Подготовка к работе
Прежде чем начинать работу ножовкой (ножовочным станком), необходимо прочно закрепить обрабатываемый материал в тисках. Степень крепления материала в них должна соответствовать росту работника. После этого выбирается ножовочное полотно в соответствии с размерами, формой и твердостью разрезаемого металла.
Если стропила длинные, то берут ножовочные полотна, имеющие крупный шаг зубьев, в случае с короткими следует воспользоваться мелким шагом зубьев.
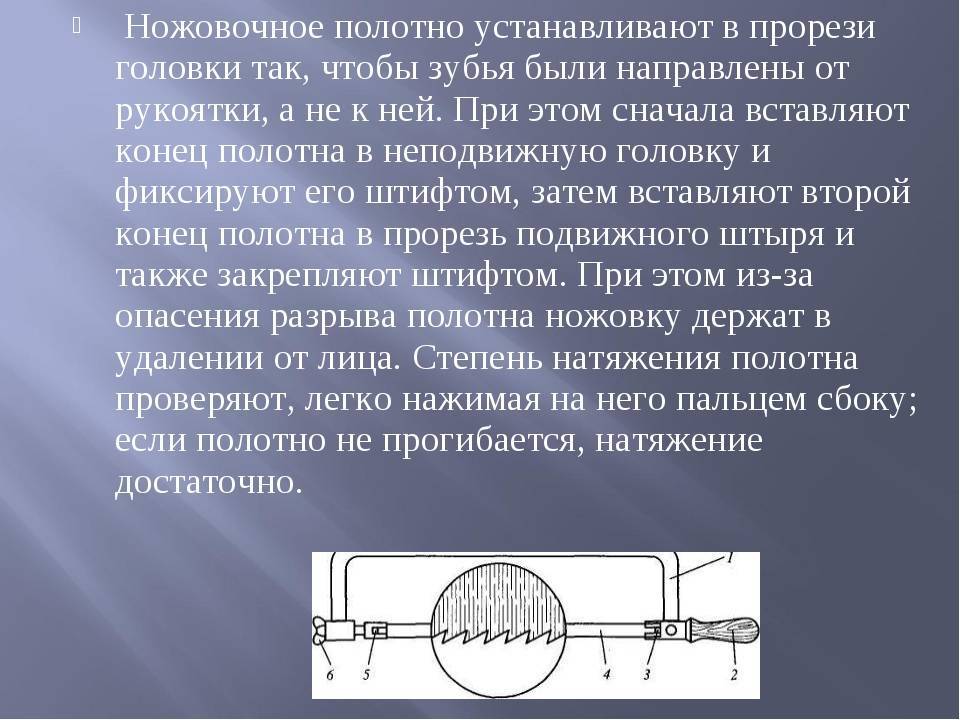
