

Понятие
Твердость заготовки – особенность материала, благодаря которой железо создает сопротивление при контакте или проникновении в его слои инородного объекта или тела. Оно не должно подвергаться деформации или разрушению при определенных нагрузках.
Данный параметр служит для следующих целей:
Контроль состояния металла по времени.
Добыча информации, касательно минимальных и максимальных допустимых значениях заготовки.
Анализ результатов обработки с применением высоких температур.
Данный критерий показывает, как деталь проявит себя в дальнейшем использовании, а также какой у нее срок годности. Для проведения исследований используется как необработанные элементы, так и готовые запчасти.
Закалка и отпуск высокоуглеродистой стали
Высокоуглеродистые стали обычно обладают высокой твердостью уже как бы сами по себе. Однако процесс закалки может сделать их значительно тверже, хотя при этом они становятся более хрупкими. Поэтому закалку почти всегда совмещают с отпуском. В результате отпуска твердость стали снижается, а пластичность повышается.
После отжига, нормализации или отпуска углеродистая сталь состоит из феррита, свободного и пластинчатого, и включений карбидов (цементита). Феррит обладает низкой прочностью и высокой пластичностью. Цементит же имеет очень высокую твердость (около 800 НВ) и практически нулевую пластичность. При малом количестве цементитных включений пластическая деформация развивается относительно легко и твердость стали поэтому невысока.
Обозначение твердости
Как и любая физическая величина, твёрдость имеет свое обозначение. Из-за наличия множества методик измерений, каждая из них требует своего обозначения во избежание путаницы. Следует заметить, что часть методов выдает искомую величину как безразмерную, но по методу Виккерса твердость измеряется как кгс/мм 2 . В обозначениях размерность не пишут, подразумевая ее наличие.
Твердость по Виккерсу обозначается символами HV, где после символов может стоять значение силы и времени выдержки:
- HV 500 – стандартная нагрузка 30 кгс (294,2 Н) при времени выдержки 10-15 с;
- HV 150 10/40 – нагрузка 10 кгс (98,07 Н) при выдержке 40 с.
Перевод значений, измеренных другими методами, производится при помощи стандартных таблиц, которые входят в комплекты документации на измерительные приборы, а также присутствуют в справочной литературе.
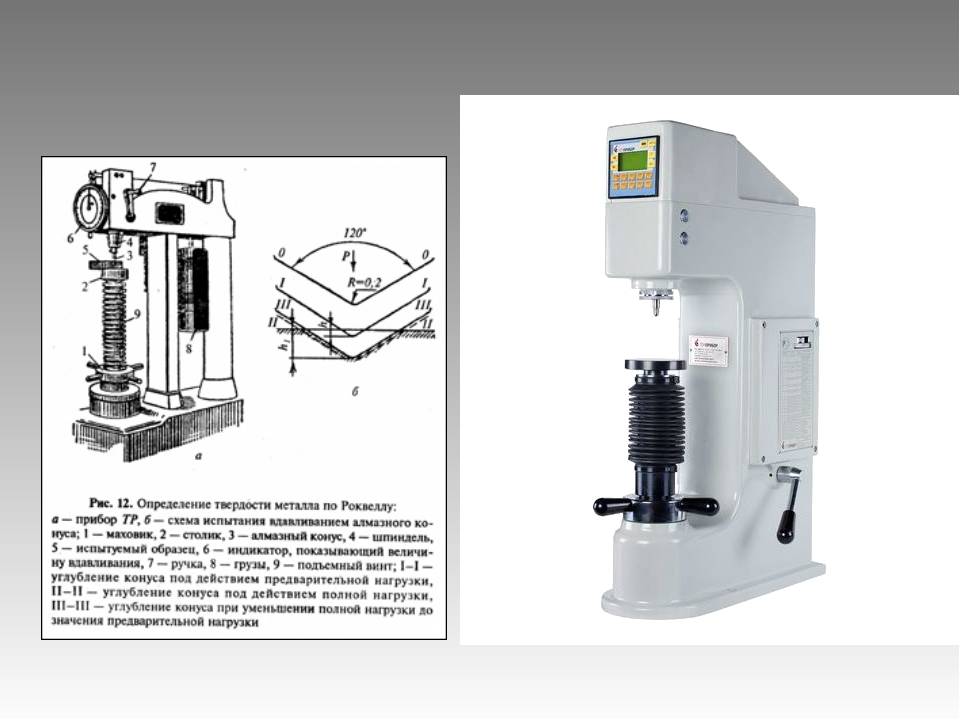
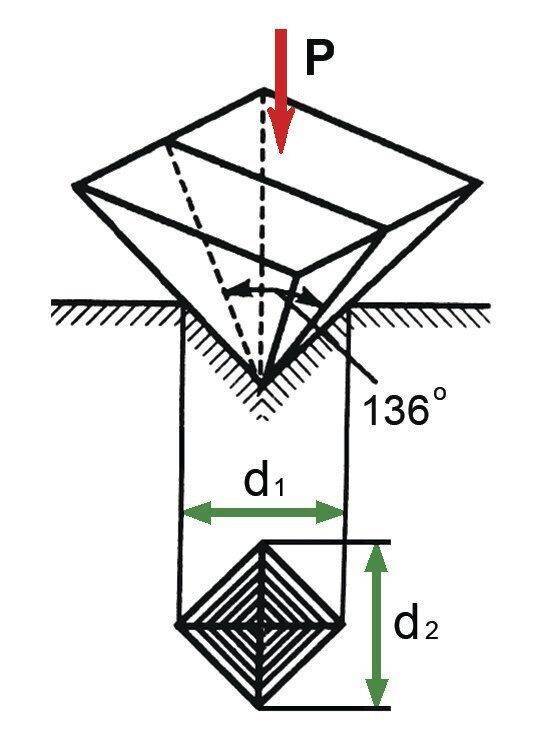
Твердость
по Виккерсу определяется по результатам
измерения диагоналей отпечатка,
получающегося в испытываемой поверхности
при вдавливании алмазной четырехгранной
пирамиды с углом при вершине α
= 136º
(см. рис.3).
Рис.3. Схема
определения твердости металла по методу
Виккерса:
d
d
мм
После
снятия нагрузки вдавливания измеряются
диагонали отпечатка d
1
и d
2 .
Число твердости по Виккерсу представляет
собой нагрузку, приходящуюся на единицу
поверхности пирамидального отпечатка.




HV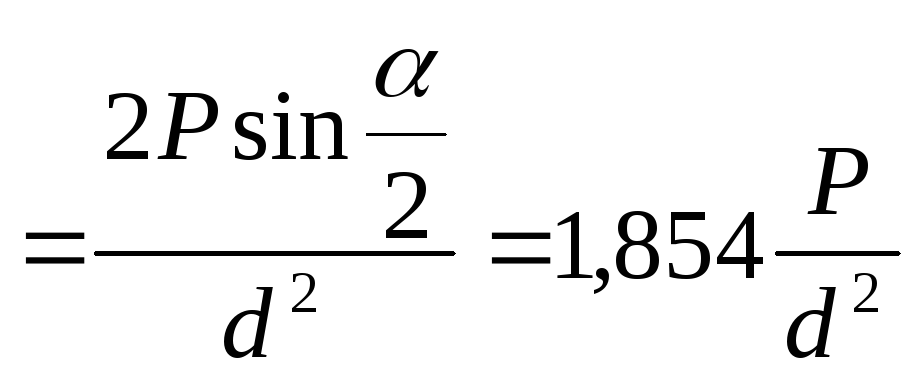 ,
,
где
HV
‑ твёрдость по Виккерсу, Р
‑ нагрузка;
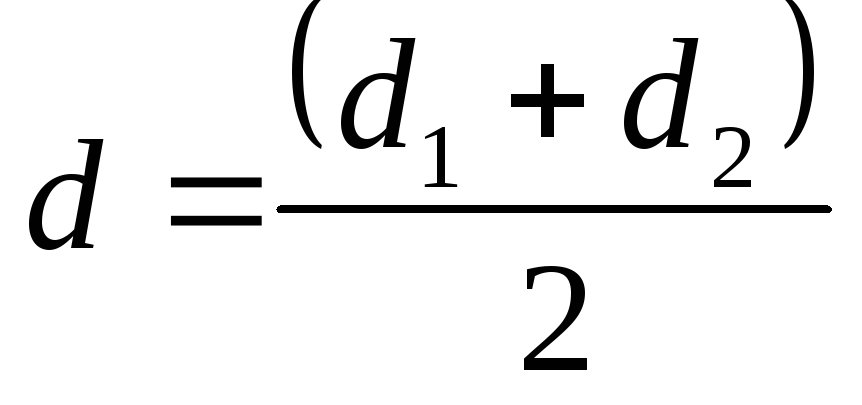 ,d
,d
1
и d
2
‑ диагонали отпечатка, мм
.
