

Как измерять микрометром на практике
Получить размер изделий с точностью 0,01 мм можно выполнив измерения микрометром. Их много модификаций, но самый распространенный это гладкий микрометр типа МК-25, обеспечивающий диапазон измерений от 0 до 25 мм с точностью 0,01 мм. Микрометром удобно измерять диаметр сверла, толщину листового материала, диаметр провода.

Микрометр представляет собой скобу, с одной стороны которой находится опорная пятка, а с другой имеется стебель и высокоточная резьба, в которую закручивается микровинт. На стебле нанесена метрическая шкала, по которой выполняется отсчет миллиметров. На микровинте имеется вторая шкала с 50 делениями, по которой отсчитываются сотые доли мм. Сумма этих двух величин является измеренным размером.
Для того, чтобы выполнить измерение микрометром, деталь размещают между пяткой и торцом микрометрического винта и вращают по часовой стрелке за ручку трещотки (находится на торце барабана микрометрического винта) до тех пор, пока трещотка не издаст три щелчка.

На стебле нанесено две шкалы с шагом 1 мм – основная оцифрованная через каждых 5 мм и дополнительная, сдвинутая относительно основной на 0,5 мм. Наличие двух шкал позволяет повысить точность измерений.
Отсчет показаний выполняется следующим образом. Сначала считывают, сколько целых, незакрытых барабаном, миллиметров получилось по оцифрованной, нижней шкале на стебле. Далее проверяют по верхней шкале наличие риски, расположенной правее от риски нижней шкалы. Если риски не видно, то переходят к снятию показаний со шкалы на барабане. Если риска просматривается, значит, к целому числу полученных миллиметров добавляется еще 0,5 мм. Показания на барабане отсчитывают относительно прямой линии, нанесенной вдоль стебля между шкалами.
Например, размер измеренной детали составляет: 13 мм по нижней шкале, на верхней шкале открытой метки, правее открытой на нижней шкале нет, значить 0,5 мм добавлять не нужно, плюс 0,23 мм по шкале барабана, в результате сложения получаем: 13 мм+0 мм+0,23 мм=13,23 мм.
Микрометр с цифровым отсчетом результатов измерений применять удобнее и позволяет измерять с точностью до 0,001 мм.

Если, например, села батарейка, то цифровым микрометром можно выполнять измерения точно так же, как и гладким МК-25, так как имеется и система отсчета по делениям с точностью 0,01 мм. Цена микрометров с цифровым отсчетом результатов измерений высока и для домашнего мастера неподъемна.
Измерение наружных поверхностей
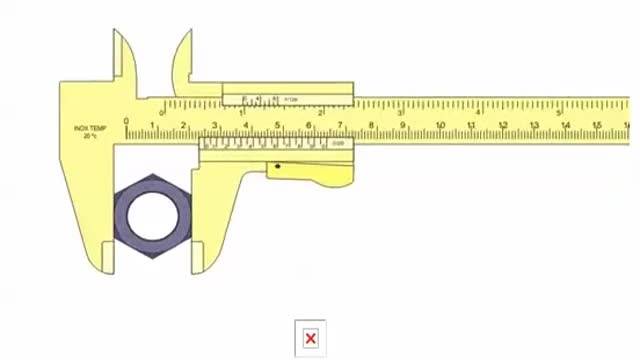
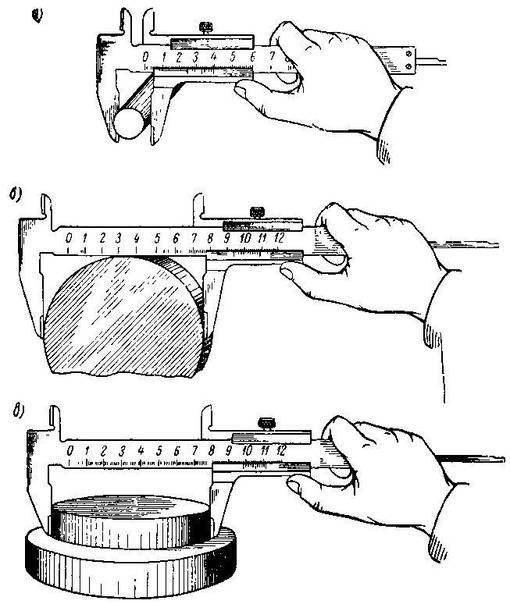
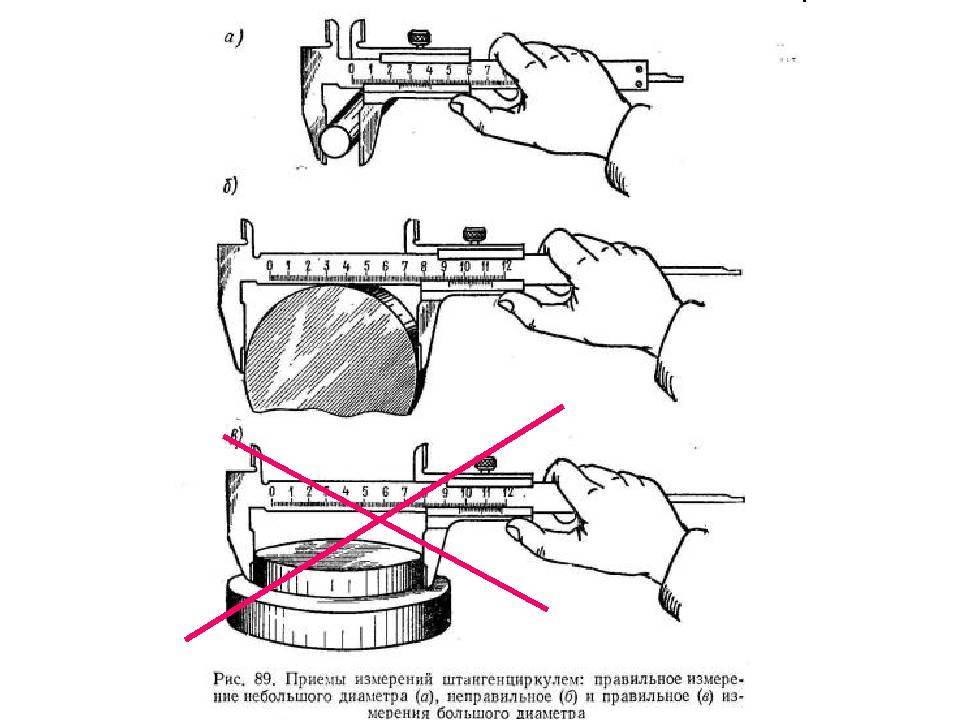
Если необходимо узнать величину наружной поверхности или простыми словами померять толщину предмета, то необходимо развести губки на необходимую величину, а затем поместить их между измеряемым элементом. Далее губки следует совместить, пока они плотно не соприкоснутся со стенками измеряемой детали, например, это может быть тормозной диск.
Это интересно! Кстати, именно часто для измерения уровня износа тормозного диска необходимо прибегать к применению штангенциркуля.
Губки должны расположиться строго параллельно поверхности заготовки. Далее можно посчитать получившееся значение. Если видимость шкалы низкая, тогда следует воспользоваться стопорным фиксатором, закрепив положение губок в соответствующем положении.
