

4 Горизонтальный координатно-расточной станок – высокая точность обработки
Такой станок – оборудование, предназначенное для обработки различных пазов, отверстий, плоскостей, взаимное расположение которых относительно базовых точек, поверхностей детали должно иметь особо высокую точность. На таких станках выполняют почти все операции, предусмотренные для расточного оборудования. Помимо этого, на них можно производить разметочные работы.
Для обеспечения точности координатных передвижений узлов станки оснащены различными механическими, индуктивными, электронными и оптико-механическими устройствами отсчета, позволяющими измерять перемещения всех подвижных модулей с очень высокой точностью. Поворотные столы на таком оборудовании установлены универсальные, обеспечивающие возможность обработки наклонных отверстий и выполнения операций в полярной системе координат.

Оборудование подразделяют на одностоечное и двухстоечное. Движения, производимые координатно-расточным оборудованием:
- главное – вращение шпинделя;
- подачи – вертикальное перемещение шпиндельного узла;
- установочные:
- в одностоечных станках – поперечное и продольное перемещение подвижного стола на заданные осевые координаты и вертикальное позиционирование шпиндельной бабки в соответствии с высотой детали;
- в двухстоечных – стол перемещается продольно, шпиндельная бабка поперечно позиционируется на траверсе, которая может передвигаться вертикально.
На данных станках режущий инструмент и изделие взаимно перемещаются (с линейной точностью до 2 мкм) по осям прямоугольных координат. Конструкция оборудования выполнена особо жесткой, с очень плавными передачами всех движений и тщательно сбалансированными быстровращающимися деталями (чтобы уменьшить вибрацию).
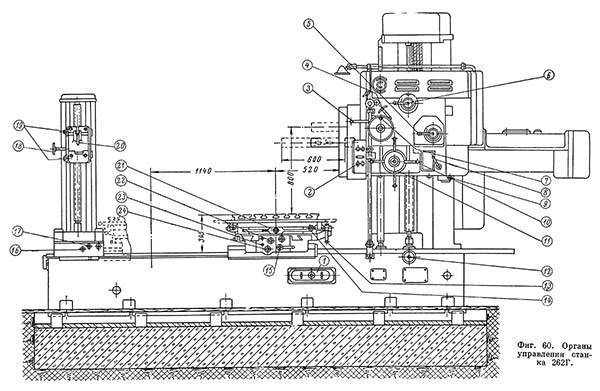
Координатно-расточные станки
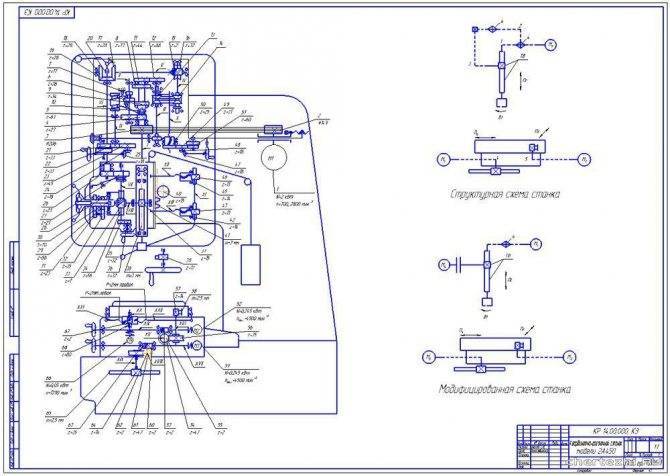
Схема координатно-расточного станка
Намного большим функционалом обладают другие разновидности этого оборудования — устройства для координатной обработки стальных поверхностей заготовок. В отличие от горизонтально-расточного они имеют сложное управление, но при этом способны выполнять ряд других операций.
