

2 Принцип действия гильотинных ножниц
Начали использовать гильотины довольно давно, но изначально их применяли не для разрезания металла, а для казни преступников. Принцип действия современных станков для раскроя материалов основан на работе самого первого устройства, которое имело только один верхний нож. Резка происходит методом рубки в результате опускания лезвия, предварительно поднятого на предусмотренную конструкцией высоту.
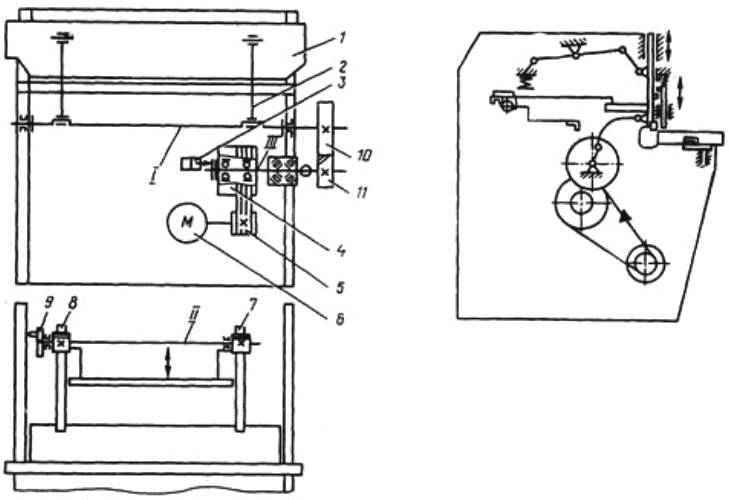
Ножницы механические с электроприводом работают следующим образом. Листовой металл через подающее устройство поступает из разматывателя на стол, выдвигающийся при необходимости. Заготовка выравнивается по боковому упору и ограничителю для регулирования глубины подачи, затем происходит ее фиксация прижимным устройством в виде балки, что обеспечивает достаточно высокую точность разрезания.

При включении реза крутящий момент от двигателя-редуктора передается на вал, вращение которого преобразуется посредством шатунов и кривошипов в возвратно-поступательные перемещения траверсы. Сначала при ее движении верхний нож опускается и производит рез. В зависимости от вида ножниц, отрубленные обрезки выбрасываются в лоток, в сторону оператора, вперед или назад. Готовые заготовки попадают в приемник. Затем траверса, продолжая движение, поднимается и занимает исходное верхнее положение. В тот же момент срабатывает датчик, мотор-редуктор отключается.
Контроль верхнего и нижнего расположения траверсы станка осуществляют конечные выключатели. Вверху ее фиксирует тормозной барабан, установленный на валу. Раскрой, в зависимости от разновидности и размещения ножей, возможен в поперечном или продольном направлении. В случае поперечного разреза нож совершает один цикл рабочего движения, а при продольном – несколько, повторяющихся с поступательным перемещением металла по столу. Второй режим применяют для резки рулонного материала на полосы, а также раскроя листа длиной более 2 метров.

Остро заточенный нож гильотинного станка опускается с высоты верхнего положения под воздействием сил тяжести. Его ускорение значительное, так как он довольно массивен, но недостаточное, чтобы разрезать прочный металл. Одного веса рубящего устройства в данном случае будет мало, потому что протяженность разбега (высота падения ножа) в современных установках гораздо меньше, чем в аналогичных первых станках прошлого тысячелетия. Для придания режущему механизму необходимого ускорения изготавливают специальную конструкцию, в которой установлен нож с массой в несколько десятков килограммов.
Эти же причины определили установку в гильотинных станках по металлу дополнительного нижнего неподвижного ножа. Таким образом, работа современных установок сочетает в себе функционирование обычных ножниц и гильотины. Разрезаемый материал размещается на столе оборудования между нижним и верхним режущими ножами. Такое инженерное решение, безусловно, значительно усложняет конструкцию самого станка, что в итоге отражается на его себестоимости, но при этом позволяет получить высокое качество и точность обработки заготовок.
Классификация оборудования
Гильотинные ножницы различают по таким признакам:
- По виду привода. В промышленном производстве и при резке толстолистового проката более распространены приводные гильотины для металла. При этом управление может быть механическим и гидравлическим. В индивидуальной хозяйственной практике, а также в частных мастерских встречаются станки с ручным приводом.
- По выполнению основного исполнительного механизма. Электромеханическая гильотина часто оснащается кривошипно-шатунным механизмом, в то время, как ручные станки часто имеют рычажный механизм.
- По способу прижима заготовки к опорной поверхности стола. Гильотинные ножницы могут иметь механический (пружинный), либо гидравлический прижим.
- По способу управления выделяют ножницы для резки с неавтоматизированной подачей и удалением нарезанных полос, и автоматизированные комплексы на базе листовых ножниц, где все технологические операции ведутся без участия человека.
Несмотря на все конструктивные и технологические различия, общим у данных станков остаётся одно: угол наклона ножей, под которым они ведут резку. При нулевом угле наклона внедрение выполняется одновременно по всей ширине листа, что обуславливает высокие энергетические затраты, и становится главной причиной повышенной мощности привода. Поскольку сам график технологической операции разделения листового проката имеет пик усилия лишь в начале внедрения ножей, а потом стремительно падает, гораздо выгоднее обеспечить постепенное внедрение инструмента в заготовку. Усилие значительно снижается, а рабочее перемещение, хотя и увеличивается, но ненамного (из-за малых толщин обрабатываемых профилей проката). Поэтому ножи оборудования для резки листового профиля всегда выполняют наклонными. Угол наклона колеблется в пределах 1,5-3,5°; он подходит для более мощного оборудования. При резке более твёрдого изделия, например, нержавейки, зазоры уменьшают. Увеличение зазоров для пластичной низкоуглеродистой стали или меди ухудшают качество и точность разделения, поскольку разрезаемый материал втягивается в зазор между ножами, и образует заусенцы. Заусенцы являются также признаком затупления инструментов.
Согласно принятой в нашей стране классификации, гильотинные ножницы с механическим приводом имеют условное обозначение Н31, Н32, Н34 или Н33 (две последние цифры обозначения указывают на предельную толщину разрезаемого листового металла). Гидравлические ножницы имеют обозначение Н37. В практике встречается также маркировка приводных агрегатов для резки листового материала по его толщине и ширине. Типичным примером могут быть станки немецкого производства, обозначаемые, например, так: ScTR16×3150 (первая цифра – максимальная толщина, вторая – наибольшая ширина).
