

Ключевые преимущества
Для гальваники характерны важные преимущества, которые делают ее популярным методом обработки металлов. Специалисты отмечают такие пункты:
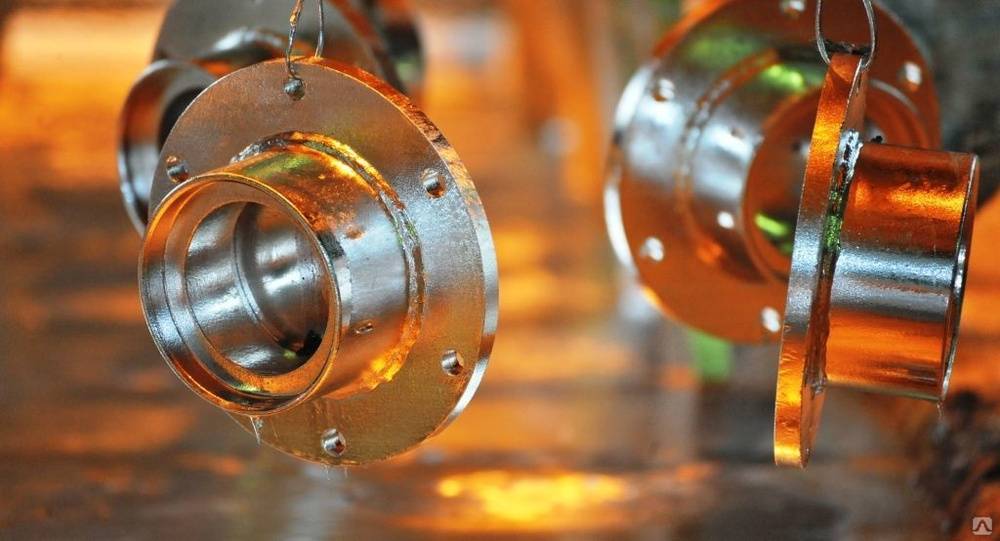
- Покрытие металлом выполняется на любые типы исходных образцов, независимо от их формы или конфигурации.
- Финишный слой имеет высокую плотность и равномерную толщину.
- Поверхность характеризуется неплохой адгезией с обработанным покрытием.
- Защитные и декоративные свойства обрабатываемых деталей находятся на высоком уровне.
- Толщина металлического слоя, который наносится посредством гальваники, регулируется без особых сложностей.
Покрытие металлом выполняется независимо от формы.
Ее реализация не сопровождается большими финансовыми вложениями.
Общие сведения
Гальваника (гальванизация) — физико-химическая технология, с помощью которой можно создать на поверхности металла дополнительный слой из другого металла. Толщина дополнительного слоя является небольшой. Обычно она составляет от 0,1 до 2-3 миллиметров. Гальванизация используется для многих целей — повышение прочности, создание антикоррозийного слоя и другие. Покрыть гальваническим слоем можно только металлическую поверхность. Это может быть посуда, детали для автомобиля, инженерные инструменты, декоративные изделия. В качестве гальванизирующего слоя выступают металлы — хром, никель, медь, серебро, цинк + сплавы на их основе.
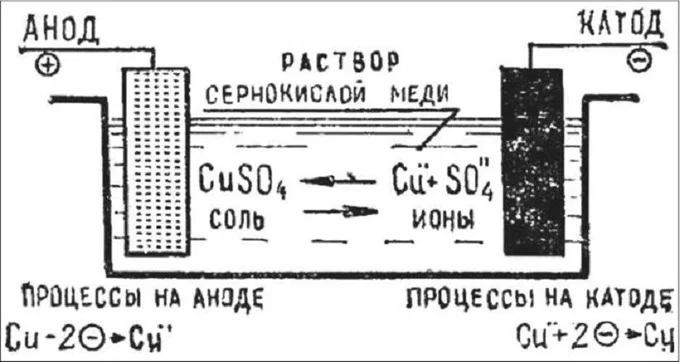
Схема электролиза
С точки зрения химии и физики гальванизация осуществляется за счет специального процесса под названием электролиз. В упрощенном виде электролиз металлических изделий выглядит так:
- Поверхность запчасти очищается от различных загрязнений (органика, пыль, грязь, легкая коррозия). Очистку рекомендуется дополнять обезжириванием, поскольку эта процедура позволяет получить чистую поверхность, на которую будет наноситься тонкий гальванический слой веществ, полученных из электролита.
