Преимущества рубки листа гильотиной
Резка металла гильотиной у нас имеет множество преимуществ:
- максимальную точность (в пределах 0,5–2 мм);
- высокую скорость (предварительная подготовка проката не нужна);
- хорошее качество (рубка металла на гильотине позволяет получить ровный прямой срез без обгорелой кромки и окалины, дополнительная механическая обработка краев не понадобится);
- экономичность (потери материала отсутствуют);
- оперативность (заказ выполняется за 1–2 дня);
- универсальность (возможен раскрой стали толщиной от 0,5 до 14 мм).
Остались вопросы? Хотите уточнить цену рубки листа металла гильотиной? Позвоните онлайн-консультанту по номеру +7 (495) 981-92-42, и он предоставит достоверные данные относительно условий сотрудничества.
Рубка оцинкованного рулонного листа по длине заказчика, диаметр от 0,35 до 1,0 мм
Читать также: Принцип работы отбойного молотка электрического
Гильотинная рубка (разделение на части) листового металла применяется для резки и раскроя листового металла с высоким уровнем точности. Гильотинные ножницы обеспечивают высокую точность и минимальные потери, край среза не имеет зазубрин и окалин, при наличии полимерного или лакокрасочного покрытия на обрабатываемом листе металла они не повреждаются. Оборудование характеризуется высокой производительностью, простотой эксплуатации. Единственным ограничением для резки является толщина обрабатываемого металла – до 2 см. Резка материала выполняется в поперечном, продольном сечении, после завершения работ на кромке изделия не остается заусениц, а его покрытие (краска) не повреждается.
«СК Весна» работает с листовым металлом любого формата:
- листовая холоднокатаная, горячекатаная и оцинкованная сталь толщиной до 12 мм
- листовая нержавеющая сталь толщиной до 8 мм
- листовой алюминий толщиной до 14 мм
- листовой рифленый алюминий до 10 мм по основе любого формата;
- композитные листовые материалы толщиной до 12 мм
- цветной листовой металла (медь, латунь, титан) толщиной до 12 мм
Мы осуществляем рубку металла на гидравлической гильотине компании Amada (модель GSII 1230) с максимальной длиной руба 3050 мм, позволяющей производить прямоугольный и угловой раскрой листового металла. Сотрудники имеют соответствующую квалификацию и опыт работы на данном станке, что позволяет нам достигнуть превосходного качества.
Классификация
Крупные предприятия по металлообработке и небольшие цеха снабжены оборудованием для гильотин, которые отличается по следующим параметрам:
- типу привода;
- производительностью;
- уровню мощности;
- максимальными показателями толщины листа металла;
- представленным прокатом;
- числом проделываемых операций.
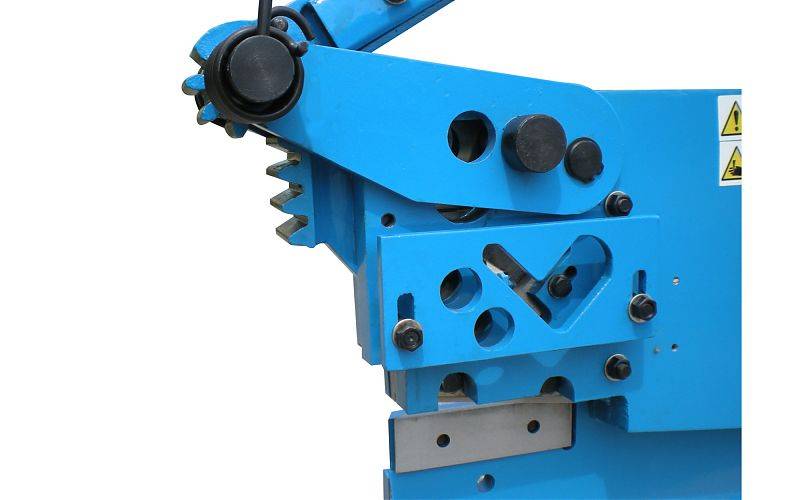
Изделия для резки функционируют по принципу воздействия на заготовку давлением и острой кромкой гильотинных ножниц. Два элемента устройства перемещаются по отношению друг к другу. Такой процесс включает в себя две операции сразу – резку и ломание. Качественное оборудование выполняет работу в соотношении 90:10. Стоит заметить, что рез в результате ровный, не нуждающийся в дополнительной обработке.