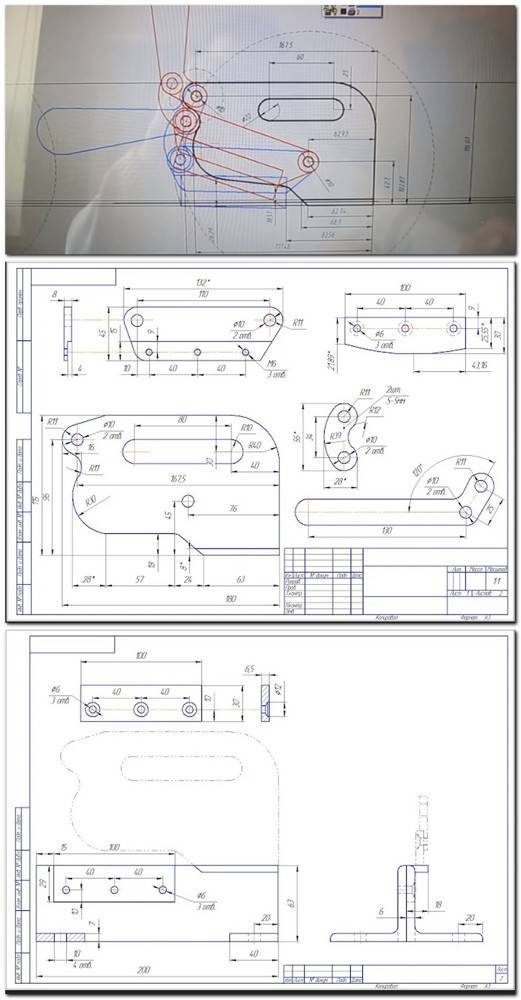
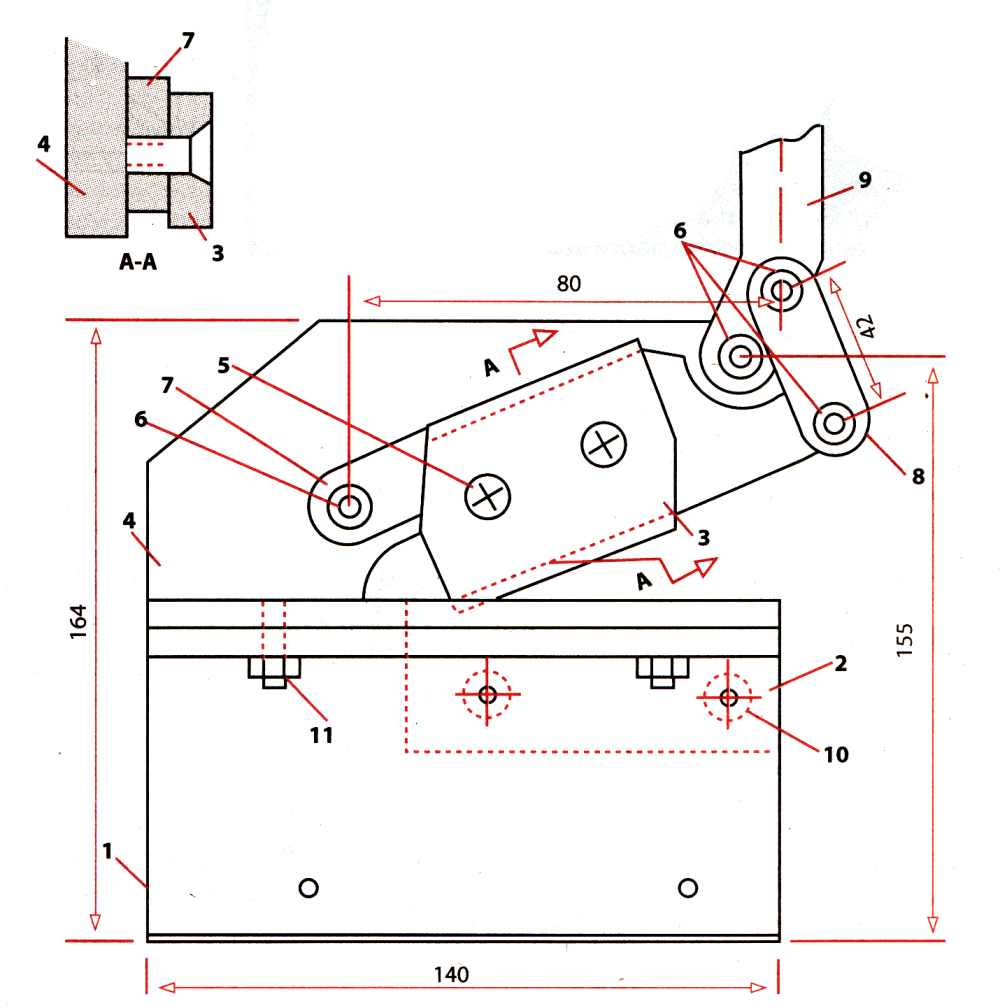
Чертеж ножа гильотинных ножниц Н3121-11-402

Чертеж ножа гильотинных ножниц Н3121-11-402
Нож для гильотинных ножниц 25 х 60 х 625
- Ножи должны изготавливаться из стали марок 5ХВ2С, 6ХВ2С и 6ХС по ГОСТ 5950—73
- Твердость ножей — HRC 54 . 58
- Допуск плоскостности поверхности Б — не более 0,1 мм на длине 100 мм
- Поле допуска размеров s а В комплекта ножей — по h11
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
- H14; h14; ±IT14/2
- На ноже должна быть нанесена следующая маркировка: товарный знак предприятия-изготовителя, обозначение ножа, клеймо ОТК, шифр (номер) комплекта (для составных ножей).
- Остальные технические требования для комплекта ножей Н3121-11-402 по ГОСТ 25306-82 Ножи плоские к листовым ножницам. Основные и присоединительные размеры. Технические требования
Стоимость услуг по резке
Когда возникает необходимость в использовании гильотины, вы можете сделать ее своими руками, либо приобрести готовую.
Читать также: Расчет скорости вращения шкивов калькулятор
Самый простой вариант готового резака — это стационарная ручная гильотина, стоимостью ориентировочно десять тысяч рублей.