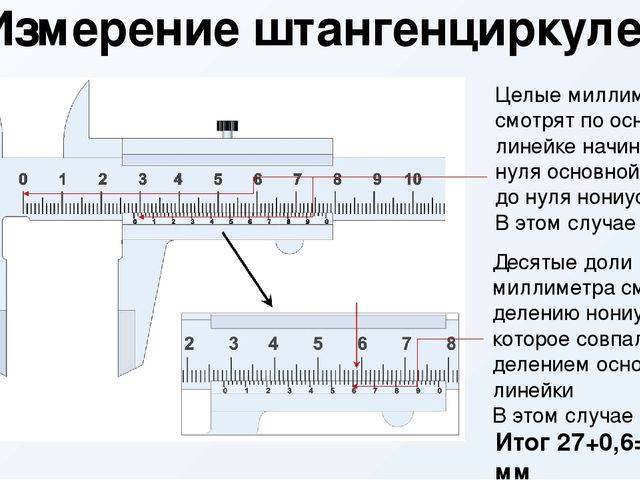
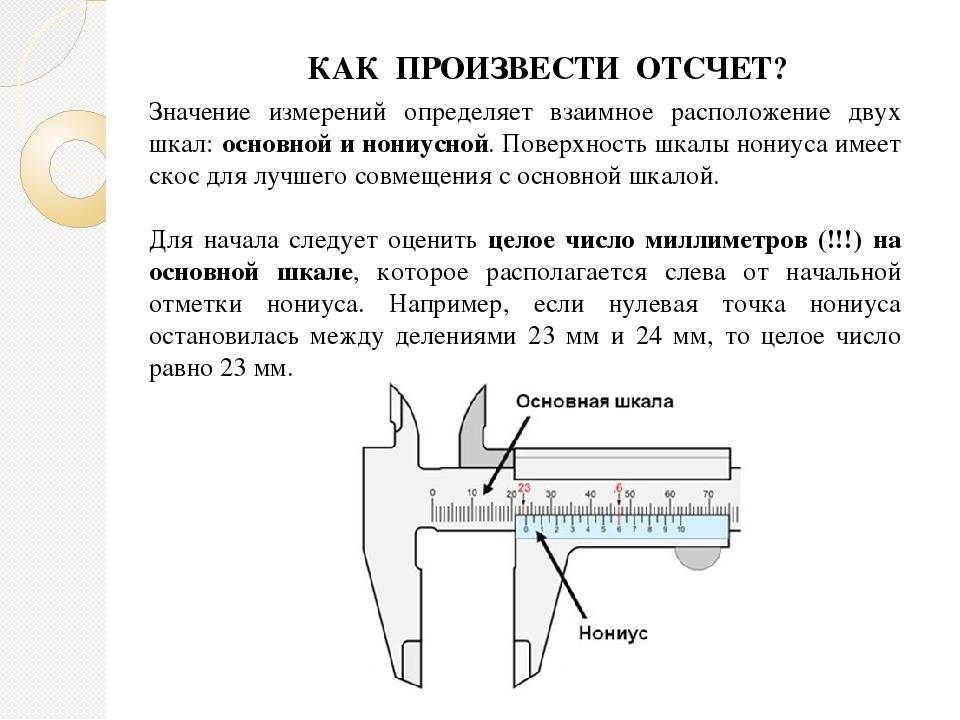
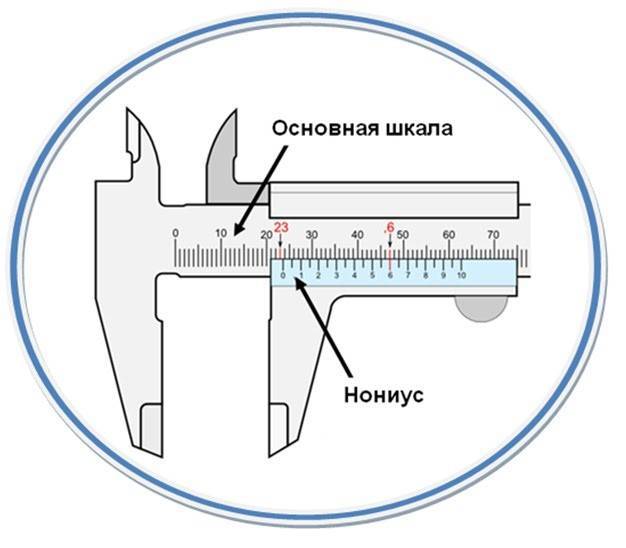
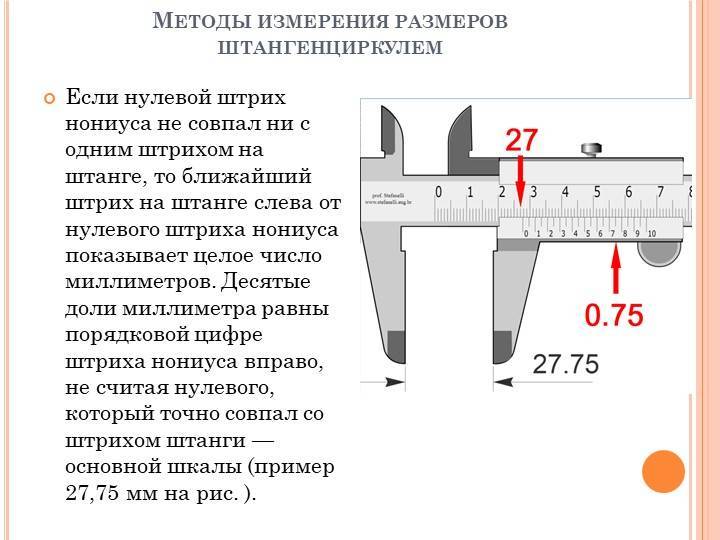
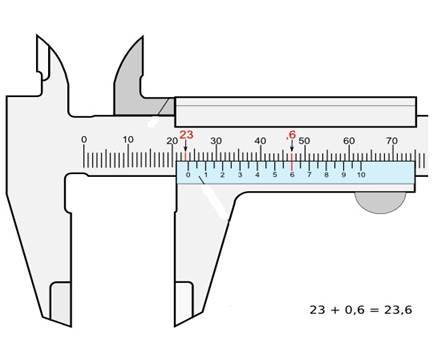
Деление на основной шкале (неподвижной части), которое совместится с нулевой риской шкалы на подвижной рамке — это показания в миллиметрах С измерениями основных показаний проблем никаких не возникает, если только нулевая отметка (штрих) нониуса не останавливается между двумя значениями, например, 23 и 24 мм. В этом случае понадобится посчитать десятые доли измерений. Эти десятые доли мм также подсчитываются, и если нулевое значение нониуса показывает конкретное значение, например, 23 или 24 мм Чтобы посчитать десятые доли мм штангенциркулем, следует на нониусной шкале найти штрих, который совпадает с отметкой на основной измерительной шкале
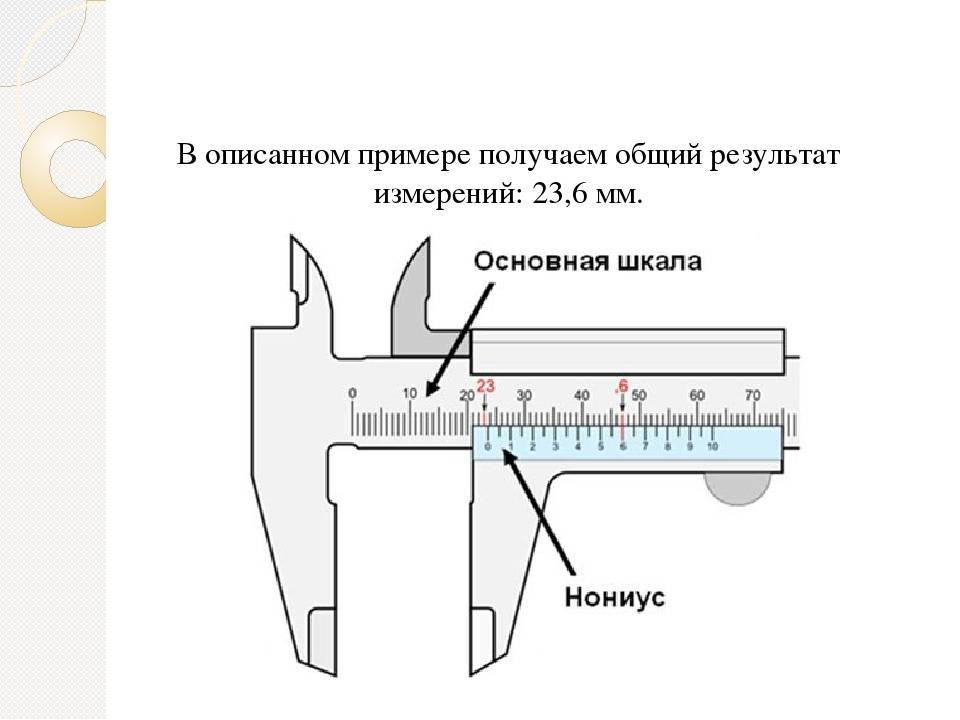
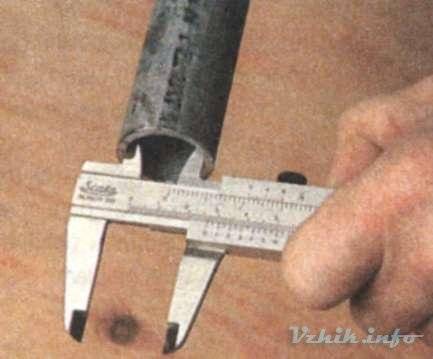
Причем здесь очень важно найти отметки, которые совпадают (совмещены) точно. Совпадающее значение штриха на нониусной шкале — это и есть десятые доли миллиметров Если на нониусной шкале совпадает несколько штрихов с основным, то учитывать необходимо именно то значение, которое находится ближе к нулевому показателю. Фото пример проведения измерений нониусным штангенциркулем показан ниже
Фото пример проведения измерений нониусным штангенциркулем показан ниже.
После измерений нужно правильно прочитать показания. К примеру, если нулевой штрих разместился между значением 26 и 27, тогда учитывается величина 26 мм. Далее выявляются десятые доли миллиметров. К примеру, штрихи совместились на значении 7 (нониусной шкалы), тогда получаем значение толщины детали, равное 26,7 мм. Как видно на фото выше, ничего сложно при работе с инструментом нет. Аналогичным образом производятся измерения внешних диаметров, например трубы, поршней, колец и т.п.
Это интересно! Чтобы измерить наружный диаметр трубы, а также кабеля (его сечение жил), сверла, болта, арматуры и прочих подобных заготовок, необходимо охватить губками инструмента измеряемую деталь. После этого произвести необходимые расчеты, определив точное значение размера.