Теперь рассмотрим подробнее виды гильотинных ножниц в зависимости от привода.
Гидравлические
Станочное оборудование для резки/рубки металлических листов со специальным гидравлическим приводом является высокопроизводительной и мощной разновидностью промышленных гильотин. Они используются как при серийном, так и штучном выпуске металлоизделий с прямыми краями из материала, толщина которого от 2 до 20 мм, а длина реза от 1 до 3 метров.

Для крупных компаний, специализирующихся на машиностроении, изготавливается гидравлическое оборудование, технические показатели которого выше: толщина листа – от 20 мм, а длина реза – до 6 метров. Они характеризуются значительным весом и габаритами, поэтому выпускается поштучно. Часто применяют современные автоматизированные установки С ЧПУ, снабженные гидравлическими гильотинными ножницами. Настройка системы минимальна по времени, а для управления станком необходимо нажатие только одной кнопки.
Из нюансов отмечают абсолютную бесшумность при работе, чего нельзя сказать про другие типы устройств. В гидравлической установке ножи совершают плавные нерезкие движения, полностью отсутствуют ударные воздействия. Такие станки оснащены различными фотодатчиками и защитными экранами, поэтому рабочий процесс безопасен.
Электромеханические
По степени производительности этот тип гильотин схож с предыдущим, но отличается высоким уровнем шума при воздействии ножа на металлический лист. Электромеханическая установка используется в крупных или средних цехах, где необходима высокоточная резка заготовок, имеющих значительный размер и толщину. Такое оборудование актуально и для серийного изготовления, только в качестве инструмента выбираются ножницы с меньшей мощностью. Электромеханические гильотины занимают немного рабочего пространства, но позволяют работать с разным материалом: сталь, медь, пластик, алюминий и т. п.

Некоторые устройства способны функционировать автоматизированы – они оснащены ЧПУ, что способствует ускорению процесса. Они отличаются простотой, невысокой стоимостью и широкой областью применения. Использовать подобное оборудование можно даже в условиях домашней мастерской или маленького цеха.
Пневматические
Для работы на этой гильотине необходим компрессор, как аналог используют центральную магистраль, в которой присутствует сжатый воздух. Это оборудование актуально для больших заводов по металлообработке, занимающихся преимущественно крупносерийным производством.

Пневматические гильотины относятся к стационарному типу. К основной конструкции добавляют просторные рабочие столы, конвейеры выдвижного вида и автоматизированную систему контроля. Нередко станки оборудуются специальной системой ЧПУ, с помощью которой металлоизделия обрабатываются быстрее, а точность конечного результата максимальна.








Ручная гильотина
Такие устройства снабжаются редуктором, который позволяет проводить обработку металлических листов с толщиной 1 мм и выше. Существуют три варианта станков: ручной – приводится в действие рычагом, ножной – начинает функционировать благодаря педали, комбинированный – сочетание вышеописанных видов.
Мобильную установку для рубки листового металла возможно монтировать на разную поверхность, где станок будет устойчив. Их используют на стройплощадках для нарезки профлиста (профнастила) или кровельной стали.

Конструкция и принцип действия
Электромеханическая гильотина – чаще встречающаяся конструкция – состоит из следующих узлов:
- электродвигателя;
- клиноременной передачи;
- маховика;
- приемного вала;
- электропневматической системы включения: муфты и тормоза;
- главного вала двухколенчатого типа;
- двух шатунов тянущего или толкающего типа;
- ножевой балки. заднего упора;
- переднего упора (для агрегатов, работающих с тонколистовым металлом, этот узел может отсутствовать);
- рабочего стола;
- прижима;
- станины сварного типа (в старых моделях станков встречаются литые станины);
- рабочей рельсовой тележки для сбора нарезанных полос;
- систем смазки и управления.
