

Виды листогибов
Гибочные станки разделяют по разным факторам. Зависимо от типа привода, можно выделить такие виды оборудования:
- Ручные — модели, устанавливаемые в частных мастерских, на предприятиях. Состоят из прижимной пластины, рабочего стола, гибочного механизма, который работает после передачи усилия человека через специальные ручки. Для работы с оборудованием не нужно обладать дополнительными навыками.
- Механические — конструкции, которые состоят из маховика, подвижного вала, прижимных пластин. Чтобы согнуть заготовку, необходимо раскрутить маховик.
- Гидравлические — система, работающая с помощью жидкости. Под давлением она начинает воздействовать на гидроцилиндр, который сгибает лист.
- Электромеханические — состоит из электродвигателя, который с помощью ремней и набора шестерней передаёт усилие на прижимную планку, подвижный механизм. Позволяют сгибать заготовки большой толщины.
- Пневматические — механизмы, работающие с помощью пневмоцилиндров.
- Электромагнитные — современное оборудование, на котором устанавливаются электромагниты большой мощности. После включения станка они начинают передвигать сгибающую планку до заданного угла.
К отдельной группе стоит отнести компактные модели листогибов. Они могут использоваться на строительной площадке. Минус — недостаточная величина и мощность, что не позволяет сгибать листы больших размеров и толщины.

Ручной листогибочный станок
Параметры гибки и их определение
Для выяснения принципиальной возможности гибки заготовки из конкретного металла или сплава требуется знать:
- Величину предельного радиуса гиба, и сравнения его с фактической толщиной деформируемой заготовки.
- Направление волокон прокатки.
- Исходное значение предела текучести металла.
- Допускаемые отклонения формы готового изделия после гибки.
Гибка тонколистового металла Указанные исходные данные необходимы в случае гибки тонколистовых заготовок. Для гибки труб, а также некоторых видов профильного проката – круга, шестигранника, уголка и пр. – необходимо знать также допустимую относительную деформацию профиля после гибки.
Гибка металлов не относится к числу энергоёмких операций штамповки. Усилие процесса невелико, поэтому основным критерием для выбора деформирующего оборудования являются длина рабочей зоны обработки, и скорость перемещения деформирующего инструмента. Во многих случаях тонколистовая гибка заготовок возможна даже на ручных станках – профилегибах, трубогибах и т.д.
Из-за специфики деформирования металла во время его гибки процесс лучше проходит на оборудовании, которое имеет пониженное число ходов. Поэтому механическим кривошипным прессам часто предпочитают гидравлические. В частности, профилирование – разновидность полностью автоматизированного процесса неглубокой гибки.
Оборудование для гибки
В производственных условиях гибку ведут на так называемых листогибочных прессах серии И13. Они могут изготавливаться с механическим или гидравлическим приводом. Механические двухкривошипные прессы состоят из следующих узлов:
 Механический листогибочный пресс серии И — 13
Механический листогибочный пресс серии И — 13
- Сварной двухстоечной станины;
- Электродвигателя;
- Клиноременной передачи;
- Пневмофрикционной системы управления прессом, которая включает в себя сблокированные муфту и тормоз (ввиду относительно небольшого крутящего момента муфта и тормоз часто выполняются однодисковыми);
- Промежуточного вала, на котором размещается понижающая зубчатая передача;
- Главного вала, к которому присоединяется основной исполнительный механизм кривошипно-шатунного типа (число шатунов – обычно два);
- Ползуна, к которому в нижней его части крепится активный рабочий инструмент – пуансон (их может быть несколько) и направляющая плита со втулками.
- Стола, к которому крепится неподвижная часть штампового блока с матрицами, направляющими колонками и устройствами фиксации заготовки в штампе.
- Системы смазки и блока управления листогибочным прессом.
 Пресс иб1430Б-02
Пресс иб1430Б-02
Листогибочные прессы с гидроприводом (серия И14__) конструктивно мало отличаются от кривошипных, за исключением того, что привод ползуна осуществляется от гидростанции, а сам ползун имеет плунжерное направление. Гибочные прессы с гидроприводом могут обеспечивать изменение скорости перемещения ползуна – от увеличенной на стадии холостого хода, до сниженной в момент начала операции деформирования. Это способствует снижению брака при гибке малопластичных сталей и сплавов.
Гибка профилей
Станок профилегибочный ручной Ввиду того, что данные профили имеют повышенное значение момента сопротивления, традиционные способы гибки тут неприемлемы. Поэтому для гибки используют преимущественно машины ротационного действия. По сравнению с листогибочным оборудованием они имеют то преимущество, что приложение усилия происходит не одновременно по всей поверхности заготовки, а последовательно. В результате усилие гибки снижается, а требуемый для выбора электродвигателя крутящий момент снижается.
Для небольших заготовок ротационные машины вообще могут иметь ручной привод. Поскольку гибка выполняется по последовательной схеме, то одновременно с деформацией может производиться и правка изделия, что способствует снятию внутренних напряжений в материале.
Правильно-гибочные машины различают по количеству рабочих валков – их может быть три или четыре. Валки могут устанавливаться по симметричной или асимметричной схеме. Регулировка параметров гибки заготовок производится соответствующим изменением положения оси приводного валка, а также изменением их диаметров и профиля рабочей части.

Валы профилегибочного станка
Несмотря на некоторые сложности автоматизации процесса валковые машины конструктивно очень просты и неэнергоёмки. Для них не требуется также изготовление специализированного инструмента — штампов.