Главной задачей этого оборудования является формирование отверстий нестандартной формы. С их помощью изготавливаются кондукторы, шаблоны, штампы и т.д. Обладая высокой точностью обработки, промышленный комплекс может быть за короткое время перенастроен для изготовления другой детали
Важной особенностью является точная настройка исходных параметров для обработки
Кроме этого, координатная модель отличается от вышеописанных типов оборудования наличием следующих компонентов:
- высокая точность перемещения узлов. Это обеспечивается устройствами нескольких типов — оптическими, механическими и электронными;
- универсальные поворотные столы. Они дают возможность обрабатывать отверстия в полярных системах координат без смещения режущей части;
- смещение шпинделя происходит в горизонтальном направлении.
Помимо этого, есть одностоечные и двухстоечные модели. Разница между ними заключается в степенях обработки детали.







Для изготовления изделий из особо твердых сортов стали используют алмазные модификации фрезеровального оборудования. Разница заключается в режущей части инструмента. Помимо сверления отверстий станки могут обрабатывать конусные и цилиндрические детали. Средний показатель погрешности заставляет 0,5-1 мкм.
Подобное оборудование применяется для изготовления приборов, а также в машиностроении. Для комплектации применяется несколько типов резцов квадратной или прямоугольной формы. По типу обработки они могут быть резьбовые, канавочные, подрезные и проходные. Наиболее распространенные пластинчатые резцы, диаметр которых составляет 20 мм. Для заточки комплектующих необходимо применять специальное оборудование.
В видеоматериале можно ознакомиться с примером заводской модели:
Специальные приспособления для станков
Любая обработка отверстий на расточном оборудовании не может обойтись без специального оборудования. Прежде всего, большое значение имеют головки, которые помещаются еще в какие-то детали. Сама головка должна состоять из державки известного всем хвостовика. Державка выполняется из цельнометаллического материала и размещается на пазе, чтобы помогать передвижению резца. В голове, кроме державки, есть еще и элемент, которые срабатывает автоматически. Именно это позволяет работать головке и двигаться ползуну. Необходимо в работе расточного оборудования обосновать и наличие другого приспособления, которое помогает все детали растачивать эффективно, качественно и, самое главное, быстро. Но для этого такое приспособление необходимо на столе крепко зафиксировать, даже можно с двух сторон, используя, например, болты. Головка в таком случае необходима регулирующая. Такого типа головка практически всегда имеет квадратную форму. Маленькие винты в станке необходимы для того, чтобы помогать настраивать головку и регулировать ее. Но есть небольшое предупреждение: не во всех типах расточного оборудования могут быть головки.
1 Расточный станок — возможности, принцип работы
Группа расточных агрегатов имеют характерную особенность, их шпиндель, закрепленный в горизонтальной (реже — вертикальной) плоскости, совершает осевое перемещение по направлению к обрабатываемой детали. В посадочном гнезде шпинделя фиксируется рабочий инструмент, от типа которого непосредственно зависят функциональные возможности станка.
Современные расточные агрегаты способны выполнять следующие технические операции:
- растачивание;
- зенкерование;
- сверление;
- нарезка резьбы (внутренняя и наружная);
- обтачивание;
- фрезерование (торцевое и цилиндрическое);
- подрезка торцов.
По сути, данные станки представляют собой универсальное многофункциональное оборудование, способное полноценно заменить несколько металлообрабатывающих установок.