- В пластиковую или стеклянную емкость помещается электролит — раствор щелочей, кислот и солей, содержащих нужный металл. Скажем, для электролитического хромирования используется хромовая кислота, которая при электролизе высвобождает хром, переходящий на деталь. Для улучшения гальваники электролит может нагреваться до небольших температур (обычно не более 60 градусов).
- К электролиту подключается источник постоянного тока (источники переменного тока не используются, поскольку операция не запустится). Для подключения используются два провода — катод и анод. Катод прикрепляется непосредственно к обрабатываемой детали, а анод помещается в раствор электролита. Анод обычно дополняется пластиной из соответствующего металла, что усиливает гальванизацию (скажем, для цинкования нужна цинковая пластина).
- Обрабатываемая деталь прикрепляется к катоду, а потом катод помещается в раствор электролита. Катод с запчастью не должен контактировать с анодом напрямую, поскольку в таком случае случится короткое замыкание либо гальваника не запустится/будет идти медленно. Обрабатываемая запчасть должна находится на хорошем расстоянии от анода с пластинами, чтобы операция прошла успешно.
- Теперь включается электрический ток, что приводит к замыканию цепи. Ток сперва попадает на анод, а потом поступает в электролитический раствор. Это запускает ряд химических реакций, в результате которых металлические ионы высвобождаются из вещества и начинаются двигаться вместе с электрическим током по направлению к катоду. При прохождении через катод эти ионы осаждаются на поверхности запчасти, что и приводит к образованию нужного покрытия. Для гальванической обработки одной детали требуется 20-40 минут в зависимости от размеров и формы детали.
Основные технологии
Основные технологии гальваники — это хромирование, серебрение, никелирование и цинкование, при которых деталь покрывается соответственно хромом, серебром, никелем и цинком. Помимо этого существуют и другие операции (скажем, меднение и латунирование). Однако для их осуществления необходимо использование цианистых солей, которые являются ядовитыми даже для человека в защитной одежде. Поэтому эти процедуры обычно выполняются в специальных цехах или мастерских.
Цели гальванизации металла
Существует широкий спектр целей, для которых может использоваться гальванизация. Если нужно выполнить гальваническое хромирование, образец следует покрыть никелевым слоем. В большинстве случаев такая технология применяется для улучшения защитных и декоративных свойств образцов. Гальваника может применяться и с целью получения точных копий деталей, которые обладают сложным рельефом. В таких условиях процесс называется гальванопластикой.
Не меньшей популярностью пользуется цинкование черных металлов посредством гальваники. Такая обработка предназначается для формирования на поверхности антикоррозийного оцинкованного покрытия. Металлические детали, гальванизированные таким методом, могут эксплуатироваться в течение долгого времени во влажной среде, взаимодействовать с соленой или пресной водой и при этом не терять начальных свойств.
 Наносить гальванические покрытия на поверхность металла можно с различными целями.
Наносить гальванические покрытия на поверхность металла можно с различными целями.
Гальваника незаменима и в ювелирной деятельности. Ее используют для улучшения декоративных качеств обрабатываемых образцов. Процесс подразумевает распределение на изделии золота или серебра, восстановления поврежденных поверхностей и других действий, нацеленных на улучшение внешнего вида украшений.
Обработка
Гальванизация происходит по следующей схеме:
- Ванна заполняется электролитом.
- На аноды подается напряжение через плюсовые контакты.
- Электролитический раствор нагревается до рабочей температуры.
- На заготовке закрепляется минусовой контакт, она медленно погружается в ванну.
Длительность проведения технологического процесса зависит от размеров изделия, его формы, требуемой толщины защитного слоя. После проведения гальванизации нужно выполняется ряд дополнительных процедур:
- осветление поверхностей;
- покрытие лаками или красками;
- пассивирование;
- полировку.
При желании гальванику можно выполнить в домашних условиях. Для этого необходимо подготовить ряд материалов, инструментов, оборудования:
- стеклянный стакан;
- песочную бумагу;
- 1–2 литра воды;
- глубокий пластиковый контейнер;
- сульфат цинка;
- уксус, перекись водорода;
- кусок меди;
- подготовленную металлическую заготовку;
- блок питания на 3–6 вольт;
- тканевую бумагу, провода;
- цинк из батареек.