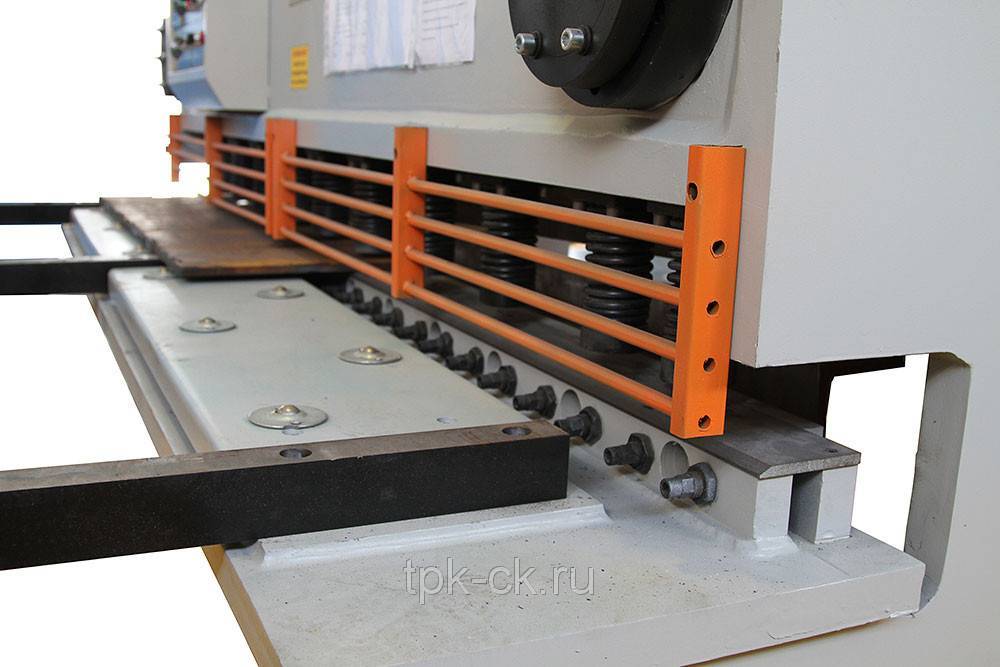
Промышленные исполнения станков для резки листового проката с механическим приводом работают в следующей последовательности. Подлежащий разрезке листовой металл устанавливается по заднему упору на определённую ширину реза. Ножевая балка при этом находится в крайнем верхнем положении, электродвигатель и маховик с приёмным валом вращаются, но балка неподвижна, поскольку включён тормоз. После позиционирования заготовки по заднему упору оператор включает передний упор, которым устанавливается необходимая точность резки. Далее включается прижим. Он представляет собой совокупность пневматических или гидравлических цилиндров небольших рабочих диаметров, которые своими штоками прижимают подлежащий отрезке листовой прокат к опорной поверхности стола. При включении ножниц происходит разблокировка тормоза с одновременным включением муфты, которая соединяет главный вал с приёмным валом. Главный исполнительный механизм выполняет прямой ход, в конце которого выполняется полное разделение. При возвращении балки в исходное положение задний упор поворачивается, и освобождает отрезанную полосу. В результате та падает по склизу в тележку за станком, которая затем вручную, либо автоматически отводится из-под оборудования. Из тележки стопа нарезанных полос с помощью крана или транспортёра перемещается на склад или к месту дальнейшей переработки. Последняя некратная полоса удаляется вручную, при этом цилиндры узла прижима оборудуются защитными кожухами, которые исключают попадание пальцев оператора в рабочую зону (управление всеми ножницами – педальное).
Гильотина для металла механического типа иногда имеет и иное конструктивное оформление. Различие заключается в том, что шатуны у таких станков – не тянущего, а толкающего типов. Они располагаются в нижней части ножевой балки, и при рабочем ходе толкают её вверх. Считается, что подобная схема станка отличается меньшими значениями рабочих нагрузок на шатуны, а гильотинные ножницы с толкающими шатунами имеют меньшую высоту. Такая схема, однако, более сложна в регламентном обслуживании и настройке, а потому более характерна для станков, работающих с заготовками небольшой – до 1,5…2 мм – толщины.
Как выбрать ножницы для резки металла
Выбор инструмента — это самое ответственное мероприятие, так как от покупки зависит возможность не просто выполнять работу, но еще и делать это качественно. В арсенале у каждого мастера должна присутствовать пара ножниц по металлу. Цена на эти устройства разная, поэтому выбирать стоит в зависимости от поставленных задач. Если необходимо резать арматуру, то лучше выбирать гильотинные гидравлические ножницы, а для раскроя оцинковки подойдут обычные с прямыми лезвиями.
