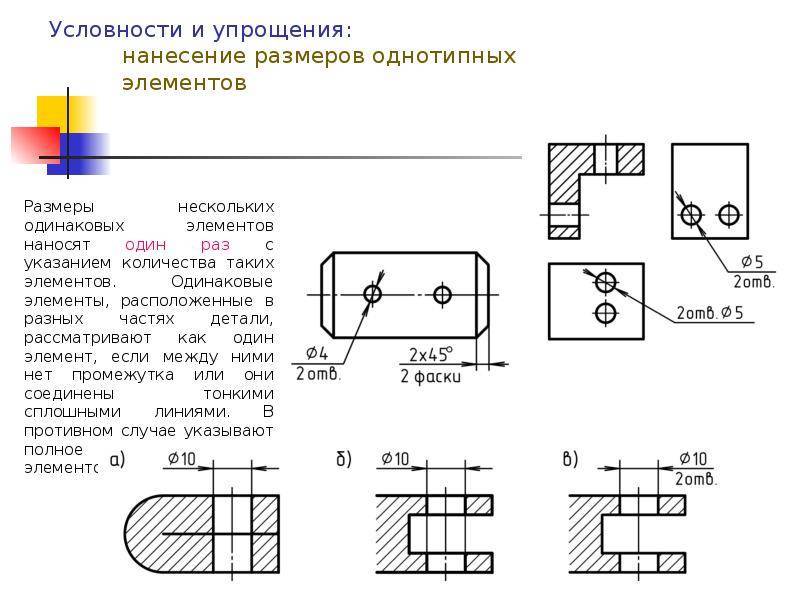
14) Допускается нанесение размеров одинаковых элементов по типу, указанному на чертеже (фиг. 590, а и б).
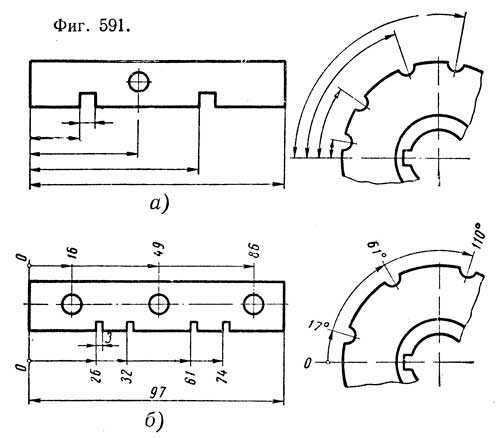
15) Ряд смежных размеров можно наносить от общей базы (фиг. 591, а).16) При большом количестве смежных размеров рекомендуется проводить одну размерную линию от отметки 0 (фиг. 591, б).
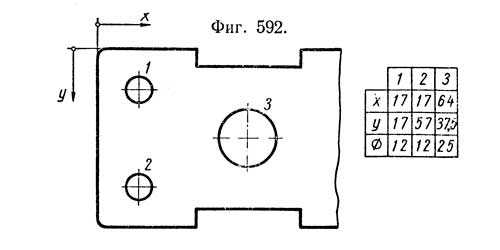
17) Допускается координатный способ нанесения размеров с указанием размерных чисел в сводной таблице (фиг. 592).
18) На монтажных чертежах для указания глубины или высоты конструкции или ее элемента от какого-либо от-счетного уровня, принимаемого за нулевой, рекомендуется применять знак над которым наносят на полке размерное число (фиг. 593).
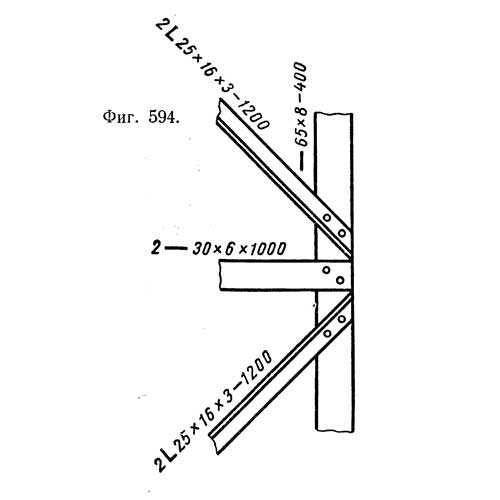
19) На сборочных чер тежах металлических конструкций при указании размеров составляющих частей рекомендуется на первом месте наносить условный знак, схематически показывающий форму сечения, например 2 |_ 25 × 16 × 3 – 1200 (фиг. 594).


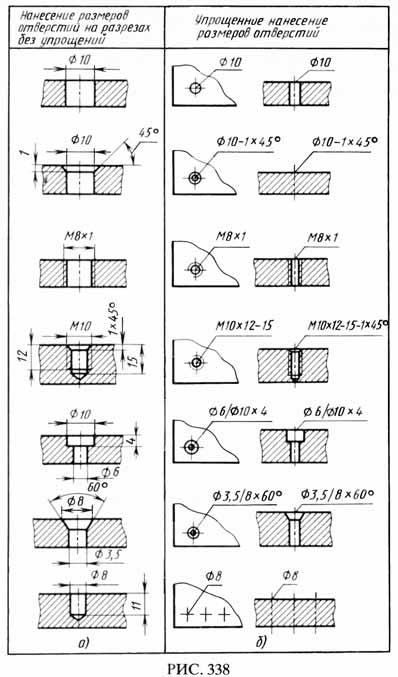
Условные знаки, показывающие формы сечений основных видов прокатной стали, показаны на фиг. 595.
Читай далее: Базы для нанесения размеров….. Не менее полезным будет изучение материала: Выполнение эскиза детали…..
Угол снятия фаски
Этот параметр определяется особенностями конструкции изготавливаемой детали, узла или агрегата в целом. Угол снятия фаски определяется принятыми стандартами и техническими условиями. Значения этого показателя зависит от выбранного материала и назначения конкретного элемента конструкции. Для изделий из металла государственным стандартом установлены следующие значения:
- металлических листов — 45°;
- труб и цилиндрических изделий 37,5°.
В соответствии с требованиями ГОСТ определяется возможное значение размера катета фаски. Величина того параметра изменяется от 0,1 мм до 250 мм в зависимости от формы и размеров детали.
Для конструкций из дерева или синтетических материалов значения угла определяется требованиями, предъявляемыми к конкретному изделию. Они прописаны в конструкторской документации, где устанавливается минимальное и максимальное значение угла и размер катета.