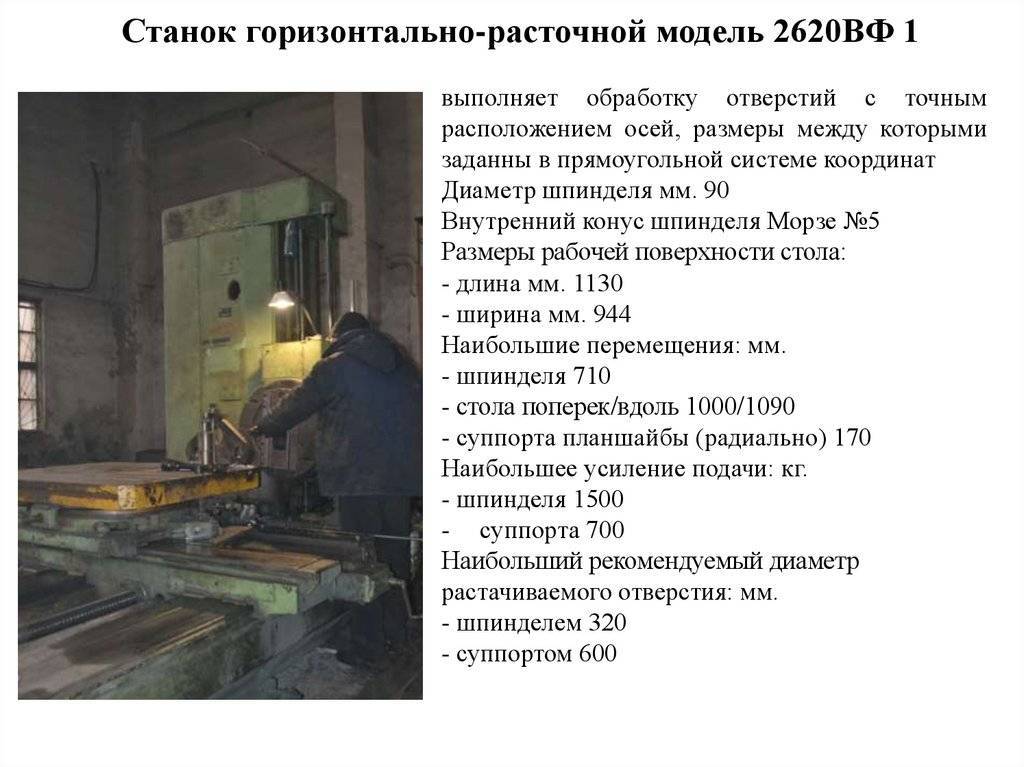
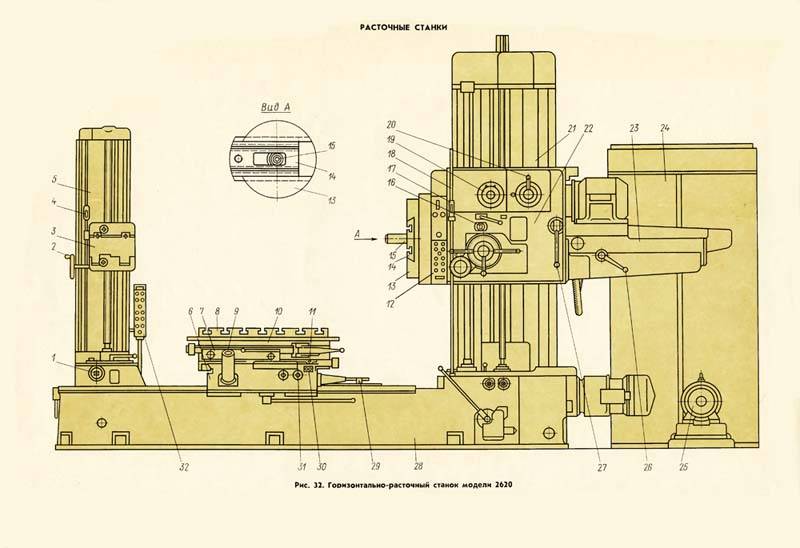
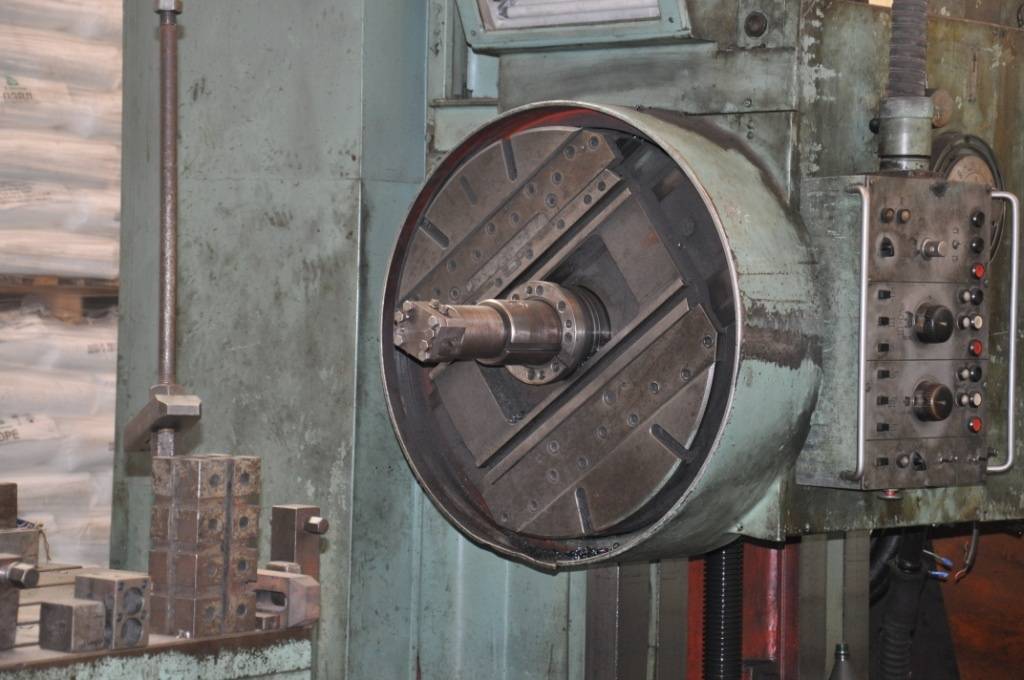
Тяжелый горизонтально-расточный станок
Ключевым параметром любого расточного станка является диаметр шпинделя, несущего основной рабочий инструмент. В зависимости от него все агрегаты классифицируются на три группы: малые (диаметр 50-125 мм), средние (100-200 мм) и тяжелые (200-320 мм).
Вращение шпинделя является главным движением станка, тогда как движение подачи, в зависимости от конструктивных особенностей оборудования, может