Какие выбрать ножницы для работ, зависит от технологических задач, поэтому ориентироваться необходимо на следующие параметры:
- Расположение лезвий — они бывают левыми и правыми. Зависит от того, какие виды вырезов планируется выполнять
- Форма лезвий — прямые и выгнутые. Ножницами с прямыми лезвиями удобно резать в прямолинейном направлении, а выгнутыми делать криволинейные и фигурные резы
- Возможности инструмента — зависит от материала, из которого изготовлено устройство. Они бывают литыми, кованными, а также смешанными
Это интересно! Часто снижение производительности ножниц возникает по причине не притупления лезвий, а из-за нарушения расстояния между ножами. Увеличивается расстояние по причине расшатывания шарнирного соединения при больших нагрузках. Чтобы повысить качество реза металла, необходимо инструмент периодически регулировать.

Работать ручными ножницами не трудно, если их правильно выбрать для тех или иных работ. Если однажды попробовать в действии электроинструмент, то наверняка уже не захочется возвращаться к ручному инструменту. Единственное достоинство ручных устройств в том, что стоят они не дорого, поэтому купить их стоит для того, чтобы в любой момент можно было воспользоваться для разрезания тонколистовых материалов. Ниже на видео подробно рассказано, как надо правильно пользоваться рассматриваемым инструментом.
Подводя итог, нужно отметить, что изготавливаются рассматриваемые устройства по соответствующим стандартам ГОСТ 7210-75. Чтобы выбрать лучшие ножницы, не понадобится искать рейтинг лучших, так как цена является показателем качества. Однако если не правильно выбрать инструмент под соответствующие виды работ, то даже высокое качество и большая цена не помогут.
Классификация оборудования
Гильотинные ножницы различают по таким признакам:
- По виду привода. В промышленном производстве и при резке толстолистового проката более распространены приводные гильотины для металла. При этом управление может быть механическим и гидравлическим. В индивидуальной хозяйственной практике, а также в частных мастерских встречаются станки с ручным приводом.
- По выполнению основного исполнительного механизма. Электромеханическая гильотина часто оснащается кривошипно-шатунным механизмом, в то время, как ручные станки часто имеют рычажный механизм.
- По способу прижима заготовки к опорной поверхности стола. Гильотинные ножницы могут иметь механический (пружинный), либо гидравлический прижим.
- По способу управления выделяют ножницы для резки с неавтоматизированной подачей и удалением нарезанных полос, и автоматизированные комплексы на базе листовых ножниц, где все технологические операции ведутся без участия человека.
Несмотря на все конструктивные и технологические различия, общим у данных станков остаётся одно: угол наклона ножей, под которым они ведут резку. При нулевом угле наклона внедрение выполняется одновременно по всей ширине листа, что обуславливает высокие энергетические затраты, и становится главной причиной повышенной мощности привода. Поскольку сам график технологической операции разделения листового проката имеет пик усилия лишь в начале внедрения ножей, а потом стремительно падает, гораздо выгоднее обеспечить постепенное внедрение инструмента в заготовку. Усилие значительно снижается, а рабочее перемещение, хотя и увеличивается, но ненамного (из-за малых толщин обрабатываемых профилей проката). Поэтому ножи оборудования для резки листового профиля всегда выполняют наклонными. Угол наклона колеблется в пределах 1,5-3,5°; он подходит для более мощного оборудования. При резке более твёрдого изделия, например, нержавейки, зазоры уменьшают. Увеличение зазоров для пластичной низкоуглеродистой стали или меди ухудшают качество и точность разделения, поскольку разрезаемый материал втягивается в зазор между ножами, и образует заусенцы. Заусенцы являются также признаком затупления инструментов.
Согласно принятой в нашей стране классификации, гильотинные ножницы с механическим приводом имеют условное обозначение Н31, Н32, Н34 или Н33 (две последние цифры обозначения указывают на предельную толщину разрезаемого листового металла). Гидравлические ножницы имеют обозначение Н37. В практике встречается также маркировка приводных агрегатов для резки листового материала по его толщине и ширине. Типичным примером могут быть станки немецкого производства, обозначаемые, например, так: ScTR16×3150 (первая цифра – максимальная толщина, вторая – наибольшая ширина).
Гильотина для раскроя металла
Первые установки имели ручной привод. Чтобы выполнять резание потребовалось установить не только сам нож, нужно еще иметь противорежущую пластину (неподвижный нож).