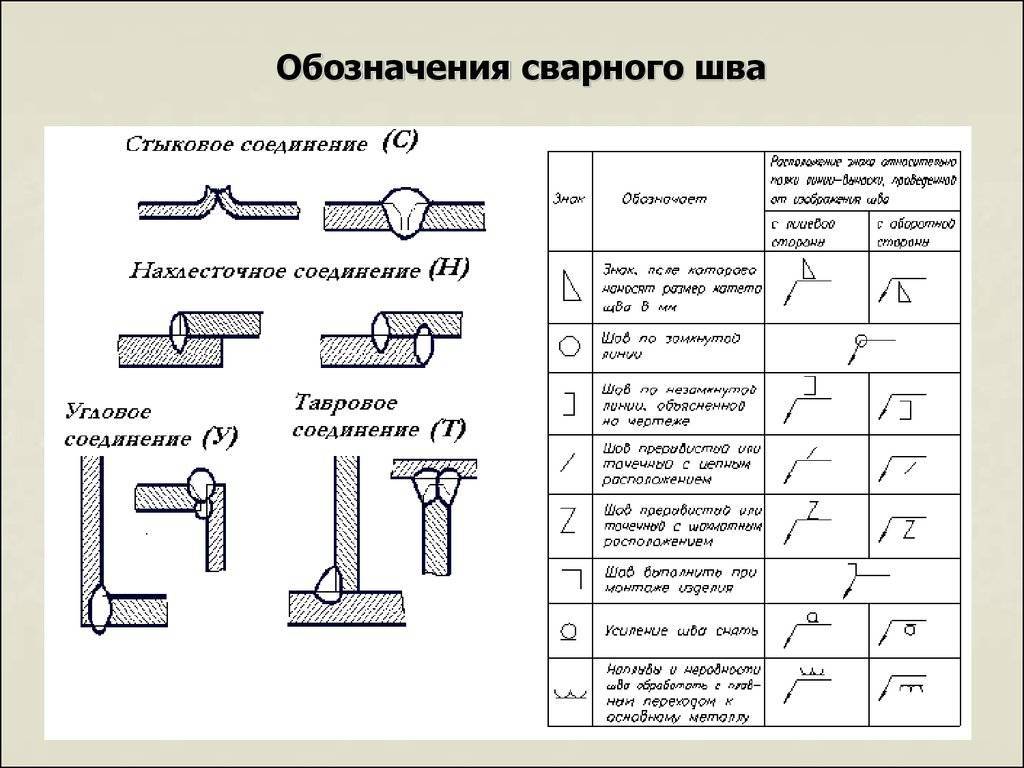
Типы сварных стыков
Вид определяется взаиморасположением соединяемых деталей. Согласно ГОСТ 5264-80 и ГОСТ 14771-76, различают пять видов сварных стыков:
| № п/п | Наименование | Описание | Маркировка |
| 1 | Стыковой | Соединяемые элементы помещаются в одной плоскости, свариваются по прилегающим торцам, возможна обработка кромок. Требует точной подгонки стыкуемых деталей, отличается высокой прочностью. | С |
| 2 | Нахлесточный | Параллельные плоскости деталей накладываются друг на друга. Уступают стыковым в надежности при нагрузке, не так требовательны к точности подгонки. | Н |
| 3 | Тавровый | Торец детали приваривается к поверхности другой части конструкции вертикально или под углом. Не рекомендуются при изгибающих нагрузках. | Т |
| 4 | Угловой | Поверхности соединяемых узлов наклонены по отношению друг к другу (угол соприкосновения кромок — более 300), сварку проводят по торцам изделий. | У |
| 5 | Торцевой | Соединяются торцы узлов, чьи боковые поверхности соприкасаются. Для этого на торцы наплавляется слой металла. Применяется при соединении тонких элементов, чтобы избежать прожигания. | С |
| 6 | Особые виды швов, не предусмотренные ГОСТ | О |
По ГОСТ сварные стыки могут иметь одностороннюю (SS) или двустороннюю обработку (BS), в зависимости от наплавления металла с одной или двух сторон. Различают также однослойную и многослойную сварку.
Выбор сварочного шва определяется конструктивными требованиями к соединению.
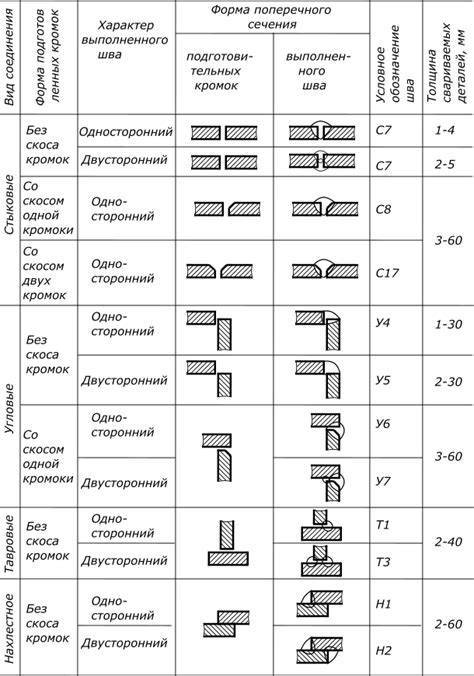
Виды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
Как написать знак диаметра в Word?
Ворд самый популярный текстовый редактор, для ввода диаметра в документ есть несколько способов.
С помощью кнопки «Дополнительные символы»
Знак «Ø» есть во всех офисных продуктах Microsoft. Просто нужно знать, где искать. Чтобы ввести знак диаметра в Office Word, требуется выполнить следующие действия:
- установить курсор в нужно месте;
- кликнуть на панели слева вверху графу «Вставка»;
- справа под формулами найти меню «Символы»;
- выбрать раздел «Другие»;
- в новом окне в строке набора отыскать пункт «Дополнительная латиница-1»;
- найти «Ø»;
- вызвать контекстное меню, кликнуть «Вставить».
Этот способ выручает не только когда нужно напечатать знак диаметра в Ворде, но и в других программах Microsoft Office. В текстовых редакторах других разработчиков не применяется.
С помощью автозамены
Метод используется при включенной английской раскладке. Зажать клавишу «Ctrl», ввести «/» и букву «o». Размер перечеркнутой «o» зависит от регистра буквы:
- Ctrl + «/o» = ø;
- Ctrl + «/O» = Ø.
Сочетание клавиши ALT и кода
ASCII-код
Вставить знак диаметра с помощью комбинаций клавиш можно при включенном блоке цифр с правой стороны клавиатуры. Чтобы активировать раскладку, необходимо нажать кнопку NumLock. Обязательно переключить языковую панель на English.
Зажать левую клавишу альт и ввести цифры ASCII-кода в правой стороне раскладки. Символ вводится двумя наборами комбинаций – для большого и маленького значка:
- Alt + «0248» = ø;
- Alt + «0216» = Ø.
Вставка символа диаметр на клавиатуре не получится, если набирать цифры, которые находятся в верхней части раскладки. На некоторых ноутбуках отсутствует дополнительная панель с клавишей NumLock, поэтому пользователям таких устройств не подходит подобное решение.
Юникод
Также в Word знаки вводятся шестнадцатеричным кодом Unicode. В поле редактора нужно прописать обозначающие диаметр коды 00D8 или 00F8. Затем нажать совокупность клавиш «Аlt+X» в указанном месте документа высветится изображение – «Ø» или «ø», в зависимости от юникода:
- «00F8» => Alt + X = ø;
- «00D8» => Alt + X = Ø.
С помощью типографской раскладки Бирмана
Чтобы пользоваться таким способом, как вставка символа диаметра, на компьютер загружается специальная раскладка Ильи Бирмана. Она активируется в настройках «Панели управления». Подробная инструкция по установке прилагается на сайте приложения.
Обозначение «Ø» вводится сочетанием клавиш правый Alt + d.
Применяемые для изготовления резцов материалы
Для выполнения работ по чистовой обработке применяют резцы, снимающие стружку с небольшим сечением. К ним выдвигается ряд требований, в частности они должны успешно сопротивляться стиранию, сохранять свою твердость и остроту режущих кромок. Чтобы добиться наилучших результатов обработки деталей из стали и чугуна, применяют вкрапления минеральной керамики и быстрорежущие стальные твердые сплавы.

В большинстве случаев для чистовой обточки применяют керметы из сплавов, изготовленных на основе окиси алюминия, в 10% состава которых используют титановые, борные, молибденовые и вольфрамовые добавки, а также другие металлы.