По подобному принципу изготавливаются также и станки для гибки труб. Принципиальным отличием здесь является наличие узла оправки, которая размещается в деформируемой трубе, и препятствует искажению профиля заготовки в процессе её гибки.
Определение усилия гибки
Силовые параметры гибки зависят от пластичности металла и интенсивности его упрочнения в ходе деформировании. При этом значение имеет направление прокатки исходной заготовки. Дело в том, что после прокатки металл приобретает свойство анизотропии, когда в направлении оси прокатки остаточные напряжения меньше, чем в противоположном. Соответственно, если согнуть металл вдоль волокон, то при одной и той же степени деформации вероятность разрушения заготовки существенно уменьшается. Поэтому ребро гиба располагают таким образом, чтобы угол между направлением прокатки и расположением заготовок в листе, полосе или ленте был минимальным.
Для расчета силовых параметров уточняют, как будет выполняться деформирование. Оно возможно изгибающим моментом, когда заготовка укладывается по фиксаторам/упорам, и далее деформируется свободно, либо усилием, когда в завершающий момент процесса полуфабрикат опирается на рабочую поверхность матрицы. Свободная гибка проще и менее энергоемка, зато гибка с калибровкой дает возможность получать более точные детали.
Если упрочнение металла невелико (например, гнется изделие из алюминия, либо малоуглеродистой стали), то момент можно вычислить по зависимости:
где σт — предел текучести материала заготовки перед штамповкой.
Больший угол гиба (свыше 450) должен учитывать интенсивность упрочнения заготовки, которая зависит от размеров ее поперечного сечения:
где b — ширина заготовки.
Для расчета значений технологического усилия Р используют следующие зависимости. При одноугловой свободной гибке
, где
наибольшая деформация сечения заготовки;
α — угол гибки;
σв — значение предела материала на прочность.
Когда гибка — несвободная (с калибровкой в конце рабочего хода ползуна), то для расчета усилия используют зависимость
где Fпр — площадь проекции заготовки, подвергаемой изгибу;
pпр — удельное усилие гибки с калибровкой, которое зависит от материала изделия:
- Для алюминия — 30…60 МПа;
- Для малоуглеродистых сталей — 75…110 МПа;
- Для среднеуглеродистых сталей — 120…150 МПА;
- Для латуней — 70…100 МПа.
Для выбора типоразмера оборудования, рассчитанные усилия увеличивают на 25…30%, и сравнивают полученный результат с номинальными (паспортными) значениями.
Это интересно: Характеристики и параметры коронок по металлу
История развития и преимущества применения
Листогиб гидравлический, который стал использоваться производственными предприятиями в середине XX века, пришел на смену ручным и механическим устройствам, предназначенным для гибки листового металла. Наряду с высокой эффективностью и экономичностью использования ручной пресс для гибки отличает и ряд существенных недостатков, связанных прежде всего с невозможностью получения с его помощью изделий с точными геометрическими параметрами, а также с приложением значительных физических усилий при его применении.






Механические листогибочные прессы также не лишены недостатков, которые заключаются в следующем:
- Работа такого станка сопровождается значительным шумом и сильной вибрацией.
- Изделия, изготовленные на таком оборудовании, не отличаются высоким качеством.
- При эксплуатации такого станка слишком велик риск травмирования оператора, который им управляет.
- Использование такого листогибочного пресса связано с повышенным расходом электроэнергии.
- Переналадка механических представляет собой достаточно сложную процедуру.
Листогибочные прессы механического типа широко использовались в конце прошлого века
Кроме механических и ручных, на современном рынке также представлены листогибочные прессы с пневматическим приводом. Такое оборудование, для эксплуатации которого необходимо наличие централизованной сети сжатого воздуха, обладает одним очень серьезным недостатком: даже при увеличении размеров станка развиваемое им усилие, с которым он воздействует на обрабатываемую заготовку, не позволяет выполнять обработку изделий из листового металла значительной толщины.
Появившись на рынке, листогиб гидравлический, отличающийся самой высокой мощностью среди всего оборудования подобного назначения, совершил настоящий прорыв в вопросах обработки листового металла методом гибки. Такой пресс-листогиб, кроме высокой мощности, имеет множество других достоинств:
- экономичное потребление электроэнергии;
- высокий уровень безопасности;
- высокая надежность;
- возможность изготавливать изделия исключительно высокого качества.
Гидравлический листогибочный пресс ИА1430-01 советского производства
Появившись на рынке в середине XX века, гидравлические модели листогибочных станков приобрели ряд существенных усовершенствований, что позволило наделить эти устройства дополнительными функциональными возможностями, сделать их более удобными и безопасными в эксплуатации. Оснащение современного листогибочного пресса гидравлического инновационными устройствами и дополнительными механизмами позволяет использовать его для успешного решения даже самых сложных задач, связанных с гибкой листового металла. Среди таких устройств и механизмов можно назвать:
- систему ЧПУ для листогибочного пресса (такая система, оснащенная графическим пользовательским интерфейсом, в состоянии самостоятельно определять режимы и последовательность выполнения технологических операций);
- механизмы, обеспечивающие повышенную защиту оператора станка от травм;
- электронные устройства, которые отвечают за регулировку скорости перемещения траверсы;
- индикатор, который обеспечивает контроль за углом выполняемой гибки.
Это лишь небольшой перечень дополнительных элементов, которые могут присутствовать в конструкции гидравлического листогибочного пресса. Наличие такого оснащения значительно расширяет функциональные возможности станка и дает возможность использовать его для решения специальных задач.