сообщаться либо обрабатываемой детали либо режущему инструменту. Перемещение инструмента может быть осевым, радиальным либо вертикальным, движение деталей происходит за счет перемещения рабочего стола.









1.1 Особенности конструкции
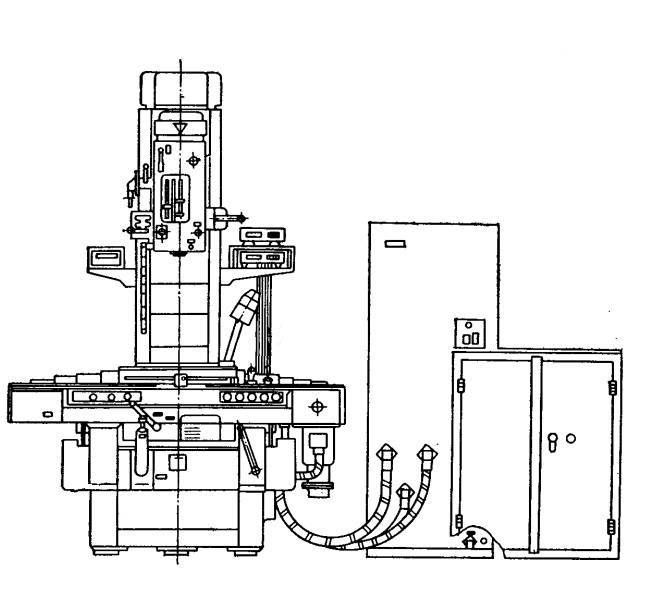
В зависимости от конструктивных особенностей все расточные агрегаты разделяются на две группы: горизонтальные и вертикальные. Наиболее распространенным является вертикально расточной станок, рассмотрим его типовую конструкцию на примере популярной модели 2Е78П.