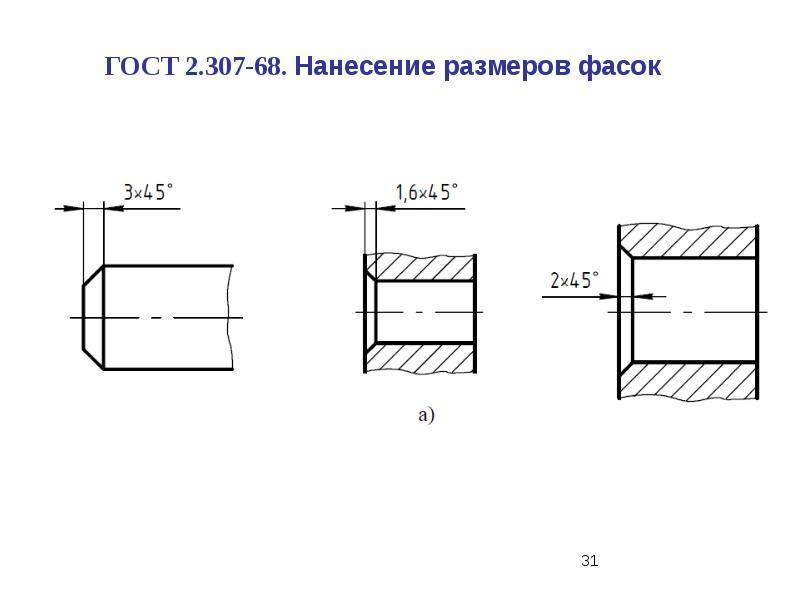
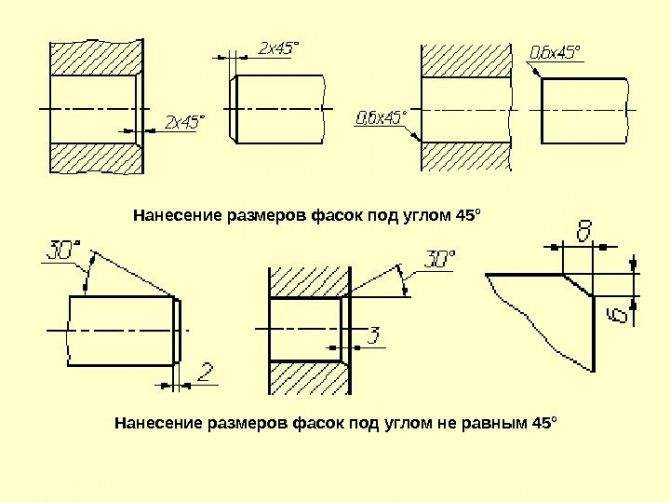
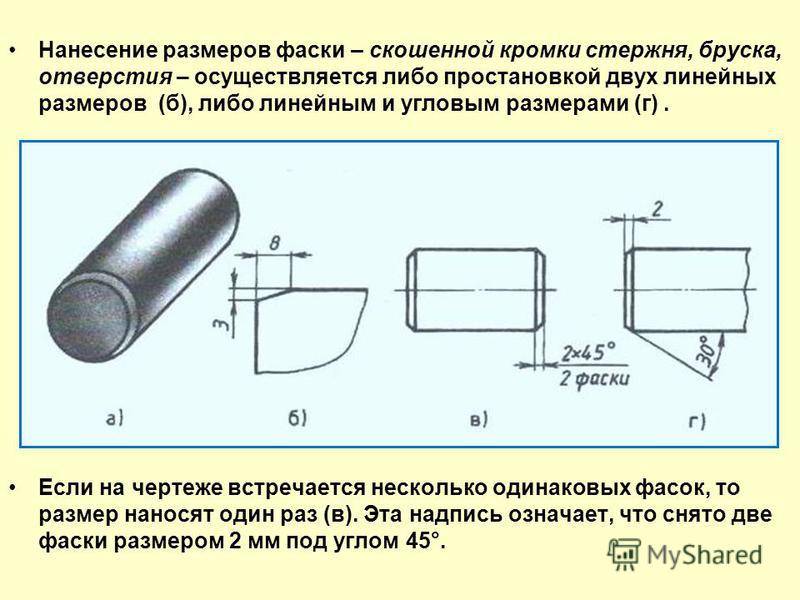
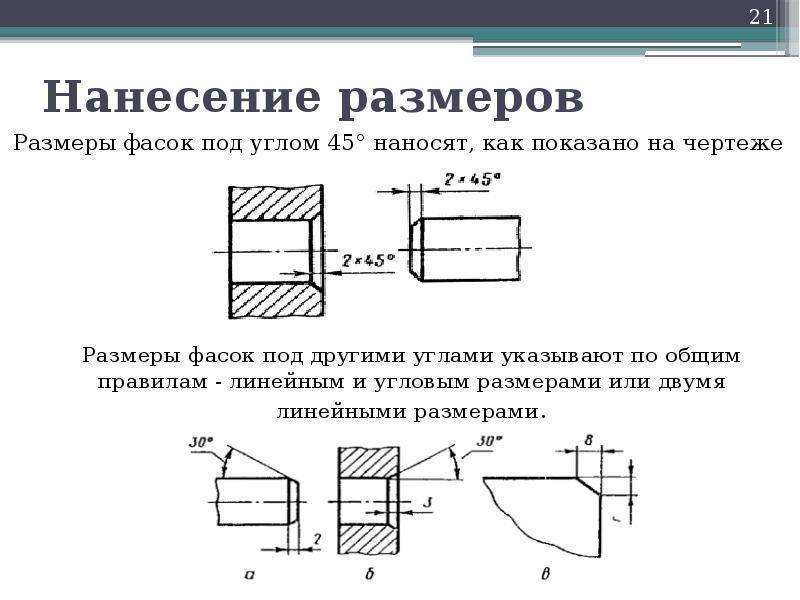
Нанесение размеров
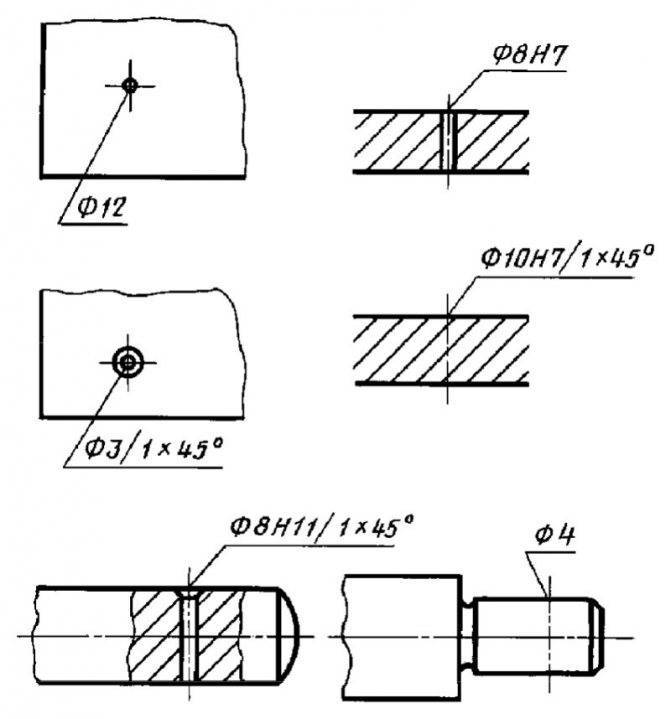
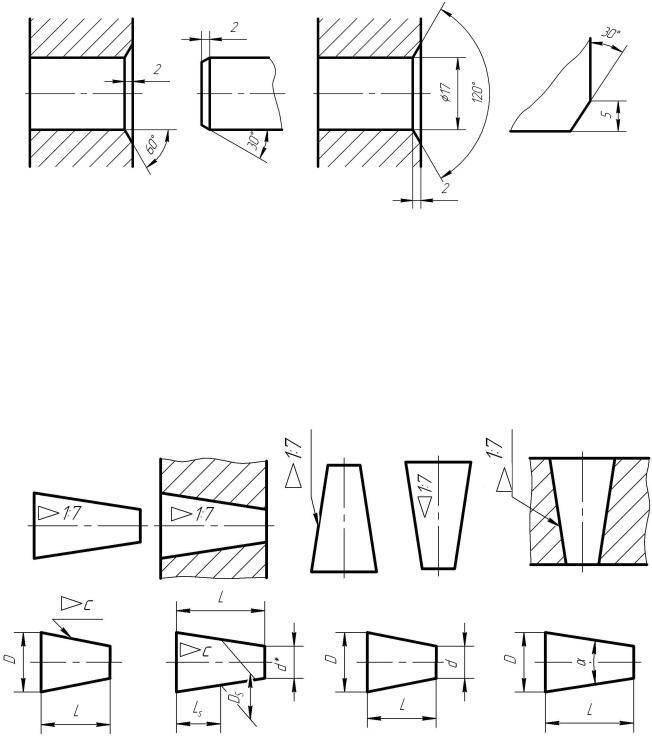
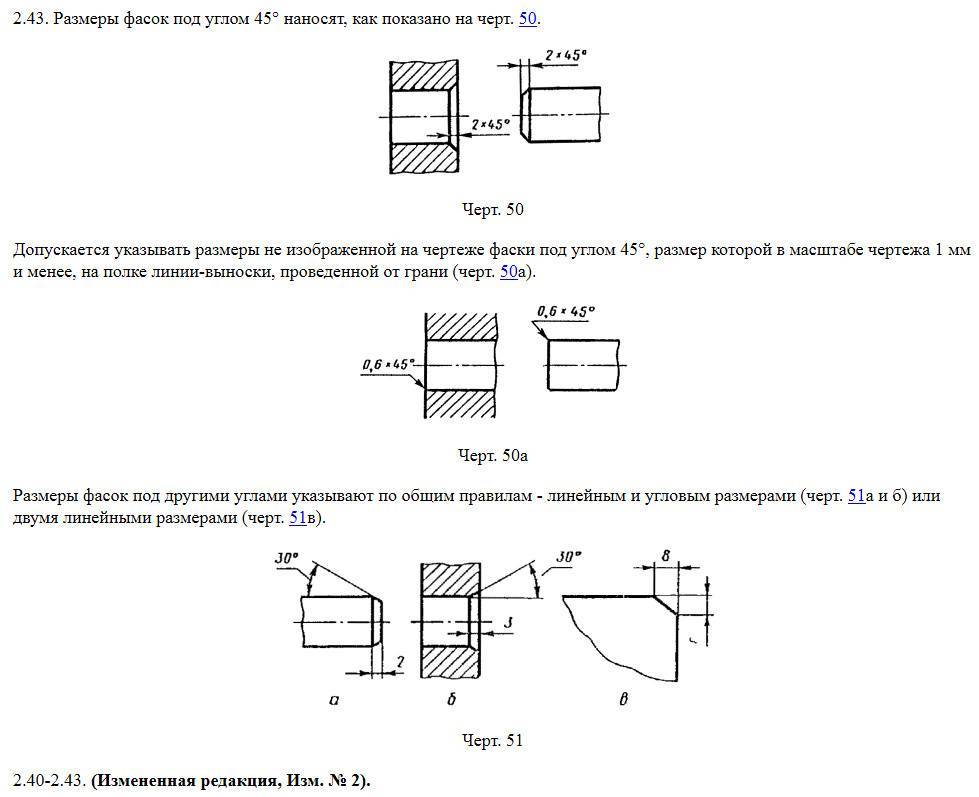
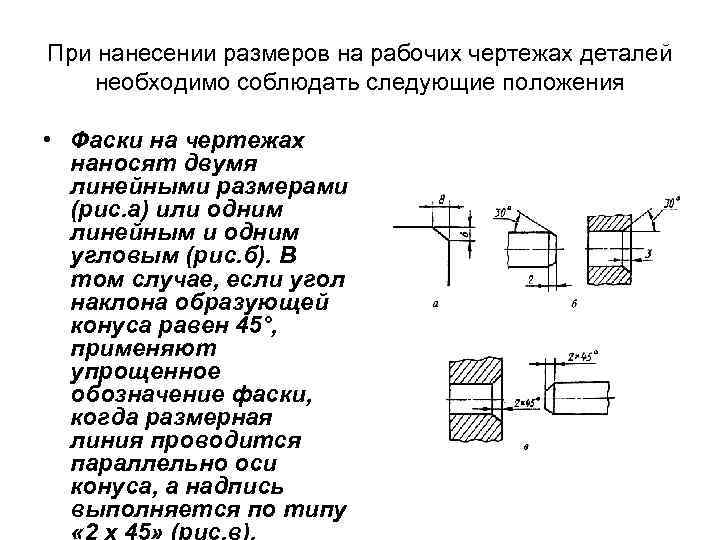
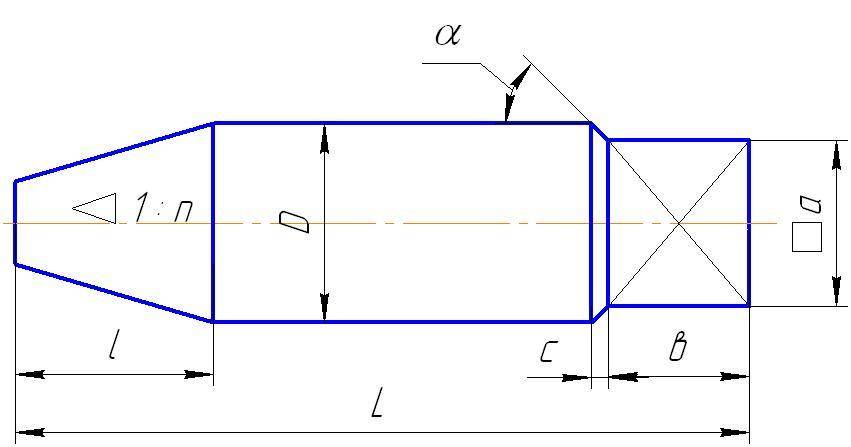
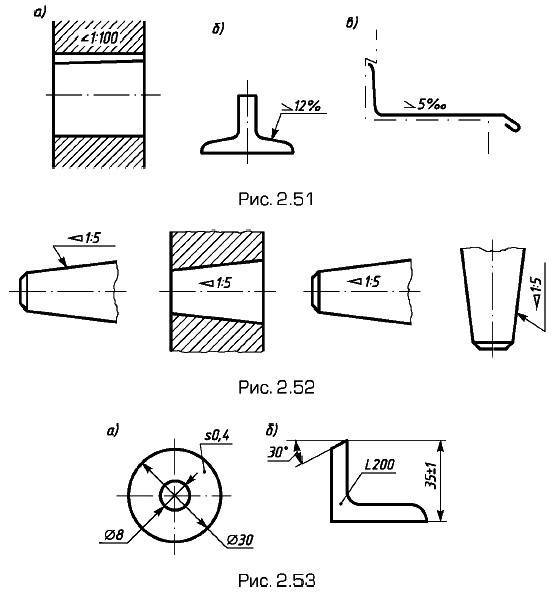
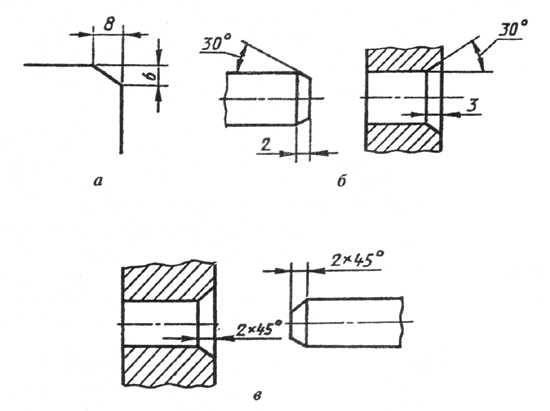
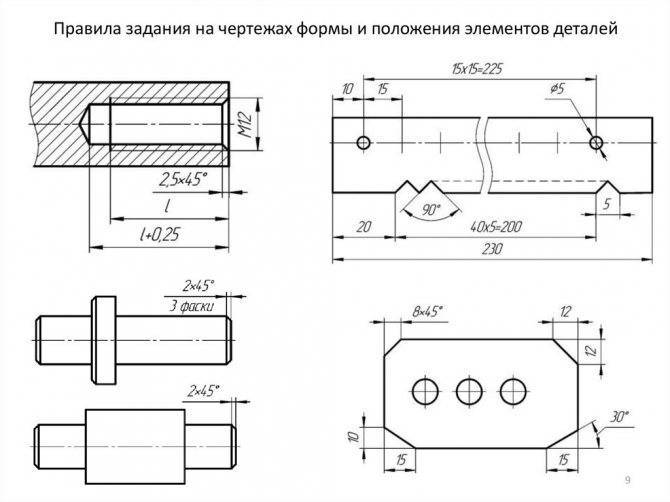
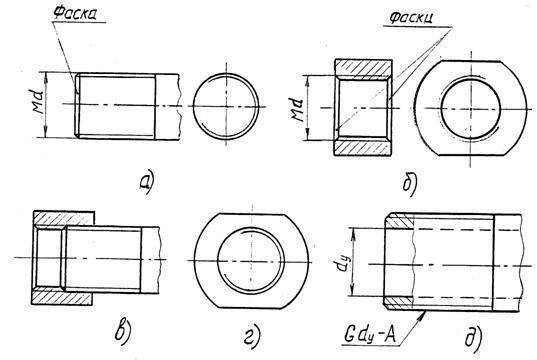
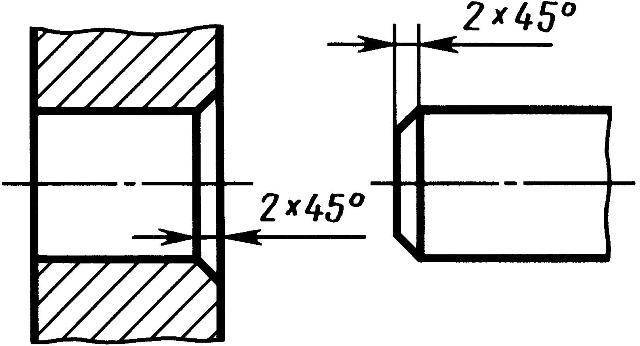
Стандартными и чаще всего используемыми являются скругления, выполненные под углом 45 градусов. Поэтому если на чертеже отсутствует точное значение, подразумевается именно этот наклон. В противном случае, когда должен быть использован другой угол, например, 30 градусов, необходимо указать подобную особенность. Сделать это можно теми же способами — с помощью выносной линии, а также применив линейные обозначения размеров.