Создание станка для сгибания листового металла
Для бездефектной гибки можно использовать самодельные механизмы. Их можно изготовить своими руками, не обладая дополнительными навыками. Для этого нужно создать чертеж, подготовить материалы, инструменты:
- швеллера, металлические уголки;
- прижимную пластину;
- дверные петли;
- деревянный брусок;
- металлические прутья.
Из инструментов нужен сварочный аппарат, дрель со сверлами по металлу, болгарка, шлифовальная машинка.
Этапы изготовления станка:
- Изначально нужно подготовить материалы, нарезать швеллера, уголки, прутья по размеру болгаркой.
- Собрать раму с устойчивыми ножками. Соединить отдельные части сварочным аппаратом. Швы зачистить шлифовальной машинкой покрыть антикоррозийным составом.
- Соединить два уголка дверными петлями, чтобы получилась подвижная конструкция.
- Наварить на один из уголков металлические прутья, которые будут выполнять роль ручек.
- Закрепить подвижную конструкцию на раму так, чтобы можно было работать с заготовками.
Некоторые мастера изготавливают механизмы без основания, которые закрепляются на готовом верстаке.
Швеллера (Фото: Instagram / stockwood.ru_moscow)
Преимущества гибки металла на станках с ЧПУ
Все чаще и чаще использование оборудования, работающего под управлением компьютера, становится нормой, нежели исключение. Такие станки можно увидеть практически на любом производстве, причем, вне зависимости от его масштабов. Использование специализированного ПО, позволяет не только поднять скорость обработки деталей, но и приводит к заметной экономии металла, повышению точности обработки заготовок.
Работа по обработке заготовок на гибочных станках под управлением ЧПУ выглядит следующим образом:
- при помощи носителей информации или через ЛВС в систему управления вводится управляющая программа.
- в ней закодированы необходимые для работы оборудования сигналы, на основании которых будет выполняться обработка заготовки. То есть, исполнительные механизмы, получая соответствующие команды, приводят в движение рабочий орган (пуансон) вдавливающий заготовку в матрицу.
Использование систем управления позволяет добиться определенных преимуществ, перед другими способами обработки металла:
- Качество готового изделия, оно обеспечивается, в том числе и том, что при работе ЧПУ полностью исключается влияние человеческого фактора.
- Размеры и форма получаемого изделия полностью соответствуют требованиям рабочей документации.
Кроме названных параметров нельзя не упомянуть и то, что работа по изготовлению продукцию может выполняться в режиме 7/24 без привлечения дополнительных человеческих ресурсов.
Роликовый нож
Для отрезания полученной детали, можно использовать несколько видов ножей, например, сабельный, или роликовый. Чаще всего их применяют для работы с тонколистовым материалом. При сборке самодельного листогиба роликовый нож целесообразно приобретать в компании, которая занимается поставками подобного оборудования.









Роликовый нож самодельного листогиба
Все дело в том, что для изготовления роликовых ножниц, как впрочем, и других, применяют инструментальные стали. Для получения рабочих органов необходимо использовать термическую обработку, а в домашних условиях это выполнить вряд ли получиться.
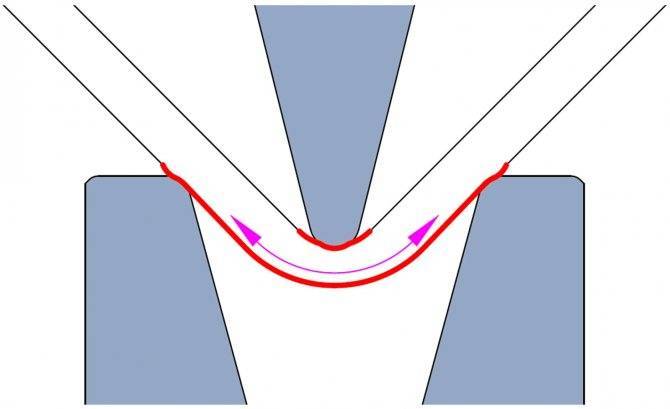
Особенности.
Отдельно нужно отметить тот факт, что чем больше нужно деформировать металл (уменьшение минимального борта, угла и радиуса гиба) тем большее воздействие потребуется. Здесь воздействие напрямую связно с давлением и моментом силы. Давление является отношением силы к площади, на которую она приложена. Таким образом, для увеличения воздействия необходимо прикладывать большее усилие на меньшей площади. Момент силы, в свою очередь, является произведением воздействующей силы на длину рычага приложения силы. Уменьшение минимального борта или радиуса гибки требует использования матрицы с меньшим V-раскрытием и, как следствие, меньшим рычагом приложения силы. Соответственно, при прочих равных, гибка на матрице с меньшим раскрытием требует приложения большей силы.
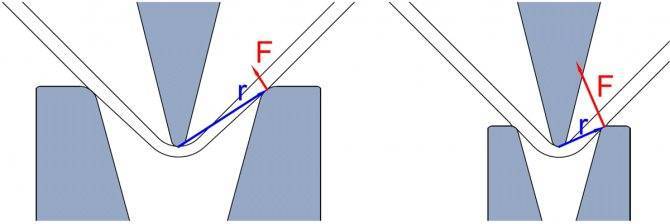
Схематичное изображение силы и рычага при гибке на матрицах с разным V-раскрытием
Дефекты и трудности при гибке
Гибка малопластичных сталей (в частности, содержащих более 0,5% С) усложняется, главным образом, из-за явления пружинения – несоответствия конфигурации готовой детали требованиям чертежа. Пружинение – основная проблема при разработке технологического процесса гибки.