- рабочие шпиндели (1, 2, 3, 4, 5);
- блок управления (6);
- панель электроаппаратуры (7);
- несущая колонна (8);
- рабочий стол (9);
- основание (10);
- отсчетное устройство (11);
- парная коробка скоростей и подач (12);
- бабка шпинделя (13);
- освещение рабочего места (14);
- пульт управления электрооборудованием (15).
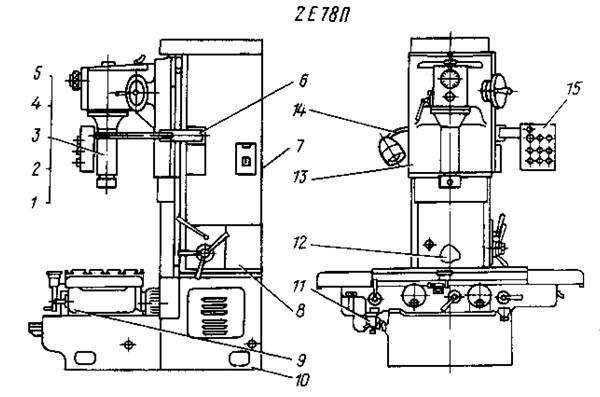
Схема конструкции 2Е78П
Характерной особенностью отделочно-расточного станка 2Е78П является возможность установки сменных шпинделей разных диаметров — 120, 78 и 48 мм, что увеличивает диаметр растачиваемых отверстий. Резцы фиксируются на шпинделе посредством прижимного вента, в отверстие, расположенное на торце резцовой головке шпинделя, монтируется центроискатель (в 2Е78П используется центроискатель индикаторного типа). Центроискатель представляет собой вспомогательный инструмент в виде накладного шаблона, позволяющий точно совместить оси резца и растачиваемого отверстия.
Рабочий стол 2Е78П состоит из двух блоков: нижних салазок, поперечно перемещающихся по направляющим станины, и непосредственно панели стола, двигающейся в продольном направлении по салазкам. На передней стенки панели размещена линейка для точного позиционирования стола. Его установка и перемещения выполняются вручную посредством маховиков.
Шпиндельная бабка является одним из ключевых узлов агрегата, она состоит из двигателя, шпинделя, и соединяющей их клиноременной передачи. Внутри корпуса бабки ребрами корпуса сформирована масляная ванна, в которой находятся вращающиеся валы.

2Е78П
На отделочно-расточный станок 2Е78П и другие модели средних и тяжелых агрегатов устанавливается зубчатая коробка передач. В данной модели она дает 12 скоростей вращения шпинделя и 4 скорости рабочих подач шпиндельной бабки. Также предусмотрена обгонная муфта для ускоренного перемещения бабки напрямую от привода.
Все расточные станки комплектуются устойчивыми к перегрузкам движками асинхронного типа, коллекторные моторы можно встретить лишь в низкокачественном китайском оборудовании. В модели 2Е78П установлено 3 движка, один из которых отвечает за перемещение шпиндельной бабки, второй — за ее ускоренное перемещение, и третий — за перемещение рабочего стола.
Конструктивные особенности расточных головок
Конструкция инструмента позволяет разместить одновременно несколько резцов. Практика показала, что оптимальное число режущих элементов – 2 при условии их радиально расположения. Такая конфигурация обладает следующими преимуществами:









- Благодаря сбалансированному расположению точность обработки повышается.
- Снижается уровень вибрации.
- Динамические показатели станка улучшаются.
Увеличение количества резцов негативно влияет на баланс головки. Вследствие этого расточные работы не будут обладать высокой точностью, особенно на высоких оборотах, что снижает производительность станка.
Монтаж расточной головки на металлообрабатывающий агрегат осуществляется на шпиндельный вал, который передает момент вращения от привода станка. Во избежание вылета головки в процессе эксплуатации инструмент фиксируется винтами или гайками.