На что обратить внимание при покупке штангенциркуля:
Часто штангенциркули оснащены другими функциями, которые могут вам помочь
Поэтому обратите внимание на них прежде чем покупать прибор
Ползунок, фиксирующий винт для записи измерений
Иногда вам будет трудно прочитать результаты измерений при удерживании объектов. В такие моменты будет легче освободить объект от прогона, чтобы результаты измерений было легче читать. С помощью фиксирующего винта ползунка
вам будет легче удерживатьползунок в движении, даже если он отсоединен от объекта. Функцияудержания на цифровых суппортах также играет роль стопорных винтов на аналоговых ициферблатах. Отрегулируйте ползунок одной рукой с помощью ролика большого пальца
Иногда вам трудно измерить объект, потому что вы должны двигать ползунок
двумя руками. Для этого ищите прибор с функциейбольшого пальца ролика .Палец ролика — это винт для медленной регулировкиползунка . Вы можете легко настроитьслайдер одной рукой, не отпуская объект другой рукой.

Учитывайте качество вашего продукта и бюджет
Чтобы убедиться, что вы выбираете продукты с высокой точностью, мы рекомендуем выбирать бренд с надежной репутацией.
Одним из известных брендов является бренд из Японии: Mitutoyo. Mitutoyo часто называют лучшим производителем штангенциркулей в мире. У этой марки есть слайдер,
который легко перемещать. Их продукты часто используются профессионалами в своих областях. Естественно цена такого прибора будет дороже, чем приборы других производителей. Если у вас есть соответствующийбюджет , мы рекомендуем сначала рассмотреть этот бренд.
Многие пользователи также говорят, что другие бренды обладают достаточными возможностями для повседневного непрофессионального измерения. Поэтому выберите продукт, который лучше всего подходит для вашего использования.
ТЕХНОЛОГИЯ
§ 17. Измерение размеров деталей с помощью штангенциркуля
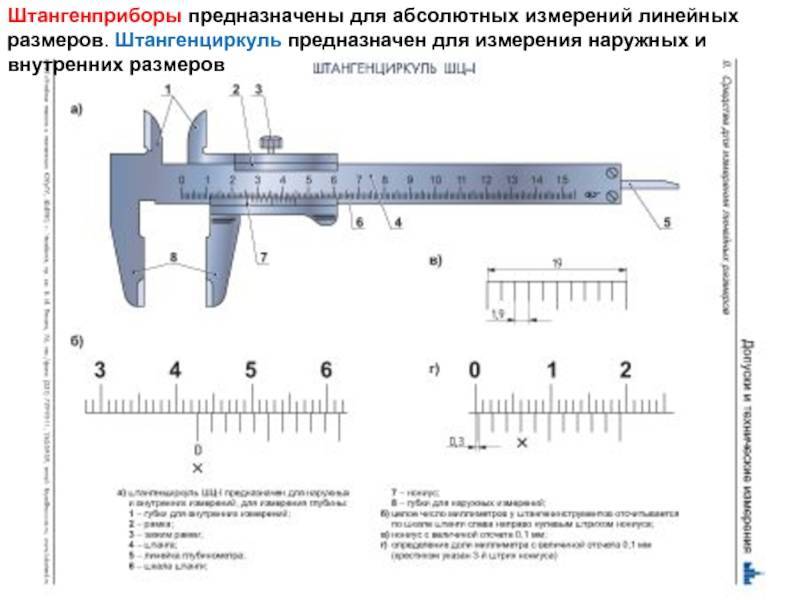
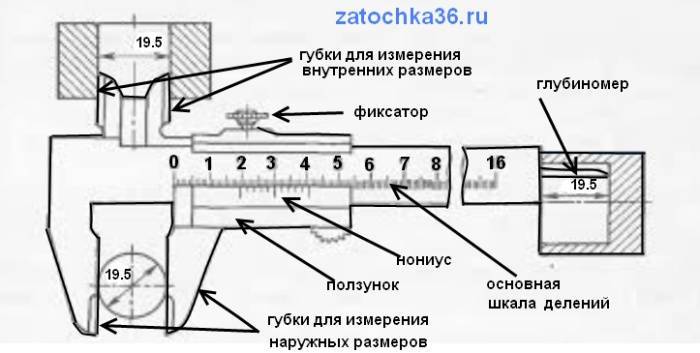
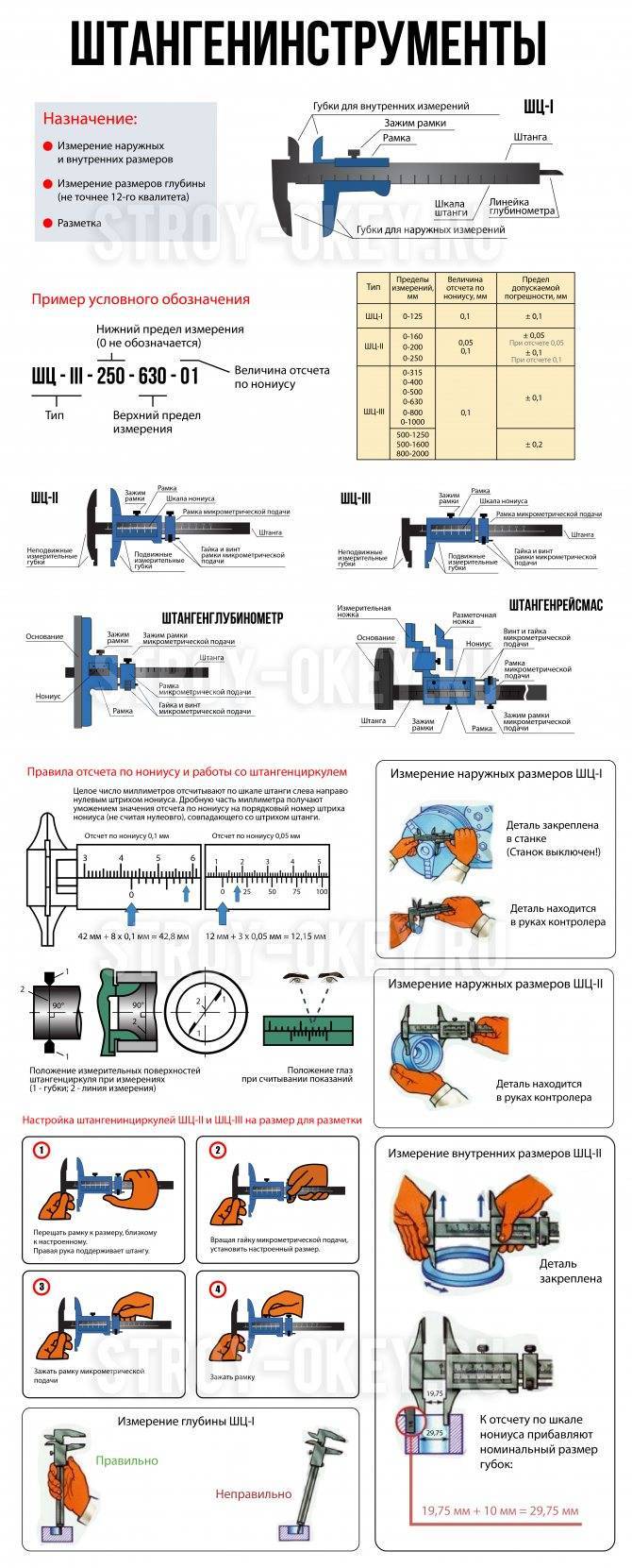
При изготовлении деталей из тонколистового металла и проволоки можно воспользоваться простейшими контрольно-измерительными инструментами: линейкой, слесарным угольником и др. Для измерения и контроля деталей с большей точностью применяют штангенциркули. Они предназначены для измерения наружных и внутренних размеров деталей и глубины отверстий, пазов, канавок. Штангенциркули бывают разных типов и отличаются пределами и точностью измерения.
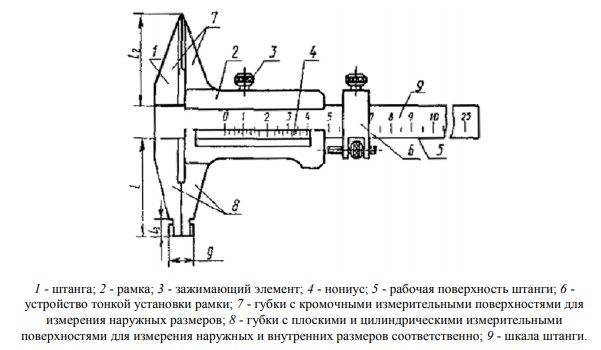
На рисунке 63 показан штангенциркуль ШЦ-1 с пределами измерения от 0 до 125 мм и точностью — 0,1 мм. Он состоит из штанги 1, имеющей шкалу 6 с миллиметровыми делениями. По штанге перемещается подвижная рамка 4, которая может быть закреплена в нужном положении зажимным винтом 3. К рамке прикреплён глубиномер 5.
Рис. 63. Штангенциркуль ШЦ-1: 1 — штанга; 2 — губки для внутренних измерений: 3 — зажимный винт для фиксации рамки; 4 — подвижная рамка; 5 — глубиномер; 6 — шкала штанги; 7 — нониус; 8 — губки для наружных измерений; 9 — измеряемые детали
Нижние губки 8 служат для измерения наружных размеров, верхние 2 — для измерения внутренних размеров. Глубиномером измеряют глубину пазов и отверстий.