Однако ее недостаток в том, что ручная машина может резать листовой металл до 7 мм в толщину. Поэтому чаще используется для резки алюминия.
Листы профильного алюминия наиболее востребованный материал в строительстве в последнее время, его цена не высока, он прост в использовании, однако не редко требует резки.
Из производителей, ручная гильотина которых отличается высоким качеством, можно отметить Stalex, Say-Mak. Дальневосточная компания Папшер выпускает ножницы для частного пользования, в их ассортимент входит не только ручная, но и электромеханическая гильотина. Цена на приборы на российском рынке доступна для среднестатистического покупателя.
К сожалению, электромеханическая гильотина, которая используется не на производстве, а в домашнем строительстве, хоть и имеет максимальную нажимную силу в 1400 Джоулей, резать сталь электромеханическая гильотина не сможет.
Рубка стальных листов своими руками возможна только гидравлическим типом.
За услугой по резке металла можно обратиться на любое металлообрабатывающее предприятие. Это относительно дешевый способ резки, при котором обязательно шлифуют места срезов специальным шлифовальным диском.










Например, фирма Bosh предлагает качественные ножи, функционал которых достаточно большой, цена их тоже высока, но при этом срок эксплуатации превышает срок эксплуатации аналогов в 4-7 раз.
Еще одним немаловажным свойством будет то, что производитель формирует ножи с алмазным напылением, которое позволяет длительное время не затупливать резак (примерно десять резок).
Металлообрабатывающие станки — дорогая и сложная техника, купить которую в состоянии не каждая мастерская, не говоря уже об отдельном человеке. Но многие из станков можно сделать самостоятельно. Например, ручная гильотина для резки металла своими руками — не столь и недостижимая цель. Все что нужно — умение работать со сваркой и некоторыми слесарными инструментами.
Естественно, совсем без финансовых вложений не обойтись. Ножи, к примеру, самостоятельно изготовить не выйдет никак. Это сложная деталь заводского производства, для которой требуется специальная сталь и станки для ее обработки. Но купить ножи для гильотины можно без труда на рынке, в интернете или в специализированных магазинах.

Если предлагают ножи для гильотины, отработавшие несколько лет на большом заводе, можете покупать, но с оглядкой на то, какой металл вы собираетесь резать на своем станке. Если кровельную сталь или профнастил, то покупайте без опасений. С таким заданием после заточки они справятся без труда. Но вот для резки арматуры, уголка или листа толще 1,5 мм потребуются новые ножи, без «рабочего стажа». Они стоят относительно недорого, и выбрать их можно как по длине, так и по углу заточки и высоте.
Многие умельцы под ножи используют различные металлические детали машин, например рессоры, сделанные из стали достаточной твердости. Но такие ножницы будут полезными только для грубого раскроя тонколистовой стали — добиться идеальной прямолинейности лезвия при отсутствии боковых отклонений в домашних условиях сложно, практически невозможно. Лучше остановиться на покупке ножей заводского изготовления. Особенности взаимодействия ножа и стального листа требуют особой прочности режущей кромки.
Обогрев печью-каменкой
Для малогабаритных бань актуальным вариантом обогрева остается традиционная каменка. В этом случае достаточно приобрести или изготовить отопительный агрегат необходимой мощности.
Расчет мощности оборудования определяется по формуле: 1 кВт мощности на 1 кв. м помещения. Чтобы обеспечить комфортное пребывание посетителей в парилке, дополнительно учитывается запас тепловой мощности от 35 до 55 %.
Популярность отопительной каменки объясняется следующими преимуществами:
- простотой монтажа и обслуживания;
- доступностью эксплуатации;
- использованием доступного вида топлива.
Отдавая предпочтение банной печи, не стоит забывать о некоторых недостатках устройства:
- внушительные габариты и вес;
- невозможность автоматизировать процесс нагрева помещений;
- высокая пожароопасность;
- образование продуктов сгорания топлива.
Современные каменки работают на дровах, электричестве, жидком и газообразном топливе. Выбор подходящего варианта зависит от финансовых возможностей и технических возможностей оборудования.
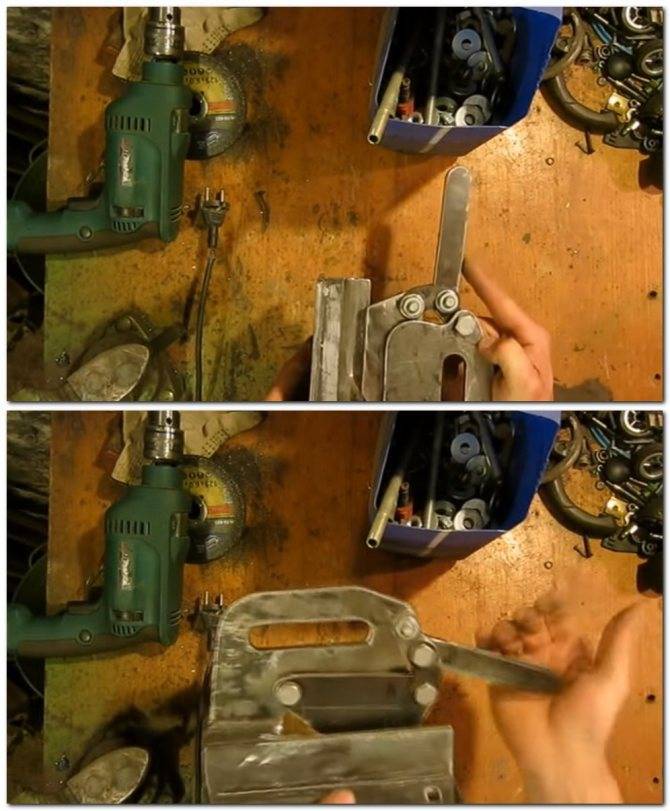
Попытка сделать ручную гильотину своими руками
Ручная гильотина для резки металла своими руками — не столь недостижимая цель. Нужно уметь работать со сваркой и некоторыми слесарными инструментами.

Металлообрабатывающие станки — дорогая и сложная техника, купить которую в состоянии не каждая мастерская, не говоря уже об отдельном человеке. Но многие из станков можно сделать самостоятельно. Например, ручная гильотина для резки металла своими руками — не столь и недостижимая цель. Все что нужно — умение работать со сваркой и некоторыми слесарными инструментами.