Проведение работ с ионным электролитом:
- Равные части перекиси водорода, уксуса нагреть, перемешать.
- Растворить кусок меди в готовом составе. Посиневшую жидкость можно использовать для проведения работ.
- На блоке питания закрепить зажимы с проводами.
- Плюсовую клемму закрепить на куске меди, лежащем в электролите, минусовую на подготовленной металлической поверхности.
- Включить блок питания.
Толщина слоя зависит от условий эксплуатации изделия:
- Легкие — кратковременное воздействие агрессивных веществ. Оптимальная толщина защитной пленки — от 7 до 15 мк.
- Средние — предметы подвергаются воздействию влажности, морской воды, промышленных отходов. Оптимальная толщина слоя — от 15 до 30 мк.
- Жесткие — изделия постоянно испытывают повышенную влажность, воздействие кислот, солей, щелочей, химических веществ. Оптимальная толщина пленки — от 30 до 45 мк.
При проведении гальваники своими руками нельзя забывать про безопасность. Работать нужно в перчатках, защитной одежде, респираторе, очках. Рабочее место должно быть очищено от воспламеняющихся жидкостей, материалов. В помещении нужно продумать система вентиляции.










Гальваническое покрытие защищает металлические поверхности от коррозии, восстанавливает поврежденные места, улучшает их вид. Для его нанесения применяются разные виды металлов. Работы проводятся на специализированном оборудовании, но при желании их можно выполнить в домашних условиях.
Оборудование для гальванопластики в домашних условиях
Гальваническое осаждение меди в домашних условиях проводят в емкостях любой геометрической формы. Размер гальванической емкости зависит от размера будущих изделий или репродуцируемых композиций. Материал может быть различным, подойдут емкости из стекла, керамики или пластмассы.
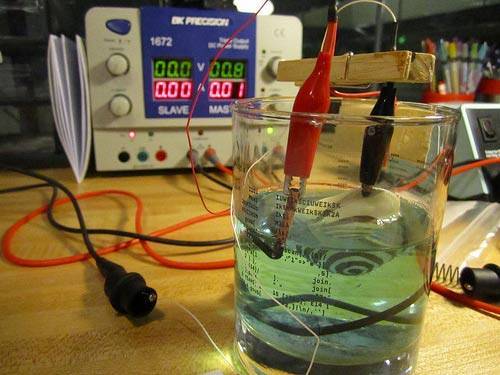
Вторым ключевым элементом гальванической установки является источник постоянного тока. Для проведения работ используют ток низкого напряжения в пределах 3-6 В. Можно использовать аккумулятор, или выпрямитель. Для измерения силы тока потребуется амперметр, для фиксации напряжения — вольтметр.
Для размещения формы и анодов в гальванической емкости необходимо предусмотреть подвесы. Форма подвешивается на проволоке из меди или латуни и помещается в емкость на расстоянии 15-20 мм от анода. Электроды, соединенные с положительной клеммой источника тока (анодом) подвешиваются также на меди или латуни, при этом проволочные крючки не погружают в электролит, в противном случае возможна деформация подвесов из-за разъедания крючка. Форма подключается к отрицательной клемме источника тока. В качестве анодов используют медные пластины толщиной от 3 мм. достаточных размеров. Площадь поверхности анодов должна превышать площадь поверхности формы.
Для контроля температуры электролита можно использовать обычный ртутный термометр.
Готовим ванну к применению
Нужно залить в стеклянную тару сульфат меди (это вещество может разъедать пластиковые контейнеры, хотя им выполняется футеровка производственных ванн) до уровня, чтобы в емкости полностью помещался объект гальванизации. Взять медный анод (+), согнуть его так, как показано на фото. Следите за тем, чтобы электрод не переломался. Проверьте, насколько свободно помещается в ванной деталь и не соприкасается ли она с анодом.
 Если хотите использовать очень низкое напряжение постоянного тока, менее одного вольта, то нужно организовать большую площадь воды. Желательно предварительно провести расчет покрытия и количества жидкости, чтобы размеры емкости соответствовали параметрам тока.