Суть явления состоит в упругом последействии материала после снятия рабочей нагрузки. В результате форма заготовки искажается (в некоторых случаях фактический угол пружинения может доходить до 12…15, что впоследствии резко сказывается на точности сопряжения гнутой детали со смежной).
Пружинение ликвидируют или уменьшают использованием следующих технологических приёмов:
Пружинение при гибке
- Компенсацией угла пружинения соответствующим изменением параметров рабочей части пуансона и матрицы. Метод эффективен, если точно известна марка металла/сплава или его прочностные характеристики, в частности, предел временного сопротивления. В особо ответственных ситуациях потребуется проведение технологических проб на загиб. Если, например, угол пружинения составляет 12, то рабочую кромку пуансона увеличивают на такой же угол.
- Изменением рабочего профиля матрицы, в результате чего гибка металлов по всей длине зоны деформирования должна постоянно происходить при контакте с активным рабочим инструментом. Для этого в матрице выполняют технологические поднутрения или выемки, если это возможно.
- Повышением пластичности металла, для чего его перед штамповкой подвергают отжигу. Для высокоуглеродистых сталей температуру отжига обычно устанавливают в пределах 570…600С, а для низкоуглеродистых 180…200С.
- Проведением гибки в горячем состоянии, когда пластические характеристики металла заведомо лучше. Правда, при этом в технологический процесс вводится дополнительная операция очистки поверхности детали, а рабочую поверхность матрицы после каждого хода пуансона необходимо очищать от частиц окалины.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
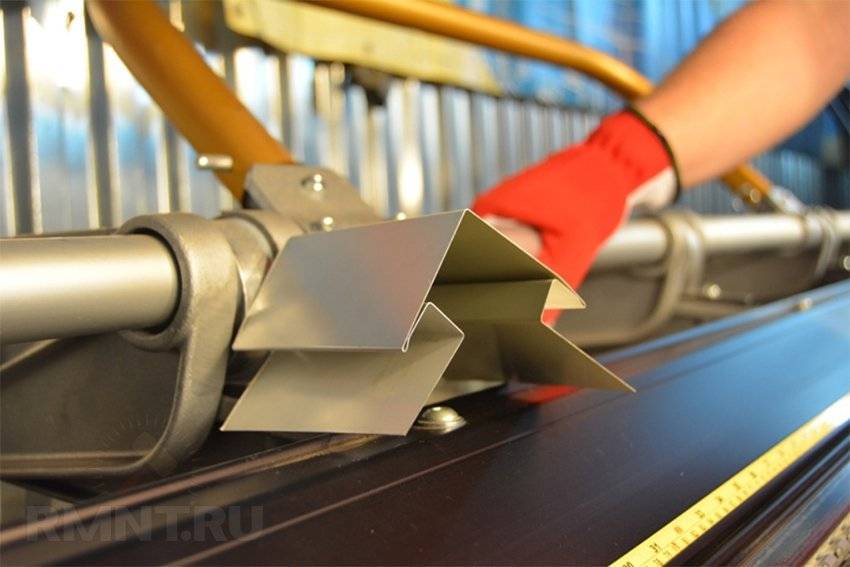
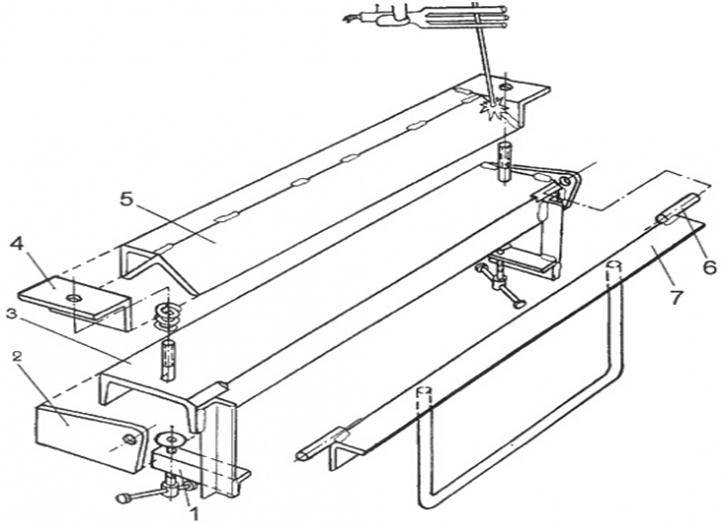
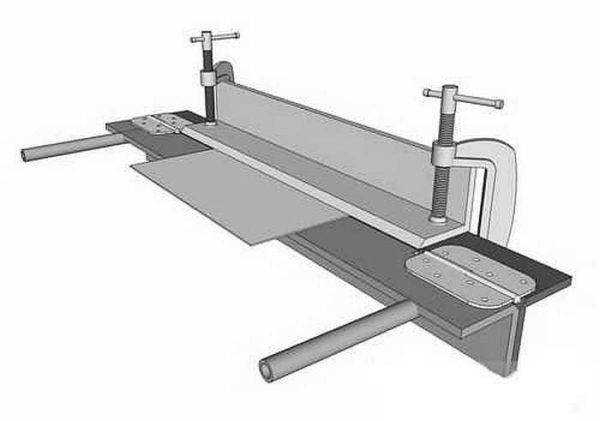
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
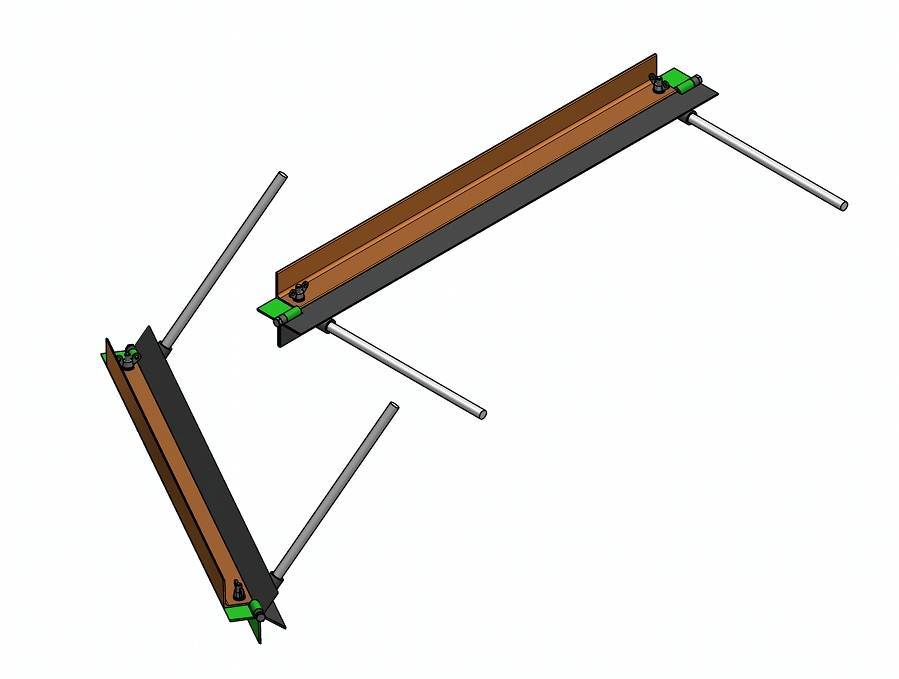
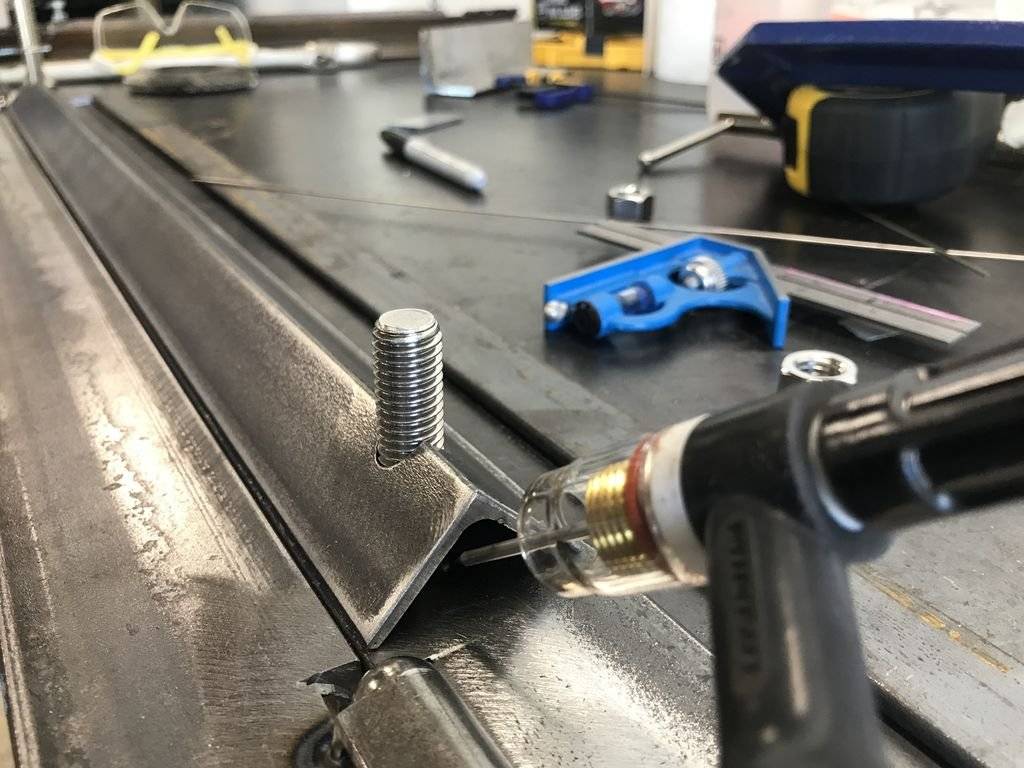
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.