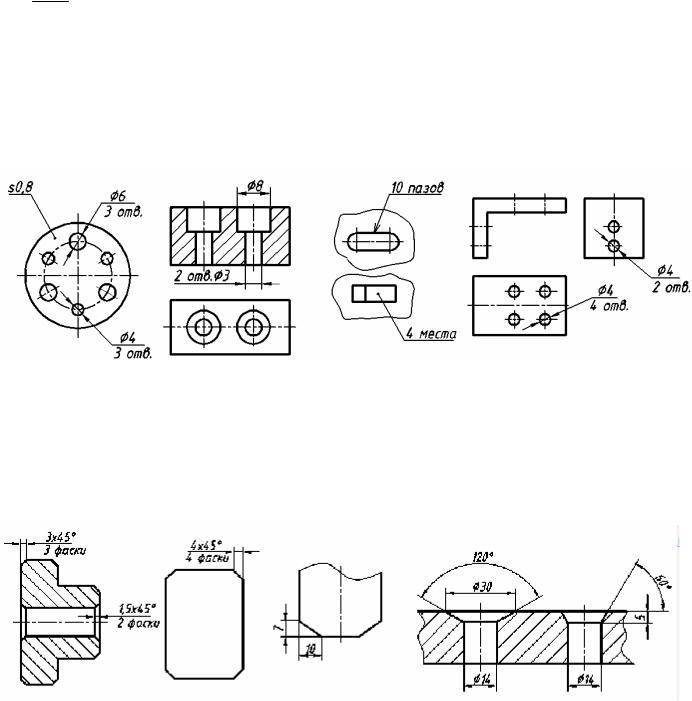
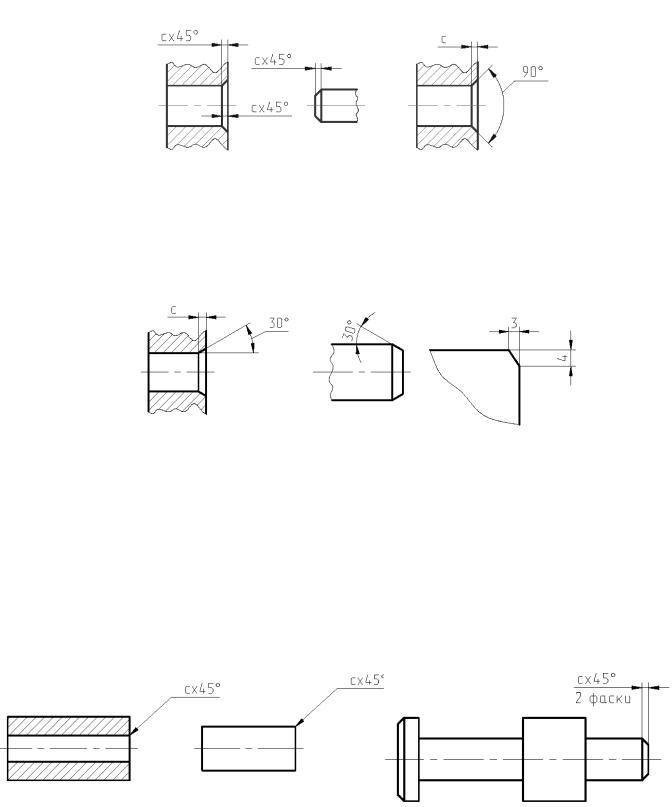
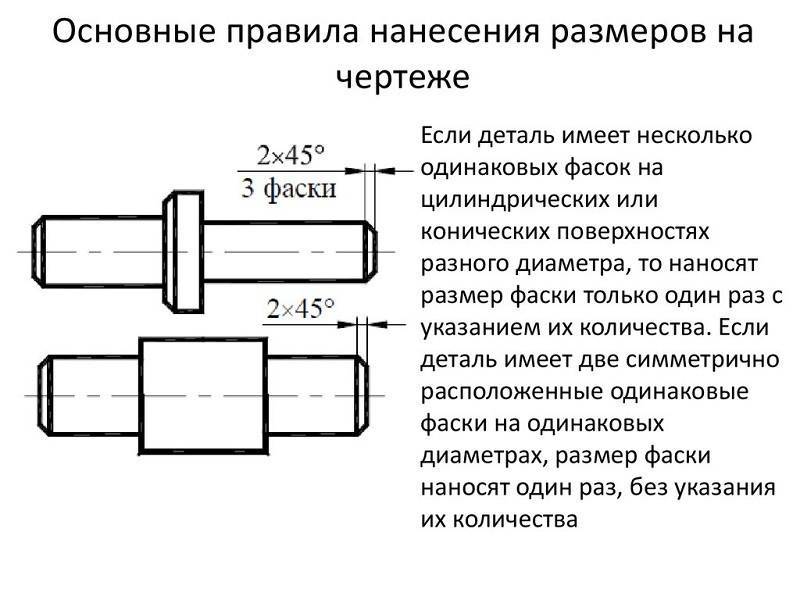
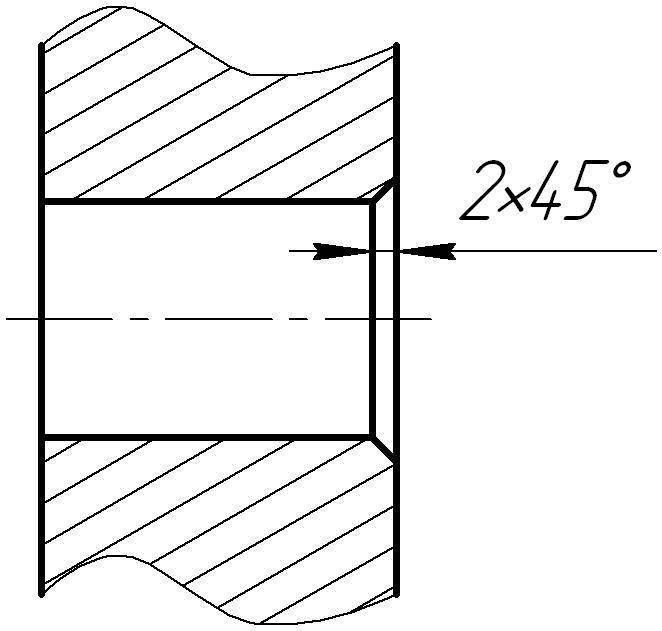
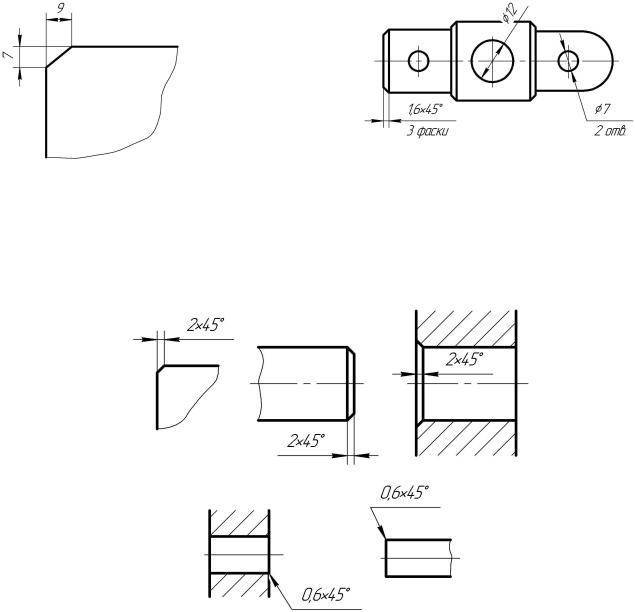
Наличие на чертеже 2 фасок, которые расположены симметрично и на одинаковом диаметре, требует указания их величины без дополнительных пометок. Но если диаметр нанесения различен (например, объект представляет из себя конус или цилиндры разного радиуса), необходимо указать их точное количество. При этом стоит учесть, что скосы на внутренних и внешних поверхностях суммируются отдельно, даже когда их величины одинаковы. В случае, когда деталь имеет закономерно меняющийся диаметр, возможно использовать разрывы, чтобы не усложнять чертеж. Нанесение размеров