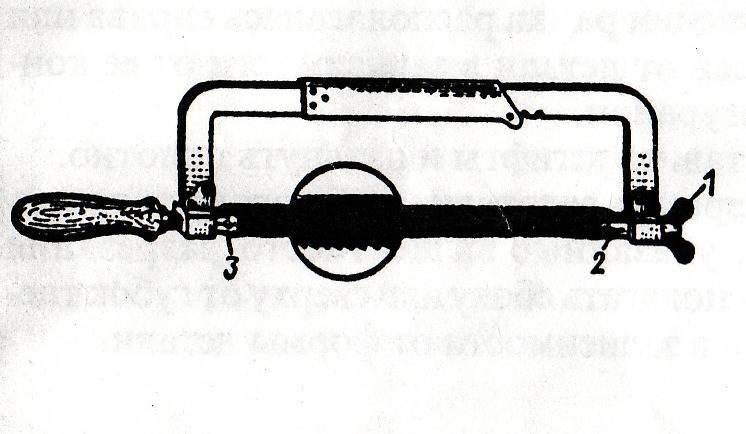
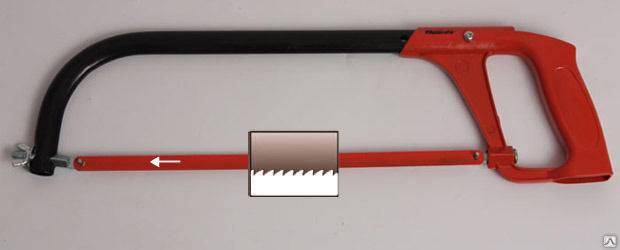
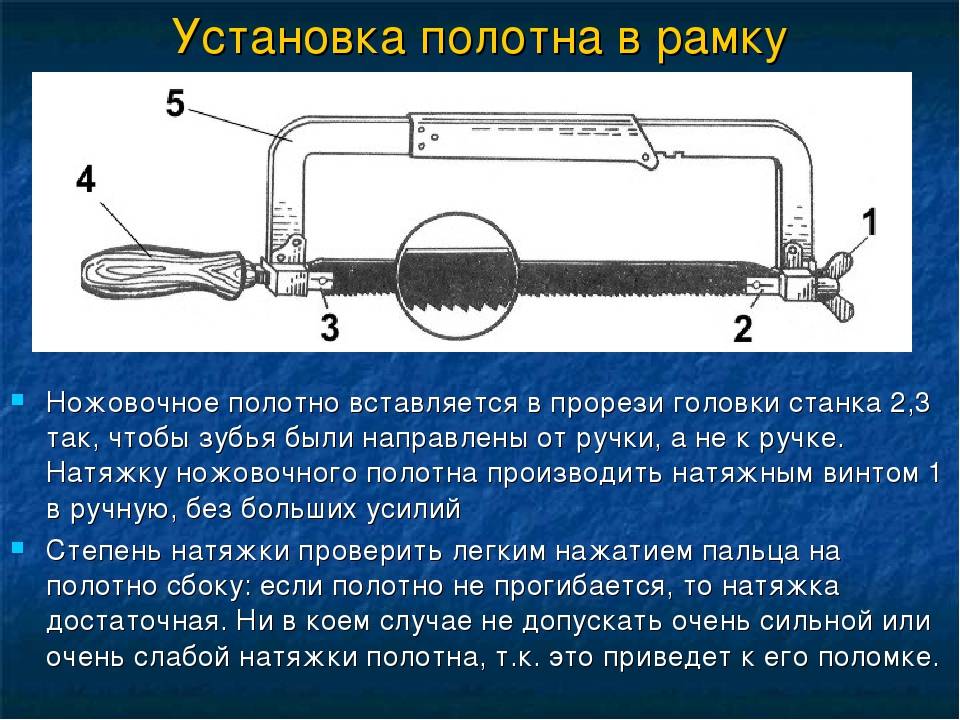
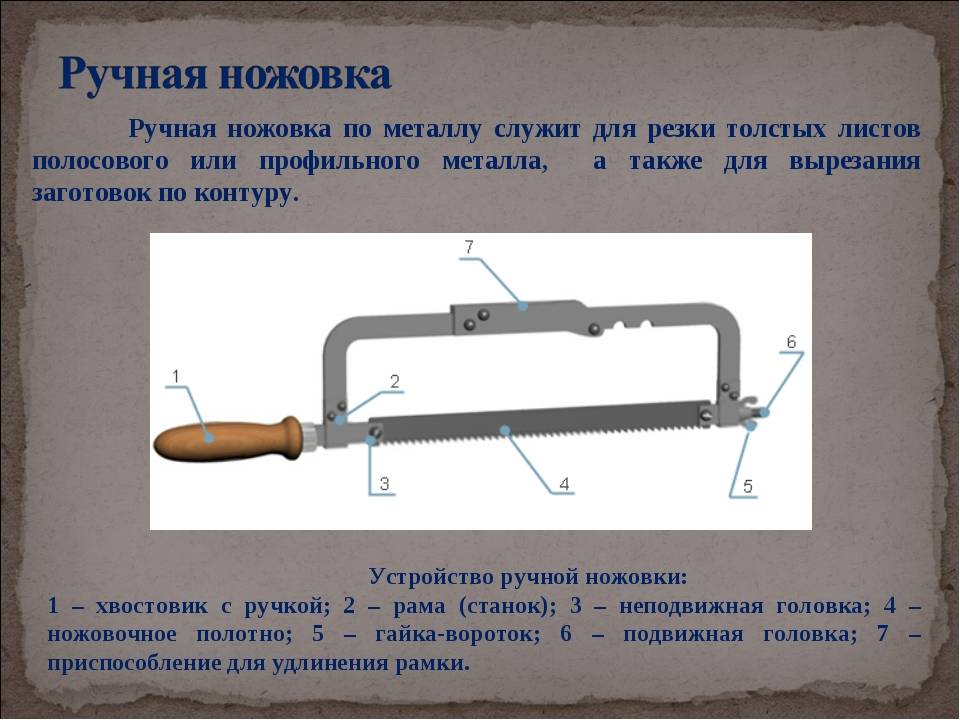
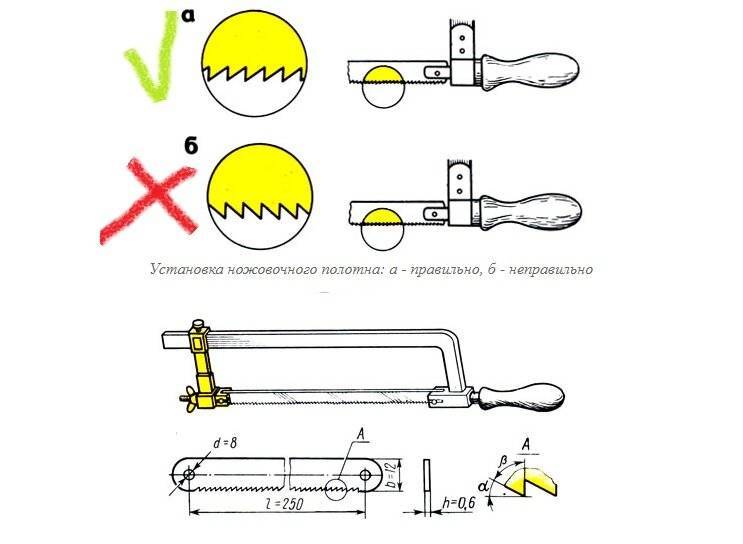
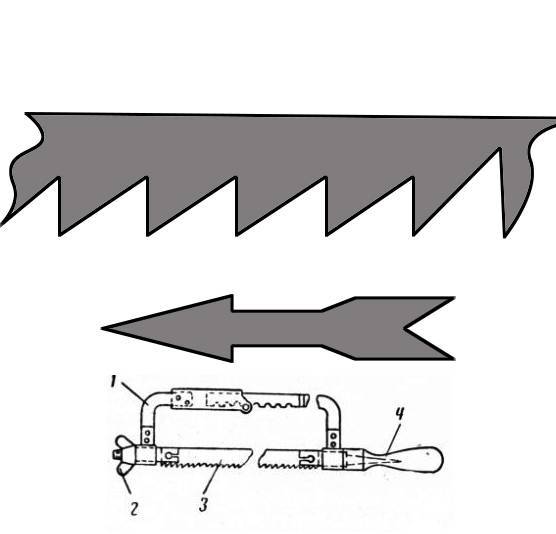
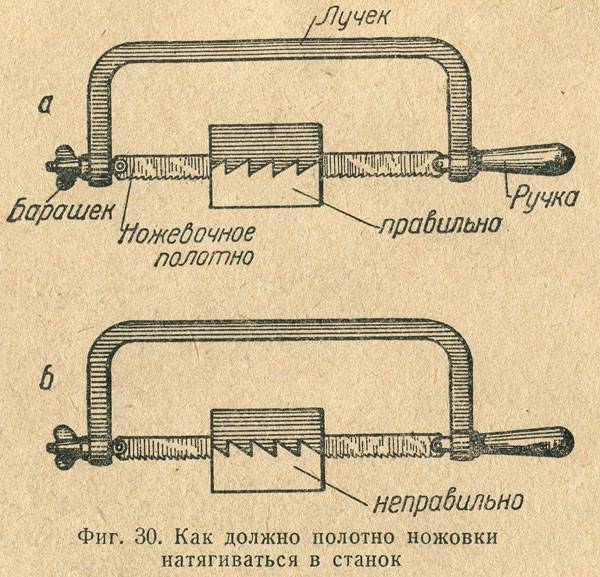
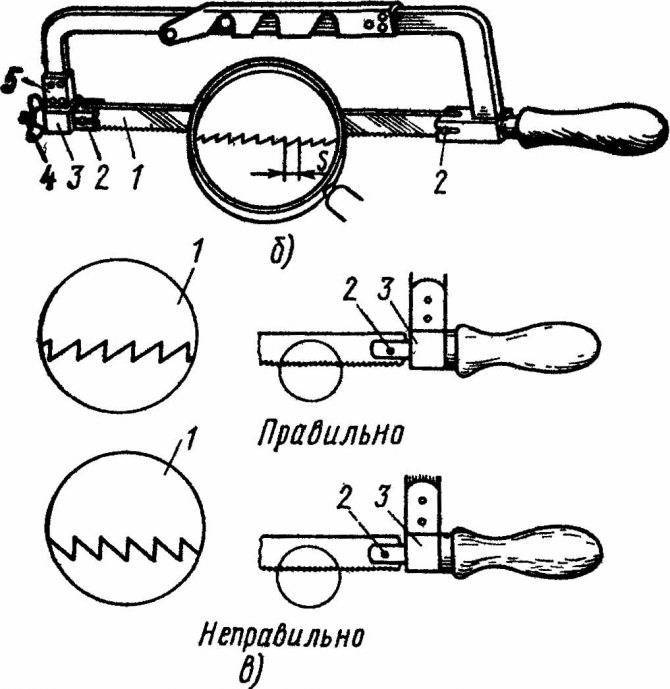
Ножовка по металлу (фото представлено выше) устанавливается в прорези головки таким образом, чтобы зубья были направлены не к ручке. Вместе с тем изначально конец полотна вставляют в неподвижную головку, после чего закрепляют положение с помощью закладки штифта, а дальше помещают в прорезь штыря второй конец полотна, закрепляя штифтом. Полотно натягивают вручную без особых усилий (использование тисков, плоскогубцев недопустимо) вращением барашковой гайки. Ножовка по металлу 300 мм при этом держится подальше от лица.
При незначительном перекосе туго натянутое полотно и при усиленном нажиме слабо натянутое обуславливают перегиб, и может случиться излом. Степень натяжения полотна должна быть проверена легким нажимом пальца сбоку на полотно: натяжение достаточно, если полотно нисколько не прогибается.
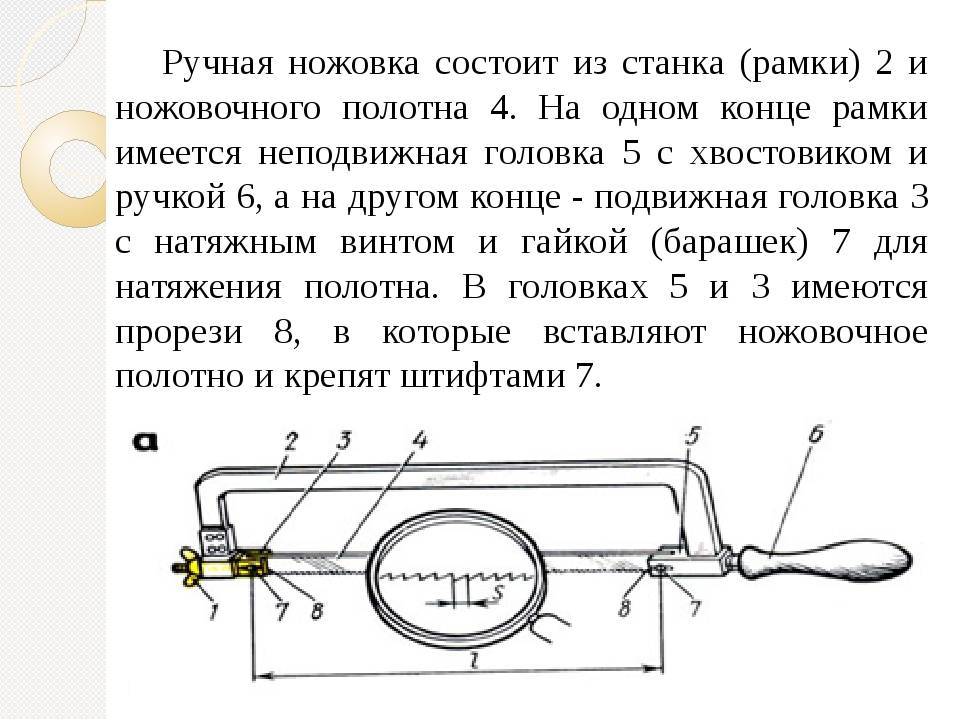
Конструкция ножовки по металлу
Самым всераспространенным и всераспространенным приспособлением для выполнения работ по металлу является особая ножовка по металлу, которая снаружи отличается от ножовки по дереву. Ножовка по металлу нередко применяется в строй и ремонтных работах, когда нужно аккуратненько и аккуратненько распилить не очень огромные заготовки из дерева и железа.
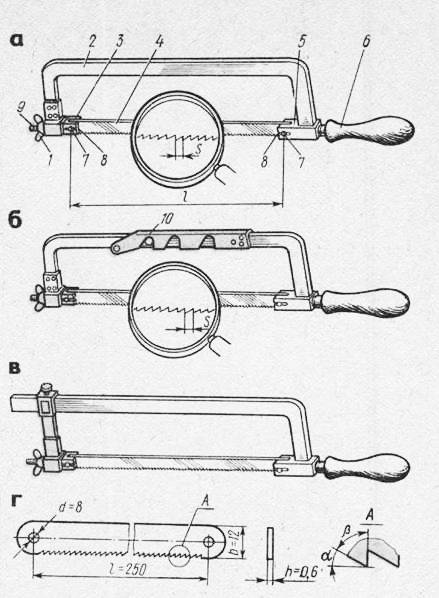
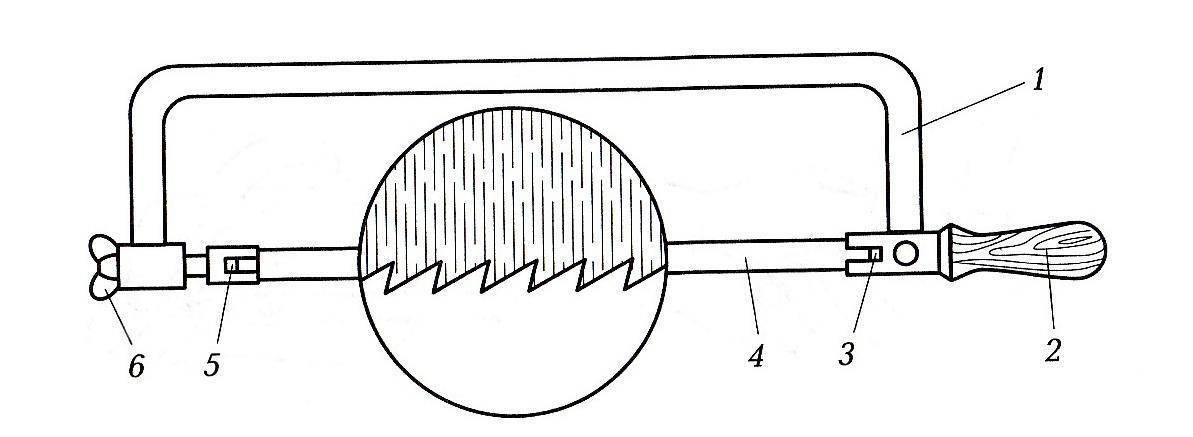
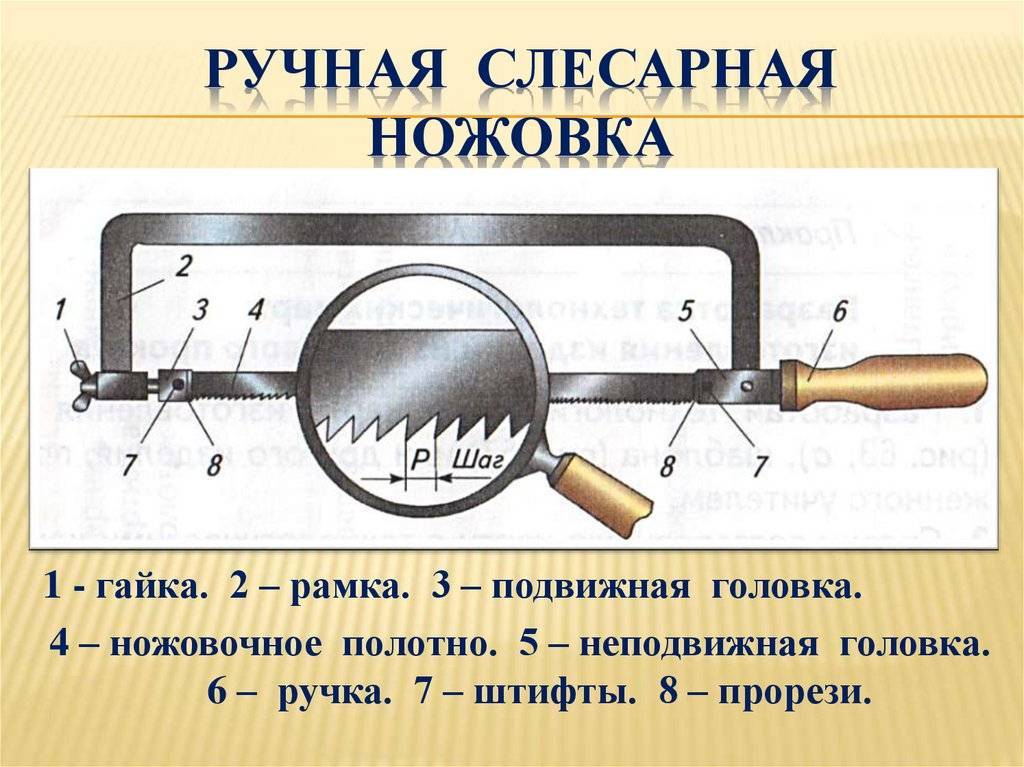
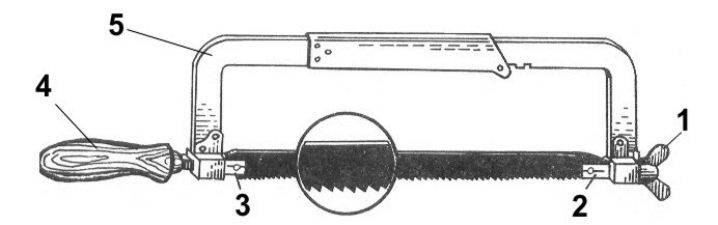
Конструкция ножовок по металлу достаточно всераспространена: меж 2-мя концами стальной П-образной скобы протягивается узенькое полотно ножовки. Рабочая часть схожей пилы. тончайшее полотно с зубьями, и работать с таким оборудованием необходимо всего 2-мя руками. Система крепления клинка бывает 2-х видов: резьбовой зажим. В таких критериях полотно растягивается, а потом фиксируется барашковой гайкой, рычажным механизмом. Когда лезвие устанавливается и снимается при помощи специального рычага.
Ножовки, в каких употребляется 2-й метод установки и растяжения полотна, дороже первого варианта за счет своей универсальности, кроме скорости установки и снятия полотна. Главным преимуществом ножовки по металлу будет то, что, в отличие от электроинструмента, при помощи ножовки по металлу конечно работать на месте поломки, по той причине, что электронная сеть не нужна. Посреди иных плюсов ножовки по металлу. Простота в боте, сервис и маленькой вес.
В продаже много полотна для ножовки. И, при всем этом, стоимость на картины тоже различная. Цена ножовки по металлу находится в зависимости от типа полотна и количества зубьев на дюйм (биметаллический, как его еще именуют, с закаленными зубьями). Биметаллические лезвия время от времени ломаются, закаленные лезвия более гибкие и стоят дороже.
Среда применения
Пильные полотна употребляются для резки мягеньких металлов (бронза, медь, алюминий) и полимерных изделий. Толщина полотна ножовки подбирается исходя из типа обрабатываемого материала.
Принципы выбора полотна