Если хотите использовать очень низкое напряжение постоянного тока, менее одного вольта, то нужно организовать большую площадь воды. Желательно предварительно провести расчет покрытия и количества жидкости, чтобы размеры емкости соответствовали параметрам тока.
Питание
Положительный выход блока питания (+) подключается к медному аноду, проследите, чтобы он выступал над поверхностью раствора. К катоду, на котором размещается деталь, подается отрицательный заряд (-). Поместите объект в ванну, убедитесь в том, что части объекта не касаются меди. После чего можно включать блок питания. Следите за образованием пузырей, если они появились, то напряжение слишком высокое и его следует убавить. Также смотрите на показания вольтметра, чаще всего достаточно 1-го вольта.
Весь процесс займет несколько минут, но нужно регулярно проверять покрытие, если медный налет стал тускнеть, добавьте в раствор немного отбеливателя.
Полоскание
Сразу после удаления объекта из гальванической ванны, промойте его водой, чтобы удалить остатки раствора медного купороса, а затем вытрите насухо. Обработанные места должны быть сияющими и гладкими. После работы можно провести анализ дозировки купороса и уровня желаемого напряжения.
 Гальванизация медным купоросом
Гальванизация медным купоросом
Эта схема отлично подойдет для создания собственной бижутерии, освежения старых аксессуаров, а также изготовления гравировки своими руками. Для покрытия медью более крупных деталей потребуется увеличить мощность устройства. Данным прибором, конструкция и чертежи которого даны выше, можно выполнить омеднение (покрыть медью) практически любых небольших деталей для создания домашних сувениров.
Меднение изделия
Перед началом работ по меднению в домашних условиях нужно подготовить необходимые материалы и оборудование. Надо позаботится об источнике напряжения и постоянного тока. Существует много рекомендаций касательно силы тока, разброс которого может быть большим. Поэтому желательно иметь реостат с возможностью плавной регулировки напряжения и для постепенного завершения процесса. Источником может служить автомобильный аккумулятор или выпрямитель с напряжением на выходе не больше 12 вольт. Для первых опытов будет достаточно обычной батарейки от 4.5 до 9 вольт.
Затем выбирается ёмкость для электролитического раствора, лучше всего из жаропрочного стекла. В любом случае все ёмкости для электролиза должны быть диэлектриками и выдерживать температуру не менее, чем 80 градусов по Цельсию.










В качестве анодов подойдут два больших медных листа. Они должны перекрывать по размеру заготовку. Из химических реактивов потребуются:
- Купорос медный.
- Кислота соляная либо серная.
- Вода дистиллированная.
Меднение в домашних условиях пользуется заслуженной популярностью, поскольку очень хорошо и надежно держится на стальных изделиях. Главное условие — правильно соблюдать технологию процесса.
Имеется два способа нанесения меди на поверхность:
- Помещение заготовки в раствор электролита.
- Неконтактный способ. В этом случае изделие не погружается в раствор.
Метод погружения
Подготавливается и обрабатывается поверхность изделия при помощи тонкого наждака и щеточки. После этого деталь моется в проточной воде, обезжиривается и еще раз промывается.
Этапы процесса омеднения следующие:
- Два медных анода подключают в сеть к положительным контактам и размещают их в стеклянную банку.
- К обработанному изделию подводят контакт с отрицательным значением напряжения и свободно подвешивают между анодами.
- Подключают реостат согласно электрической схеме для возможности регулирования силы тока.
- Подготавливается раствор в правильных пропорциях. На 100 г дистиллированной воды надо 20 г медного купороса и 2−3 г соляной кислоты. Вместо соляной кислоты можно использовать другую.
- Раствор выливается в посуду с медными пластинами и деталью таким образом, чтобы они полностью скрылись под поверхностью раствора.
- Подключается источник напряжения. Реостатом добиваются необходимой силы тока из примерного расчета 10−15 миллиампер на каждый квадратный сантиметр площади детали.
Покрытие медью без погружения
Этот метод интересен тем, что его можно использовать для обработки не только стальных предметов, но и сделанных из других материалов. Например, алюминия и цинка. Порядок процесса следующий:
- Из многожильного медного провода изготавливается «кисточка». Конец провода оголяется. Из медных проводков создается подобие кисточки, чтобы затем прикрепить ее к деревянной ручке-держателю.