Естественно, совсем без финансовых вложений не обойтись. Ножи, к примеру, самостоятельно изготовить не выйдет никак. Это сложная деталь заводского производства, для которой требуется специальная сталь и станки для ее обработки. Но купить ножи для гильотины можно без труда на рынке, в интернете или в специализированных магазинах.

Если предлагают ножи для гильотины, отработавшие несколько лет на большом заводе, можете покупать, но с оглядкой на то, какой металл вы собираетесь резать на своем станке. Если кровельную сталь или профнастил, то покупайте без опасений. С таким заданием после заточки они справятся без труда. Но вот для резки арматуры, уголка или листа толще 1,5 мм потребуются новые ножи, без «рабочего стажа». Они стоят относительно недорого, и выбрать их можно как по длине, так и по углу заточки и высоте.
Многие умельцы под ножи используют различные металлические детали машин, например рессоры, сделанные из стали достаточной твердости. Но такие ножницы будут полезными только для грубого раскроя тонколистовой стали — добиться идеальной прямолинейности лезвия при отсутствии боковых отклонений в домашних условиях сложно, практически невозможно. Лучше остановиться на покупке ножей заводского изготовления. Особенности взаимодействия ножа и стального листа требуют особой прочности режущей кромки.
Электромеханические гильотинные ножницы
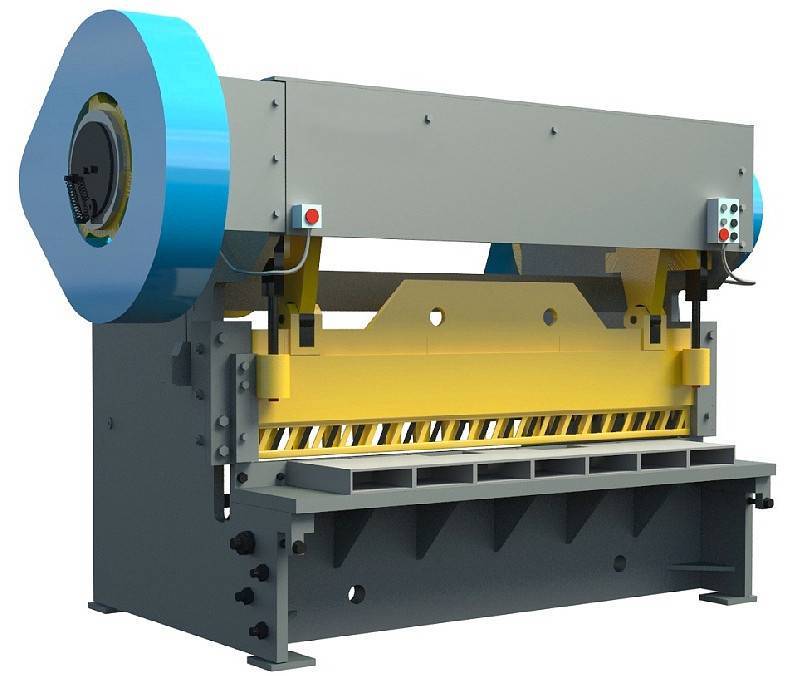
Распространен это вид гильотин наравне с гидравлическим. Практически не отличается от гидравлической гильотины по производительности (до 60 ходов ножа в минуту) но более шумный — кривошипный механизм привода вызывает быстрое движение ножа и ударное воздействие на заготовку.
![Гильотина для резки металла [механическая и электромеханическая]](https://101benzopila.ru/wp-content/uploads/0/7/c/07cb8bb810a07931b05aeff49b963c53.jpeg)






Электромеханическая гильотина
Как и гидравлическая, электромеханическая гильотина предназначена для промышленного использования в цехах, где требуется высокопроизводительная точная резка прямолинейных заготовок большого размера и толщины. Однако производятся и рубка металла на гильотине электромеханического типа и в условиях мелкосерийного и кустарного производства — для этой цели создана целая серия ножниц небольшой мощности. Они занимают немного места в мастерской и позволяют без труда резать оцинкованную листовую сталь, алюминий, медь, пластик и нержавейку толщиной до 2-3 мм.
Привод на верхнюю балку с ножом производится при помощи кривошипно-шатунного механизма на валу отбора мощности от электродвигателя, который включается нажатием педали или кнопкой. Проворачиваясь, эксцентрики передают усилие на оба конца ножевой балки, и усилие резания распределяется равномерно. В конце одного оборота вала балка возвращается в верхнее положение, и заготовка подается для следующего реза.
Оснащение электромеханических гильотин ЧПУ позволяет превратить их в одни из самых точных и производительных станков для резки и рубки металла. Они простые в обслуживании, обладают надежной кинематической схемой и дешевле гидравлических. При желании и наличии слесарной квалификации, сделать гильотинный резак с электроприводом можно самостоятельно в домашней мастерской или в условиях небольшого производства.
Ручные станки для резки металла
Механические гильотинные станки, осуществляющие раскрой металла за счёт привода от рычага или педали, чаще всего можно встретить на промышленных предприятиях, а также в частных мастерских. Они остаются востребованными, даже несмотря на то, что имеют ограничения по толщине обрабатываемых заготовок и их видам.
 В оснащении таких гильотин для металла функции режущего элемента выполняют два ножа. В течение всего процесса резки металла нижний нож располагается неподвижно. Основную часть работы выполняет верхний нож, перемещающийся по направляющим вертикально вниз или поворачивающийся вокруг оси. В таких станках на одном из концов ножевой балки располагается точка вращения, а на другом находится рукоятка.
В оснащении таких гильотин для металла функции режущего элемента выполняют два ножа. В течение всего процесса резки металла нижний нож располагается неподвижно. Основную часть работы выполняет верхний нож, перемещающийся по направляющим вертикально вниз или поворачивающийся вокруг оси. В таких станках на одном из концов ножевой балки располагается точка вращения, а на другом находится рукоятка.
Режущее устройство, которое может выполнять раскрой листов толщиной более 1 мм, приводит в движение редуктор. Запуск механизма в этих машинах могут обеспечивать два типа привода:
- ножной, где включение мотора осуществляется педалью;
- ручной, при котором запуск осуществляется специальным рычагом.
https://youtube.com/watch?v=Go-MKNQRcAw
В некоторых моделях могут одновременно использоваться оба типа привода. Для выполнения качественной резки металлической заготовки гильотинный станок должен быть установлен на ровной поверхности, на которой будет обеспечена устойчивость оборудования.