Основными узлами расточной головки являются:
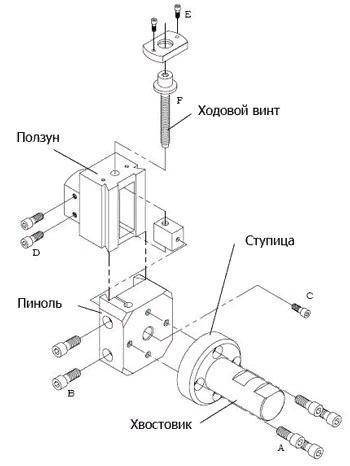
- Ступица. Следуя из названия, ступица устанавливается на шпиндель станка с помощью хвостовика. Для надежного крепления имеются четыре винта, из которых два параллельно фиксируют пиноль.
- Пиноль. Место монтажа рабочего резца расточной головки.
- Ползун. Подвижный элемент пиноли. Движение осуществляется путем вращения приводного винта. Служит регулировочным механизмом для выставления резцов по центрам.
- Хвостовик. Узел для передачи вращательного момента от шпиндельной части к режущим элементам.
Разновидности
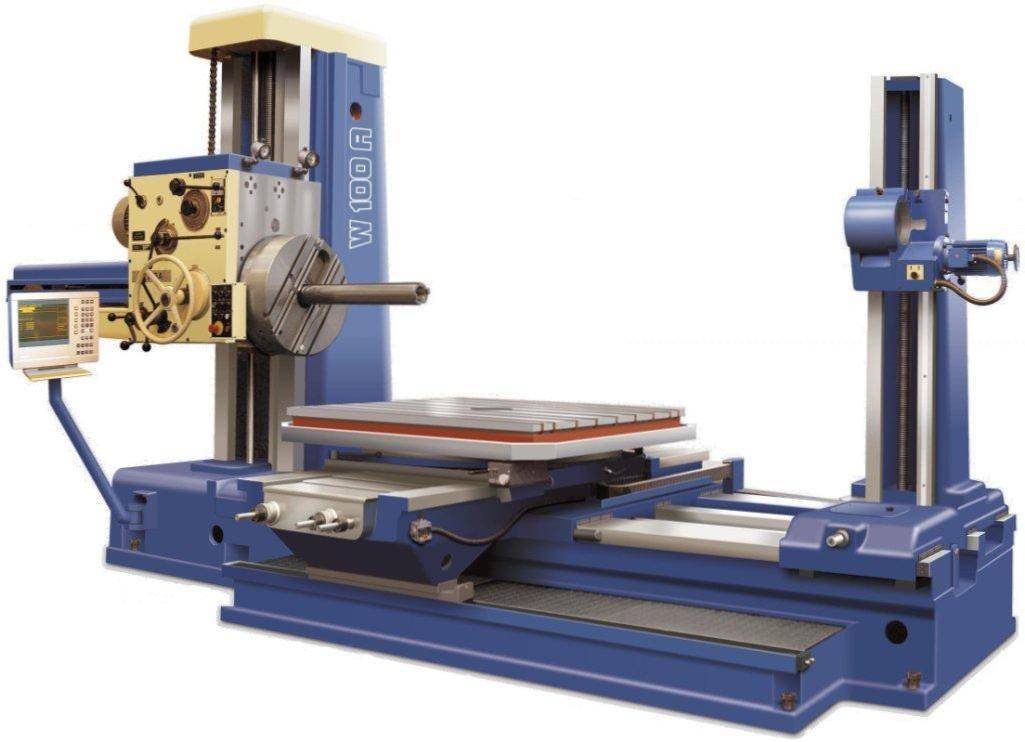
Координатно-расточные станки по типу конструктивного исполнения бывают двух видов:
- Одностоечные. Заготовка в оборудовании закрепляется на рабочем столе, который перемещается по горизонтали в двух направлениях. При этом режущий инструмент устанавливается в шпиндель и двигается вертикально.