- Второй конец провода подключается к плюсовому контакту электрической цепи.
- В широкую ёмкость заливается стандартный электролитный раствор из медного купороса и соляной кислоты.
- Предварительно очищенная и промытая металлическая заготовка присоединяется к отрицательному контакту и размещается в пустой ёмкости.
- Импровизированная кисточка окунается в раствор электролита и проводится по поверхности заготовки без контакта. Это действие повторяется до получения результата.
https://youtube.com/watch?v=RVbR6LBkHdA
Обработка алюминия
Часто с помощью медного электролиза обновляют столовые приборы, сделанные из алюминия. Если нет опыта проведения этого процесса, то можно потренироваться нанести медь на алюминиевые пластинки. Порядок проведения процесса:
- Алюминиевую пластинку зачищают и обезжиривают.
- Наносят на неё небольшое количество раствора медного купороса.
- Подсоединяют отрицательную клемму от источника питания к алюминиевой пластинке. Удачным способом соединения является металлический зажим-крокодил.
- Положительный полюс питания подается на медную «щеточку». Это конструкция из медного провода, один конец которого освобожден от оплетки, а медные щетинки образовали кисточку. Зажим от питания присоединяется ко второму концу провода. Сечение провода должно быть от одного до полутора миллиметров.
- Медную щетину обмакивают в раствор сернокислой меди и водят на близком расстоянии от поверхности алюминиевой пластинки. При этом нужно стараться не прикасаться щеточкой к заготовке, чтобы не замкнуть цепь.
- Омеднение происходит буквально на глазах.
- После окончания работы с пластины удаляют остатки не закрепившейся меди и протирают спиртом.
Методы цинкования металла
Перед описанием распространённых в современной промышленности технологий цинкования предлагаем рассмотреть общие различия между ними
Это важно, поскольку выбранный метод существенно влияет в той или иной степени на получаемый результат. На практике это означает, что в зависимости от сферы эксплуатации металлических изделий и конструкций экономически выгодно применять далеко не все технологии оцинковки
В целом, методы цинкования отличаются между собой следующими свойствами:
- Толщина защитного покрытия — если для габаритных металлоконструкций чем большим будет слой защиты, тем лучше, то для высокоточных мелких деталей необходимо применять цинкование, при котором можно выбирать и контролировать толщину антикоррозионного покрытия. Реализовать это позволяет далеко не всякая технология.
- Равномерность толщины оцинковки — опять же, чем мельче и точнее металлическая деталь, тем выше требования к наносимому на неё защитному покрытию. Например, опоре ЛЭП всё равно, насколько равномерно она будет укрыта цинком, тогда как для деталей, имеющих прецизионные отверстия, резьбу, фаски и прочее — равномерность слоя цинка крайне важна.
- Прочность удержания защитного покрытия на металле — сильно зависит от того, каким методом было выполнено цинкование. Например, при рассмотренном далее горячем и термодиффузионном цинковании цинк не только покрывает поверхность изделия, но также соединяется с ним на молекулярном уровне, что существенно повышает прочность удержания защиты на металле.
- Внешний вид оцинкованной детали — в зависимости от применяемой технологии поверхностный слой оксида цинка может быть матовым, глянцевым, а также отличаться оттенками от тёмно-серого до голубоватого.
- Стойкость к механическим повреждениям — чем она выше, тем дольше продержится защита на изделиях, подвергающихся тем или иным физическим нагрузкам.
- Способность к самовосстановлению — по большей части зависит от толщины нанесённого на металл цинка и характера эксплуатации конструкции или изделия.
- Коррозионная устойчивость — является общим свойством обработанного изделия, которое складывается из совокупности нескольких факторов. В том числе, устойчивость оцинкованной детали к коррозии зависит от толщины цинкового слоя, его равномерности, прочности удержания, а также от стойкости к механическим повреждениям и способности к самовосстановлению.
В зависимости от применяемой технологии цинкования меняются эти свойства, а также сложность технологического процесса, доступные объёмы и скорость обработки, себестоимость процесса и, в конце концов, его целесообразность. По сути, всё рассмотренное и перечисленное выше — является наглядными критериями сравнения методов цинкования.