Гильотинные станки для рубки металла являются одними из самых востребованных видов промышленного оборудования, которое используется не только на предприятиях металлообрабатывающей промышленности, но и в домашних мастерских. Поскольку производители выпускают эти станки в самых различных комплектациях, для каждого случая раскроя металла можно подобрать наиболее подходящую модель с учетом стоящих задач.
Оборудование для рубки металла гильотинного типа пользуется большой популярностью, прежде всего, из-за высокой производительности и точности раскроя металлических заготовок. Их можно использовать для резки не только металла, но и других материалов, в том числе алюминия, меди, латуни и других
Немаловажно и то, что эти машины очень простые в обращении, поэтому даже владелец частной мастерской может быстро приобрести навыки работы с подобным станком и воспользоваться всеми его преимуществами
В ряде случаев, если позволяет слесарная квалификация, возможно даже сделать такую машину своими руками. Однако целесообразнее приобрести готовый станок, которым можно начинать пользоваться без его предварительной подготовки.
Ножи для дробилок.
| Ножи для дробилок роторного, молоткового и агломераторного типов производства для отечественного и импортного оборудования изготавливаются по ГОСТ, отвечают всем требованиям технического регламента. Изготовим как стандартные, так и нестандартные ножи для дробилок. | |
Предлагаем следующие виды стандартных ножей:
|
Общие характеристики
Современные гильотинные ножницы обладают различными техническими характеристиками, которые обязательно должны учитывать специалисты промышленных предприятий, а также владельцы частных мастерских, занимающиеся изготовлением изделий и конструкций из металлопроката. Среди них наиболее важными параметрами являются:
- количество выполняемых операций;
- размер обрабатываемого листа;
- ассортимент проката, который может обрабатывать конкретный станок;
- предельно допустимая толщина срезаемого металла;
- производительность;
- тип ножей;
- мощность;
- тип привода.
Виды станков
В зависимости от типа привода станка выделяют следующие виды ножниц:
- ручные;
- пневматические;
- гидравлические;
- электромеханические.
Принцип работы
 Раскрой металла с использованием гильотинных ножниц осуществляется за счёт воздействия на металлическую заготовку большой силой давления и острым краем лезвия, действующего по принципу обычных ножниц. Во время рабочего процесса два лезвия режущего устройства сводятся друг к другу. После того как лист или прокат металла будет зафиксирован, они сдвигают его соседние слои, а затем совершают разрез при помощи острого лезвия.
Раскрой металла с использованием гильотинных ножниц осуществляется за счёт воздействия на металлическую заготовку большой силой давления и острым краем лезвия, действующего по принципу обычных ножниц. Во время рабочего процесса два лезвия режущего устройства сводятся друг к другу. После того как лист или прокат металла будет зафиксирован, они сдвигают его соседние слои, а затем совершают разрез при помощи острого лезвия.










Процесс резки металлической заготовки с использованием гильотинного станка состоит из двух операций — резки и ломания.
При использовании качественного станка для раскроя металла количество образуемого металлического лома получается очень небольшим и не превышает 10%.
Одновременно с этим рез приобретает ровную кромку, не требуя дополнительной обработки. При разрезе заготовки затупленным режущим устройством или неверно выставленном зазоре соотношение реза и лома изменяется. Как следствие, это приводит к появлению на нижней кромке острого выступа, называемого гратом — признака низкого качества резки.
Грат делает небезопасным изделие, увеличивая риск травмировать руки, особенно если для резки была выбрана заготовка из нержавеющей стали. Для предотвращения подобного необходимо во время использования ножниц гильотинного типа соблюдать правила техники безопасности. Ни в коем случае нельзя начинать резку металла без рукавиц из плотной ткани или кожаных нашивок. При появлении грата работник должен сразу же прекратить раскрой металла и исправить допущенную ошибку — поменять настройки или заточить ножи.
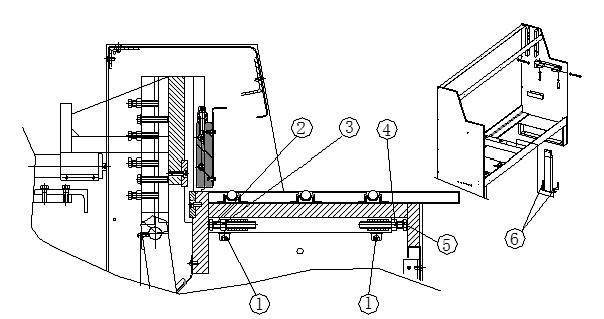
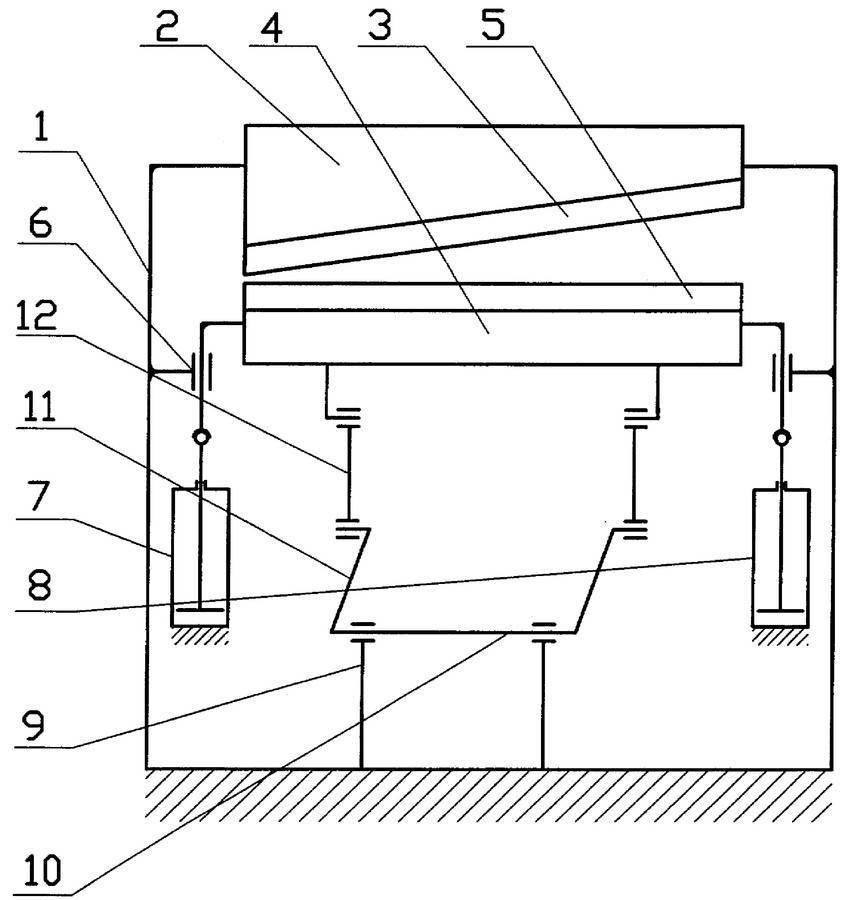
Конструкция, принцип действия, дополнительные устройства
По типу привода гильотины бывают гидравлические, электромеханические и ручные (используются для резки металла малой толщины). Наиболее мощные установки имеют электропривод и применяются в серийном производстве на крупных предприятиях. Управляют станками с помощью контроллера или системы ЧПУ. Качество реза в обоих случаях отличное, но числовое программное управление дает большую функциональность.