- Двухстоечные. Как и аналог имеет стол с возможностью крепления обрабатываемой заготовки, двигается только в продольном направлении. Применяемая в конструкции траверса имеет направляющие для перемещения шпинделя с инструментом по горизонтали и вертикали.
По автоматизации станка различают:
- установленные индикаторы, возможность набора координат для обработки;
- применение числового программного управления;
- приспособление для автоматической замены режущего инструмента в зависимости от условий обработки;
- возможность синхронизации с блоком программного управления рабочего стола, где закрепляется заготовка.
Одностоечный координатно-расточный станок (Фото: Instagram / rage_83)
2 Основные виды универсальных станков
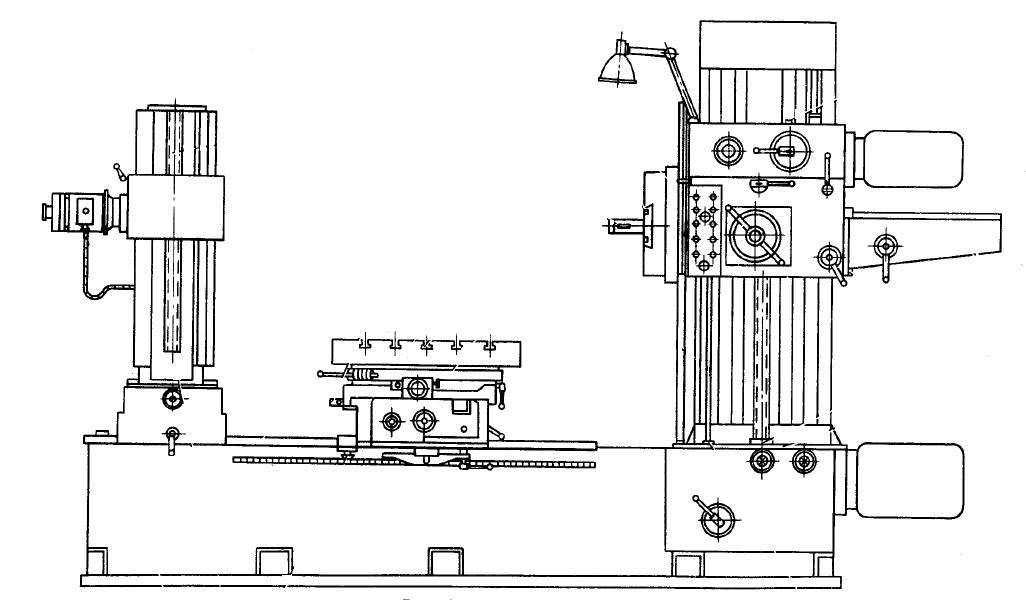
Существует три основных типа горизонтально-расточного универсального оборудования:
- Для обработки средних и мелких заготовок – имеют шпиндель, диаметр которого до 125 мм. Основные узлы конструкции: станина; неподвижная передняя стойка; задняя стойка, оснащенная люнетом; шпиндельная бабка; стол, перемещающийся в 2 перпендикулярных относительно друг друга направлениях.
- Для крупных и средних изделий – шпиндель 100–200 мм. Основные узлы такие же, как у оборудования малых размеров. Стойки и стол перемещаются в 1 направлении взаимно перпендикулярно (поперечно или продольно).
- Для особо крупных заготовок – шпиндель 125–320 мм. Колонка (передняя стойка) передвигается в 1 или 2 направлениях. Тяжелые станки не имеют стола. Крепление заготовки осуществляют непосредственно на станине.