В современной промышленности наибольшей распространённостью отличаются следующие пять технологий цинкования:
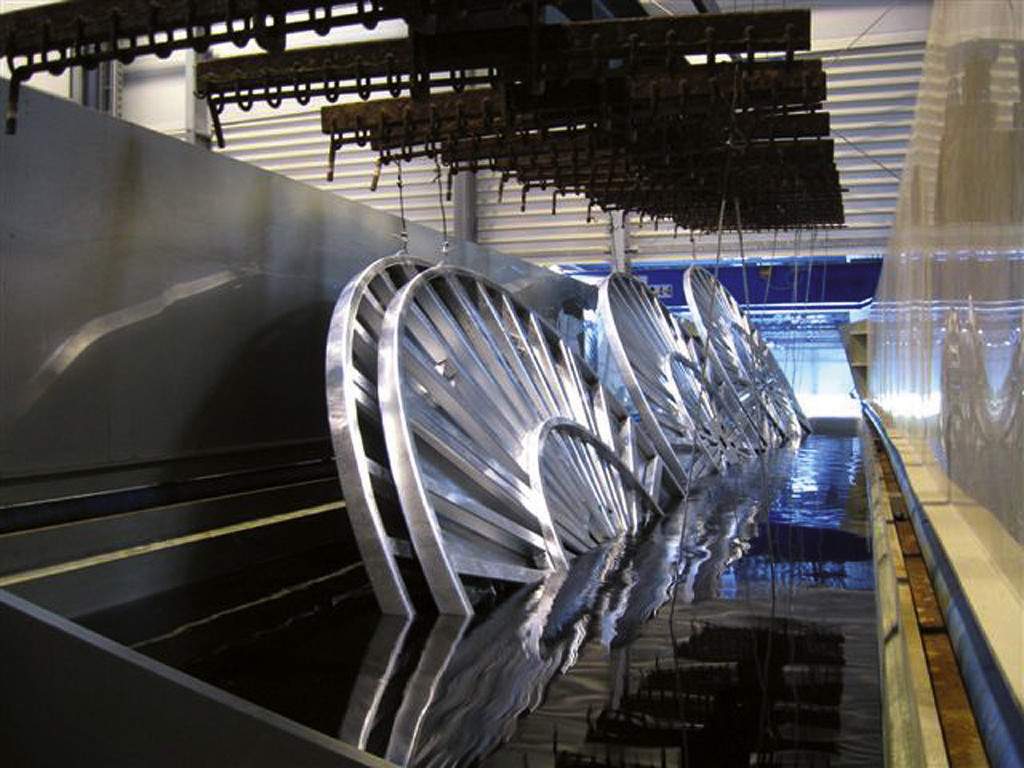
- Горячее — выполняется посредством погружения обрабатываемых изделий в расплавленный цинк.
- Холодное — осуществляется по абсолютной аналогии с обычным окрашиванием вручную или при помощи напыления.
- Гальваническое — реализуется путём погружения обрабатываемых деталей в цинкосодержащий электролит, через который пропускается электрический ток.
- Термодиффузионное — слой защитного покрытия формируется при помещении обрабатываемой детали в среду, насыщенную порошкообразным цинком.
- Газотермическое — на обрабатываемую деталь направляется газовая горелка и в пятно наибольшего нагрева подаётся цинковая проволока или цинковый порошок.
Теперь рассмотрим эти методы цинкования более детально. В частности, «заглянем» внутрь технологического процесса, сравним по вышеописанным свойствам, приведём преимущества, особенности и недостатки.








Преимущества и история развития
Эта технология была изобретена в 1838-м году ученым по имени Борис Якоби. Именно он начал активное внедрение гальваники в самые разные процессы производственного плана. В скором времени гальваническую обработку успешно освоили и монетные дворы, и художники-ремесленники, и промышленные предприятия.
Однако название эта методика получила в честь ученого из Италии Луиджи Гальвани. Он начал изучение электрохимической технологии обработки почти одновременно с Борисом Якоби.
К основным достоинствам гальваники относятся следующие:
Покрытия, прошедшие гальванику, характеризуются равномерной толщиной и высочайшим уровнем плотности.