фаски при этом выполняется в обычном виде, учитывается лишь волнообразная линия, которую нельзя использовать функционально, так как она определяет пропущенное расстояние.
Возможно следующее решение: одинаковые для всех параметры указываются в описании под цифровым обозначением (1, 2, 3 и т. д.), а непосредственно на чертеж переносится лишь номер ссылки в описании. В результате отпадает необходимость ставить размер в каждом отдельном случае. Однако стоит помнить, что идентичную величину, которая встречается в других местах, нужно обозначать этой же цифрой, даже если она относится к другой странице.
Как правильно установить окна в стене из бруса
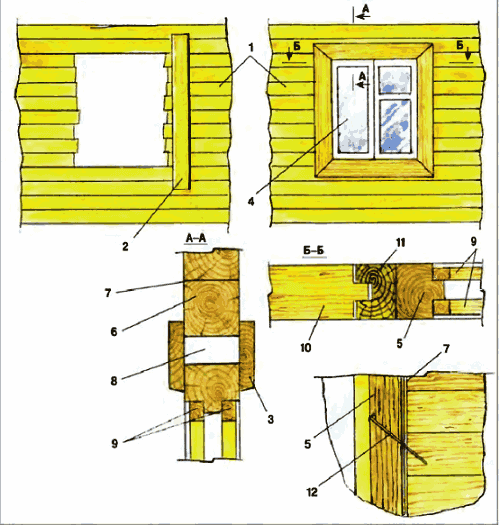
Если проем в стене был сделан в черновом варианте (см. выше), то установку окна начинают с выпиливания проема под нужный размер. Для этого по границе пропила набивают рейку, поз.2 на рисунке, и цепной пилой по краю рейки отпиливают брусья.
 123456789101112
123456789101112
Затем дисковой пилой на торцах брусьев стены (простенка) вырезают шипы. На шипы, поз.10, насаживают пазом колоду, поз.11. Стыки уплотняют утеплителем. Колоду прибивают к брусу стены гвоздями, забиваемыми под углом, поз. 12. Так гвозди не будут препятствовать усадке сруба.
В подготовленный таким образом проем вставляют оконную коробку, которую крепят к колоде саморезами. Над оконной коробкой обязательно оставляют зазор, поз.8, для компенсации усадки сруба. Величина зазора 5-7 см. Зазор заполняют мягким утепляющим материалом.
Компенсационный зазор необходимо оставлять и над верхним торцом колоды.
Аналогичным образом готовят проемы и вставляют в стены из бруса двери.
После окончания сборки первого этажа дома, сруб перекрывают балками межэтажного или чердачного (если строение одноэтажное) перекрытия.