Обычно значение Р
принимают в пределах 50…1000 Н
(5…100 кгс
).
Значения диагоналей измеряют на
микроскопе. Основными параметрами для
определения твёрдости по Виккерсу
являются: нагрузка – 30 кгс
,
время выдержки для сталей – 10…15 с
,
размерность числа твердости (кгс/мм 2)
не ставится. Например, 420 HV
означает твёрдость, полученную при этих
параметрах. Если параметры отличаются
от основных (для цветных металлов
продолжительность выдержки индентора
под нагрузкой принимают 30 с
)
то записываются, например, 450 HV10/15
– означает, что число твердости по
Виккерсу 450 получено при нагрузке 10 кгс
(98,1 Н), приложенной к алмазной пирамиде
в течение 15 с
.
Условия
проведения измерений.
Поверхность образца для испытаний
должна иметь шероховатость Ra
Преимущества
метода:
возможность измерения твёрдости очень
твердых и тонких изделий (толщиной менее
0,3 мм
),
поверхностных слоев деталей, покрытий.
Недостатки
метода
:
высокие требования к чистоте и
шероховатости поверхности испытываемого
образца.
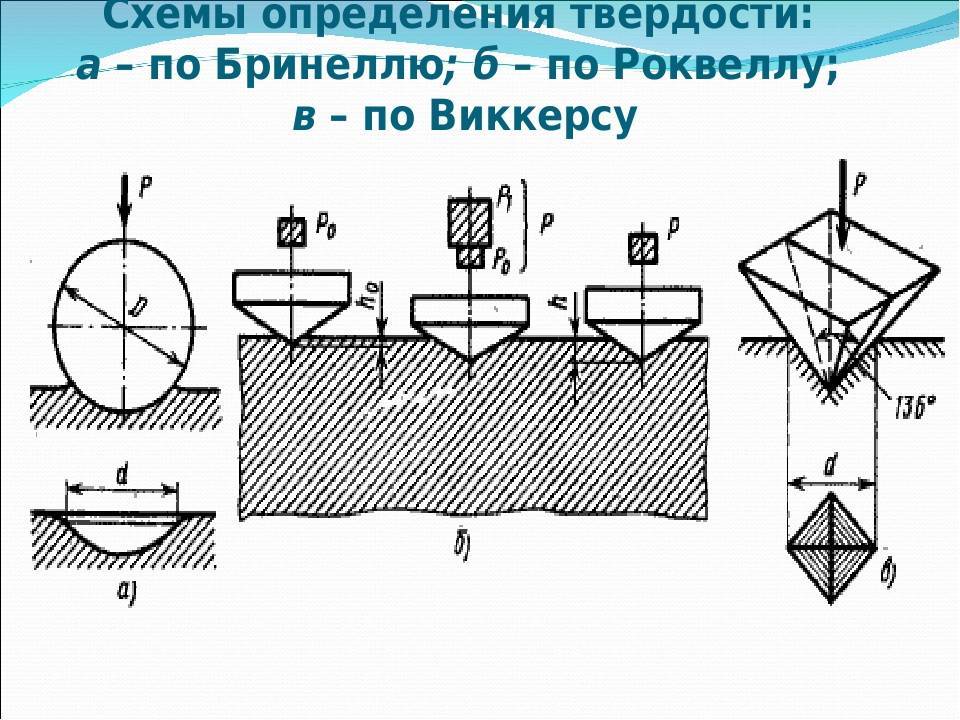
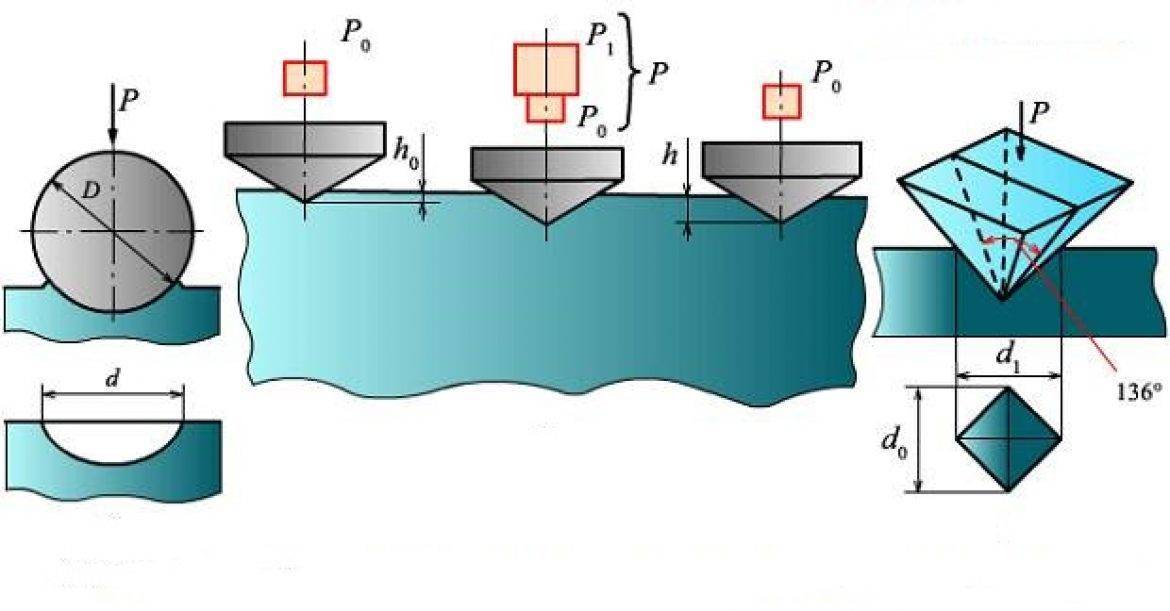
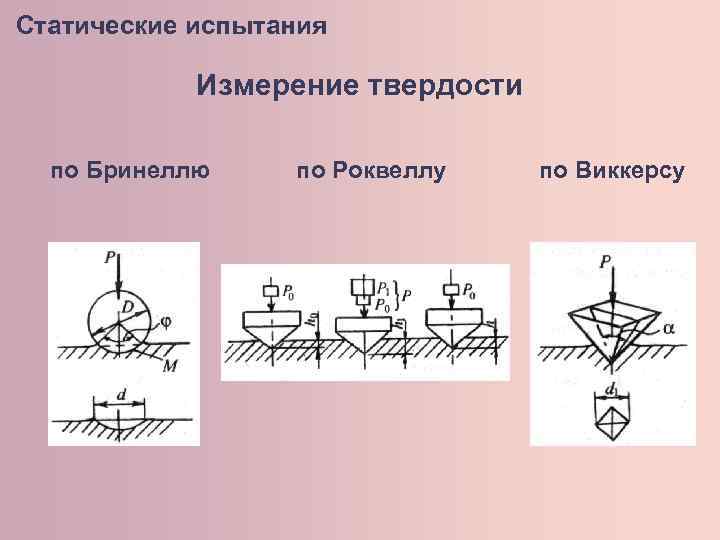
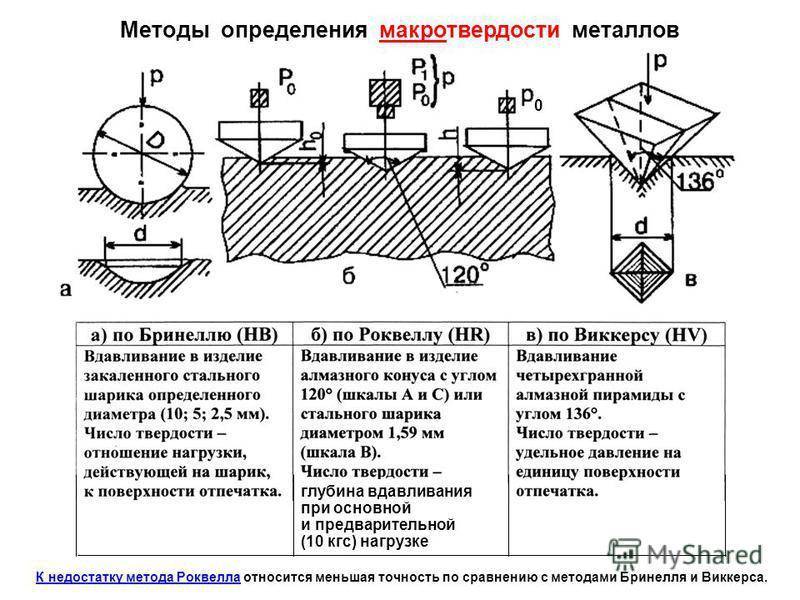
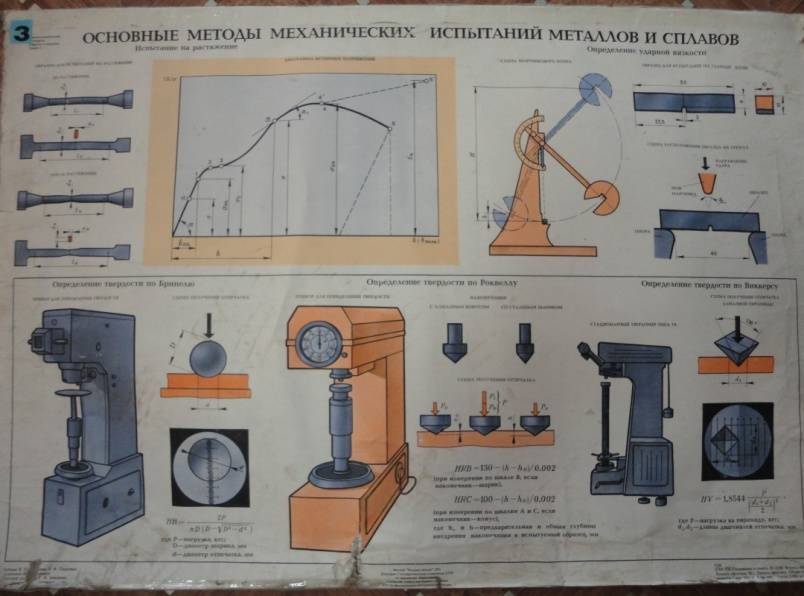
МЕТОДЫ ОПРЕДЕЛЕНИЯ ТВЁРДОСТИ МЕТАЛЛОВ И СПЛАВОВ
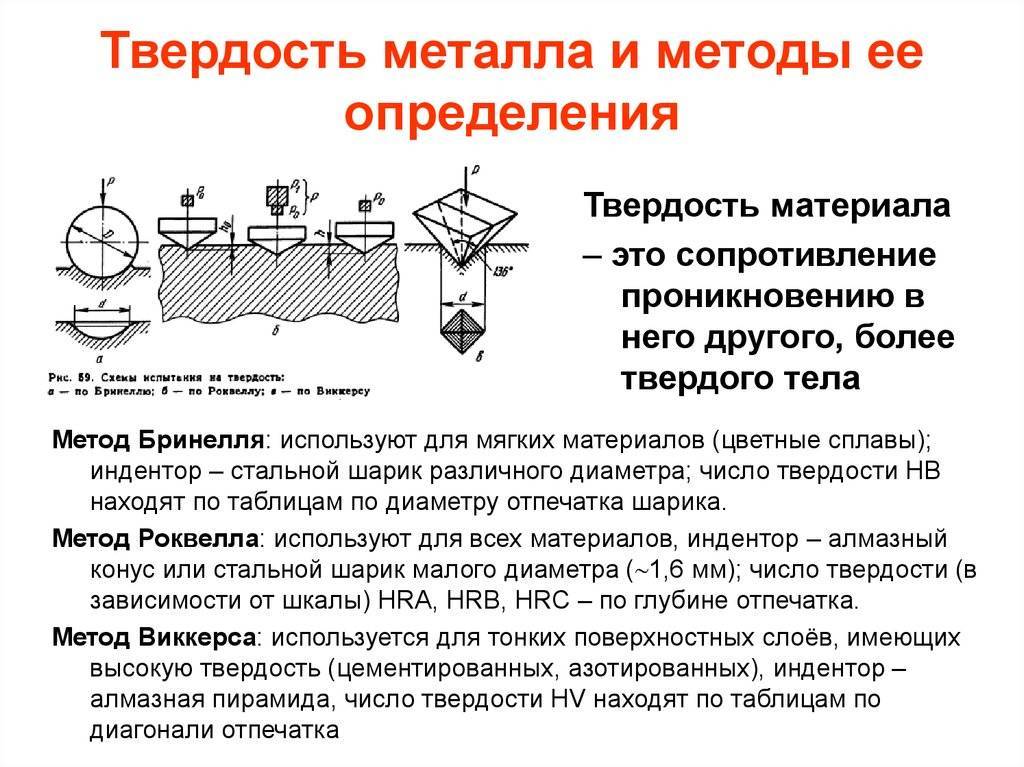
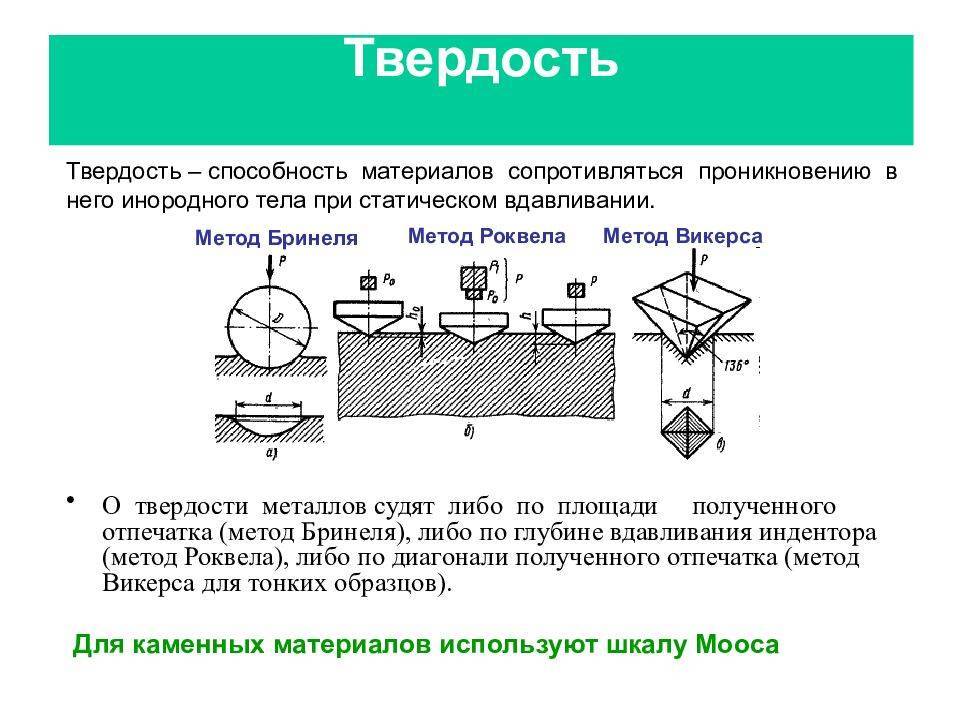
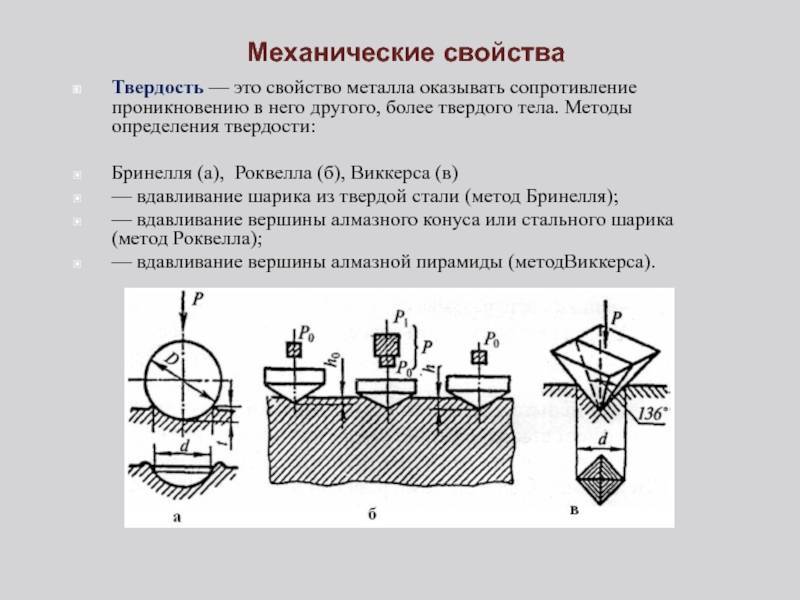
Под твёрдостью понимают свойство поверхностного слоя материала сопротивляться упругой и пластической деформации или разрушению при местных контактных воздействиях со стороны другого, более твёрдого тела (индентора) определённой формы и размеров.