- Гальваническое покрытие можно с легкостью наносить даже на конструкции сложной формы.
- Покрытие, появившееся при гальванической обработке, отличается хорошей адгезией со многими металлами.
- Декоративные и защитные свойства деталей, прошедших гальванику, очень высоки.
- Толщина гальванического покрытия очень просто регулируется.
Кстати, слово «гальваника» встречается не только в промышленных сферах деятельности и ювелирном производстве, но и в косметологии. Так называется процесс, при котором на кожный покров воздействуют маломощными токами, позволяющими избавиться от излишков жира сальных желез.
Как проводится химическое меднение на дому?
Чтобы нанести медь в домашних условиях, вам в первую очередь необходимо приготовить рабочий раствор и создать два разноименных электрода, так как в процессе омеднения ионы меди, находящиеся в электролитическом растворе, будут притягиваться к отрицательному полюсу. Нанесение на металлическую поверхность меди в промышленных условиях и в промышленных масштабах чаще всего используется как завершающая операция в обработке изделия.
Однако если вы собираетесь проводить меднение металла собственными силами, то должны знать порядок работы. Далее мы рассмотрим, как покрыть деталь медью в домашних условиях химическим способом с погружением в раствор электролита. Этот процесс легко можно выполнить на дому, если знать все особенности применения меди. Алгоритм выполнения:
1. Для растворителя меди на металле можно взять обычный аккумуляторный электролит. Он продается в любом хозяйственном магазине, однако его можно изготовить и собственными силами. Необходимо соблюдать пропорцию 100:3 дистиллированной воды и серной кислоты с поправкой на необходимый объем электролита. Затем в смесь добавляется до 20 грамм сульфата меди (медный купорос).
2. Предварительно деталь необходимо очистить абразивными материалами, для удаления оксидного слоя. Далее поверхность покрываемой детали обезжиривается горячим раствором карбоната натрия и промывается проточной водой (чтобы на металлах не скапливались различные загрязнения).
3. Гальванизационная емкость заполняется электролитическим раствором до нужного объема, после чего в раствор помещаются две медные пластины (на покрытиях которых будут образовываться ионы меди) на проводниках, а между ними размещается деталь, предназначенная для омеднения.
4. Концы проводников и подвесы для детали подключаются к источнику тока, в качестве которого могут выступать гальванические элементы либо аккумуляторные батареи (плюс на пластины, минус на деталь). В цепь предварительно необходимо последовательно подключить амперметр и реостат.
5. Процесс гальванизации занимает от пятнадцати до двадцати минут, после чего нужно отключить электропитание и извлечь деталь из раствора. Этого времени достаточно чтобы деталь покрылась тонким слоем меди. Для получения более толстого покрытия необходимо увеличить продолжительность процесса. Металлическая поверхность становится более прочной, повышаются ее технические и эксплуатационные свойства.
Как сделать раствор для домашнего меднения (3 видео)
Алюминий и его сплавы.
Алюминий — один из основных видов конструкционных материалов, широко применяемый в электротехнике, приборо-, машино- и авиастроении. Алюминий легок и коррозионно-устойчив в атмосфере за счет присутствующей на его поверхности тончайшей пассивной пленки в несколько нанометров. Алюмииний хорошо проводит электричество и тепло. Цена алюминия ниже, чем других цветных металлов, а природные запасы огромны. Однако алюминий имеет и ряд недостатков. Он паяется хуже, чем олово, не обладает износостойкостью, его практически невозможно заполировать до зеркального блеска. В солевой среде, щелочах, соляной кислоте и ряде других реагентов алюминий активно корродирует. При контакте с медными деталями или нержавеющей сталью алюминий образует коррозионно-активную гальванопару. Поэтому поверхность алюминия часто требуется модифицировать гальваническими или химическими покрытиями.









Среди покрытий на алюминии можно выделить две группы: оксидные и металлические. Химическое и анодное оксидирование алюминия не представляет больших трудностей при отработанной технологии производства. В то же время нанесение металлических покрытий требует серьезной подготовки поверхности и обязательного нанесения одного-двух технологических подслоев. Это связано (как и в случае с нержавеющей сталью или титаном) со способностью алюминия почти мгновенно пассивироваться. Пассивная пленка легко восстанавливается на влажной детали после травления и препятствует дальнейшему сцеплению покрытия и основы. Более того, при плохой подготовке алюминия после металлизации могут образовываться скрытые дефекты и покрытие может «вспузыриться» при хранении даже через несколько месяцев или при пайке. По этой причине все металлические покрытия на алюминии должны в 100% случаев проверяться на адгезию как минимум двумя методами по ГОСТ.