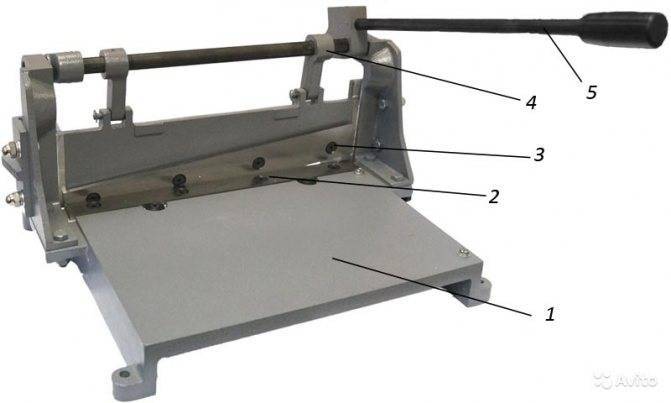
Общий вид современной ручной гильотины для раскроя металла: 1 – стол; противорежущая пластина; 3 – нож; 4 – кривошип; 5 – рычаг подачи ножа
Ручная гильотина по металлу позволяет резать сравнительно небольшие заготовки, ширина реза редко превышает 1200…1500 мм. При этом толщина разрезаемых деталей зависит от материала, использованного для изготовления.










Обычно на небольших производствах применяют подобные станки для стали толщиной до 0,5…0,7 мм. Можно обрубать пластик или разные виды пленок. На фабриках, производящих напольные покрытия, режут виниловую плитку.
В типографиях перед переплетом книг, брошюр и других изданий с помощью гильотин с ручным приводом формируют блоки. В дальнейшем их отправляют на пресс, где создается печатная продукция.
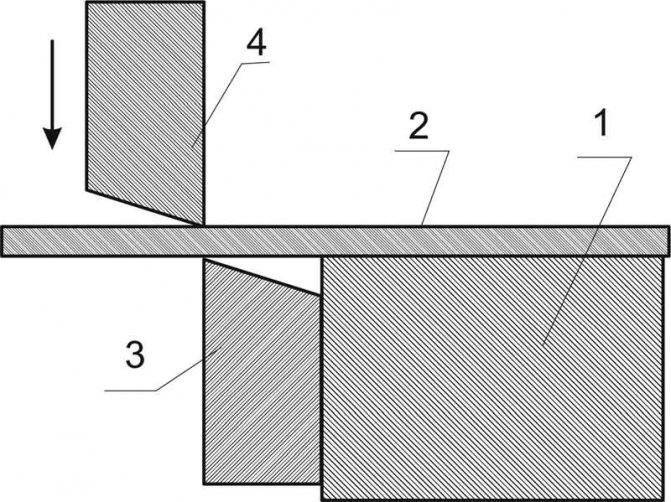
Процесс резания на гильотинном станке: 1 – стол для подачи материала; 2 – металлический лист; 3 – противорежущее лезвие; 4 – нож
Регулирование зазоров
При работе стараются уменьшить расстояние между кромками лезвий. Чем оно будет меньше, тем чище рез. Однако, при работе с металлом операторы вынуждены смещать неподвижный нож для увеличения зазора. С ростом толщины разрезаемого металла возникает необходимость в повышении расстояния.
Если не поступать подобным образом, то кромки лезвия будут крошиться. Металл претерпевает деформационные изменения. Он ведет себя как пластичное вещество, выдавливается между кромками.
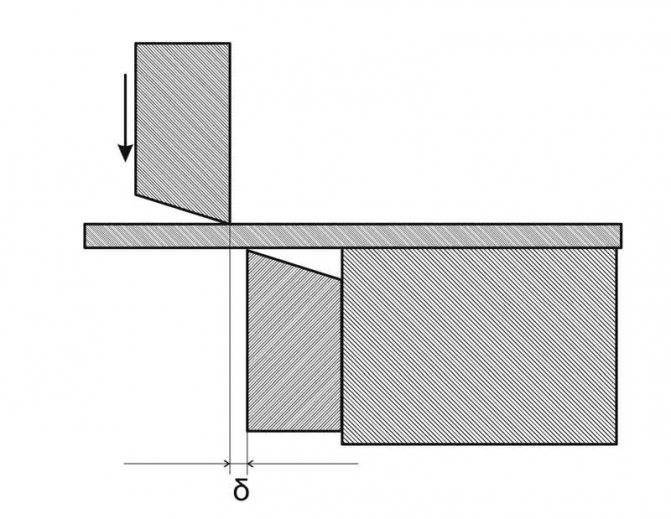
Зазор δ между режущими кромками
Чем меньше толщина заготовок, тем ближе следует размещать лезвия относительно друг друга. В таблице 1 представлены рекомендации по зазорам в зависимости от толщины стали 08 сп.