Разнообразие применяемых методов и разный физический смысл числа твёрдости затрудняют выработку общего определения твердости как механического свойства. В разных методах и при различных условиях проведения испытаний числа твёрдости могут характеризовать упругие свойства, сопротивление малым и большим пластическим деформациям, сопротивление материала разрушению.
По широте применения испытания на твёрдость, особенно при комнатной температуре, конкурируют с наиболее распространёнными испытаниями на статическое растяжение. Это объясняется простотой и высокой производительностью, отсутствием разрушения образца, возможностью оценки свойств отдельных структурных составляющих и тонких слоев на малой площади, легко устанавливаемой связью результатов определения твёрдости с данными другими испытаний. Так, например, по значению твёрдости металла или изделия из него можно с достаточной для практики достоверностью установить предел прочности на растяжение, а также косвенно судить об износостойкости, упругих свойствах, структуре материала, его технологических свойствах и т.д.
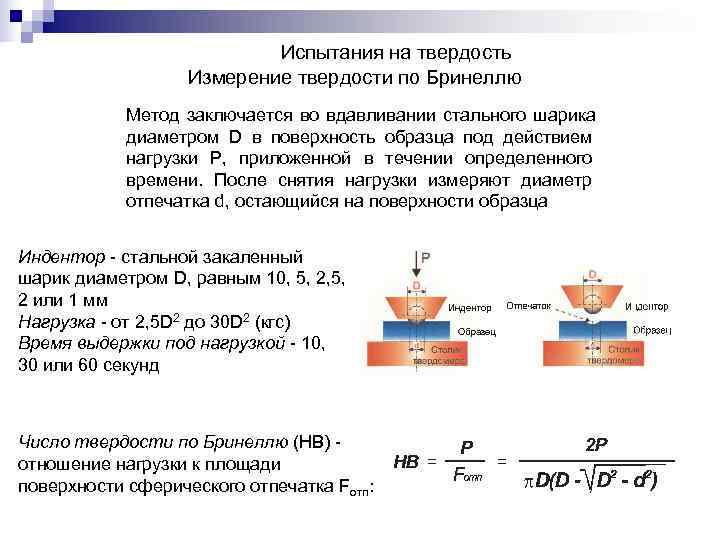
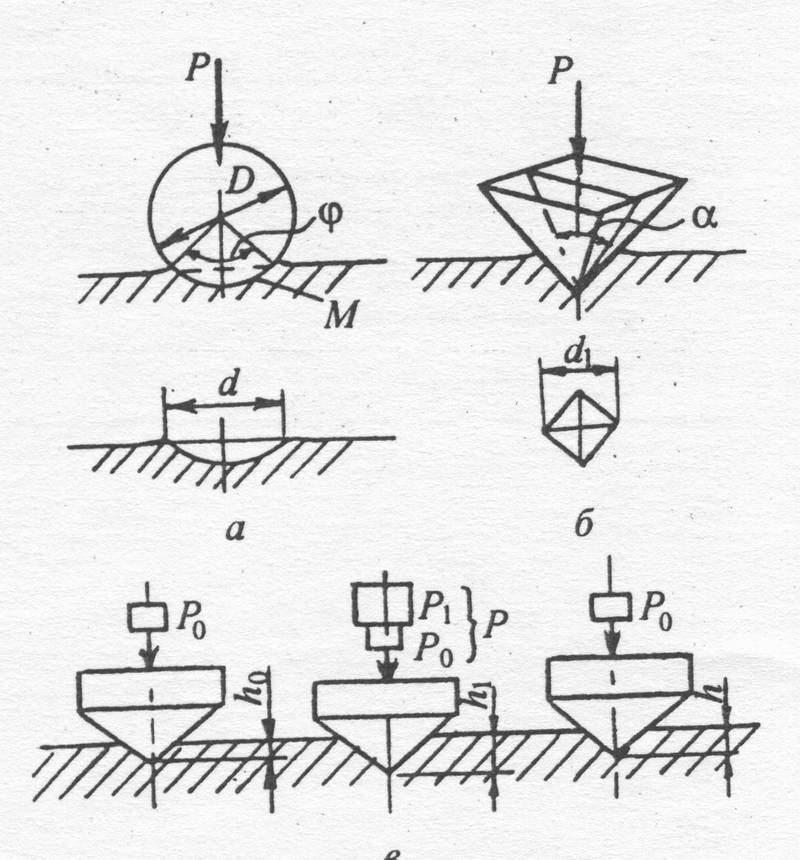
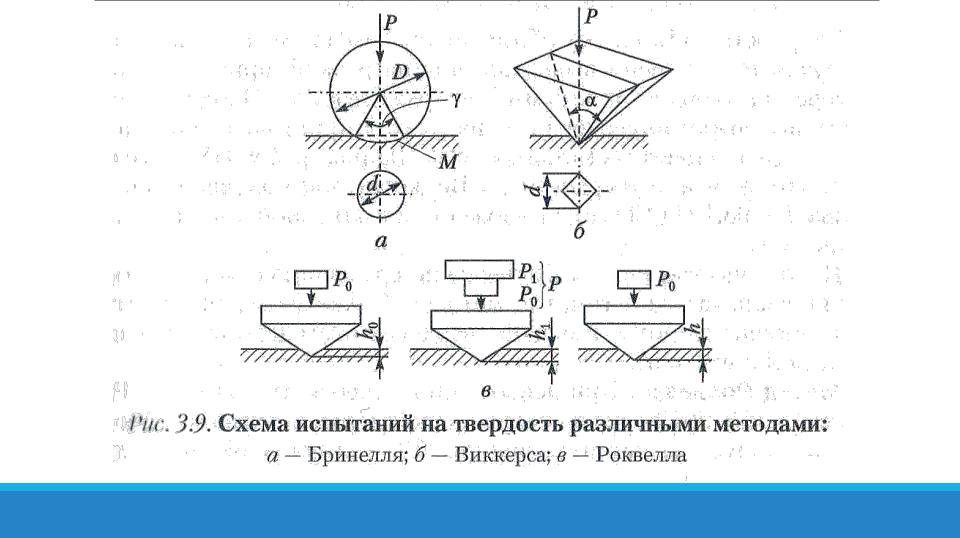
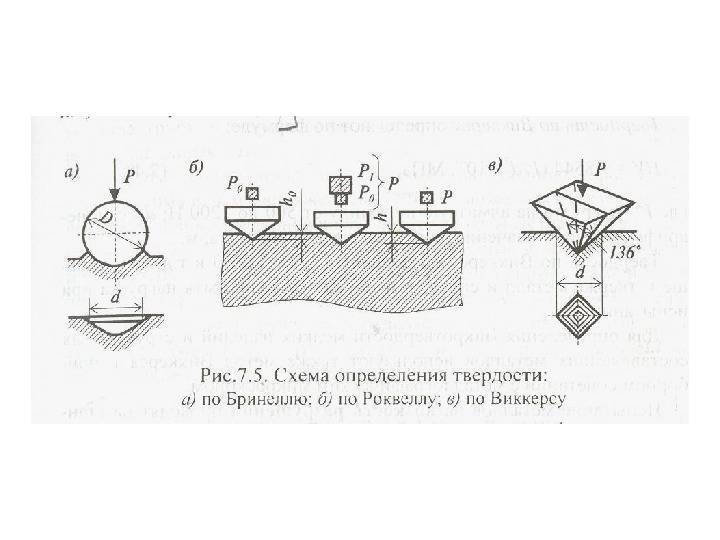
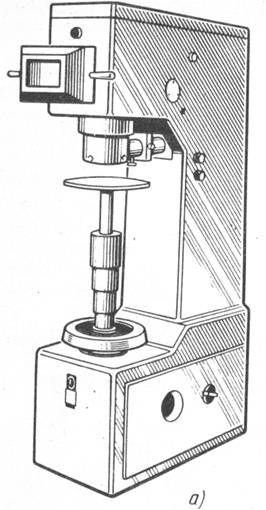
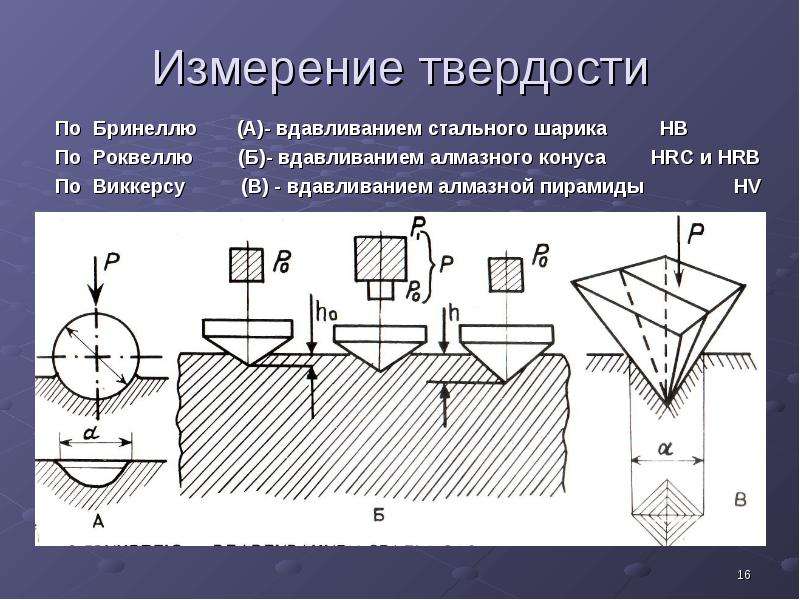
Наибольшее применение нашли три основных метода определения твердости, основанные на статическом вдавливании индентора: метод Бринелля, метод Роквелла и метод Виккерса.
Метод Бринелля применим лишь для определения твёрдости, не превышающей , так как в качестве индентора используется стальной закалённый шарик. Особенностью этого метода является возможность определения твёрдости при пластическом деформировании достаточно больших, по сравнению с другими методами, объёмов металла и получение благодаря этому усреднённой характеристики твёрдости. Усреднённая характеристика твёрдости таких заготовок как отливки, поковки и прокат особенно важна для оценки