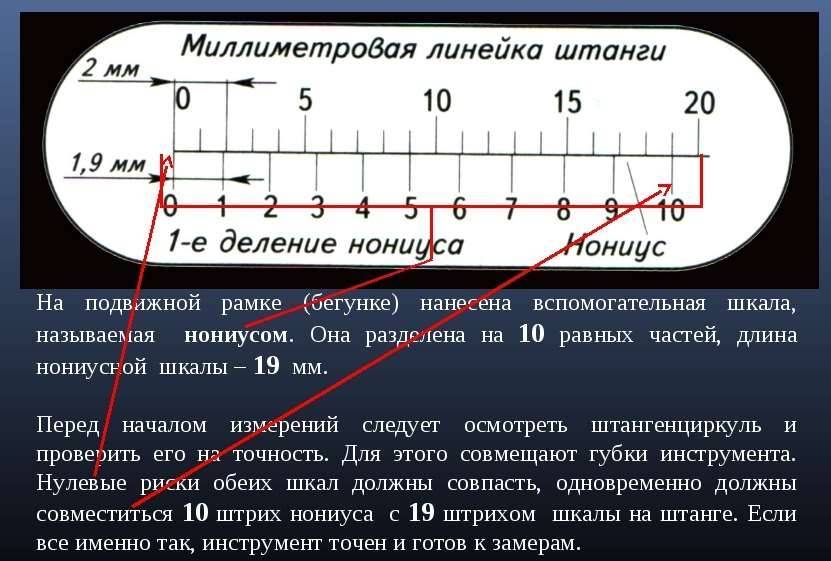
Каким же образом удаётся измерять десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления? Для этой цели служит вспомогательная шкала, называемая нониусом 7. Длина нониуса 19 мм. Нониус поделён на 10 равных частей, следовательно, цена каждого деления равна 1,9 мм.
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис. 64), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы.
Рис. 64. Шкала штанги и нониус
Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 — 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм
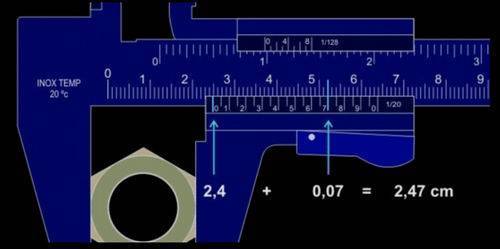
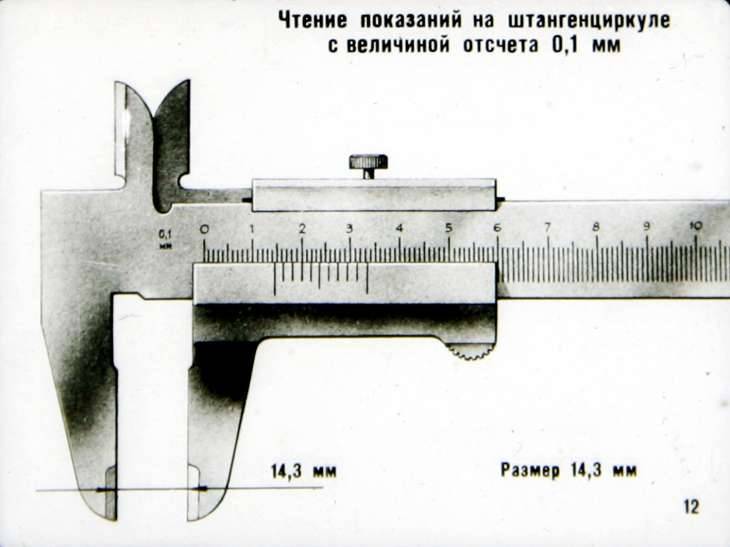
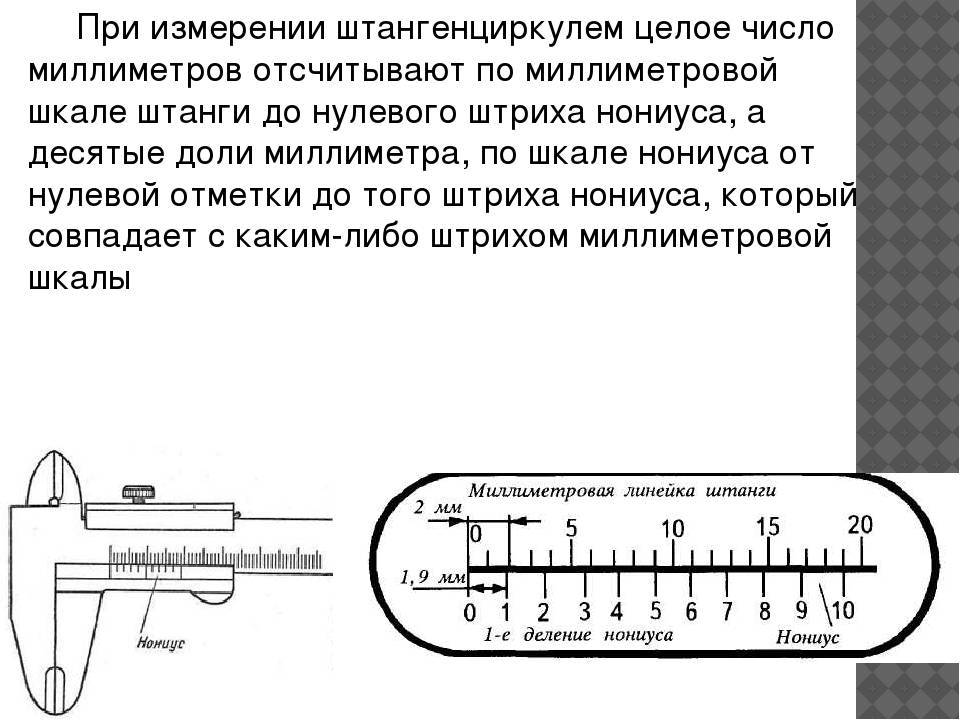
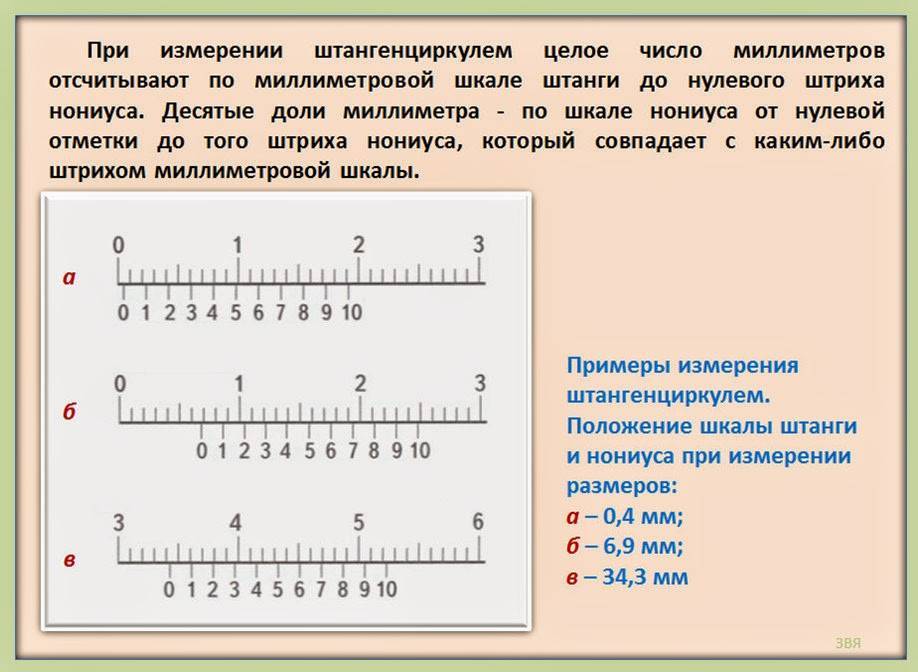
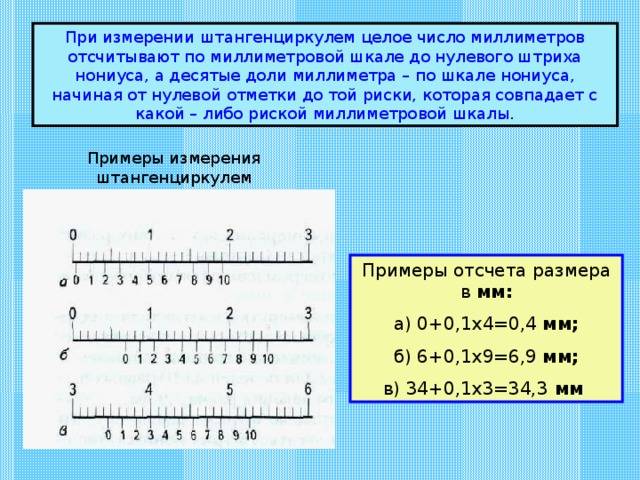
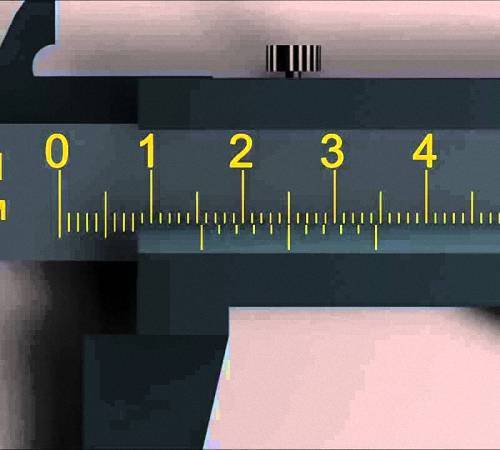
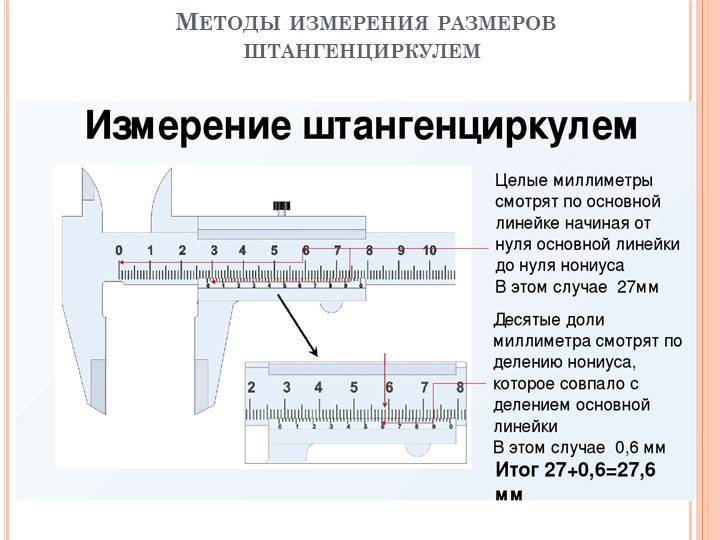
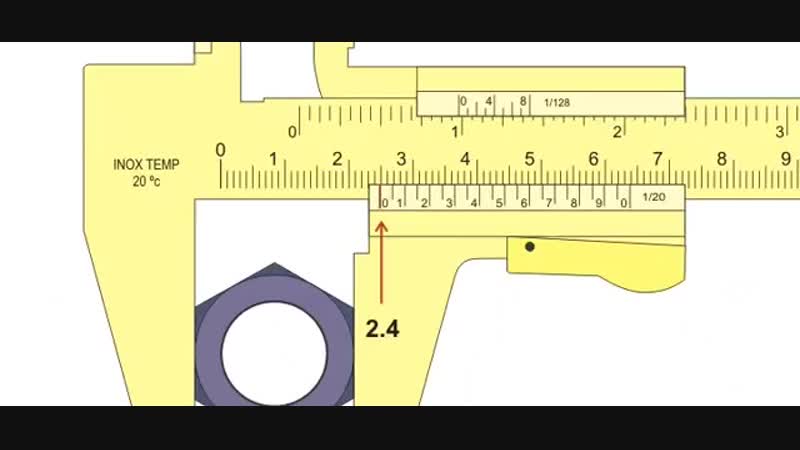
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса. Десятые доли миллиметра — по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы (рис. 65).