Таблица 1: Зазоры между противорежущими кромками для ручной гильотины при рубке стали 08 сп
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,08…0,095 | 0,02 |
| 0,100…0,195 | 0,03 |
| 0,200…0,295 | 0,04 |
| 0,300…0,395 | 0,05 |
| 0,400…0,495 | 0,06 |
| 0,500…0,595 | 0,07 |
| 0,600…0,695 | 0,08 |
| 0,700…0,800 | 0,09 |
При работе на установках с гидравлическим или кривошипным приводом скорость перемещения ножа выше. Поэтому требуется несколько увеличить зазор (таблица 2).
Таблица 2: Зазоры между противорежущими кромками для механических гильотин
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,080…0,095 | 0,04 |
| 0,100…0,195 | 0,06 |
| 0,200…0,295 | 0,08 |
| 0,300…0,395 | 0,10 |
| 0,400…0,495 | 0,12 |
| 0,500…0,595 | 0,14 |
| 0,600…0,695 | 0,16 |
| 0,700…0,800 | 0,18 |
При высокой скорости смещения металла (механические ножи) происходит разогрев. Если не увеличить зазор, то через несколько последовательных резов кромки могут разогреться до такой степени, что металл может привариться к ножам.
Косой рез
При создании первых машин для массовых казней иногда происходил некачественный рез. Прямое лезвие не перерубало с первого удара кожу и костную ткань. Присутствующий при испытаниях установки Людовик XVI предложил изобретателю усовершенствовать устройство, изготовив падающее лезвие с наклоном. Вхождение со скольжением позволяет оптимизировать угол резания, перераспределяет нагрузку в устройстве.
Когда происходит резание, встреча кромки с разрезаемым материалом происходит не одновременно по всей длине ножа. Он постепенно внедряется в металл. Поэтому даже небольшой наклон, всего несколько градусов позволяют заметно снизить величину силы сопротивления резанию.
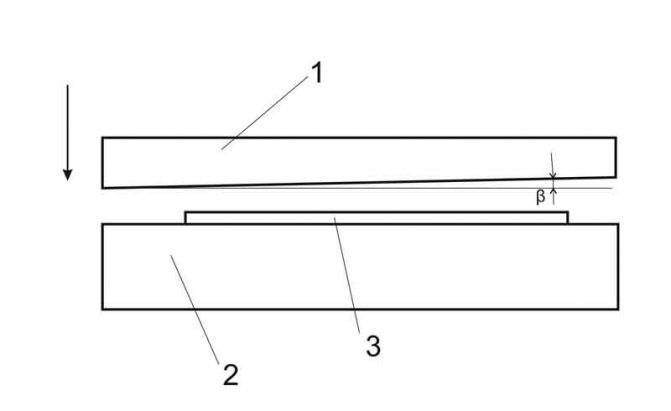
Установка активного лезвия под углом наклона β: 1 – активный нож; 2 – пассивный нож; 3 – разрезаемый материал
Современные небольшие ножницы гильотинного типа работают со значительными углами β. Так конструкторы добились заметного снижения усилий на ноже. На некоторых предприятиях на подобных малогабаритных станках работают даже женщины. Они справляются с заданием по раскрою металла.

Гильотинные ножницы для раскроя металла с ручным приводом
Устройство и виды гильотинных ножниц — точных станков для резки листового металла
Гильотинные ножницы являются незаменимым оборудованием в цеху любого предприятия, занимающегося производством каких-либо деталей из листового металла. Эти станки предназначены для высокоточной резки металлических листов определенной толщины. И чем мощнее станок, тем более толстые листы на нем можно резать. К примеру, гильотинные ножницы с гидравлическим приводом способны разрубить листовой металл толщиной более 3 сантиметров. Причем и точность резки, и производительность работы у таких станков гораздо выше, чем у дорогостоящего плазменного оборудования.










Устройство гильотинных ножниц для металла
Свое название гильотинные ножницы получили по той причине, что они работают по схожему принципу с придуманной во время Великой французской революции гильотиной. Резка металла на таком станке осуществляется резаком, что под большим давлением опускается на лист. Сама конструкция гильотинных ножниц достаточно проста, и основными функциональными элементами таких станков являются:
- Станина с подвижным (подающим) столом
- Нижний резак, закрепленный на станине неподвижно
- Балка с верхним резаком
- Прижимное устройство
- Ограничитель
- Градуированный упор
- Привод, приводящий в движение подающий стол и балку с резаком.
Типы гильотинных ножниц
В зависимости от того, какой вид привода используется на станке, все гильотинные ножницы подразделяются на 4 типа: ручные (механические), пневматические, электрические и гидравлические. У каждого из этих видов станков есть свои особенности эксплуатации и преимущества.
Также современные гильотины для резки металла оснащаются ЧПУ – пультом управления, максимально автоматизирующим работу станка.
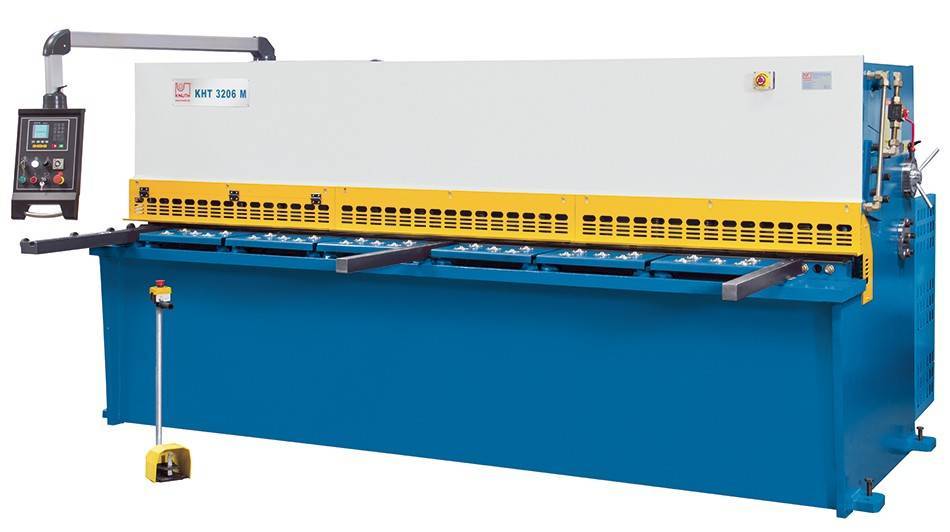
Надежные современные гильотинные ножницы от производителя
Производством гильотинных ножниц в РФ занимается . В каталоге на официальном сайте этой организации https://www.stanki-snab.ru представлены станки для резки металла, что не уступают по качеству и производительности оборудованию самых известных японских и европейских брендов. Все промышленные гильотинные ножницы с гидравлическим и электрическим приводом производства этой компании оснащены удобным и простым пультом управления.
Заказать гильотинные ножницы для небольшой мастерской или для промышленного цеха можно на сайте, по телефону или в любом из региональных представительств СК «Станкоснаб». Так как компания является производителем оборудования, она гарантирует своим покупателям такие преимущества:
- Лояльные цены на станки
- Официальная гарантия и гарантийное обслуживание оборудования
- Помощь в доставке, установке и настройке станков
- Дополнительная комплектация станков теми ли иными функциональными элементами по желанию заказчика.
Сравнение гильотин
Вид | Толщина металла, мм | Вид металла | Предел прочности металла | Ширина листа, м | Производительность, ходов/мин | ЧПУ |
Гидравлическая | 0,4 – 40 | Нержавеющая сталь, алюминий, титан, профнастил, оцинковка, арматура, чёрная сталь | До 500 МПа | 1 — 3 | 8 — 20 | + |
Электромеханическая | 0,25 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 3 | 1 – 60 | + |
Пневматическая | 0,2 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 2,5 | 1 – 60 | + |
Ручная | 0,2 – 1,5 | Листовая сталь, профнастил, оцинковка, арматура | До 400 Мпа | 0,1 – 2,5 | 2 – 5 | — |
Таблица 2. Сравнение гильотинных ножниц
Сопоставив значения с таблицы и цену на станки, становится понятно, почему гидравлическая гильотина наиболее распространена. Она значительно дешевле электромеханической и пневматической, зато позволяет работать с толстым металлом, что распространено в массовом производстве. Производителей гидравлических ножниц достаточно, однако звание лучшего удерживают станки марок НА и НГ отечественных машиностроительных гигантов за счёт качественной сборки и относительной дешевизны.