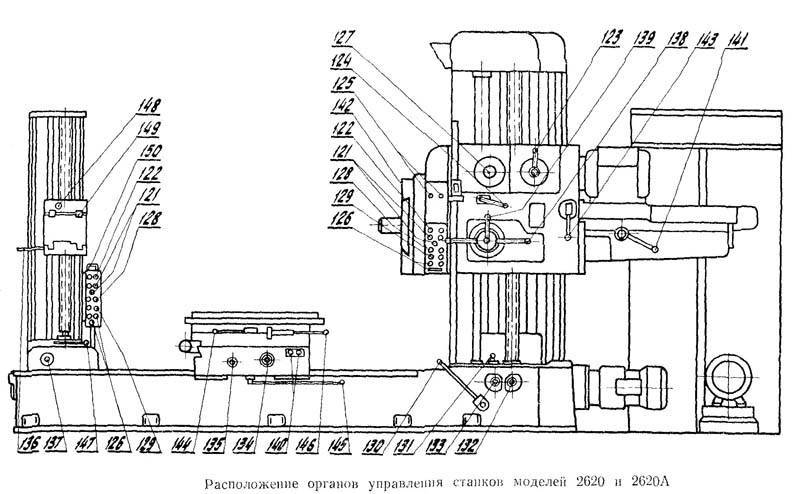
Главное движение универсального станка малого размера – вращение шпинделя. Перемещение подачи передается либо заготовке, либо инструменту, что зависит от вида обработки изделия. Первый вариант подачи осуществляется благодаря движению стола в одном из направлений. Второй – за счет вертикального перемещения бабки или осевого движения шпинделя, либо радиального смещения резца по планшайбе.

Вспомогательные движения малых станков – установочная смена положения стола по 2 координатам, шпиндельной бабки вверх или вниз, задней стойки или люнета на ней, переключение скоростей осуществления подач и так далее. В средней и тяжелой серии станков движения и перемещения исполнительных механизмов такие же, как и у оборудования малых размеров, и определяются их компоновкой.







В наиболее универсальных тяжелых станках передняя стойка передвигается поперечно по направляющим станины, а продольно – по промежуточным саням с направляющими. Перемещение стойки производится со скоростью установочных движений, а также рабочих подач (как при фрезеровании). Задняя стойка меняет положение только в поперечном направлении.

В приводах подачи и шпинделя используются электродвигатели постоянного или переменного тока, установленные на шпиндельной бабке. В оборудовании малых размеров для смены положения шпиндельной бабки, стола, задней стойки предусмотрены отдельные электродвигатель и коробка передач.
Изготовление своими руками
При сборке станка в домашних условиях рекомендуется применять подручные материалы высокого качества.
Направляющие элементы
При самостоятельном изготовлении допускается использовать втулки и стержни круглой формы. Недостатком самоделки может стать преждевременный износ. Применение оригинальных направляющих приведет к высоким затратам.
Настройку расстояния между салазками и рабочей поверхностью производят при помощи винтов. Движение по направляющим осуществляют при помощи системы привода.
Разработчики оборудования рекомендуют использовать устаревшие печатные машинки, так как они изготовлены из стали высокого качества. Их следует аккуратно разобрать, снять каретку и направляющие со всеми вспомогательными элементами. Каждую каретку используют отдельно, чтобы обеспечить движение в двух направлениях.
Старая печатная машинка (Фото: Instagram / yulekmoto)
Привод
Для обеспечения движения стола необходимо применять электродвигатель с подшипниковым узлом. Передается движение при помощи винта.
Кардан
Изготавливается из бронзовой втулки необходимого размера. На валу двигателя и трубке сверлят отверстие и закрепляют между собой при помощи спиц от велосипедного колеса или иглы от подшипников. После соединения с валом мотора рекомендуется смазать место стыка.
Ходовой вал
В качестве данного элемента могут применяться стержни из стали, прошедшей термическую обработку. Предварительно необходимо нарезать резьбу на поверхности заготовки. При этом используется стандартный шаг.








Разрезная гайка из бронзы
Данную деталь следует закрепить на движущихся частях оборудования. Изготавливается из бронзового бруска, в котором сначала сверлят отверстие, а затем нарезают резьбу. Перед использованием рекомендуется полностью провернуть гайку.