Вырезаем выемки под петли

Хорошо провариваем петли
К шляпке болта приварить отрезки арматуры

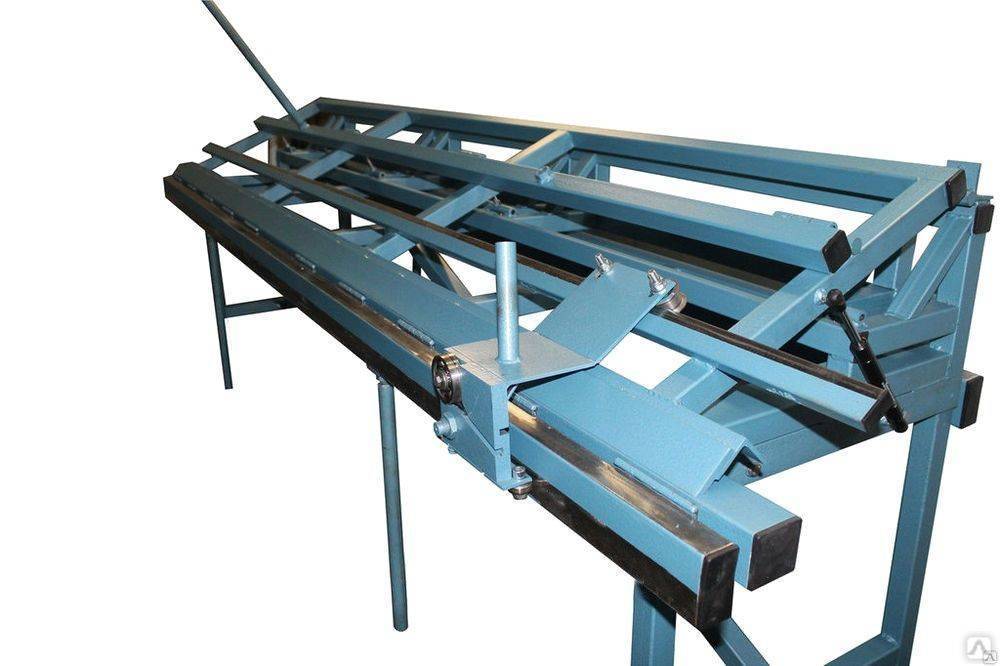
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.









Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.

Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.

Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.

Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Виды гибки
Гибка определяется как процесс обработки металлов давлением, в результате которого изменяется продольная ось деформируемой заготовки. Различают следующие варианты реализации гибки:
Виды гибок Одноугловая или V -образная (рис.1 а) — двуугловая или U- образная (рис.1 б ) — многоугловая (рис.1 в, г); — криволинейная (рис.1 д, е, з) и позволяющая получать изделия типа труб (рис.1 ж)
- П-образную (двухугловую).
- М-образную (одноугловую).
- Многоугловую гибку.
Все эти разновидности могут выполняться следующими способами:
Гибка калибрующим ударом
- Свободной гибкой, при которой центр симметрии заготовки не фиксируется, а сама гибка металла происходит путём нажима рабочего инструмента – пуансона на поверхность изгибаемой заготовки. Конфигурация деформированной заготовки зависит от формы пуансона;
- Гибка калибрующим ударом, при которой заготовка укладывается в матрицу. Конфигурация матрицы и определяет конечную форму заготовки;
- В роликовых матрицах, когда поворачивающиеся части рабочего инструмента постепенно формируют ось изогнутой заготовки.
Характерная особенность гибки – резко различное положение сетки макроструктуры в зависимости от направления гибки
Поэтому для мало- и среднепластичных металлов и сплавов направление волокон существенно важно: при совпадении такого направления с направлением перемещения оси деформируемой заготовки разрушение её в ходе штамповки маловероятно. В противном случае происходит расслаивание частиц в некоторых объёмах заготовки; в таких ситуациях гибка металла считается неисправимым браком
Цены на гибку металла
| Толщина/длина (мм) | 100 | 200 | 500 | 1000 | 1500 | 2000 | 2500 | > 2500 |
| 0,5 | 12 руб. | 15 руб. | 20 руб. | 34 руб. | 45 руб. | 58 руб. | 70 руб. | 83 руб. |
| 1 | 12 руб. | 15 руб. | 21 руб. | 35 руб. | 45 руб. | 58 руб. | 70 руб. | 83 руб. |
| 2 | 12 руб. | 15 руб. | 21 руб. | 35 руб. | 48 руб. | 59 руб. | 72 руб. | 87 руб. |
| 2,5 | 12 руб. | 15 руб. | 23 руб. | 36 руб. | 51 руб. | 59 руб. | 72 руб. | 102 руб. |
| 3 | 12 руб. | 17 руб. | 23 руб. | 38 руб. | 57 руб. | 59 руб. | 87 руб. | 121 руб. |
| 4 | 15 руб. | 18 руб. | 25 руб. | 41 руб. | 67 руб. | 74 руб. | 111 руб. | 157 руб. |
| 5 | 16 руб. | 20 руб. | 27 руб. | 48 руб. | 76 руб. | 95 руб. | 143 руб. | 196 руб. |
| 6 | 17 руб. | 23 руб. | 30 руб. | 56 руб. | 90 руб. | 113 руб. | 170 руб. | 235 руб. |
| 8 | 19 руб. | 23 руб. | 36 руб. | 64 руб. | 111 руб. | 146 руб. | 221 руб. | 313 руб. |
| 10 | 21 руб. | 25 руб. | 41 руб. | 74 руб. | 115 руб. | 183 руб. | 278 руб. | 417 руб. |
| 12 | 23 руб. | 28 руб. | 45 руб. | 89 руб. | 129 руб. | 227 руб. | 409 руб. | 554 руб. |
| 14 | 26 руб. | 35 руб. | 49 руб. | 102 руб. | 170 руб. | 284 руб. | 488 руб. | 738 руб. |
| 16 | 33 руб. | 41 руб. | 57 руб. | 112 руб. | 261 руб. | 354 руб. | 586 руб. | 982 руб. |
Цены указаны в рублях с учетом НДС за 1 гиб. Отдельно для заказа согласовывается соотношение радиус гиба / длины заготовки / толщины листа. Установлен повышающий коэффициент 1.25 на изделия из давальческого металла. При расчете стоимости заказа используется следующая система скидок и наценок: Минимальная сумма заказа 3500 руб. Все цены указаны в рублях, включая НДС 18%. Возможно срочное изготовление заказа — в день обращения или на следующий день, стоимость рассчитывается индивидуально. Желательно предоставление чертежей разверток или иной документации в формате DXF или в формате AutoCAD, при отсутствии документации в этих форматах, мы можем помочь Вам их разработать, стоимость подготовки документации определяется для каждого заказа индивидуально, в некоторых случаях мы можем сделать это бесплатно.