Могут быть конструктивным элементом . А могут выполнять и самостоятельную функцию.
На следующей странице описана конструкция ломанной крыши дома из бруса, где балки перекрытия этажа одновременно служат и элементом силового каркаса мансардной крыши.
Посмотрите видеоклип, в котором довольно подробно рассказывается и показывается технология монтажа сруба из строительного бруса.
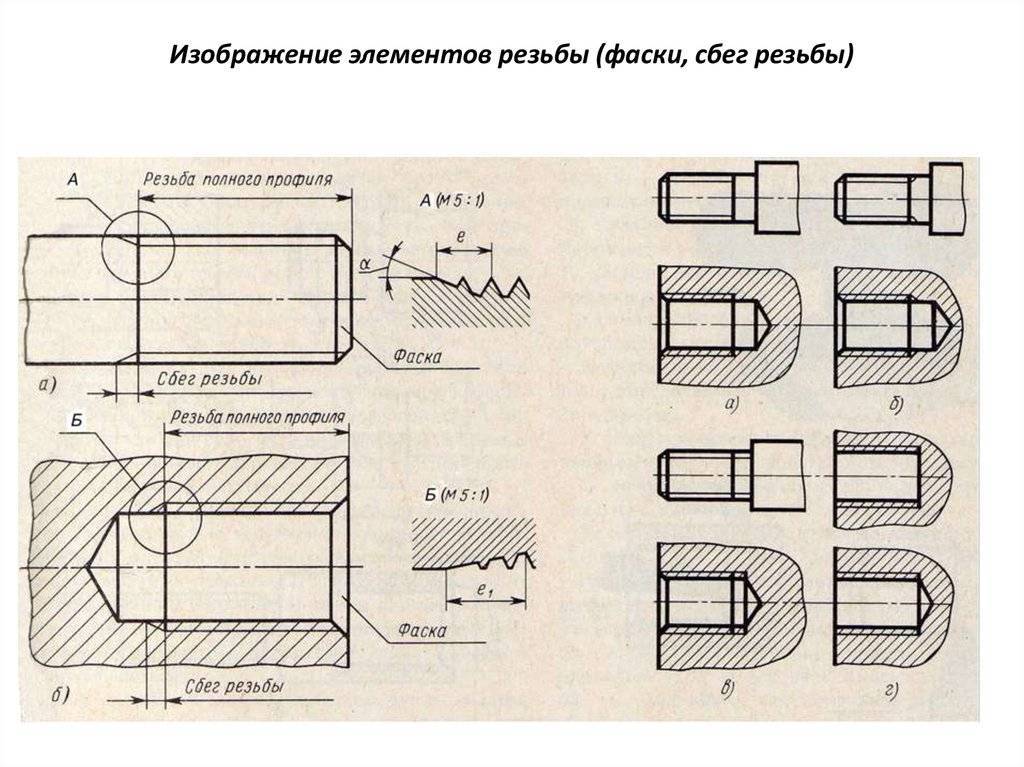
Нанесение размеров
Стандартными и чаще всего используемыми являются скругления, выполненные под углом 45 градусов. Поэтому если на чертеже отсутствует точное значение, подразумевается именно этот наклон. В противном случае, когда должен быть использован другой угол, например, 30 градусов, необходимо указать подобную особенность. Сделать это можно теми же способами — с помощью выносной линии, а также применив линейные обозначения размеров.
Наличие на чертеже 2 фасок, которые расположены симметрично и на одинаковом диаметре, требует указания их величины без дополнительных пометок. Но если диаметр нанесения различен (например, объект представляет из себя конус или цилиндры разного радиуса), необходимо указать их точное количество. При этом стоит учесть, что скосы на внутренних и внешних поверхностях суммируются отдельно, даже когда их величины одинаковы. В случае, когда деталь имеет закономерно меняющийся диаметр, возможно использовать разрывы, чтобы не усложнять чертеж. Нанесение размеров фаски при этом выполняется в обычном виде, учитывается лишь волнообразная линия, которую нельзя использовать функционально, так как она определяет пропущенное расстояние.
Возможно следующее решение: одинаковые для всех параметры указываются в описании под цифровым обозначением (1, 2, 3 и т. д.), а непосредственно на чертеж переносится лишь номер ссылки в описании. В результате отпадает необходимость ставить размер в каждом отдельном случае. Однако стоит помнить, что идентичную величину, которая встречается в других местах, нужно обозначать этой же цифрой, даже если она относится к другой странице.
Общие сведения о сварке
В современном машиностроении широко применяют соединения деталей, выполненные с помощью сварки. Сварка успешно заменяет поковки, отливки, клепаные соединения, упрощая технологию изготовления деталей и узлов, снижает трудоемкость и стоимость изготовления изделия, а также уменьшает его вес.
В зависимости от процессов, происходящих при сварке, различают сварку плавлением и сварку давлением.
Сварка плавлением характеризуется тем, что поверхности кромок свариваемых деталей плавятся, взаимно перемешиваются и, остывая, образуют прочный сварной шов неразъемного соединения. К такой сварке относятся газовая и электродуговая сварки.
При газовой сварке горючий газ (например, ацетилен), сгорая в атмосферном кислороде, образует пламя, используемое для плавления. В зону плавления вводится присадочный пруток, в результате плавления которого образуется сварной шов (рис. 2, а).
Газовая сварка применяется для сварки, как металлов, так и пластмасс (полимеров).
При электродуговой сварке источником тепла является электрическая дуга, которая возникает между кромками свариваемых деталей и электродом. Дуговая сварка может осуществляться неплавящимися (угольными или вольфрамовыми) электродами (рис. 2, б), либо плавящимися (рис. 2, в) электродами.
В случае использования неплавящихся электродов в зону возникающей дуги вводится присадочный пруток, который плавится и образует сварной шов.
Дуговая сварка плавящимися электродами не требует введения присадочного металла – сварной шов образуется в результате плавления самого электрода.
Электродуговая сварка применяется только для сварки металлов и их сплавов.
Сварка давлением осуществляется при совместной пластической деформации предварительно нагретых поверхностей свариваемых деталей. Деформация происходит за счет воздействия внешней силы, прижимающей участки поверхности свариваемых деталей друг к другу.
Сварка давлением осуществляется, как правило, одним из видов контактной электросварки: точечной (рис. 3, а), шовной – роликовой (рис. 3, б) и др.

Помимо упомянутых способов в современном машиностроении применяются и другие способы сваривания деталей (электрошлаковая, в инертном газе, ультразвуковая, лазерная, индукционная и др.).
По способу осуществления механизации технологического процесса различают ручную, механизированную (полуавтоматическую) и автоматическую сварку.
Для пояснения способов сварки и параметров сварных соединений на чертежах стандарты ЕСКД устанавливают соответствующие условные обозначения.
Шлицевые соединения
Шлицевое соединение представляет собой фактически многошпоночное соединение, у которого шпонки выполнены за одно целое с валом.
Назначение шлицевых соединений — передача вращающего момента между валом и ступицей.
Шлицевые соединения стандартизованы и широко распространены в машиностроении.
Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения; шлицевое соединение образуют две детали, шпоночное — три.
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке).
- Большее сопротивление усталости вала вследствие меньшей глубины впадины и меньшей концентрации напряжений, особенно для эвольвентных шлицев.
Недостатки — более сложная технология изготовления, а, следовательно, и более высокая стоимость.