Рис. 65. Примеры измерения штангенциркулем. Положение шкалы штанги и нониуса при измерении размерон: а — 0,4 мм; 6 — 6,9 мм; в — 34,3 мм
Помните! Штангенциркуль — это дорогостоящий измерительный инструмент, требующий бережного обращения.
Правила обращения со штангенциркулем
Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль
Нельзя очищать инструмент шлифовальной шкуркой или ножом.
Нельзя класть инструмент на нагревательные приборы.
Измерять можно только чистые детали без задиров, заусенцев, царапин.
Губки штангенциркуля имеют острые концы, поэтому при измерении нужно соблюдать осторожность.
Не допускать перекоса губок штангенциркуля. Фиксировать их положение зажимным винтом.
При чтении показаний на измерительных шкалах держать штангенциркуль прямо перед глазами.
На предприятиях штангенциркуль является одним из основных измерительных инструментов. Им пользуются рабочие различных специальностей и контролёры станочных и слесарных работ. В настоящее время всё чаще применяют штангенциркули с цифровыми индикаторами (на батарейках), позволяющие измерять детали с точностью до 0,01 мм.
Знакомимся с профессиями
Контролёр отдела технического контроля (ОТК) — специалист, который на предприятии отвечает за качество выпускаемых деталей. Он следит за тем. чтобы изготовленные детали в точности соответствовали чертежам. Это очень ответственная работа, так как если в изделие попадёт бракованная деталь, не соответствующая чертежу, то изделие быстро выйдет из строя. Контролёры ОТК должны знать правила настройки и регулирования контрольно-измерительных инструментов и приборов, методы проверки качества поверхностей, правила приёмки деталей и т. д.
Лабораторно-практическая работа № 17
Измерение размеров деталей штангенциркулем
Выполните в рабочей тетради эскиз выданного учителем ступенчатого валика (рис. 66).
- Измерьте каждый размер валика штангенциркулем и запишите результаты в миллиметрах в таблицу.
- Проставьте полученные размеры на эскизе, выполненном в рабочей тетради.
Рис. 66. Эскиз детали «ступенчатый валик» (к пп. 1-3)



Проверяем свои знания
Из каких основных частей состоит штангенциркуль?
Сколько измерительных шкал имеет штангенциркуль?
Какие измерения можно выполнять с помощью штангенциркуля?
Во сколько раз точность измерения штангенциркулем превышает точность измерения линейкой?
- Как по штангенциркулю производят отсчёт целых и десятых долей миллиметра?
Простота и надежность штангенциркуля
Прежде чем приступить к подробному рассмотрению устройства штангенциркуля и работе с ним, следует отметить несколько важных и общих для различных видов измерительного инструмента требований. Это поможет более точно определить место и область использования штангенциркуля в системе измерений:
- Погрешность измерительного инструмента составляет примерно половину цены деления его шкалы.
- Допуск на измеряемую величину определяет выбор измерительного инструмента.
- Наибольшая цена деления измерительного инструмента должна быть примерно в 3 раза меньше допуска.
Стандартными для наиболее распространенных типов инструмента ШЦ-I и ШЦ-II установлены цены деления 0,1 и 0,05 мм. Следовательно, если изготовление детали включает контрольную операцию, этими штангенциркулями можно контролировать размеры с допуском не менее 0,3 и 0,15 мм соответственно.
Устройство и виды
Инструмент состоит из следующих основных частей:
- Штанга с односторонними или двусторонними губками и нанесенной основной шкалой с ценой деления 1 мм. Обе конструкции предназначены для измерения и наружных, и внутренних размеров деталей. Губки, как правило, изготовлены из твердосплавного материала.
- Передвигаемая по штанге каретка с ответным губками и нониусной шкалой. К каретке может быть прикреплен стержень глубиномера.
Наиболее распространенными являются штангенциркули типа ШЦ-I и ШЦ-II с интервалом измерений 0−150 и 0−250 мм соответственно. Модель ШЦ-III предназначена для измерения деталей с размерами до 500 мм, вылет губок составляет до 300 мм. По типу снятия показаний различают механические, индикаторные и цифровые штангенциркули.
Шкала штанги позволяет определить целую часть измеряемого размера. Измерение дробной части и ее точность определяется наличием и ценой деления нониусной шкалы.
Работа со шкалой
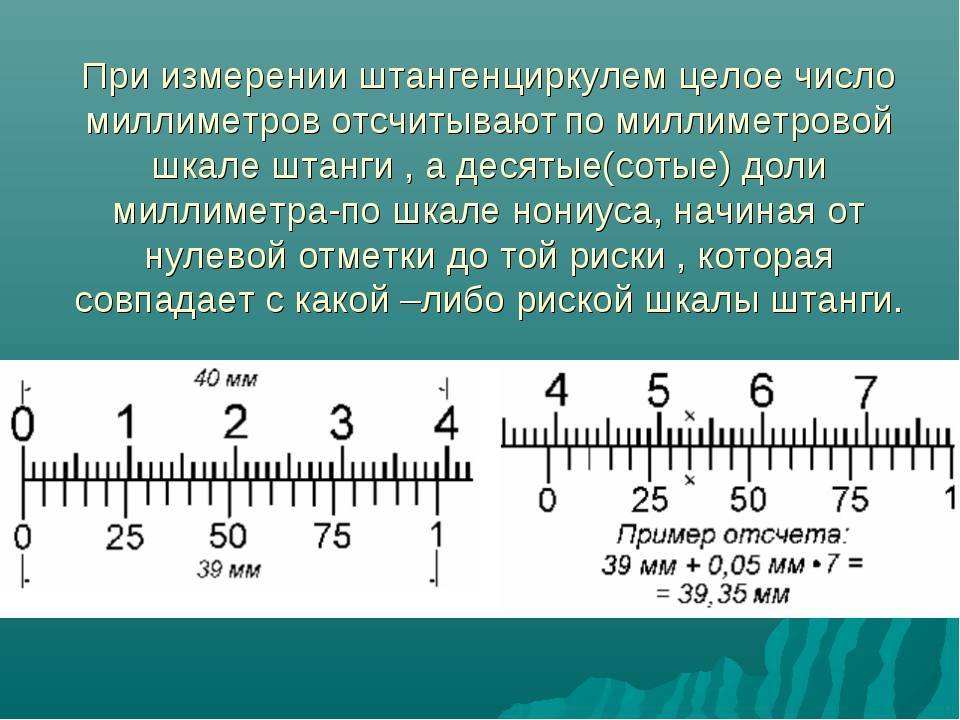
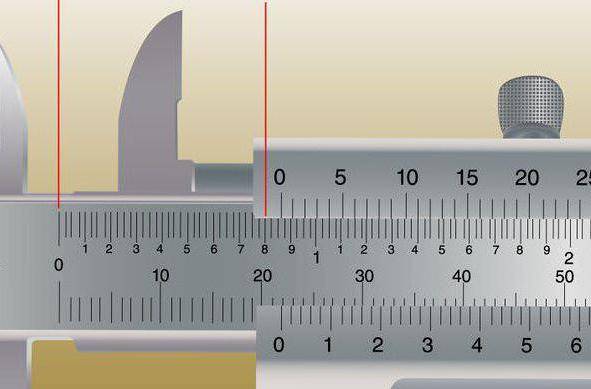
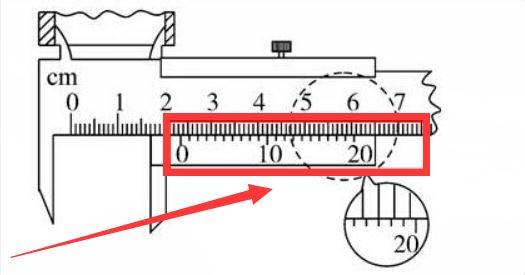
Нулевому размеру соответствуют совмещенные деления 0 обеих шкал. Значению 10 нониусной шкалы соответствует значение 39 основной шкалы, при этом она включает в себя 20 делений.