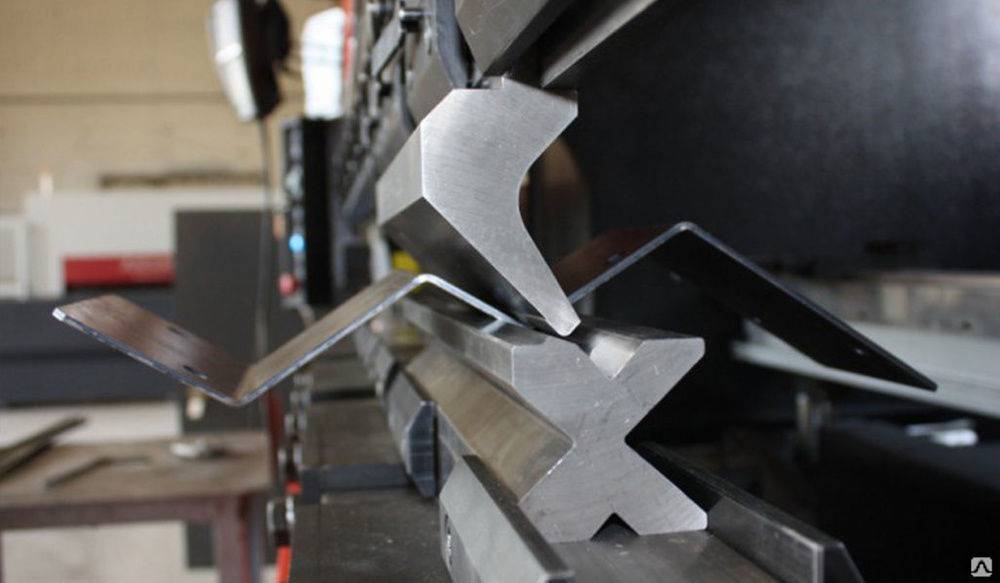
Гибка профилей
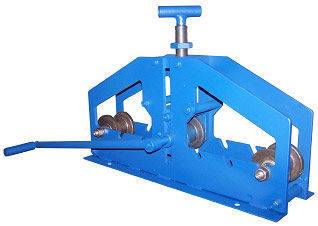 Станок профилегибочный ручной
Станок профилегибочный ручной
Ввиду того, что данные профили имеют повышенное значение момента сопротивления, традиционные способы гибки тут неприемлемы. Поэтому для гибки используют преимущественно машины ротационного действия. По сравнению с листогибочным оборудованием они имеют то преимущество, что приложение усилия происходит не одновременно по всей поверхности заготовки, а последовательно. В результате усилие гибки снижается, а требуемый для выбора электродвигателя крутящий момент снижается.
Для небольших заготовок ротационные машины вообще могут иметь ручной привод. Поскольку гибка выполняется по последовательной схеме, то одновременно с деформацией может производиться и правка изделия, что способствует снятию внутренних напряжений в материале.
Правильно-гибочные машины различают по количеству рабочих валков – их может быть три или четыре. Валки могут устанавливаться по симметричной или асимметричной схеме. Регулировка параметров гибки заготовок производится соответствующим изменением положения оси приводного валка, а также изменением их диаметров и профиля рабочей части.
 Валы профилегибочного станка
Валы профилегибочного станка
Несмотря на некоторые сложности автоматизации процесса валковые машины конструктивно очень просты и неэнергоёмки. Для них не требуется также изготовление специализированного инструмента — штампов.
По подобному принципу изготавливаются также и станки для гибки труб. Принципиальным отличием здесь является наличие узла оправки, которая размещается в деформируемой трубе, и препятствует искажению профиля заготовки в процессе её гибки.