их технологичности при обработке на металлорежущих станках. К недостаткам метода следует отнести низкую точность измерения размеров отпечатков, оставляемых индентором на испытуемой поверхности, и солидную величину самих отпечатков (как правило, диаметр отпечатков составляет несколько миллиметров).
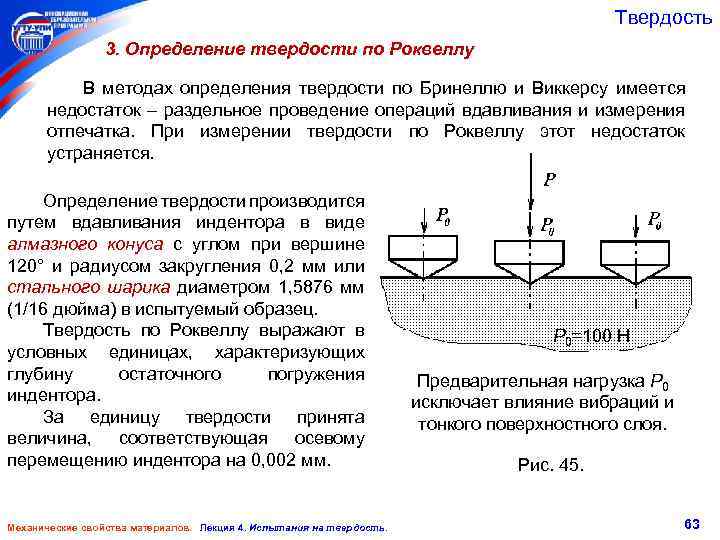
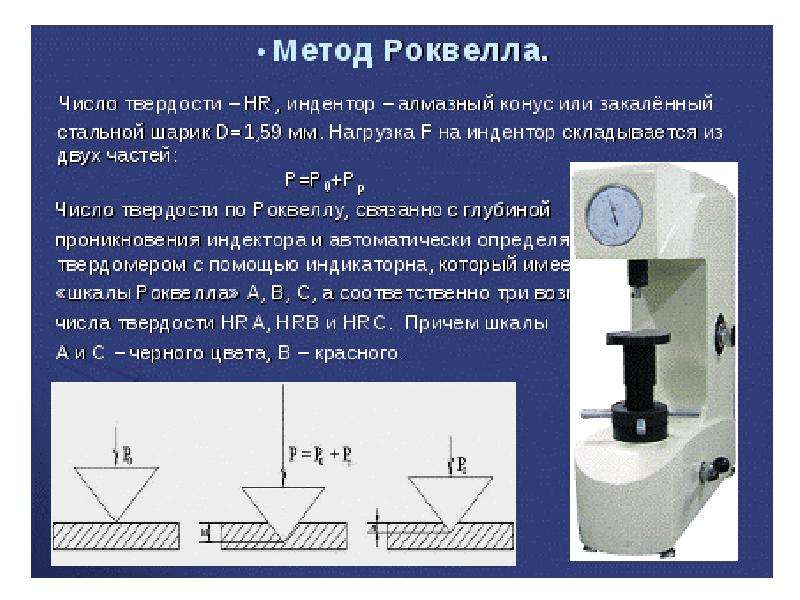
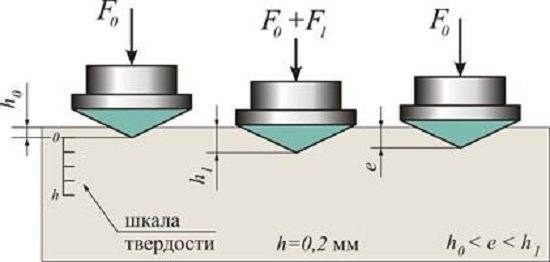
Признание, которое получил метод Роквелла. определяется тем, что он позволяет получить числовое значение твёрдости испытуемого изделия в несколько раз быстрее, чем два других метода. Высокая производительность метода Роквелла обуслословлена тем, что измерение твёрдости сводится к определению глубины отпечатка, причём операция измерения твёрдости сводится к определению глубины отпечатка, при этом операция измерения совмещена по времени с процессом приложения испытательной нагрузки.
Метод вдавливания алмазной пирамиды (метод Виккерса) является самым точным и универсальным. Его используют для контроля твёрдости ответственных деталей, при проведении исследовательских работ и т.д. Благодаря применению малых нагрузок, этот метод может быть использован для контроля твёрдости тонких изделий и вообще изделий малых размеров. Недостаток метод Виккерса — длительность процесса испытания, связанная с необходимостью измерения отпечатка с помощью микроскопа.
Во всех методах испытания на твёрдость очень важно правильно подготовить поверхностный слой образца. Он должен по возможности полно характеризовать испытуемый металл
Все поверхностные дефекты (окалина, вмятины, грубые риски и т. п.) должны быть удалены. Требования к качеству испытуемой поверхности зависят от применяемого индентора и величины прилагаемой нагрузки. Чем меньше глубина вдавливания индентора, тем лучше должна быть подготовлена поверхность и тем более строго надо следить за тем, чтобы свойства поверхностного слоя не изменились вследствие наклёпа или разогрева при шлифовании и полировке.