Подразделяются гильотинные ножницы и по типу реза: прямой и поворотный. То есть конструкционно ножи расположены параллельно, либо наклонно. В обоих случаях рез осуществляется по линии их смыкания. Причем, рассечение происходит настолько точно и качественно, что на краях не остается заусенцев. Не страдают даже краска и полимерное покрытие, если они нанесены на лист.
Сам процесс реза происходит следующим образом. Через привод движение передается на маховик. Далее – на две пары зубчатых колес и затем – на кривошипный вал. Он с помощью двух шатунов приводит в действие систему ножей. Нижний неподвижен, а верхний нож движется возвратно-поступательно. При этом поперечный рез осуществляется за один ход ножа, а продольный (если длина свыше 2000 мм) рядом повторных движений.
Предлагаем ознакомиться Полы в квартире: разновидности полов для квартиры, их особенности и характеристики, а так же устройство пола в квартире своими руками Эти конструкционные особенности обеспечивают высокую производительность станков, надежность и высокий уровень виброустойчивости.
Некоторые модели гидравлики для повышения эффективности металлообработки оснащают системой ЧПУ с цветным сенсорным дисплеем, угловым упором 0 – 180 градусов, специальным механизмом, поддерживающим листовые материалы и заготовки, системой воздушного охлаждения рабочей жидкости многим другим. Наличие дополнительных опций существенно расширяет функционал гидравлических гильотинных ножниц.
«Ножевая» балка в этих устройствах приводится в действие специальными гидроцилиндрами. Для обеспечения безопасности производственных процессов станки комплектуются защитным лазерным или световым экраном. При необходимости возможно использовать устройство для регулировки угла наклона ножа. Если эксплуатация гидравлических гильотин будет происходить в холодных цехах, следует рассмотреть вариант применения системы подогрева масла.
Производство металлообрабатывающего оборудования долгие годы является специализацией Кувандыкского . Выпускаемая продукция этого предприятия получила широкое распространение и признание, как среди отечественных производственников, так и далеко за пределами РФ.
Станки с ручным приводом
Многим кажется, что ручные станки неудобны для производства. На самом деле эти установки довольно востребованы на небольших предприятиях
В условиях мелкосерийного выпуска продукции важно обеспечивать качество продукции:
- Важнее обеспечивать точные размеры всех деталей.
- Грамотную обработку кромок. Удаление заусенцев.
- Параллельность и перпендикулярность резаных прямых.
Когда требуется значительный объем, то довольно часто качество отводится на второй план. Нужны механические устройства, способные в течение ограниченного времени произвести несколько ударов и отрезать определенное количество заготовок.
Если же в цеху производят единичную продукцию, то скорость и количество ударов устройства не столь актуально.
Внимание! Сегодня на строительном рынке нетрудно купить металлические китайские двери по сравнительно невысокой цене (2000…4000 рублей). Но при желании иметь более прочную и надежную дверь обращаются в цеха, где под заказ изготовят изделие с заданными характеристиками
В нем будут броневые пластины в зоне размещения замков, производитель дополнительно снабдит свой товар дополнительными опциями, которые предотвратят проникновение внутрь ненужных лиц.
Несколько металлических противопожарных дверей, имеющих опции по запрету распространения дыма и огня, изготавливают небольшие предприятия. Там и используют простые и надежные гильотины с ручным приводом.