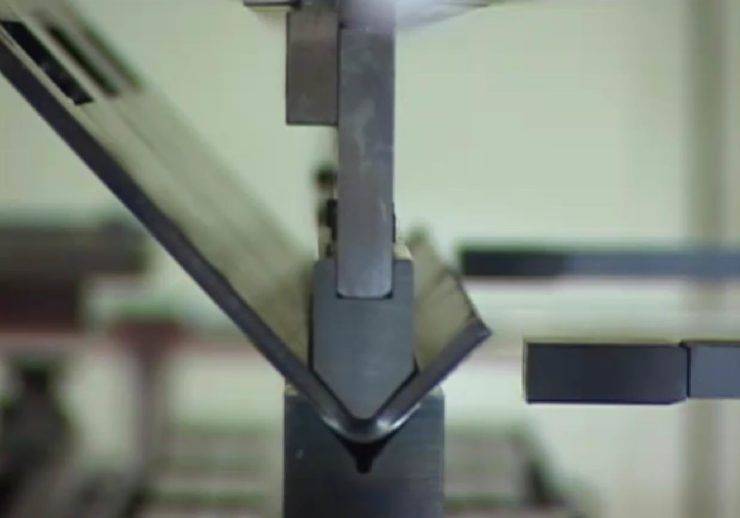
Деформация металла
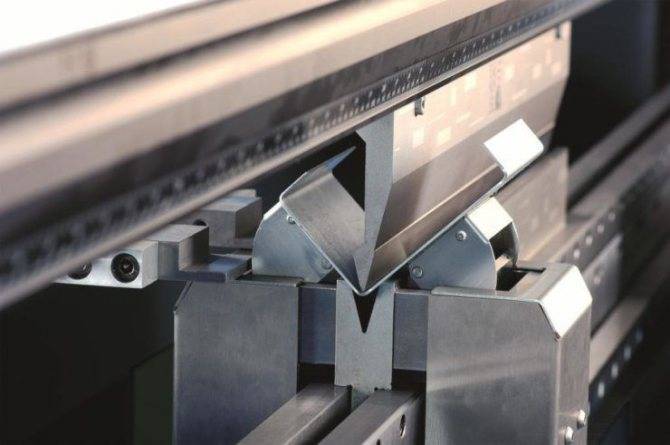
Гибка на листогибочных прессах основана на принципе 3 точек. Лист опирается на 2 точки матрицы. Пуансон давит на лист между 2 точками матрицы, образуя третью, центральную точку. По мере опускания пуансона, центральная точка листа опускается вместе с ним, а нижние боковые поверхности листа скользят по радиусам V-раскрытия матрицы. Материал несколько сжимается в месте давления пуансона и значительно растягивается с нижней стороны листа. Также, материал деформируется в месте скольжения по матрице — там остаются видимые или невидимые следы деформации (вдавливания).
Схематичное изображение деформации металла при гибке
Длина развертки в направлении, перпендикулярном линии гиба, всегда увеличивается. В связи с этим длину развертки делают меньше чем сумму всех бортов. Удлинение заготовки на каждом гибе зависит от:
- толщины и типа материала,
- угла гиба,
- радиуса гиба (ширины V-раскрытия матрицы и радиуса пуансона),
- направления проката.
Теоретический расчет всегда будет приближенным. Наиболее точный результат можно получить опытным путем. Для этого нужно взять несколько заготовок, например, 100×100. Отметить направление проката. Согнуть равное количество заготовок вдоль проката и поперек. Сделать замеры полученных бортов. Для каждой заготовки суммировать длины бортов и вычесть 100. Полученная разница и будет удлинением для заданных условий гибки. Сравнивая полученные результаты можно оценить следующее:
- стабильность результатов,
- влияние направления проката.
В большинстве случаев разницей в удлинении вдоль проката и поперек можно пренебречь. Однако, если требования к точности получаемых размеров очень высокие и/или количество гибов большое, то эту разницу следует учитывать при создании развертки и расположении ее на листе.
Обслуживание оборудования и техника безопасности
При работе с промышленным оборудованием нужно соблюдать технику безопасности:
- Перед работой с сотрудниками проводится инструктаж.
- В механизированных станках для запуска рабочих механизмов применяется электронное управление. Таким образом снижается риск получения травмы при работе.
Важно периодически смазывать подвижные элементы машинным маслом, чтобы увеличить срок эксплуатации листогиба. Гибка листового металла(быстро и качественно ) Станки для гибки металла, используются как на предприятиях, так и в частных мастерских
При выборе оборудования нужно учитывать размеры и толщину обрабатываемых заготовок. От этого зависит вид, размер и характеристики станка
Гибка листового металла(быстро и качественно ) Станки для гибки металла, используются как на предприятиях, так и в частных мастерских. При выборе оборудования нужно учитывать размеры и толщину обрабатываемых заготовок. От этого зависит вид, размер и характеристики станка.
Конструкция и сферы применения листогибочного станка
Станки для гибки листового металла применяются в домашних мастерских, на заводах. Устройства имеют одинаковый принцип работы. Изменяются только тип привода. Конструкция листогиба:
- Основание, которое удерживает рабочий стол, подвижные механизмы. Это касается моделей, которые не закрепляются на верстаках.
- Прижимные маховики, которые удерживают деталь при работе. Обычно представляют собой металлическую пластину.
- Деревянная балка, которая выполняет роль подушки, выступающей в роли опоры для заготовки.
- Угломер для выставления нужного угла.
- Упоры, ограничивающие лист на передней, задней части.
Листогибы применяются в разных направлениях промышленности:
- Изготовление кровельных комплектующих.
- Машиностроение — создание деталей для корпусов.
- Изготовление подоконников для пластиковых окон.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
- Раскрой листового материала и получение заготовок, которые подлежат обработке на гибочном оборудовании, получают разнообразными способами.. Для раскроя могут быть использованы практически все виды заготовительного оборудования.
- Затем, заготовки передают на производственный участок, где оператор, у которого на руках должна быть вся необходимая рабочая документация выполняет соответствующие операции и в итоге получает готовую деталь.
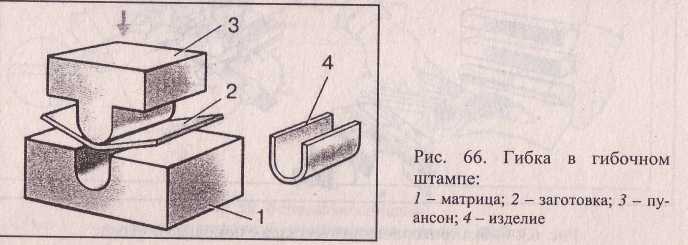
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент – линейку, рулетку, угломер и пр.









При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.