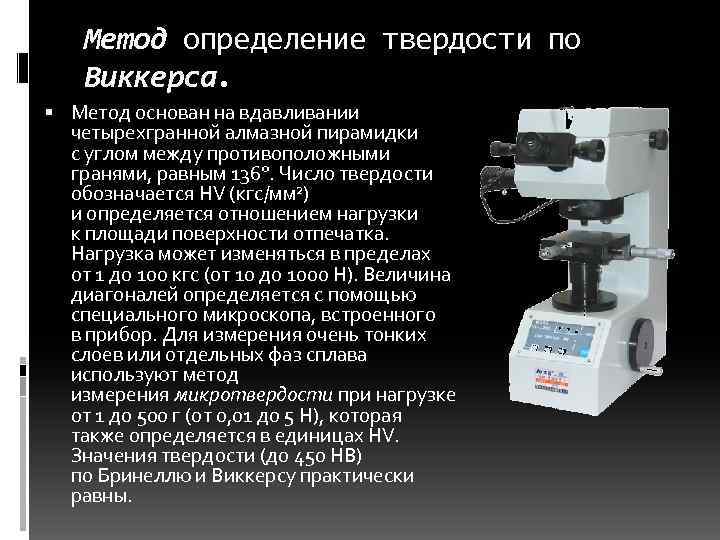

Преимущества твердомера МЕТОЛАБ 202
- Полностью автоматизированный процесс измерений.
- Возможность задания нижней/верхней границ измерений, звуковая сигнализация при выходе значений за установленные границы.
- Статистическая обработка результатов – вывод минимального/среднего/максимального значений.
- Перевод результатов измерений по шкалам Виккерса, Бринелля.
- Поправка на кривизну цилиндрических и шарообразных деталей.
- Интуитивное управление, русскоязычное меню.
- Большие удобные кнопки для ввода параметров измерения; яркий ЖК экран для считывания показаний
- Широкий диапазон измеряемых значений.
- Передача данных на ПК в виде электронных таблиц формата Excel для удобства обработки результатов.
- Встроенный мини-принтер для распечатки результатов измерений.
Измерение микротвердости
Метод измерения микротвердости регламентирован ГОСТ 9450. Определение микротвердости (твердости в микроскопически малых объемах) проводят при исследовании отдельных структурных составляющих сплавов, тонких покрытий, а также при измерении твердости мелких деталей. Прибор для определения микротвердости состоит из механизма для вдавливания алмазной пирамиды под небольшой нагрузкой и металлографического микроскопа. В испытываемую поверхность вдавливают алмазную пирамиду под нагрузкой 0,05…5 Н.
Микротвердость измеряют путем вдавливания в образец (изделие) алмазного индентора под действием статической нагрузки Р в течении определенного времени выдержки т. Число твердости определяют (как и по Виккерсу) делением приложенной нагрузки в Н или кгс на условную площадь боковой поверхности полученного отпечатка в мм2.
Основным вариантом испытания является так называемый метод восстановленного отпечатка, когда размеры отпечатков определяются после снятия нагрузки. Для случая, когда требуется определение дополнительных характеристик материала (упругое восстановление, релаксация, ползучесть при комнатной температуре и др.) допускается проводить испытание по методу невосстановленного отпечатка. При этом размеры отпечатка определяют на глубине вдавливания индентора в процессе приложения нагрузки.
Практически микротвердость определяют по стандартным таблицам дня конкретной формы индентора, нагрузки Р и полученных в испытании размеров диагоналей отпечатка.
В качестве инденторов используют алмазные наконечники разных форм и размеров в зависимости от назначения испытании микротвердости. Основным и наиболее распространенным нконечником является четырехгранная алмазная пирамида с квадратым основанием (по форме подобна индентору, применяющемуся при определении твердости по Виккерсу).
Число микротвердости обозначают цифрами, характеризующими величину твердости со стоящим перед ними символом H с указанием индекса формы наконечника, например, Н□ =3000. Допускается указывать после индекса формы наконечника величину прилагаемой нагрузки, например: Н□ 0,196 =3000 — число микротвердости 3000 Н/мм2, полученное при испытании с четырех гранной пирамидой при нагрузке 0,196 Н. Размерность микротвердости (Н/мм2 или кгс/мм2) обычно не указывают. Если микротвердость определяли по методу невосстановленного отпечанка, то к индексу формы наконечника добавляют букву h (Н□h).
Соотношение значений твердости
При сопоставлении значений твердости, полученных разными методами, между собой и с механическими свойствами материалов необходимо помнить, что приводимые в литературных источниках таблицы или зависимости для такого сопоставительного перевода являются чисто эмпирическими. Физического смысла такой перевод лишен, так как при вдавливании paзличных по форме и размерам инденторов и с разной нагрузкой твердость определяется при совершенно различных напряженных состояниях материала. Даже при одном и том же способе измерения твердости значение сильно зависит от нагрузки: при меньших нагрузках значения твердости получаются более высокими.
Выше были рассмотрены основные методы контроля твердости. Существуют и другие методики контроля, которые основаны на косвенных измерениях значений механических свойств. Например электрические, магнитные, акустические и т.д. Все эти методы основаны на составлении экспериментальных корреляционных таблиц «измеряемый параметр — параметр механических свойств», где все параметры постоянны (химический состав металла, номер плавки, количество загрязнений), а меняются лишь табличные параметры. Такие методы на производстве практически не работают, т.к. например химический состав металлов по ГОСТам требуется в селекте, т.е. может быть в заданном пределе и меняться от плавки к плавке. Составление градуировочных таблиц на каждую партию металла — очень трудоёмкая работа. Pla пластик растворитель — https://www.dcpt.ru
Методы измерения твердости
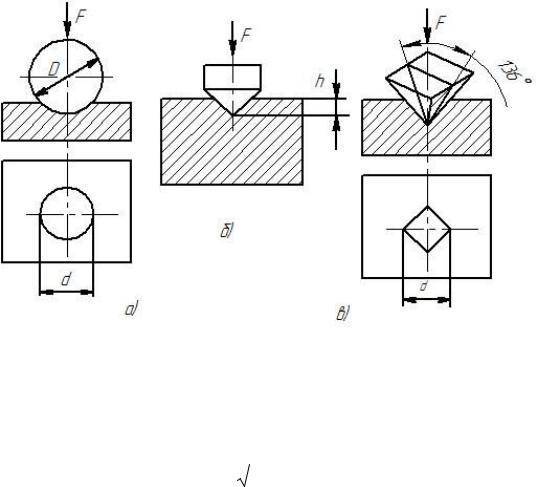
Все методы определения твердости металлов используют механическое воздействие на испытуемый образец – вдавливание индентора. Но при этом не происходит разрушение образца.
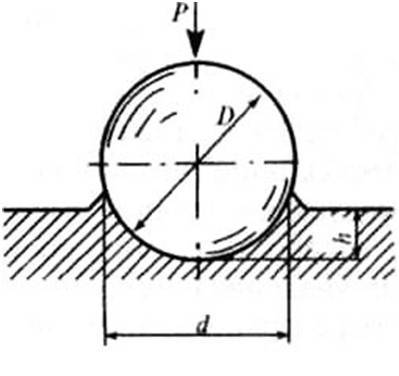
Метод определения твердости по Бринеллю был первым, стандартизованным в материаловедении. Принцип испытания образцов описан выше. На него действует ГОСТ 9012. Но можно вычислить значение по формуле, если точно измерить отпечаток на образце:
HB=2P/(πD*√(D 2 -d 2 ),
- гдеР – прикладываемая нагрузка, кгс;
- D – окружность шарика, мм;
- d – окружность отпечатка, мм.Шарик подбирается относительно толщины образца. Нагрузку высчитывают предварительно из принятых норм для соответствующих материалов:сплавы из железа — 30D 2 ;медь и ее сплавы — 10D 2 ;баббиты, свинцовые бронзы — 2,5D 2 .
Условное изображение принципа испытания
Схематически метод исследования по Роквеллу изображается следующим образом согласно ГОСТ 9013.
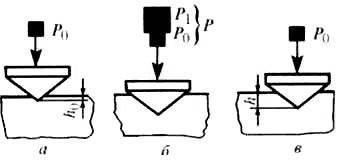
Метод измерения твердости по Роквеллу
Итоговая приложенная нагрузка равна сумме первоначальной и необходимой для испытания. Индикатор прибора показывает разницу глубины проникновения между первоначальной нагрузкой и испытуемой h –h
Метод Виккерса регламентирован ГОСТом 2999. Схематически он изображается следующим образом.