Деление 10 нониуса соответствует значению 39 основной, можно сказать, что она смещена влево на 1,00 мм от деления 40. По правилам геометрической пропорции риска 9,5 нониуса смещена на 0,95 мм от риски 38, далее соответственно и пропорционально: риска 9,0 — на 0,90 мм от риски 36, средняя риска 5,0 нониуса сдвинута влево 0,5 мм от риски 20, и, наконец, деление 0,5 сдвинуто влево на 0,05 мм от деления 2.
При сдвиге каретки вправо в диапазоне от 0 до 1 мм на долю 0,05 мм риски обеих шкал будут последовательно совмещаться: если зазор между губками 0,05 мм — риска 0,05 совпадает с риской 2 мм, зазор 0,10 мм — 1,00 нониуса совмещается с риской 4 мм основной, зазор 1,00 мм — 10 нониуса совмещается с риской 40.
Например, нужно измерить несколько проволочек диаметром до 1 мм. Диаметр проволоки 0,05 мм, если деление 0,05 нониуса наиболее точно совпало с одним из делений основной шкалы. Если риски 0 и 10 нониусной шкалы точно совпали с рисками основной шкалы — проволока имеет диаметр 1,00 мм.
Цифровой штангенциркуль как он меряет
Теперь надо разобраться, как пользоваться цифровым штангенциркулем. Сразу надо отметить, что электронные устройства можно разделить на два типа — дорогие и дешевые. Дешевые аналоги качественных цифровых приборов имеют еще меньшую точность, чем аналоговые механические штангели. Если выбирать между дешевыми устройствами цифрового типа и механическими, то естественно лучше отдать предпочтение последним. Пользоваться цифровыми устройствами очень легко, для чего необходимо выполнить следующие действия:
- Развести губки и приложить к измеряемой детали
- Зафиксировать зажимной винт
- Считать показания на дисплее. При этом стоит учитывать, что приборы показывают значения в миллиметрах и дюймах, поэтому переключаясь между режимами, можно получить соответствующие значения
- Готовые данные отображаются на дисплее, причем со значением до сотых долей миллиметров

На цифровых устройствах имеется также шкала нониуса, что позволяет выполнять измерения прибором, например, когда разряжаются батарейки. На приборе имеется кнопка включения и выключения дисплея. Если не отключить дисплей, то через 5 минут происходит его автоматическое отключение с целью экономии энергии аккумулятора.
Устройство и применение штангенциркулей
Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).
Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы.
- Передвижная рамка;
- Подвижные губки для определения внутреннего размера;
- Подвижные губки для определения наружного размера;
- Шкала нониуса;
- Штанга глубиномера;
- Винт для крепления рамки.
В отдельных моделях возможно наличие подвижной шкалы в верхней части с дюймовой системой измерения.
Механические модели
Они отличаются тем, что все замеры производятся ручным перемещением элементов и визуальным определением показаний по измерительной разметке.
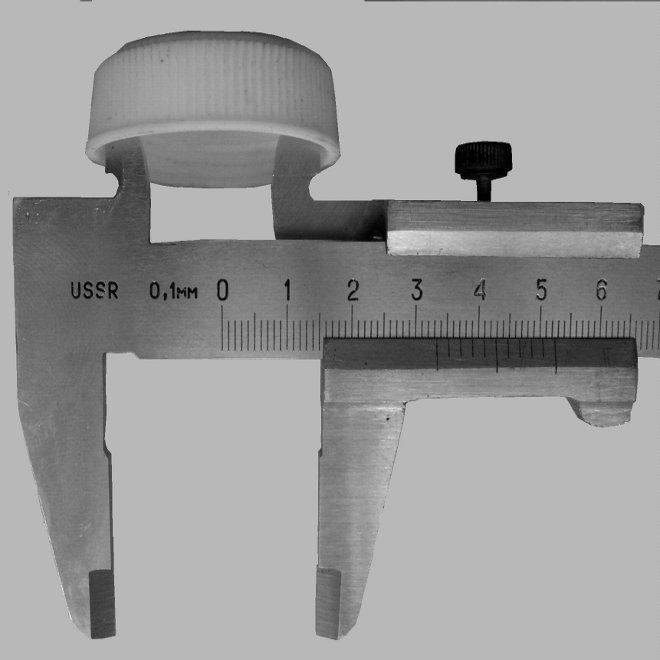
В зависимости от конструкции изделия шкала может иметь различную длину (см. таблицу выше) и, соответственно допустимый диапазон измерения. Эти цифры не совпадают. Так, если длина разметки штанги инструмента составляет 14,5 см (цифровые обозначения могут быть проставлены не полностью, что видно на фото), то замерить с его помощью можно деталь или отверстие с шириной/диаметром/глубиной до 13…13,3 см.
Точность измерений определяется разметкой нониуса – до десятых или сотых долей миллиметра. Эта же цифра указывается на самом приборе в виде вот такой маркировки.





Каждый производитель, особенно зарубежный, может давать свою маркировку, поэтому при покупке изделия лучше уточнять у продавца, где именно эта маркировка проставлена и что она означает.
При работе с изделиями, производимыми в странах, где принята дюймовая система измерений (английская), может быть более удобен штангенциркуль с дюймовой разметкой нониуса в дополнение к миллиметровой.
Обратите внимание: в этом случае дюймовая разметка есть не только на нониусе, но и на штанге, а точность замеров указана отдельно для обеих систем измерения
Электронные (цифровые) штангенциркули
В этих устройствах перемещение губок по штанге также выполняется вручную, но совмещение шкал и выдача замеров производится автоматически, с помощью отслеживания перемещения нониуса по магнитным меткам.
От частоты расположения меток и точности отслеживания зависит точность замеров.
Вот так может выглядеть «внутренность» цифрового штангенциркуля.
Вот так выглядит вблизи основная часть электронного устройства.
Здесь тоже, как Вы видите, есть переключение с метрической системы измерений на дюймовую.
Стоит отметить, что при работе с такой моделью удобнее смотреть именно на показания на дисплее, отследить должным образом положение бегунка относительно разметки штанги труднее, чем в механическом устройстве.