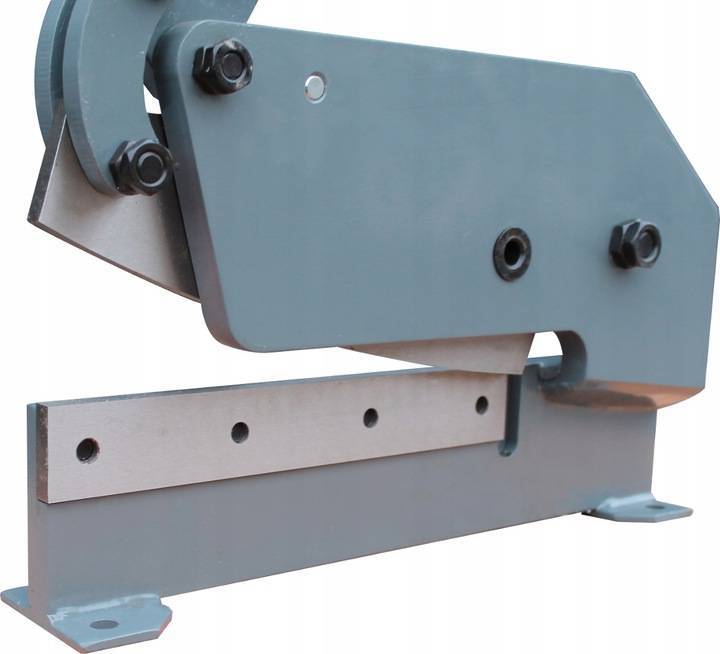

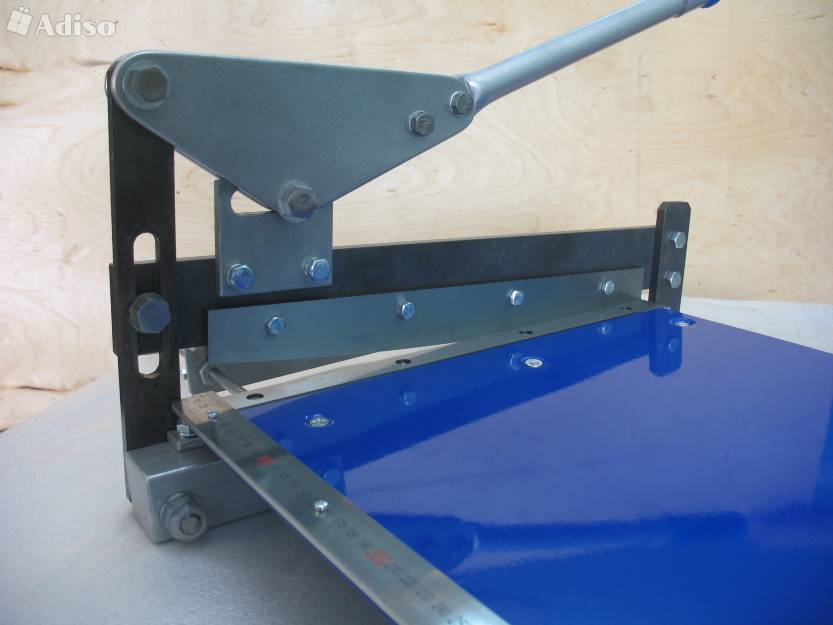
Профессиональная гильотина с ручным приводом
В этих установках предусмотрено следующее:
- лист металла располагается на специальном столе;
- с помощью дополнительных приставных столов заготовка может иметь значительные габариты (до 2500 мм в длину и 2500 мм в ширину);
- регулирование глубины реза ограничивается специальным упором, располагаемым за подвижным ножом;
- специальные направляющие позволяют обеспечить перпендикулярность реза;
- другие направляющие точно выставят заготовку под нужным углом или дадут ей двигаться только в параллельном направлении;
- перед резанием для предотвращения возможных колебаний в зоне активной работы происходит прижатие заготовки к столу. Она теперь не сместится ни в какую сторону.
Видео: гильотина для резки металла.
Резка металла при помощи гильотинных ножниц
Резка металла, которая является довольно востребованной операцией для многих промышленных производств, осуществляется различными способами.
Одним из таких способов является раскрой листового металла при помощи гильотинных ножниц. Причем, это приспособление, которое получило свое название за сходство со средневековым орудием убийства, может разрезать металлические листы различной толщины, как в продольном, так и в поперечном направлении. Современные виды этого устройства могут производить механическую резку сортового металлопроката.
Применение этого инструмента позволяет получить высокое качество среза, не повреждая при этом полимерного покрытия заготовки или лакокрасочного покрытия. Устройство гильотинных ножниц может быть различно. Оно зависит от нескольких параметров: типа привода, мощности, толщины материала и величины зазора между режущими кромками. По типу привода различают ручные, электромеханические, пневматические и гидравлические варианты данных механизмов. Электромеханический привод считается наиболее эффективным. Такой привод довольно удобен и успешно справляется с достаточно большими объемами работы.
Многие современные модели этих устройств, кроме ручных типов, оснащены дополнительными опциями. Для этого на них устанавливается различная промышленная электроника, позволяющая автоматизировать процесс резки. Основным рабочим элементом этих устройств являются гильотинные ножи. В связи с довольно большим разнообразием видов этих устройств, существует и разнообразные варианты ножей. Поэтому, можно купить ножи для гильотинных ножниц стандартных размеров, а можно сделать заказ на индивидуальные размеры оборудования. Длина реза в некоторых гильотинах может составлять до 2,5м. Естественно, что такой длинны ножи сделать практически не представляется возможным. В таких случаях длина набирается из нескольких пластин стандартных ножей.
Гильотинные ножи являются наиболее распространенным типом всех современных промышленных ножей. Для их изготовления используются такие марки легированной стали, как 6ХС, 9ХС, Х12М и пр. Термическая обработка придает им необходимую степень механической прочности. Ножи, которые используются для холодной резки металла, закаливаются до 52-58 HRC. Аналоги, использующиеся для горячей резки, имеют твердость 42-50 HRC. Все стандартные ножи, как правило, имеют две рабочие кромки. В случае износа они просто переворачиваются. После износа обеих кромок ножи следует перетачивать. Такая операция может производиться на плоскошлифовальных станках, которые имеют необходимую длину рабочего стола.
Техника безопасности и особенности эксплуатации
Технологический процесс раскройки металлических заготовок имеет особенности, требует соблюдения правил техники безопасности. Особенности, которые нужно знать начинающему жестянщику:
- Проверять качество заточки ножей.
- Не подключать оборудование с электроприводом к сети до его проверки.
- Выставлять зазор по специальной таблице, зависимо от толщины и вида металла.
- Смазывать подвижные элементы моторным маслом.
- Не пытаться разрезать заготовки, толщина которых больше допустимых показателей.
- Работать в защитных перчатках.
- Прочность ножей должна превышать тот же показатель у обрабатываемого материала.
Определить неправильную настройку оборудования, плохую заточку ножей можно по одному видимому признаку. Если есть проблемы с режущей частью, на нижней кромке образуется острый выступ. Чтобы его исправить, необходимо дополнительно обрабатывать кромку инструментами по металлу.
Для безопасной работы нужно покупать оборудование, на котором устанавливаются защитные экраны. Помимо них, сохранить целостность конструкции, режущих кромок, ключевых элементов помогут ограничители глубины хода ножей. Они устанавливаются в подающих элементах, контролируются датчиками.
Механическая гильотина для резки металла используется на предприятиях, в частных мастерских, гаражах. Серийное производство подразумевает использование оборудования с приводами. Это крупногабаритные конструкции, которые могут разрезать заготовки большой толщины. Для мастерских подойдут ручные приспособления. С их помощью можно делать резы на глубину до 3 мм.