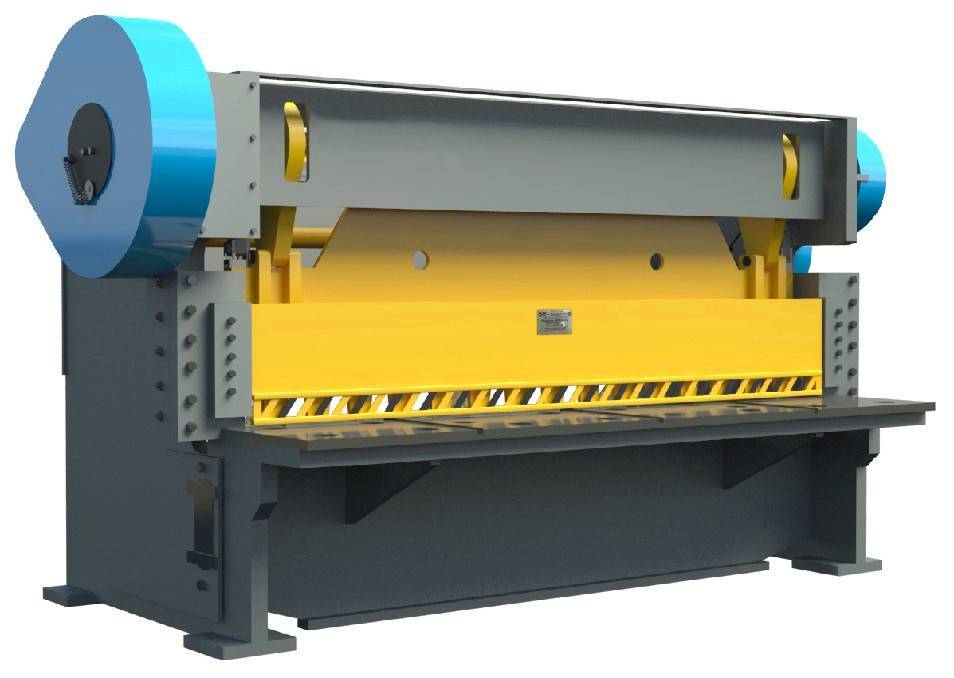
Электромеханические гильотинные ножницы
Распространен это вид гильотин наравне с гидравлическим. Практически не отличается от гидравлической гильотины по производительности (до 60 ходов ножа в минуту) но более шумный — кривошипный механизм привода вызывает быстрое движение ножа и ударное воздействие на заготовку.

Электромеханическая гильотина
Как и гидравлическая, электромеханическая гильотина предназначена для промышленного использования в цехах, где требуется высокопроизводительная точная резка прямолинейных заготовок большого размера и толщины. Однако производятся и рубка металла на гильотине электромеханического типа и в условиях мелкосерийного и кустарного производства — для этой цели создана целая серия ножниц небольшой мощности. Они занимают немного места в мастерской и позволяют без труда резать оцинкованную листовую сталь, алюминий, медь, пластик и нержавейку толщиной до 2-3 мм.
Привод на верхнюю балку с ножом производится при помощи кривошипно-шатунного механизма на валу отбора мощности от электродвигателя, который включается нажатием педали или кнопкой. Проворачиваясь, эксцентрики передают усилие на оба конца ножевой балки, и усилие резания распределяется равномерно. В конце одного оборота вала балка возвращается в верхнее положение, и заготовка подается для следующего реза.
Оснащение электромеханических гильотин ЧПУ позволяет превратить их в одни из самых точных и производительных станков для резки и рубки металла. Они простые в обслуживании, обладают надежной кинематической схемой и дешевле гидравлических. При желании и наличии слесарной квалификации, сделать гильотинный резак с электроприводом можно самостоятельно в домашней мастерской или в условиях небольшого производства.
Электромеханические гильотинные ножницы
Являются наиболее персептивным типом ножниц для эксплуатации на промышленных предприятиях. В них в качестве привода устанавливается электромагнит. Это позволяет получить очень высокий КПД, а также развить значительное усилие. Толщина разрезаемых листов может превышать 10 мм. Например, рубка металла от ЛесМаш позволяет обрабатывать заготовки до 12 мм толщиной. Основным инструментом для этого являются электромеханические гильотинные ножницы с числовым программным управлением. Точность разрезания составляет микроны и вычисляется с помощью встроенного компьютера. Получать высокоточные детали резанием затруднительно по причине деформации металла (сплющивании), а сами ножницы давно обеспечивают высочайшую точность.
Это интересно: Как сделать нож из напильника своими руками