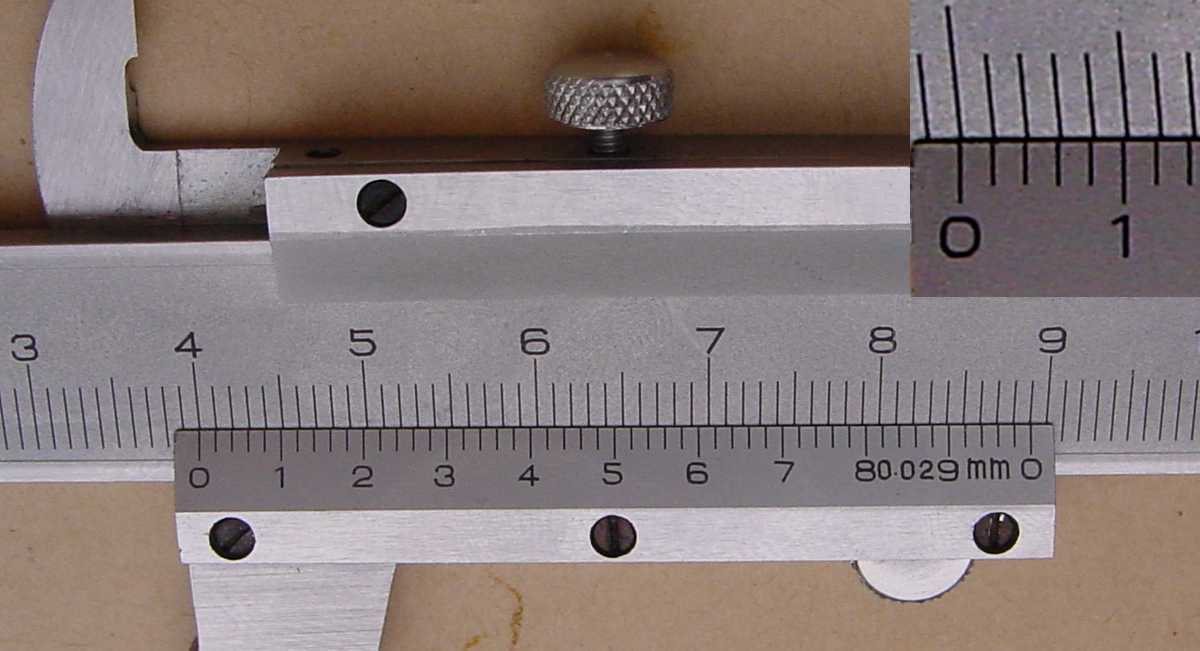
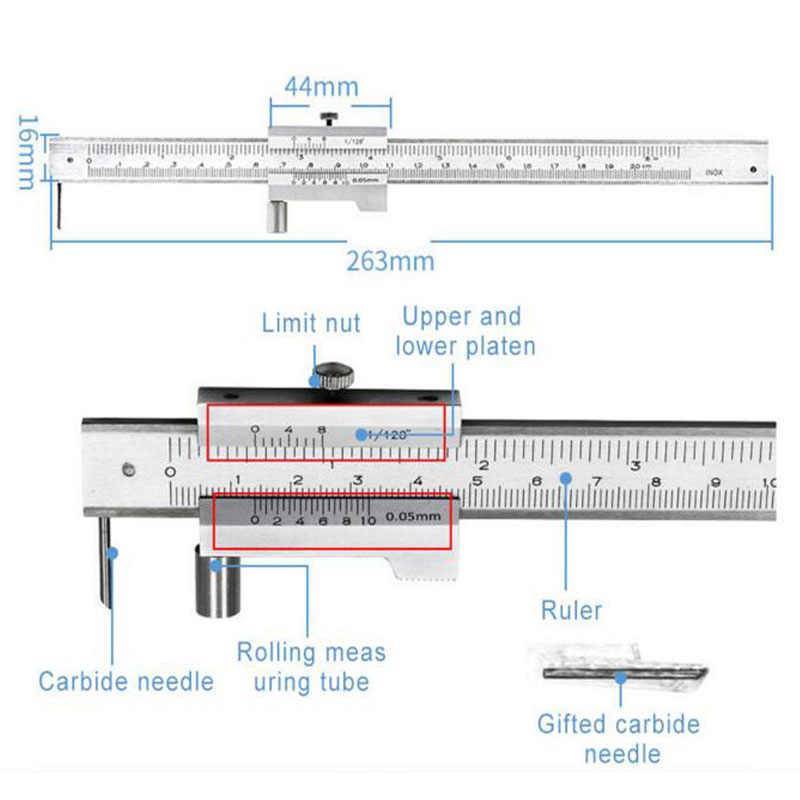
Разметочные штангенциркули
Их стоит выделить в отдельную группу, поскольку с помощью этого инструмента можно не только замерить необходимый элемент изделия, но и перенести размер на другую деталь. Их особенностью является жесткая фиксация элементов инструментов относительно друг друга после выполнения замера – только в этом случае можно разметить деталь с необходимой точностью.
На этом фото представлена модель ШЦРТИ 200 — 0,1 с иглами. Напомним, что буква «Т» в маркировке означает изготовление губок или, в данном случае, игл, из твердого сплава.
Модель ШЦКТ-I- 150 — 0,02 с круговым нониусом, применяется в основном для замеров, но и для разметки также.
Модель ШЦР 150 — 0,1 с циркульной системой разведения губок.
Цифровой инструмент ШЦЦРТ 300 — 0,01 с циркульным разведением губок и точностью до сотых долей миллиметра.
Контроль параметров труб в производственных условиях
Производственный контроль параметров труб
Наружный диаметр водопроводных или канализационных труб в условиях больших производств контролируют и проверяют с применением более усложненной формулы: D = L:3,14 — 2∆p — 0,2 мм.
В этой формуле, кроме уже известных значений, символы ∆p означают толщину полотна рулетки в мм, которую вы применяете для измерений диаметра, а “0,2 мм” из формулы – это допустимые отклонения, учитывающие прилегание рулетки к трубе. Значение допустимого отклонения для труб сечением 200 мм составляет ±1,5 мм.




При замерах труб большого диаметра допустимые отклонения измеряются в процентах. Пример, для изделий размером от 820 до 1020 мм допустимое отклонение = 0,7%. При таких замерах используется измерительная установка на основе ультразвука.
Толщину стенок труб в условиях больших производств измеряют штангенциркулем с делением шкалы 0,01 мм. Допустимое отклонение от номинальной толщины в сторону уменьшения не должен превышать 5%.
Контролю подлежат и значения кривизны трубы, которые не должны быть выше 1,5 мм на погонный метр длины трубы. Общая кривизна изделий по отношению к ее длине не должна составлять более 0,15%. Овальность трубных торцов определяется отношением разности наибольшего и наименьшего диаметра к номинальному диаметру трубы.
Значение этого параметра не должен превышать 1% для труб с толщиной стенки до 20 мм и не выше 0,8% для стенок выше 20 мм.
Овальность трубы можно определить, измерив диаметр торца трубы с помощью индикаторной скобы или нутромера в двух взаимно перпендикулярных плоскостях.
Несложные школьные познания и внимательное применение простых инструментов существенно упростят вашу задачу — как измерить диаметр трубы подручными средствами.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Эксплуатация штангенциркуля — основные правила и рекомендации
Перед тем, как измерить диаметр трубы или произвести иные измерительные манипуляции, следует выполнить проверку инструмента на пригодность к использованию. Часто на неисправности страдают штангенциркули циферблатного типа. Их достаточно один раз уронить, чтобы они показывали с большой погрешностью или вовсе вышли из строя. Проводить проверку перед измерением нужно любого измерительного инструмента. Принцип проведения проверки следующий:
- Взять в руки инструмент и свести губки вместе. Между соприкасающимися губками просвет должен быть практически незаметным. Если просвет большой, то инструмент непригоден к применению
- При сведении губок вместе, шкала на подвижной рамке и неподвижной линейке должны совпасть. Если они не совпадают, то измерения будут неточными
- Очистить прибор от загрязнений при наличии таковых. Если на корпусе инструмента имеются признаки ржавчины, то ее нужно удалить, иначе это повлияет не только на точность измерений, но еще и на работоспособность устройства
Штангенциркуль — это модернизированная линейка, которая позволяет не просто измерять размеры, но еще и получать точные показания. Как необходимо проводить измерения при помощи штангенциркуля, знают далеко не многие. Как пользоваться устройством, учат еще в школе, однако эти знания быстро забываются, особенно если долго не брать в руки прибор или вовсе воспользоваться им в единичном случае.
Что это такое?
Название инструмента происходит от немецкого Stangenzirkel. Измерительный прибор считается универсальным, относится к группе штангенинструментов – то есть приборов для замеров, основанных на использовании измерительной штанги (массивной рейки с делениями). К этой группе также относят штангенрейсмусы, штангенглубиномеры и прочие.
Сам инструмент имеет три разновидности – ШЦ-1 (двусторонний штангенциркуль с глубиномером), ШЦ-2 (двусторонний) и ШЦ-3 (односторонний).
Как понятно из определений и рисунка, первая разновидность имеет возможность замеров внешних и внутренних размеров, а также глубины отверстий.

Вторая – только внешних и внутренних размеров.
Третья – только внешних размеров.
Есть также разновидность одностороннего штангенциркуля с твердосплавными губками, так называемый Т-1.

Качество изготовления и точность приборов нормируются ГОСТ 166-89. При этом, согласно стандарту, жестко нормируется точность прибора – шаг дискретности, цена деления шкалы или нониуса.

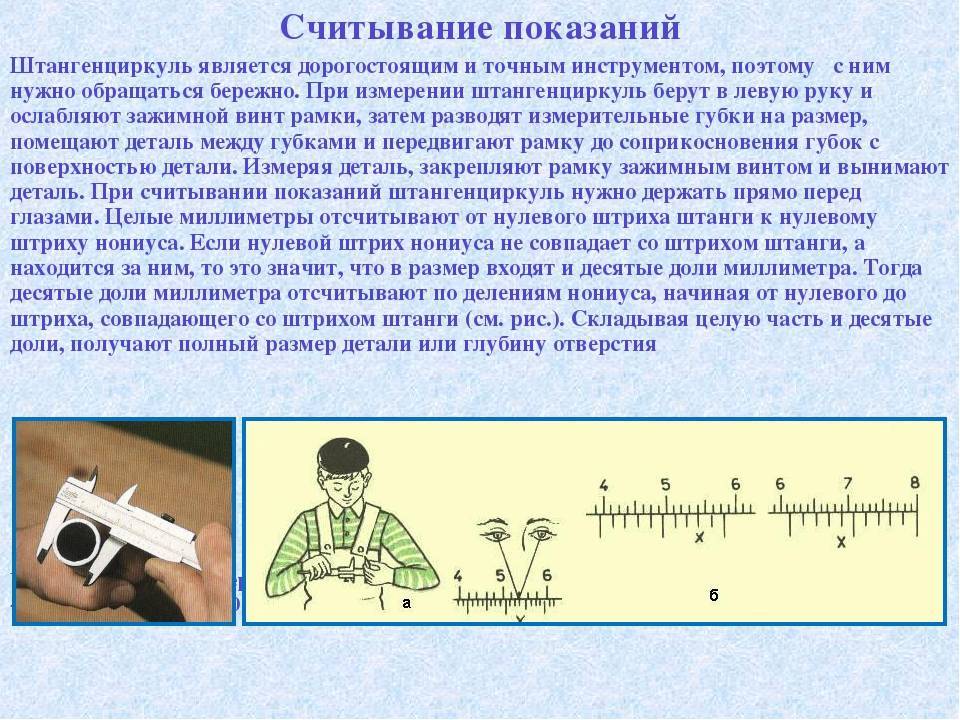
Снятие показаний
Прежде всего следует отметить, что точность показаний зависит от чистоты поверхностей детали, поэтому, перед тем, как измерять штангенциркулем, необходимо удалять загрязнения и смазку с изделий.