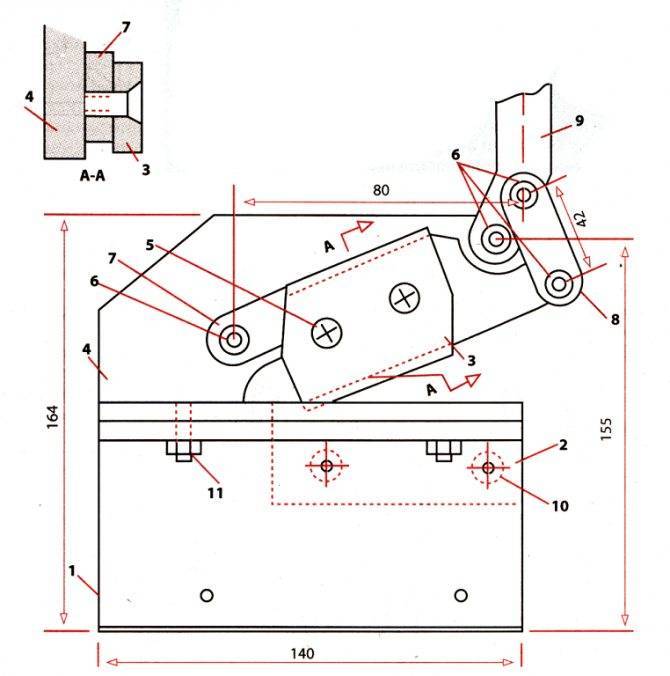
Конструктивные элементы
Ручная гильотина для резки металла имеет следующие составные элементы:
- Станина;
- Рабочий стол;
- Нож;
- Вертикальные направляющие;
- Зубчатые рейки (привод);
- Редуктор;
- Рычаг;
- Линейка.

Особенности рабочего стола
В качестве рабочей поверхности выступает металлическая плита толщиной не меньше 1 см. Использовать для этого древесину, пусть и очень толстую панель, не рекомендуется, так как она станет пружинить, деформироваться
Оборудованию же важно оставаться в одном неизменном положении
На плиту устанавливаются 2 направляющие (труба круглая или профильная). По ним станет двигаться верхняя балка с ножом. Желательно выбрать толстостенный материал. При этом направляющие необходимо разместить таким образом, чтобы они были точно параллельны друг другу и в перпендикулярной плоскости к столу.







К горизонтальной балке впоследствии будет закреплен нож. Балке необходимо обеспечить свободное перемещение по направляющим. При этом не должно быть лишнего сопротивления, но и люфта допускать тоже не нужно. Добиться этого возможно путем наваривания по краям балки втулок, которые будут вставляться в направляющие с небольшим зазором. Внутренние поверхности втулок следует смазать.
Приводной механизм
Обеспечить вертикальное движение балки можно с помощью зубчатых реек, приварив их на ее торцах. Разместив рейки по обеим сторонам, можно добиться равномерного движения. Усилия на рейку будет передаваться с шестеренки, соединяемых с рычажным механизмом. Учитывая различные соотношения рычага и диаметр шестерни, возможно достичь необходимых усилий, прикладываемых ножом. При этом влияние на привод будет минимальным.
Для того чтобы обеспечить равномерное вращение шестерен, их необходимо соединить общим валом, который можно разместить под рабочей плоскостью. Аналогом конструкции может стать педальный привод. Чтобы исключить самопроизвольное опускание балки рекомендуется установить фиксатор верхнего положения или возвратную пружину.
Режущие ножи
Создавая гильотину своими руками лучше использовать нож промышленного изготовления. Он будет обладать рядом преимуществ, одно из которых заточка под необходимым углом, необходимым для качественной рубки. При этом исходный угол требуется сохранять при последующих заточках. Также желательно применять 2 ножа, один из которых фиксируется на станине, а второй – к верхней балке.
Рекомендуемый зазор составляет 0,1 – 0,7 миллиметров. Все зависит от толщины раскраиваемых листов.
На промышленных гильотинных установках наклон режущего ножа может регулироваться. Угол наклона может меняться до 3 градусов. Условия домашней сборки подобной регулировки добиться не позволят. Поэтому необходима строго вертикальная установка.
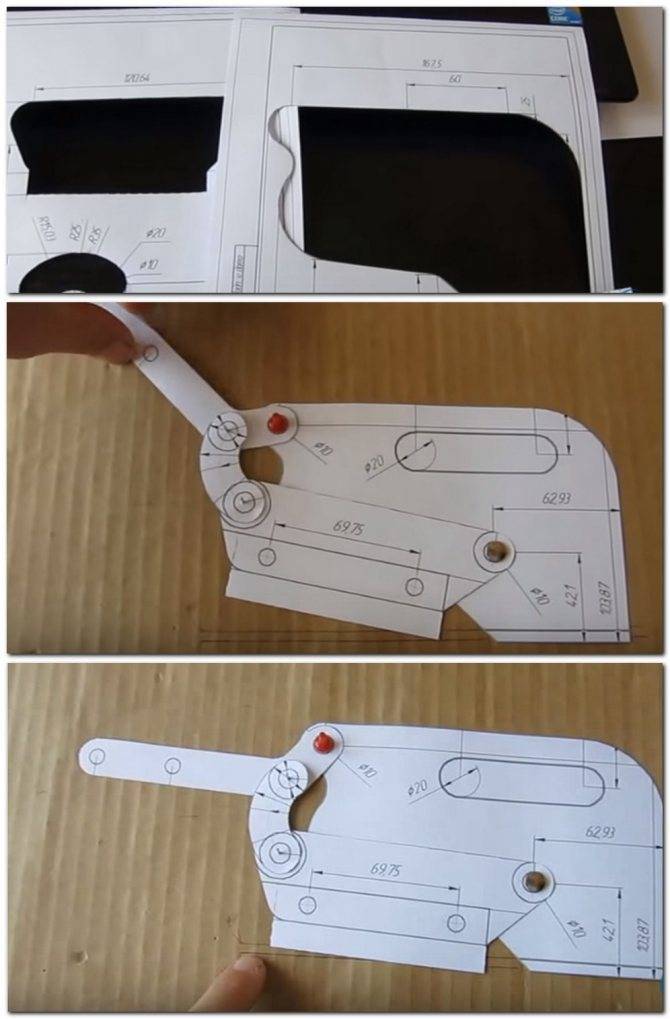
Соблюдая основные технологические правила, данные чертежей можно создать высокоэффективный станок для домашнего применения, который способен разрезать как бумажный листа, так и толстый лист металла.
Рекомендуем также к прочтению:





