

Особые способы гибки труб
Кроме профильных стальных труб иногда возникает необходимость использовать иные материалы. Если нужно изготовить дистиллятор, то используют:
- медную трубку. Ее гнуть легко. Пластичный материал легко принимает нужную форму;
- стеклянную трубку. Процесс довольно сложный, необходим нагрев до температуры 1000…1100 ⁰С. Трубку обжимают вокруг оправки, нагретой до температуры 1100…1200 ⁰С (используют специальные стали, в составе которых присутствует титан).
Дуги для небольшого парника можно согнуть из металлопластиковой трубы. Специально оборудование использовать не нужно. Два человека, помогая друг другу, могут придать нужные радиусы и форму подобному материалу.
Видео: как согнуть профильную трубу?
Согнуть алюминиевую трубу можно, предварительно нагрев ее до температуры 560 ⁰С.
- Засыпают внутреннее пространство песком.
- Забивают пробки по торцам.
- Готовят оправку.
- Смазывают мылом.
- Нагревают до потемнения мыла на поверхности. Она соответствует необходимой температуре разогрева.
- Выполняют гиб вокруг оправки.
- После охлаждения трубы выбивают пробки и высыпают песок.
Republished by Blog Post Promoter
Особенности производства, свойства алюминиевых труб
Трубопрокаты из алюминия производят разными способами
К ним относят:
1.прессование из алюминиевых заготовок с помощью круглого сечения.
2.холодное деформирование: прошивка, калибровка, вытяжка.
3.в основе метода принцип проката стальных изделий из листа или штрипса: сварочный метод
Технология производства позволяет изготавливать изделия эконом класса с высоким качеством. Особенностью материала считается малый вес. Плотность алюминия свыше трех раз меньше, нежели стали: 2.7 к 7.85 т / м3.
К недостаткам относят низкий уровень прочности. Зато материал легко деформировать, при этом его основные свойства не изменятся. Высокий показатель пластичности разрешает выполнять идеи из сложных инженерных решений. Трубопрокаты часто изготавливаются из различных сплавов алюминия и магния, алюминия и меди, алюминия и цинка. Данные металлы имеют высокую прочность, но отличаются переносимостью к силовым воздействиям.
Внимание! Трубы легко транспортировать, потому что легкие. Изделия имеют доступную цену, их монтаж отличается легкостью
Где применяют алюминиевые изделия
Алюминиевые изделия не нуждаются в обслуживании. Трубопрокаты имеют много положительных качеств, поэтому их применяют в строительной сфере, промышленности:
1.с помощью изделий производят мебель, оборудование для рекламы, торговли.
2.из изделий изготавливают беседки, перилла, оградки, прочие детали, необходимые для хозяйства в частном доме.
3.изделия применимы для сельского хозяйства. Высокий уровень сопротивляемости образованию коррозии, износостойкости позволяют применять алюминиевые трубы для обустройства дренажа. Сельхоз растения тоже не влияют негативно на алюминий.
4.при строительстве навесных фасадов применяют гнутые трубы.
5.буровые вышки имеют в своем составе алюминиевые детали. Изделия имеют высокую пропускную способность, поэтому в системах не появляются заторы. Алюминиевый материал способен выдерживать агрессивную среду углеводорода.
6.с помощью труб прокладывают канализационные коммуникации. Среда сточных вод не разлагает алюминиевые изделия.
7.изделия устанавливают в системах вентиляции, потому что они легко деформируются, режутся с помощью болгарки.
8.в качестве декораций в виде решеток, каркасов для витрин, обшивки стен.
Внимание! Из-за эстетичного внешнего вида изделия из алюминиевого материала применяют, чтобы создавать предметы для интерьера
Холодный и горячий способ сгибания труб

Сгибание профиля осуществляется как холодным, так и горячим методом в зависимости от его характеристик. Холодный способ применяется тогда, когда сгибаемая труба достаточно прочна и пластична, благодаря чему ей можно придать другую форму без дополнительного воздействия. Иногда такой метод применяют в зимнее время. В трубу заливается вода, после чего один конец надежно заделываются от протечек. После того, как жидкость замерзнет, профиль станет более податливым и с ним будет удобнее работать. Чаще всего холодным способом гнут трубопрокат небольшого сечения. К ним не нужно применять большую силу, так как они хорошо гнутся и в обычном состоянии.









Горячий метод, как очевидно из названия, основывается на нагревании трубы с последующим загибанием. Под воздействие высокой температуры металл становится более мягким, поэтому согнуть его намного проще.
При выборе подходящего метода гнутья, необходимо точно знать, как согнуть трубу так, чтобы не испортить ее. Для этого в первую очередь нужно ориентироваться на высоту квадратного или прямоугольного профиля. Опытные мастера советуют пользоваться холодным методом сгибания, если высота составляет 10 мм и меньше. Если профиль больше 40 мм, то гнуть материал нужно с помощью горячего метода. В промежутке от 10 до 40 мм вам придется решать самостоятельно, какой способ выбрать. Чтобы не испортить профиль, лучше заранее потренироваться и посмотреть, как поведет себя труба. Для этого один ее конец необходимо зажать в тисках, а на второй конец надеть профиль большего размера. Это позволит вам получить увеличенное «плечо», потянув за которое, вы сможете понять, гнется труба или нет. Если все прошло хорошо, то нагревать материал не имеет смысла. Что касается круглых труб, то здесь нагрев обязателен, только если диаметр материала больше 100 мм.
Трубогиб стационарный пошаговая инструкция
Если планируется самостоятельно изготовить теплицу из стальных труб, то понадобится обзавестись не просто обычным трубогибом, а надёжным изделием. Ведь при таком подходе понадобится изогнуть не один десяток профильных труб. Чтобы конструкция теплицы получилась аккуратной и красивой, нужно использовать стационарный трубогиб.
Перед тем, как приступать к изготовлению теплицы, нужно позаботиться о присутствии соответствующего инструмента для гибки профильных изделий. Понадобятся для конструирования стационарного трубогиба элементы:
- прут на 25;
- 6 подшипников;
- швеллер.
Понадобится ещё и сварочный аппарат, при помощи которого будет выполняться соединение всех составных частей. Пошаговая инструкция изготовления стационарного трубогиба выглядит следующим образом:
- К основанию (швеллеру) привариваются подшипники, которые соединяются между собой валом в виде стальной трубы соответствующего диаметра.
- Чтобы вал не был расположен слишком близко возле основания, следует подшипники приваривать на обрезки прямоугольной трубы по 5 см.
- Чтобы заведомо изготовить агрегат, которым мог бы регулироваться радиус изгиба, основание нужно сделать из двух швеллеров, соединённых между собой завесами, как видно на фото выше.
- Два вала с подшипниками располагаются на одинаковой высоте, а третий (центральный) приваривается с помощью прямоугольной трубки выше на 15-20 см.
- К верхнему валу нужно приварить дополнительную трубку, к которой будет закреплена рукоятка. Этот вал будет приводиться в движение при помощи мускульной силы.
- Приваривается ручка к верхнему валу, после чего можно проверять получившееся изделие на функционирование.
Устанавливая профильную трубку любых размеров, следует отрегулировать радиус конечного изгиба. Делать это можно при помощи домкрата, расположенного под основанием, на котором закреплён один из валов. Отрегулировав требующийся радиус изгиба, вращается рукоятка. В итоге получаются качественные изогнутые трубки. Преимуществом трубогиба называется возможность гнуть материалы любого размера и диаметра.
Из недостатков можно отметить только возможность эксплуатации на одном месте
При этом важно понимать, что применять такое устройство можно для любых нужд. Для изготовления такого устройства понадобятся капиталовложения не более 500 рублей. Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера
Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.

Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
|
Уголки из жести используются для закрытия углов, как внутри дома, так и снаружи,
в хозяйстве, для укрепления полок, углов ящиков и так далее.
Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
- имеется труба размером 30·50 мм;
- необходим разворот под углом 180 ⁰;
- радиус полного разворота R = 100 мм;
- движение производится по стенке b = 30 мм.
Нужно определить наружную длину образующей половины окружности.
Lнар = π (R + b)/2
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Lвн = π R/2
Разница между значениями определяет общую ширину пропилов.
С = Lнар – L вн
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
n = C/h
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.









N = 2n
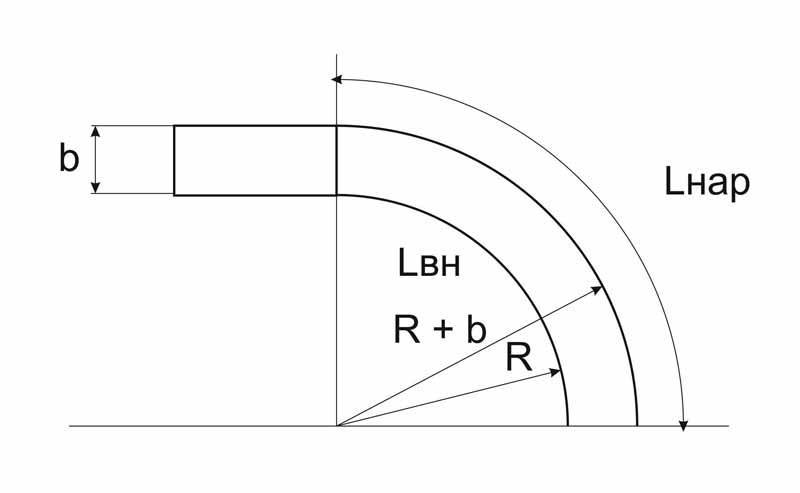
Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
| Ширина трубы b, мм | 30 |
| Радиус внутреннего слоя R, мм | 100 |
| Наружный радиус R нар, мм | 130 |
| Длина половины окружности по наружному слою Lнар, мм | 408,2 |
| Длина половины окружности по внутреннему слою Lвн, мм | 314 |
| Разница между длиной наружного и внутреннего слоя С, мм | 94,2 |
| Ширина пропила h, мм | 2 |
| Количество пропилов n | 47 |
| Полное количество пропилов N | 94 |
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.
Таблица 2. Расчет для профильных труб теплицы
| № | Ширина трубы b, мм | Радиус внутреннего слоя R, мм | Наружный радиус R нар, мм | Длина половины окружности по наружному слою Lнар, мм | Длина половины окружности по внутреннему слою Lвн, мм | Разница между длиной наружного и внутреннего слоя С, мм | Ширина пропила h, мм | Количество пропилов n | Полное количество пропилов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
| Количество пропилов | Длительность одного пропила, мин | Общая длительность пропиливания трубы, мин | Расход отрезных дисков диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Длительность сгибания по пазам, мин | Длительность заварки шва по пропилу, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| – | – | – | – | – | – | – |
| Количество пропилов | Общая длительность заварки пазов, мин | Расход электрода 3 мм на один паз с трех сторон | Всего требуется электродов, шт. | Общая длительность процесса, мин | Общая длительность процесса, час | Приведенные затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |

Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.
При пропиливании пазов необходимо контролировать глубину пропила со всех трех сторон. Потребуется специальное приспособление, которое сможет ограничить вхождение инструмента по мере стачивания диска.
Вариант последний – а зачем вообще придумывать какие-то технологии гибки
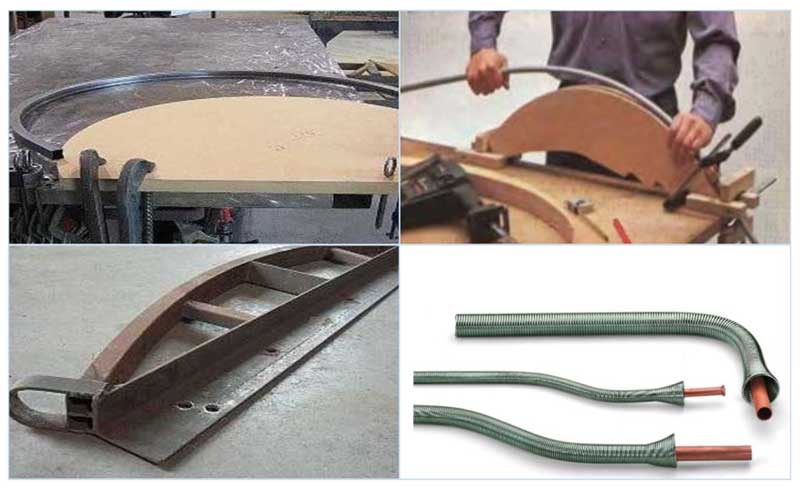
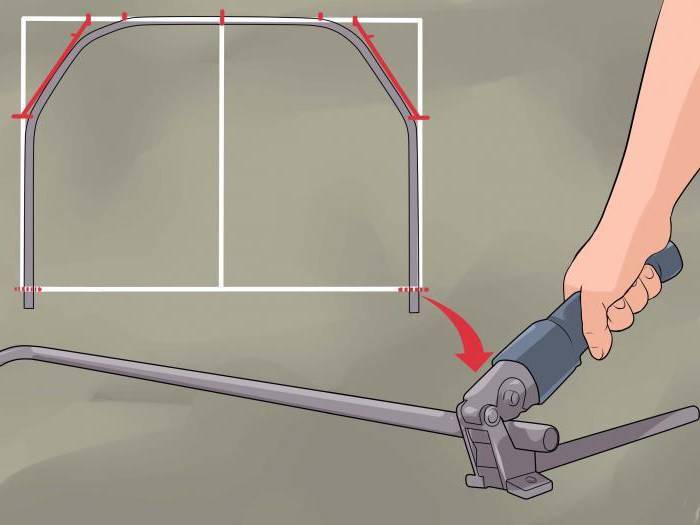
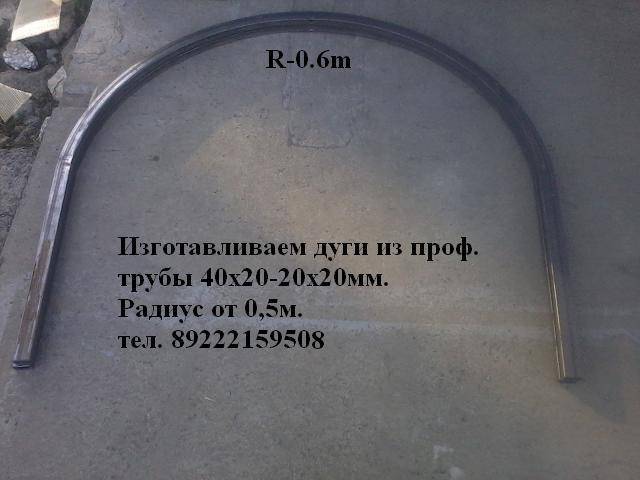
В некоторых случаях – например, когда соотношение r/s намного больше минимально рекомендованного значения – удачная гибка трубы в холодном состоянии своими руками возможна при условии всего лишь прочного закрепления одного из торцов с последующей гибкой по предварительно подготовленному шаблону.
Шаблон изготавливается из многослойной фанеры, можно даже использовать подходящую по диаметру внешнюю поверхность любого прочного предмета – бочки с водой, либо деревянного вазона. Один из торцов закрепляют в струбцине/тисках, а противоположный изгибают по требуемому радиусу (см. рис. 10). Таким способом вполне можно получить, например, заготовки для стального каркаса парника или оранжереи. После деформирования сразу освобождать деталь из зажимов не стоит, поскольку любой металл обладает инерционными свойствами.
Во всех случаях гибки без трубогиба следует приготовиться:
- Запастись рычагами (момент гибки, в зависимости от требуемых параметров и материала трубы может оказаться достаточно большим).
- Подготовить шаблон, который должен быть точно рассчитан под характеристики зоны гиба.
- Тщательно очищать внутреннюю поверхность изогнутой трубы (в частности, если изделие будет использоваться для прокачки жидких сред).
Перед началом работ стоит вспомнить и о простых правилах техники безопасности. Перед гибкой вручную заготовку целесообразно обернуть грубой кожей, мешковиной или иной плотной тканью – это защитит руки и создаст дополнительное трение, которое исключит проскальзывание во время гибки.

Гибка стальной трубы по большому радиусу
Гибка полипропиленовых труб в домашних условиях
Полипропилен (армированный и нет) соединяется при помощи специального паяльника, а для всевозможных поворотов и конструктивных элементов применяются фитинги. Их выпускают самых разных форм и направлений, даже когда нужно плавно обойти какой-то объект, существуют специальные «обводки», поэтому чаще всего при монтаже ПП водопровода можно обойтись без сгибания.

Если же на свой страх и риск решите гнуть ПП:
- Место сгиба зафиксируйте, и очень медленно надавливайте на концы. Радиус «холодного» изгиба не должен превышать восьми Ø самой трубы.
- Когда нужен больший угол, внутрь помещают специальную пружину, затем отрезок нужно прогреть строительным феном до 150°C и после этого плавно сгибать. Когда труба остынет нужно тщательно проверить деформированный участок – здесь не должно быть трещин и вмятин.
Когда полипропилен нагрет – он становится очень податливым и эластичным. Согнуть его – полдела, нужно ещё и зафиксировать отрезок в этом положении до полного остывания. После того, как материал вновь станет твёрдым, из него извлекается пружина.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
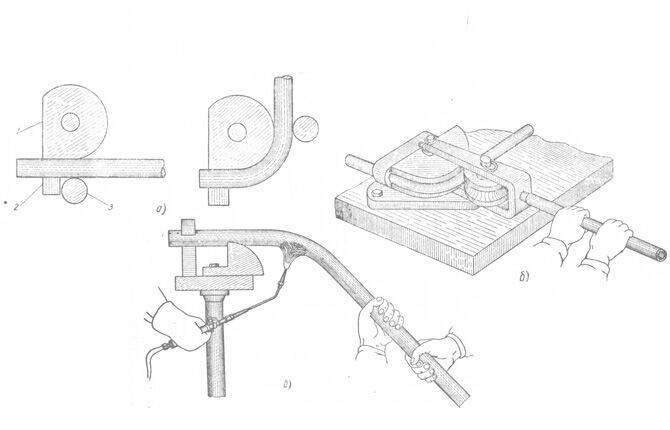
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
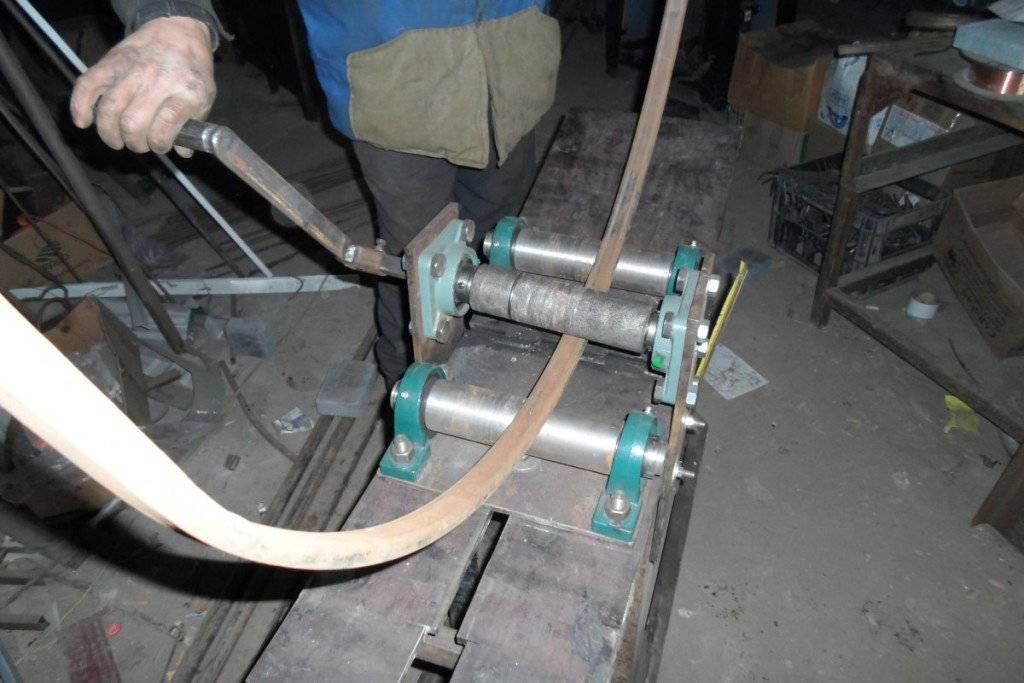
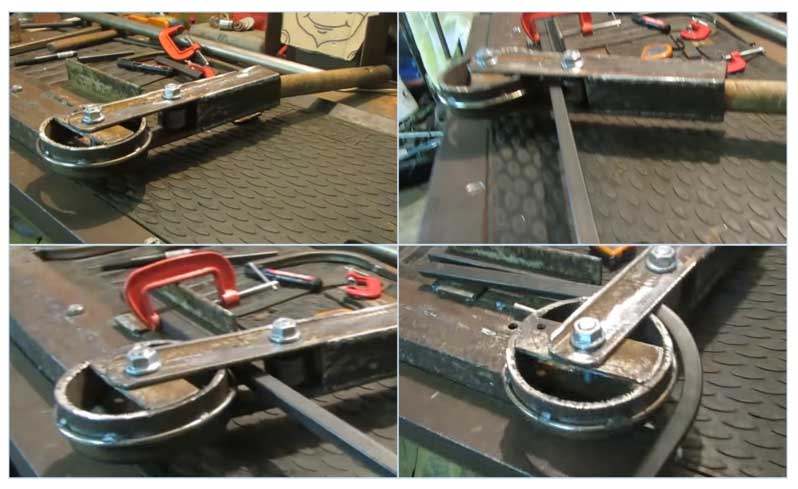
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
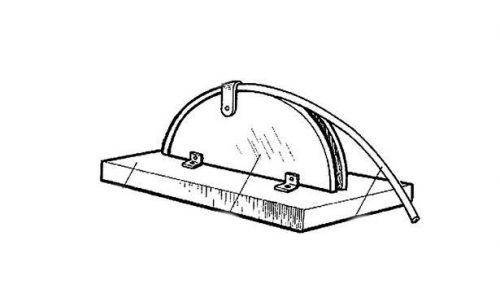
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
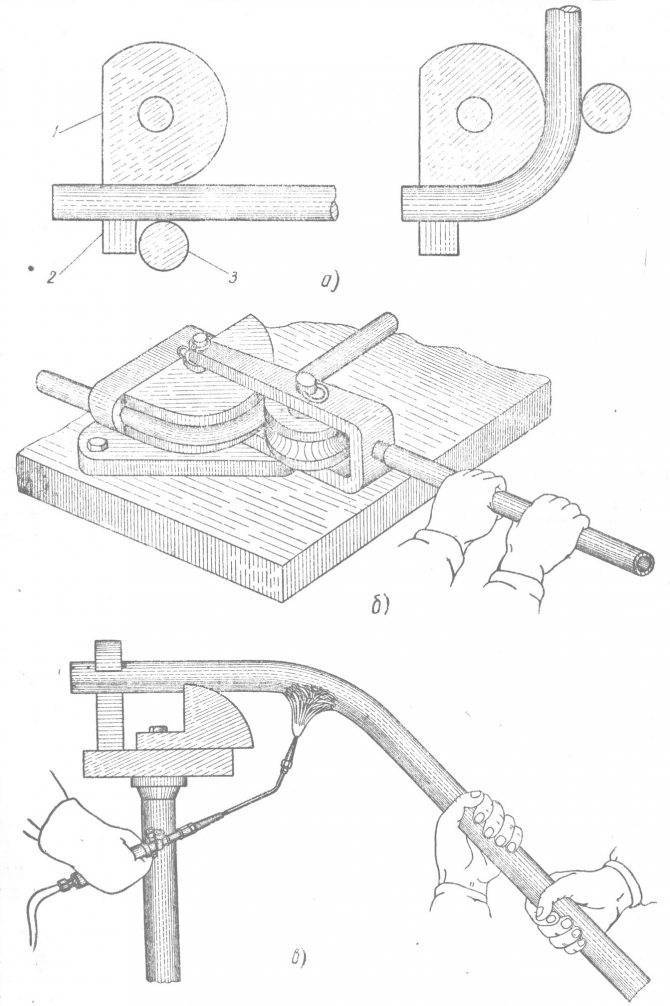
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.










Сгибание профильной трубы при помощи оправки
Применение профилегиба
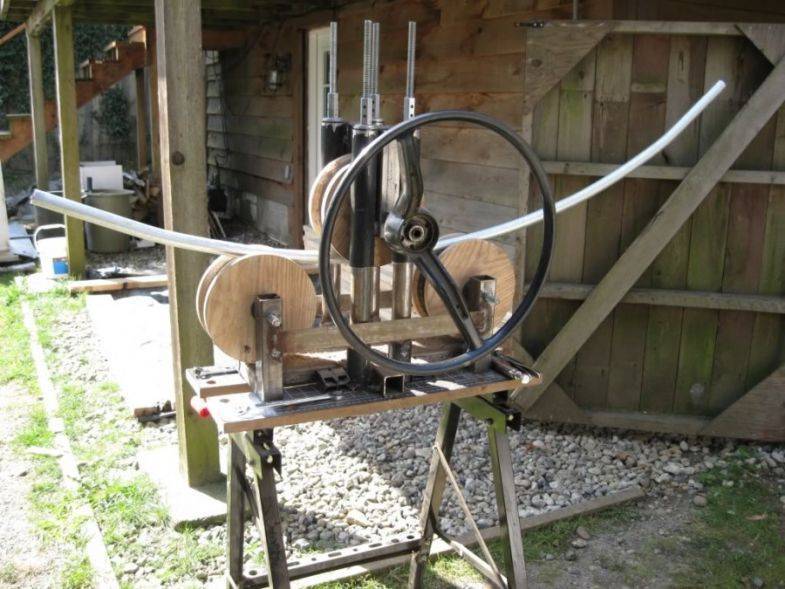
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
В чем заключается сложность гибки профильного проката
Суть гибки металлического проката вне зависимости от формы его профиля состоит в том, что профильным трубам придается частичный или полный изгиб. Выполняют такую технологическую операцию двумя способами: воздействуя на изгибаемую трубу только давлением или дополнительно нагревая участок трубы, в области которого выполняется изгиб. В ходе выполнения изгиба на металлическую трубу одновременно действуют две силы:
- сила сжатия (с внутренней части изгиба);
- сила растяжения (с внешней части изгибаемого участка).
Именно воздействие таких разнонаправленных сил вызывает сложности, характерные для процесса гибки любых профильных труб.
- Сегменты материала трубы, которая в процессе гибки изменяет свою форму, могут утратить соосность своего расположения, что приводит к тому, что отдельные участки трубы будут располагаться в разных плоскостях;
- Стенка профтрубы, расположенная с внешней стороны изгиба и подвергаемая растяжению, может не выдержать нагрузки и лопнуть.
- Внутренняя стенка трубы, подвергаемая сжатию, может покрыться складками, которые напоминают гофру.
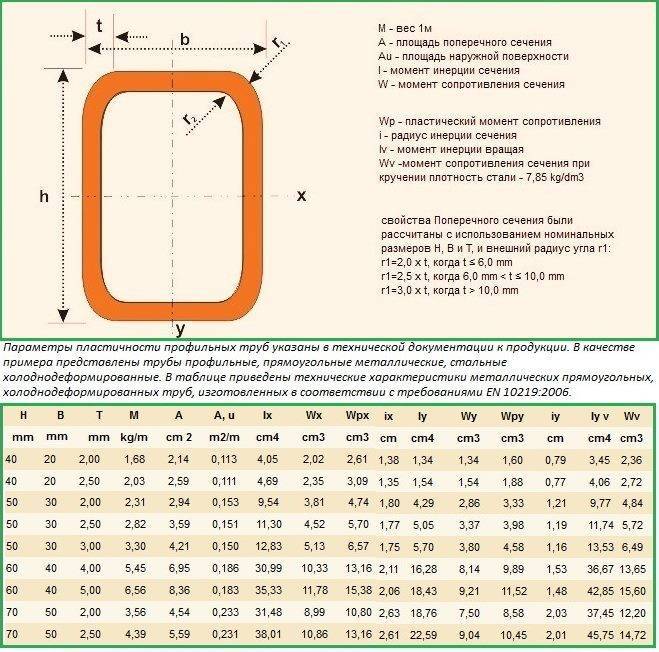
Технические характеристики профильных трукб
Чтобы такого не произошло, необходимо учитывать не только характеристики материала трубы, но и ее геометрические параметры – размеры сечения, толщину стенок, радиус, на который необходимо выполнить изгиб. Знание перечисленного позволит выбрать подходящую технологию и согнуть профтрубу правильно, не смяв ее и не получив гофрированную поверхность.
Зачем необходимо знать характеристики профиля?

Прежде чем начать гнуть профиль, нужно выяснить его характеристики. От этого будет зависеть допустимый радиус закругления изделия. Профильный трубопрокат может иметь разную форму сечения: прямоугольную, овальную, квадратную и плоскоовальную. Чаще всего для строительства теплиц используется профиль с прямоугольным сечением, так как к нему проще крепить покрытие. Сегодня производители выпускают профили разного размера для любых хозяйственных и производственных нужд. Все они отличаются по площади сечения и толщине стенок. От этих параметров, в свою очередь, зависит пластичность продукции. Если вы хотите узнать, как согнуть профильную трубу без повреждений, необходимо учитывать в расчетах высоту профиля (h).
Если высота составляет меньше 20 мм, то гибку нужно осуществлять на участке с длиной не менее 2,5 x h. В противном случае вы рискуете сломать трубу. При высоте профиля более 20 мм гнуть его рекомендуется на участке не меньше 3,5 x h. Эти формулы необходимы тем, кто решил сделать стеллаж или полку. Кроме высоты, необходимо также учитывать толщину стенок трубы. Профессионалы не рекомендуют гнуть широкие профили со стенками до 2 мм. Вместо этого лучше воспользоваться сваркой.
Поскольку трубы стальные, они могут немного «пружинить» после того, как вы их согнули. Это особенность металла, о которой нельзя забывать, иначе со временем профиль вернется в прежнее состояние. Чтобы этого не произошло, нужно снова повторить всю работу и подогнать готовые арки.
Как согнуть в домашних условиях
Как сделать это собственными силами? Первоначально необходимо учитывать:
- величину сечения,
- толщину стенки,
- материал изготовления,
- радиус изгиба.
Потом стоит учесть производственные условия, предполагаемый сгиб и качество изделия, которое вы получите в результате манипуляций.
Изгиб профильной трубы проводится в границе технического допуска толщины стенок и величины сечения. Необходимо избегать нежелательных последствий, таких как излом на внутренней стороне и сплющивание поперек сечения.
ВАЖНО
Если вы хотите согнуть квадратную трубу по незначительному радиусу, стоит обратить внимание, что манипуляции лучше проводить ближе к концу, ведь сделать сгиб по центру будет труднее
Варианты гибки трубы по шаблону
Последовательность работ такова. Изготавливается сравнительно несложное приспособление, схема которого приведена здесь:
Шаблон включает в себя следующие детали:
- Прочное и массивное основание (подойдет любая стальная пластина толщиной от 32 мм и размерами, достаточными для удобного деформирования). Можно использовать списанную плиту от стола фрезерного станка, плиту УСП и подобные им конструкции;
- Две контурные пластины, конфигурация которых соответствует нужному радиусу гиба. Их желательно изготовить из материала, прочность которого выше материала заготовки не менее, чем втрое. Особенно тщательно следует изготовить сам контур: малейшие заусенцы или подрезы приведут к зажимам деформируемого материала, вплоть до трещинообразования;
- Четыре угловых скобы, которыми контурные пластины будут прикреплены к основанию. Зазор между ними должен быть равен внутреннему диаметру трубы.
- Струбцину с одного из торцов основания, при помощи которой заготовка будет зафиксирована относительно плоско-параллельных пластин;
- Крепежного хомута, который устанавливается в верхней точке пластин и прижимает пока еще ровную трубу к профилю.
Шаблоны для того, чтобы гнуть профильную трубу своими руками, могут не иметь постоянного контакта с поверхностью конечной детали, достаточно расположить их на расстоянии, при котором прогиб части длины трубы будет отсутствовать. Такие шаблоны чаще всего являются частью будущей металлоконструкции с участием гнутой трубы. Они опирают изделие своими торцевыми частями, причем их высота должна быть точно выверена с будущим профилем конструкции. Метод позволяет согнуть (правда, по большому радиусу) весьма длинные трубчатые заготовки практически не прилагая значительных усилий и даже специальных устройств. Способ, как согнуть металлическую трубу (квадратную или круглую), наглядно иллюстрируется на этом видео:






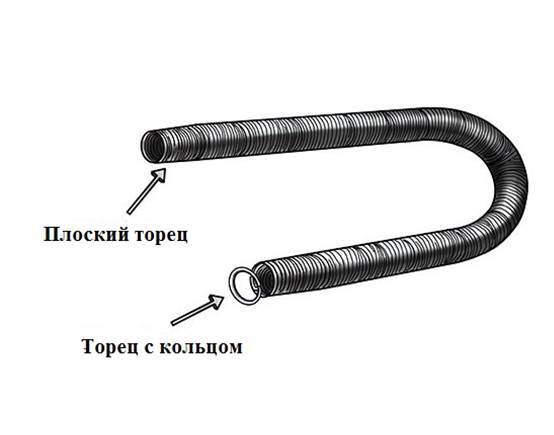
Вариант третий – применение пружин растяжения
Для реализации способа необходима специальная пружина, наружный диаметр которой должен быть максимально близким к внутреннему диаметру заготовки. Номенклатура пружин растяжения приведена в ГОСТ 18794-80; их характерной особенностью является наличие кольцеобразного захвата на одном из торцов. Этот захват может быть замкнутым, как показано на рис. 8, либо в виде фигурного крючка. Последнее считается предпочтительным, поскольку обеспечивает более удобное извлечение пружины из заготовки после окончания процесса гибки.

Установка заглушки в один из торцов трубы

Утрамбовка засыпанного материала

Труба, заполненная наполнителем
Внешний вид пружины растяжения
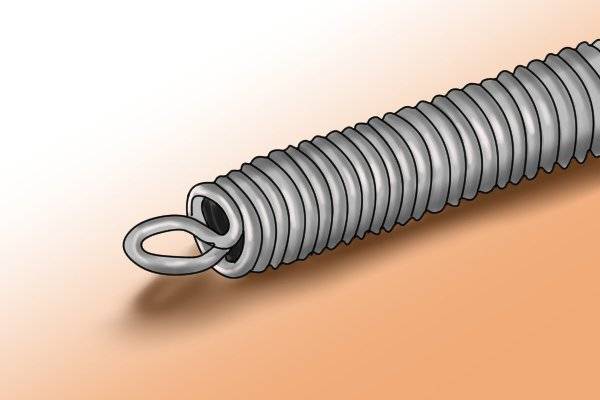
Вариант исполнения пружины растяжения с фигурным захватом
Подобранная пружина вводится внутрь и надёжно закрепляется у противоположного торца трубы. Поскольку внешняя поверхность пружины плотно прилегает к стенке, она обеспечивает такое же противодавление, что и промежуточная среда в предыдущем варианте. Достоинство способа в том, что подобные гибочные пружины можно использовать многократно.
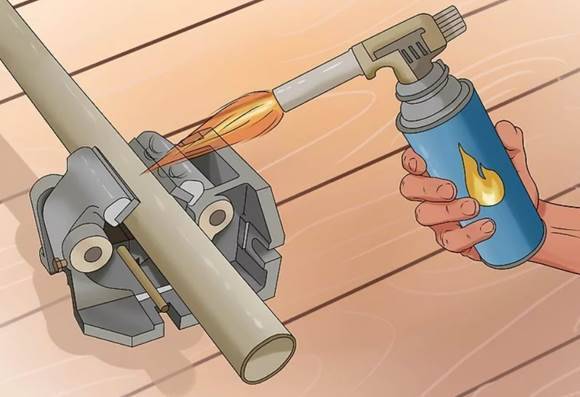
Вариант первый – гнём трубу с нагревом
В данном случае вообще никаких специальных приспособлений не потребуется, достаточно наличие у мастера кислородно-ацетиленовой горелки или обычной паяльной лампы. В первом случае мундштук следует расположить на некотором расстоянии от места предполагаемого гиба Факел не стоит делать концентрированным, поскольку в этом случае температурный перепад между зонами окажется слишком большим, а пластические характеристики материала – неравномерными (особенно это касается углеродистых сталей, содержащих повышенный процент марганца и кремния).

Сгибание трубы нагревом
После нагрева до требуемой температуры (она легко вычисляется по цветам побежалости) изгибаемую часть необходимо зажать в слесарных тисках, и выполнить свободную гибку нужного участка.
Нагрев с помощью горелки – более равномерный, зато сопряжён с риском снижения прочности материала заготовки, особенно, если она предназначена для использования в напорных трубопроводах. Паяльной лампой лучше воспользоваться и для того, чтобы не произошло ненужного отпуска. При этом рекомендуется такая последовательность операций:
- Подлежащий деформированию участок зажимают в слесарных тисках, для чего пользуются специальными резиновыми подкладками, не повреждающими металл.
Зажим в тисках изгибаемой части трубчатой заготовки
- Зажечь паяльную лампу, поднести её к необходимому участку, и, равномерно поворачивая источник пламени вокруг внешнего диаметра профиля, прогреть его. Отметим, что перегреть трубу теплом, исходящим от факела паяльной лампы, невозможно, но зато можно закоптить её.
- Выключить паяльную лампу, передвинуть прогретый участок на расстояние, равное допустимому плечу гибки. Далее, при помощи трубчатого ключа (иногда – даже вручную), изогнуть изделие, иногда используя шаблон.
Прогревание трубчатой заготовки при помощи паяльной лампы Гибка с нагревом, при всей своей простоте, характеризуется следующими ограничениями:
- Ухудшает внешний вид материала.
- При недостаточной температуре нагрева вероятно образование складок по внутреннему радиусу гиба (исправить такой недостаток невозможно).
- Процесс требует как можно более оперативной гибки, т.к. тонкостенные трубы быстро остывают.
- Технология не рекомендуется для малых радиусов гибки.
- Необходимо выполнение повышенных требований к технике безопасности, поскольку задействуется открытое пламя.
Чаще всего подобным образом гнётся труба из нержавеющей стали или цветных металлов, которые при нагреве не склонны к окислению.
Вариант последний – а зачем вообще придумывать какие-то технологии гибки
В некоторых случаях – например, когда соотношение r/s намного больше минимально рекомендованного значения – удачная гибка трубы в холодном состоянии своими руками возможна при условии всего лишь прочного закрепления одного из торцов с последующей гибкой по предварительно подготовленному шаблону.
Шаблон изготавливается из многослойной фанеры, можно даже использовать подходящую по диаметру внешнюю поверхность любого прочного предмета – бочки с водой, либо деревянного вазона. Один из торцов закрепляют в струбцине/тисках, а противоположный изгибают по требуемому радиусу (см. рис. 10). Таким способом вполне можно получить, например, заготовки для стального каркаса парника или оранжереи. После деформирования сразу освобождать деталь из зажимов не стоит, поскольку любой металл обладает инерционными свойствами.
Во всех случаях гибки без трубогиба следует приготовиться:
- Запастись рычагами (момент гибки, в зависимости от требуемых параметров и материала трубы может оказаться достаточно большим).
- Подготовить шаблон, который должен быть точно рассчитан под характеристики зоны гиба.
- Тщательно очищать внутреннюю поверхность изогнутой трубы (в частности, если изделие будет использоваться для прокачки жидких сред).
Перед началом работ стоит вспомнить и о простых правилах техники безопасности. Перед гибкой вручную заготовку целесообразно обернуть грубой кожей, мешковиной или иной плотной тканью – это защитит руки и создаст дополнительное трение, которое исключит проскальзывание во время гибки.
 Гибка стальной трубы по большому радиусу
Гибка стальной трубы по большому радиусу
Необходимые приспособления
Чтобы согнуть профильную трубу своими руками, необходимо иметь такие приспособления и оборудование:
- рулетка;
- уровень;
- болгарка;
- сварочный аппарат;
- транспортир;
- кувалда;
- тяжелый молот;
- паяльная лампа;
- керн;
- маркер или мел.
Для достижения точного результата рекомендуется воспользоваться специальным инструментом. Кондуктор представляет собой приспособление для точного расчета и резки стыкуемых деталей. Механизм используется для проведения разметки на концах арок, упоров, укосин и поперечин. Благодаря применению кондуктора сварочный шов получается ровным и аккуратным.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего. Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно. Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности. Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления. Заготовка при этом может разогреваться или оставаться холодной. Обычно на этот фактор влияет размер, вид и структура сгибаемой трубы, толщина ее стенок и сложность выбранной конфигурации.
Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
- При наличии у алюминиевой трубы сварного шва во время сгибания он не должен попасть ни на вогнутую, ни на выпуклую линию изгиба, перпендикулярно деформируемой поверхности.
- На изделиях диаметром 15-20 мм при выборе величины радиуса сгиба за ориентир берется показатель наружного диаметра, который удваивают.
- Заготовки, обладающие диаметром более 25 мм, оснащаются радиусом сгиба, равной величине наружного диаметра, умноженного на 3.
Вне зависимости от выбранного варианта гибки, главная задача — не допустить, чтобы в процессе гибки появились какие-то дефекты
Решая задачу, как согнуть алюминиевую трубу в домашних условиях, важно понимать, что в этом случае все зависит от правильности выбора способа и инструмента, а также соблюдении правил безопасности
Выводы и полезное видео по теме
Сгибаем трубу с помощью оправки из стальных уголков:








Как сделать легко и быстро сделать самодельный трубогиб:
Простейший способ изгибания профильной трубы:
https://youtube.com/watch?v=AFHCwZTBe8I
Способов ручного изгибания профилированных труб довольно много. И все они имеют общий недостаток: требуется очень большое усилие для их сгибания. Физически неподготовленный мастер может и не справиться с такой работой. Изгибание деталей с помощью специализированных устройств намного проще, точнее и не требует особых физических усилий.
Проблема в том, что стоимость такого оборудования достаточно велика. Поэтому покупать прибор только для того, чтобы выполнить разовую работу, безусловно, нерентабельно. Лучший вариант – аренда специализированного оборудования, что позволит за небольшую плату получить профильные изделия, согнутые точно по шаблону.
Если у вас есть необходимые навыки, поделитесь, пожалуйста, опытом с нашими читателями. Форма для отзывов расположена под статьей. Там же можно задать вопрос по теме статьи, а мы постараемся оперативно на него ответить.