Разделение алюминиевых сплавов на деформируемые и литейные обусловлено особенностями формовки из них полуфабрикатов и готовых изделий.
Деформируемые сплавы алюминия предназначены в первую очередь для последующей токарной, фрезерной обработки, экструзии и т.п. Они отличаются по составу от литейных отсутствием или незначительным содержанием в них кремния. При травлении деформируемых сплавов на их поверхности образуется шлам из легирующих добавок и интерметаллидов, который во время последующей обязательной операции осветления легко удаляется обычной азотной кислотой и не препятствует покрытию. В процессе анодирования такой шлам растворяется в электролите и также не скапливается на поверхности. Присутствие кремния в алюминиевом сплаве (а как следствие — в травильном шламе) сделало бы процессы оксидирования и металлизации алюминия гораздо более сложными. Таким образом, покрытие деформируемых сплавов алюминия проще, чем литейных.
Литейные сплавы алюминия- одни из основных конструкционных материалов, широко применяемых в электротехнике, приборо- и авиастроении. Литейные сплавы алюминия отличаются высоким содержанием кремния, что сопряжено с высокой сложностью подготовки их поверхности перед покрытиями. Любое покрытие литейного алюминия — сложный процесс, ввиду присутствия на его поверхности оксидной пленки и образовании на поверхности порошка кремния при травлении. Все это препятствует прочному сцеплению покрытия с основой. Данная проблема решается применением специальных операций предварительной подготовки.
Конверсионные процессы (Химическое оксидирование , Анодирование, химическое фосфатирование).
Главное отличие этих процессов – Вы не наносите покрытие поверх изделия, а производите его из самого металла изделия. Грубо говоря, на поверхности образуется защитная корочка. Поэтому после покрытия размеры изделия практически не увеличиваются (защитная пленка растет вовнутрь)
Еще важное отличие – полярность. Для обычных покрытий изделие цепляют на «-», а аноды на «+»
Здесь же все наоборот. Изделие будет «+» и будет растворяться в процессе, а аноды должны быть на «-».
Химическое оксидирование (Хим.окс) применятся для стальных или алюминиевых изделий. После покрытия на поверхности образуется очень тонкая защитная корочка. (2-3мкм).
Анодирование (Ан.окс) – для алюминия. В этом случае защитная корочка толще (20-40мкм).
Фосфатирование (Хим.фос) – для стальных изделий. На поверхности образуется пленка из соли железа (фосфаты, 20-40мкм).

Рисунок 2 — Анодирование

Рисунок 3 — Химическое оксидирование

Рисунок 4 — Химическое фосфатирование
Покрытия отличаются относительно низкой стоимостью. (особенно Хим.окс)










Заключение
Гальваникой называют сложную электрохимическую реакцию, с помощью которой можно на поверхность металлических изделий можно наносить дополнительный слой металла. Дополнительный слой выполняет различные функции — защитную, антикоррозийную, эстетическую. Для гальваники нужно сделать ванночку, подключенную к источнику постоянного тока. Для запуска реакции в ванночку нужно налить электролит и опустить туда обрабатываемую деталь. Состав электролита зависит от типа реакции. Выполнить гальванику можно в домашних условиях. Основные технологии гальваники — никелирование, хромирование, серебрение, цинкование и другие.
- Ф.Ф. Ажогин и гр. авторов. Гальванотехника; Спр. издание / Под редакцией А.М. Гринберга. — Москва: Металлургия, 1987.
- Томашов Н. Д., Чернова Г. П. Пассивность и защита металлов от коррозии. — М., 1965.
- Новаковский В. М. Обоснование и начальные элементы электрохимической теории растворения окислов и пассивных металлов // В сб.: Коррозия и защита от коррозии. Т. 2. — М., 1973.
- Статья на Википедии