Зафиксировав губки инструмента на детали, на основной шкале находят контрольный штрих, располагаемый слева в непосредственной близости от нулевого штриха нониуса. Это будет размер измеряемой поверхности в миллиметрах.
Далее считываются показания в долях миллиметра. Эта операция выполняется путем нахождения деления, ближайшего к нулевому штриху и совпадающего со штрихом на шкале штанги. В результате сложения его порядкового номера и цены деления нониуса вычисляется требуемый показатель. У наиболее популярных моделей штангенциркулей цена деления составляет 0,1 мм.
Полная величина показаний инструмента получается посредством суммирования результатов в целых миллиметрах и в долях миллиметра.
Конструктивные особенности устройства
Главные элементы цифрового измерительного инструмента аналогичны тем, которые установлены в стандартных моделях, но тут есть ряд электронных частей. В общем, штангенциркуль цифрового типа в себя включает:
- губки для измерения внутренних поверхностей;
- губки для измерения внешних поверхностей;
- штангу;
- передвижную рамку;
- источник питания (батарейку или АКБ);
- ролик, позволяющий изменять длину;
- кнопку сброса;
- кнопку включения/выключения;
- кнопку переключения дюйм/мм.
Наличие дополнительных опций и кнопок зависит от той или иной модели. На некотором инструменте даже установлены модули для передачи информации посредством беспроводных технологий. В общем, главные элементы идентичны у всех приспособлений.





Для того чтобы увидеть информацию, полученную в ходе измерений, не требуется напрягать свои глаза и вглядываться — контрастный и качественный экран отображает крупные цифровые символы, что крайне удобно при недостаточном освещении или проблемах, связанных со зрением. На линейке электронного штангенциркуля есть дополнительная шкала в миллиметрах и дюймах, потому им можно пользоваться даже в выключенном состоянии.
Точность изделия
Штангенциркули разметочные предназначены сугубо для нанесения разметки и проведения измерений
Притом очень важно, чтобы устройство было максимально точным. Так что к этому качеству предъявляются самые суровые требования
Обычно производители указывают значение точности в техническом паспорте разметочного устройства. Тем не менее у некоторых изделий эта характеристика указывается на упаковке или на самом штангенциркуле. Согласно строгим регламентам (в т. ч. и ГОСТ 166–89), допустимый «разброс» в точности может быть от 0,02 до 0,1 мм.
Однако следует учитывать, что на эту характеристику могут негативно влиять определённые факторы:
- Повреждения рабочих поверхностей (например, царапины или забоины).
- Отсутствие параллельности между губками.
- Износ губок.
- Некачественная настройка нулевых показаний.
- Чрезмерные усилия при эксплуатации изделия.
- Грязь между деталями.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
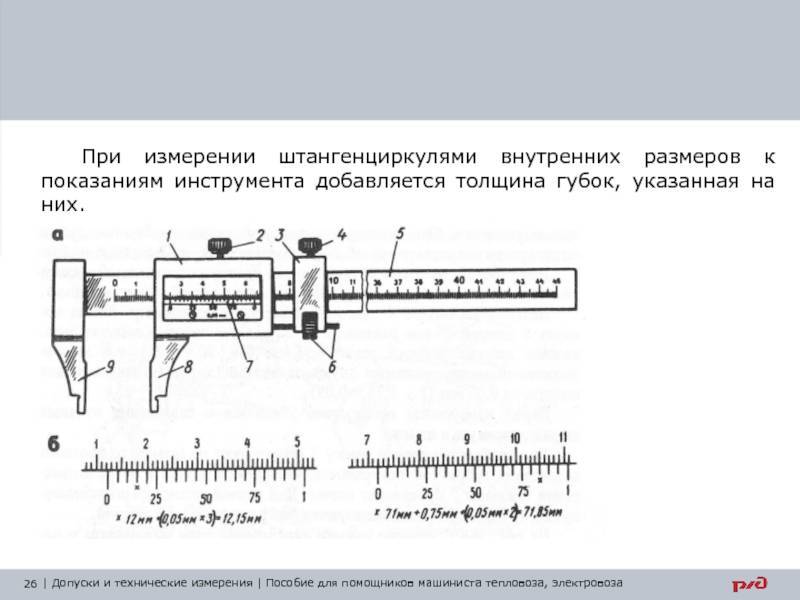
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
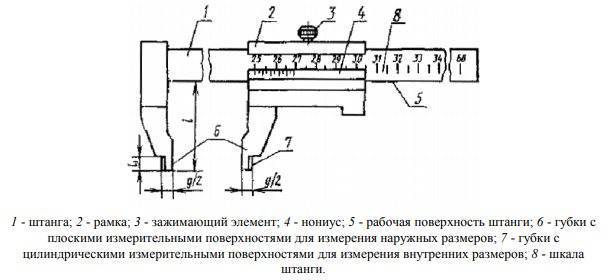
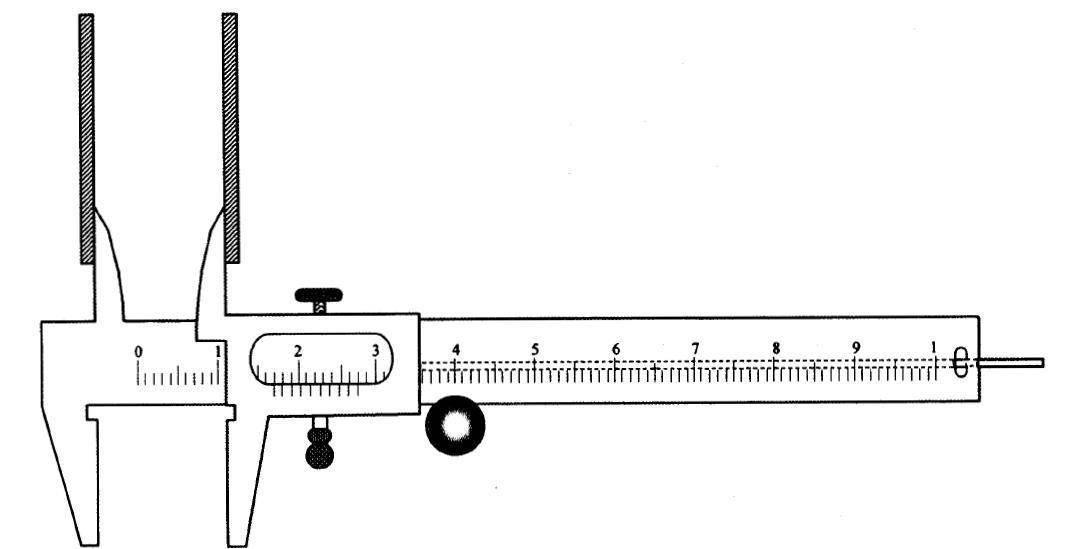
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
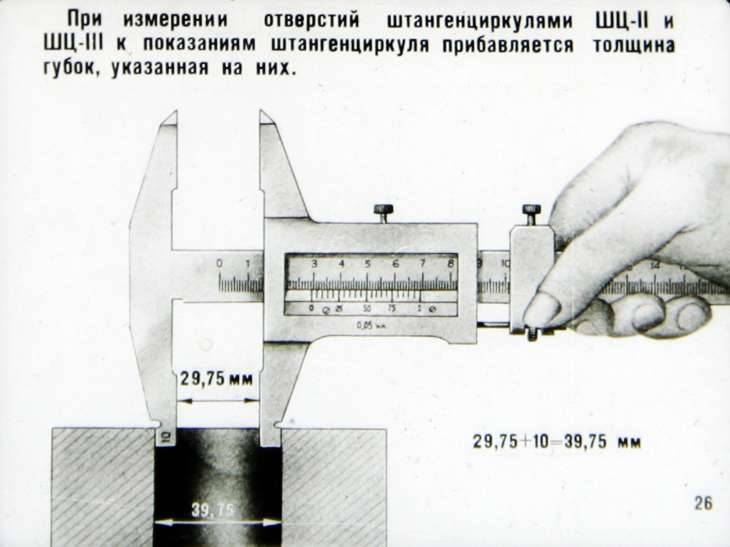
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.