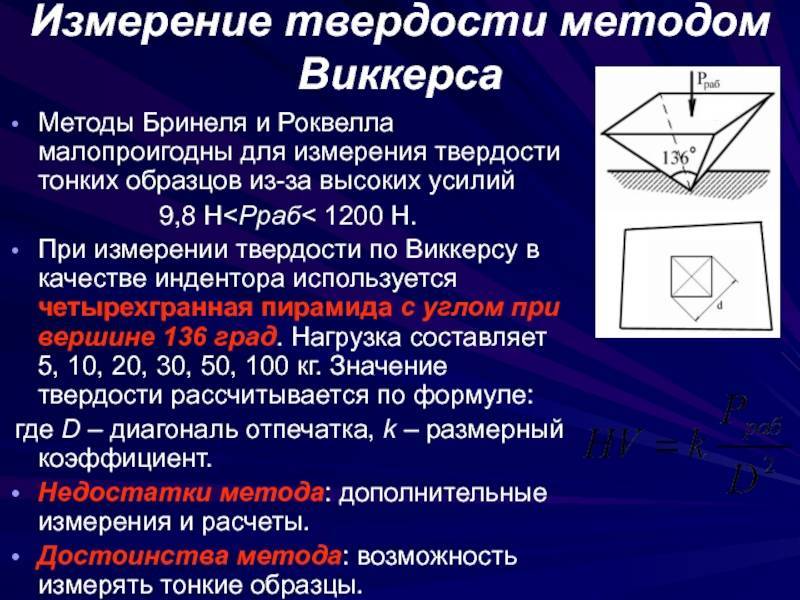
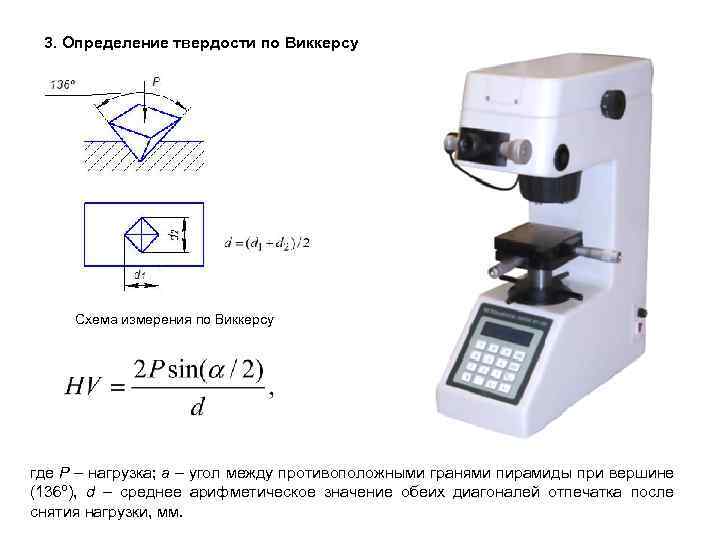






Математическая формула для расчета:HV=0.189*P/d 2 МПаHV=1,854*P/d 2 кгс/мм 2 Прикладываемая нагрузка варьируется от 9,8 Н (1 кгс) до 980 Н (100 кгс). Значения определяются по таблицам относительно измеренного отпечатка d.
Метод считается эмпирическим и имеет большой разброс показаний. Но прибор имеет простую конструкцию и его можно использовать при измерении крупногабаритных и криволинейных деталей.
Измерить твердость по Моосу металлов и сплавов можно царапанием. Моос в свое время предложил делать царапины более твердым минералом по поверхности предмета. Он разложил известные минералы по твердости на 10 позиций. Первую занимает тальк, а последнюю алмаз.
После измерения по одной методике перевод в другую систему весьма условен. Четкие значения существуют только в соотношении твердости по Бринеллю и Роквеллу, так как машиностроительные предприятия их широко применяют. Зависимость можно проследить при изменении диаметра шарика.
| d, мм | HB | HRA | HRC | HRB |
| 2,3 | 712 | 85,1 | 66,4 | — |
| 2,5 | 601 | 81,1 | 59,3 | — |
| 3,0 | 415 | 72,6 | 43,8 | — |
| 3,5 | 302 | 66,7 | 32,5 | — |
| 4,0 | 229 | 61,8 | 22 | 98,2 |
| 5,0 | 143 | — | — | 77,4 |
| 5,2 | 131 | — | — | 72,4 |
Как видно из таблицы, увеличение диаметра шарика значительно снижает показания прибора. Поэтому на машиностроительных предприятиях предпочитают пользоваться измерительными приборами с однотипным размером индентора.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Твердостью металла называют его свойство оказывать сопротивление пластической деформации при контактном воздействии стандартного тела-наконечника на поверхностные слои материала.
Испытание на твердость – основной метод оценки качества термообработки изделия.
Определение твердости по методу Бринелля. Метод основан на том, что в плоскую поверхность под нагрузкой внедряют стальной шарик. Число твердости НВ определяется отношением нагрузки к сферической поверхности отпечатка.
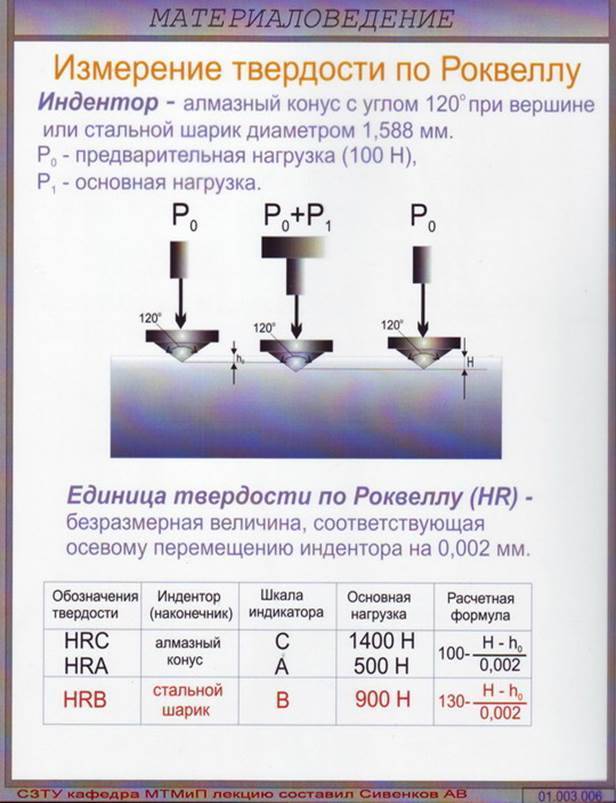
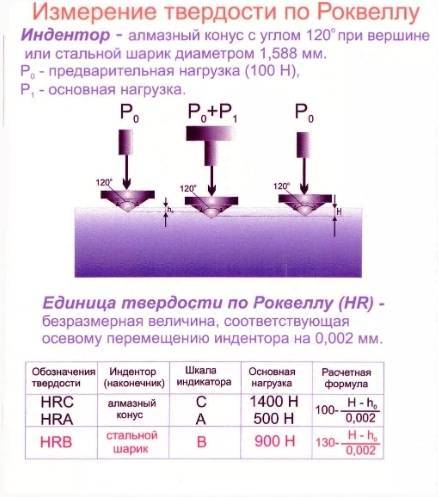
Метод Роквелла (HR) основан на статическом вдавливании в испытываемую поверхность наконечника под определенной нагрузкой. В качестве наконечников для материалов с твердостью до 450 HR используют стальной шарик. В этом случае твердость обозначают как HRB. При использовании алмазного конуса твердость обозначают как HRA или HRC (в зависимости от нагрузки).
Твердость по методу Виккерса (HV) определяют путем статического вдавливания в испытуемую поверхность алмазной четырехгранной пирамиды. При испытании измеряют отпечаток с точностью до 0,001 мм при помощи микроскопа, который является составной частью прибора Виккерса.
Метод Шора. Сущность данного метода состоит в определении твердости материала образца по высоте отскакивания бойка, падающего на поверхность испытуемого тела с определенной высоты. Твердость оценивается в условных единицах, пропорциональных высоте отскакивания бойка.
Почему важно измерять показатель?
Твердость металлов — это показатель, который означает устойчивость стали к механическому воздействию других более твердых материалов. Оцениваются показатели в единицах твердости, на основе которых делается вывод о состоянии материала.
Твердость металлов важно учитывать в большинстве видов работы с ними. Например, когда на производстве изготавливаются объемные конструкции с большим весом, где применяются несколько типов металлов, важно знать, что они будут оптимально взаимодействовать и успешно выдерживать большую нагрузку. Особо важно учитывать показатель твердости металла в следующих сферах:
Особо важно учитывать показатель твердости металла в следующих сферах:
- Кораблестроительство;
- Изготовление автомобилей;
- Сборка самолетов;
- Изготовление строительных материалов на основе металла и расходников.
В любой из этих областей устойчивость к механическому воздействию определяет безопасность человека, возможность выполнить поставленную задачу и эксплуатационный срок.
Для определения твердости в металл вдавливается индентор — тело, изготовленное из твердого сплава или алмаза, которое обладает наилучшим показателем сопротивления к механическим воздействиям. Чем большую силу вдавливания выдерживает металл, тем его твердость больше.



Назначение твердомера
- Быстрый контроль материалов и деталей, в том числе и сложной формы, контроль качества термообработки, определение твердости различных деталей механизмов при их ремонте.
- Информационный слой для динамического датчика составляет порядка 0,8 мм. Это указывает на возможность разработки методики контроля глубины азотированного слоя до 0,7 — 0,75 мм для изделий из конструкционных сталей (например, марок 38хмюа, 18х2н4ма и др.).
Основные возможности

- Измерение твердости по наиболее распространенным в металлообработке, и в частности в машиностроении, шкалам твердости: Бринелль (HB), Роквелл (HRC), Лейб (HL) и т.п.
- Измерение твердости по дополнительным (пользовательским) шкалам (10 шкал).
- Изменение размера выборки.
- Отброс максимального и минимального значений при вычислении среднего.
- Автоматический учет положения датчика.
- Автоматический учет калибровочных поправок к результатам измерений для учета влияния различных факторов (геометрические и массогабаритные отклонения контролируемого объема).
- Метод калибровочных поправок позволяет расширить номенклатуру контролируемых изделий, исключая необходимость притирки малогабаритных деталей к массивной плите.
- Рекалибровка введенных шкал (коррекцию калибровочной зависимости).
- Сохранение в памяти настроек для различных серийно выпускаемых изделий для минимизации трудозатрат и ошибок при подготовке прибора к работе.
- Сохранение в памяти результатов измерения для серийно выпускаемых изделий с фиксацией номера партии и даты измерения.
- Трехцветная (ниже — норма — выше) пороговая индикация соответствия твердости изделия требованиям технологической документации.
Дополнительные возможности

- Сохранение результатов измерения для партий серийно выпускаемых изделий в памяти прибора и статистическая обработка результатов.
- Калибровка новых (пользовательских) шкал.
- Выход на исполнительное устройство для автоматической сортировки контролируемых изделий в условиях конвейерного производства.
- Вход для сигнала обратной связи от исполнительного устройства для определения момента готовности конвейера к измерению следующего изделия.
- Установка календаря и часов.
- Задание времени работы подсветки, пороговой индикации, времени отображения результата, периода автоотключения, изменять язык интерфейса.
- Просматривать статистику измерений.
Обзор методов измерения твердости металлов и сплавов
Исторически с развитием технологий обработки металлов появлялись и совершенствовались способы контроля качества металлических изделий. Известно множество способов определения твердости металлов и сплавов:
- Вдавливание индентора под действием статической нагрузки (нагрузка прикладывается плавно) — по методу Бринелля, Роквелла, Супер-Роквелла, Виккерса, М.С.Дрозда, Герца, Лудвика, монотрон Шора;
- Динамическое вдавливание индентора (нагрузка прикладывается ударом) — по методу Мартеля, Польди, вертикальный копер Николаева, пружинный прибор Шоппера и Баумана, маятниковый копер Вальцеля, маятник Герберта, маятниковый склерометр Кузнецова;
- Измерение микротвердости статическим вдавливанием — по методу Липса, Егорова, Хрущева, Скворцова, Алехина, Терновского, Шоршорова, Берковича, Кнупа, Петерса, Эмерсона, микротвердомер Цейсса-Ганеманна;
- Метод упругого отскока бойка — склероскоп Шора;
- Измерение твердости царапанием — по Моосу, напильник Барба, прибор Мартенса, Хенкинса, микрохарактеризатор Бирбаума, склерометр О’Нейля, Григорович, Беркович).
Многие приемы сейчас используются редко или вовсе ушли в прошлое. На данный момент основные и самые распространенные методы контроля твердости металлов условно делят на две группы: прямые и косвенные.
Прямые методы измерения твердости основаны на способности материала сопротивляться внедрению другого, более твердого тела — индентора. Инденторы изготавливаются в форме конуса или пирамиды из алмаза, в форме шарика — из закаленной стали или карбида вольфрама.
Прямые методы реализуют cтационарные твердомеры по шкалам Бринелля (HB), Роквелла (HRA, HRB, HRC), Супер-Роквелла (HRN и HRT), Виккерса (HV).
Сущность испытаний заключается в том, что после внедрения индентора, при приложении заданной статической нагрузки, происходит пластическая деформация исследуемого материала. На поверхности образца остается отпечаток. Вычисление значения твердости строится на зависимости приложенного усилия и определенных геометрических параметров отпечатка. Для каждого прямого метода предусмотрена своя зависимость (см. таблицу ниже). Например, при замерах по Роквеллу фиксируется глубина отпечатка: чем она меньше, тем выше твердость объекта.
Плюсы: стационарные твердомеры применяются для контроля любых металлов и сплавов; выдают результат с минимальной погрешностью; не требуют дополнительной калибровки.
Минусы: работают на одном месте, как правило в специально оборудованной лаборатории; необходимо заранее готовить образцы, либо изделие должно иметь конкретные габариты; необходима квалификация оператора; невысокая скорость выполнения исследований.
Косвенные методы измерения твердости подразделяются на ультразвуковой и динамический — они не напрямую измеряют твердость, а только оценивают значение твердости металла в зависимости от других физических свойств.
Косвенные методы реализуют портативные твердомеры — ультразвуковые и динамические . Результаты можно получить по основным шкалам: Бринелля (HB), Роквелла С (HRC), Виккерса (HV).
Ультразвуковой метод (ультразвуковой контактный импеданс) основан на фиксации степени затухания резонансной частоты колебаний металлического стержня с алмазным наконечником (индентором) при внедрении его в поверхность металлического изделия.
При глубоком внедрении индентора в мягкий металл будет большая площадь контакта алмаза с материалом, значит будет выше степень затухания частоты колебаний.
Применим к изделиям практически любых габаритов по массе и размерам; оставляет незаметный отпечаток; подходит для измерения твердости поверхностно упрочненных слоев; удобен для образцов со сложной конфигурацией (шестерни, подшипники, метизы). Применение на изделиях с крупнозернистой структурой ограничено (чугуны, бронза).
Динамический метод (Либа) основан на определении отношения скорости бойка при отскоке от поверхности измеряемого образца к скорости бойка при соударении с поверхностью образца. В качестве бойка используется твердосплавный шарик (карбид вольфрама WC-Co) диаметрами 1,39 / 1,5 / 2,5 мм.









Методика проведения испытания промышленным твердомером Роквелла
Метод Роквелла.
- Выбрать подходящую для проверяемого материала шкалу (А, В или С).
- Установить соответствующий индентор и нагрузку.
- Перед тем, окончательным измерение надо сделать два пробных, неучитываемых отпечатка, чтобы проверить правильность установки индентора и стола.
- Установить эталонный блок на столик прибора.
- Приложить предварительную нагрузку в 10 кгс, обнулить шкалу.
- Приложить основную нагрузку и дождаться достижения максимального усилия.
- Снять нагрузку.
- Прочесть на циферблате по соответствующей шкале значение твёрдости (цифровой прибор показывает на экране значение твёрдости).
- Порядок действий при проверке твёрдости испытуемого образца такой же, как и на эталонном блоке. Допускается делать по одному измерению на образце при проверке массовой продукции.