Шлицевые соединения различают:
- по характеру соединения: неподвижные для закрепления детали на валу, подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач, шпинделя сверлильного станка);
- по форме выступов: прямобочные, эвольвентные, треугольные.
Соединения с прямобочным профилем (рис. 1; 2). Применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом Z выступов.
Тяжелая серия имеет более высокие выступы с большим их числом. Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D, внутреннему d диаметрам или по боковым поверхностям b выступов.
Выбор способа центрирования зависит от требований к точности центрирования, твердости ступицы и вала.
Первые два способа обеспечивают наиболее точное центрирование. Зазор в контакте поверхностей: центрирующих — практически отсутствует, не центрирующих — значительный. Центрирование по D или d (рис. 2 а) применяют в соединениях, требующих высокой соосности вала и ступицы.
Центрирование по боковым поверхностям b (рис. 2, в). В сопряжении деталей по боковым поверхностям зазор практически отсутствует, а по диаметрам D и d имеет место явный зазор. Это снижает точность центрирования, но обеспечивает наиболее равномерное распределение нагрузки между выступами.
Поэтому центрирование по боковым поверхностям b применяют для передачи значительных и переменных по значению или направлению вращающих моментов, при жестких требованиях к мертвому ходу и при отсутствии высоких требований к точности центрирования: например, шлицевое соединение карданного вала автомобиля.
Соединения с эвольвентным профилем (рис. 3). Применяют в неподвижных и подвижных соединениях. Боковая поверхность выступа очерчена по эвольвенте (как профиль зубьев зубчатых колес). Эвольвентная протяжка профиля отличается от прямобочного повышенной прочностью в связи с утолщением выступа к основанию и плавным переходом в основании.
При изготовлении выступов применяют хорошо отлаженную технологию изготовления зубьев зубчатых колес. Соединения обеспечивают высокую точность центрирования; они стандартизованы — за номинальный диаметр соединения принят наружный диаметр D. От зубьев зубчатых колес их отличает больший угол зацепления (здесь 30°) и меньшая высота зуба. Выступ (h=m), что связано с отсутствием перекатывания.
По сравнению с прямобочным соединение с эвольвентным профилем характеризует большая нагрузочная способность вследствие большей площади контакта, большого количества зубьев и их повышенной прочности. Применяют для передачи больших вращающих моментов. Его считают перспективными.
Соединения с треугольным профилем (рис. 4) изготовляют по отраслевым нормалям. Применяют в неподвижных соединениях. Имеют большое число мелких выступов-зубьев (z = 15…70; m = 0,5… 1,5). Угол профиля зуба ступицы составляет 30, 36 или 45°. Применяют центрирование только по боковым поверхностям, точность центрирования невысокая.
Параметры соединения записывают через модуль m: m=mz; h=1,3m. Применяют для передачи небольших вращающих моментов тонкостенными ступицами, пустотелыми валами, а также в соединениях стальных валов со ступицами из легких сплавов, в приводах управления (например, привод стеклоочистителя автомобиля).
Источник
Соединение с вентилями, смесителями и фильтрами
В большинстве случаев соединения полипропиленовых труб с упомянутыми изделиями и приспособлениями осуществляются резьбовым способом. Если для монтажа используются накидные гайки, то герметизация в них достигается за счёт наличия внутри прокладок из резины; в противном же случае резьбовому соединению требуется дополнительная подмотка из льняной пряди с пропитками, сантехнической нити, фум-ленты, пакли и т. д.
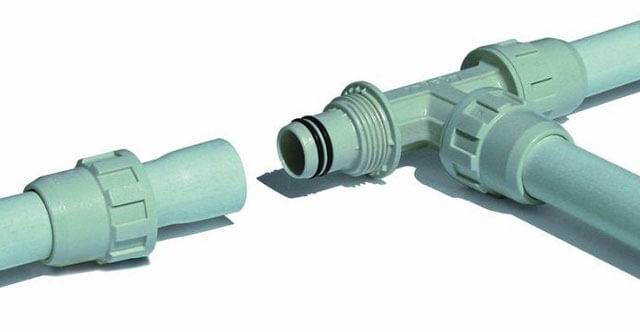
Само осуществление резьбовых соединений потребует наличия разводного или гаечного ключа, либо набора рожковых ключей различного размера.
Перечисленный комплект инструментов является достаточным при монтаже полипропиленовых труб в домашних условиях, и если они есть под рукой, вполне можно браться за сборку домашнего водопровода собственными силами.
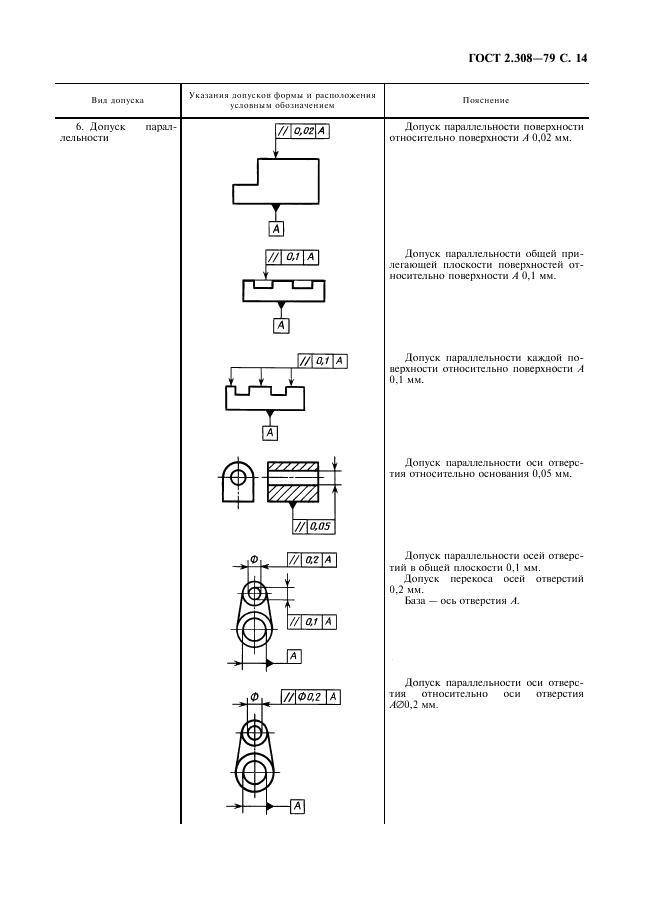
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.

![[команда автокад фаска] как сделать фаску (произвести скос углов)](https://101benzopila.ru/wp-content/uploads/7/4/d/74d41836d32bf3a9bb74a42346b8f1ee.jpeg)
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.
На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
- Третья колонка — это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение — прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка — это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
Пример 1
Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
- знак говорит о том, что непосредственно на месте монтажа после подгонки элементов следует осуществлять их соединение;
- ГОСТ 5264-80 — это номер регламентирующего документа, в данном случае он указывает на то, что с помощью электродуговой сварки выполнен стык;
- С13 — значит, что в стыковом соединении на одном скосе изогнутая фаска;
- знак указывает что с двух сторон шва осуществлено снятие внутреннего термического напряжения (усилия);
- Rz20 — показатель чистоты поверхности лицевой стороны, Rz80 — обратной стороны.
Пример 2
Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.
Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.
Пример 4
Сварочное соединение под наклоном
- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод — расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
Пример 5
Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой (), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.
Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.
Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.