Аспектами выбора служат:
- Тип ручной ножовки по металлу, поточнее – расстояние меж крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно хоть какого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент подразумевается использовать для разделения мягеньких, пластичных металлов – меди, алюминия и пр., то целенаправлено иметь ножовочное полотно с меньшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен ввезенного производства на боковой плоскости имеется обозначение HCS. Для разрезания более крепких металлов подходят полотна из быстрорежущих сталей (соответственная ввезенная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Забугорная практика советует использовать в качестве аспекта выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить очень гладкую поверхность среза, правильным считается значение PPI24. Если для юзера главное фактор производительности, чем качество, то должно быть PPI
Полотно для ножовки по металлу: что это?
Ножовочное полотно – узкая и тонкая стальная пластина с 2 отверстия и с зубьями на одном ребре. Полотна могут быть изготовлены из стали таких марок: Х6ВФ, Р9, У10А, твердость которых составляет HRC 61-64. В зависимости от своего назначения полотна могут быть машинными и ручными. Вставляются они в рамку зубьями вперед.
Длина (размер) ручного ножовочного полотна может быть определена по расстоянию, имеющемуся между центрами отверстий, отведенных под штифты. Практически всегда используют ножовочные полотна, предназначенные для ручных ножовок толщиной h – 0,8 и 0,65 мм, высотой Ь – 16 и 13 мм, длиной L – 250-300 мм.
Работа ножовочного полотна различается условиями работы непосредственно резца, по этой причине тут другие значения углов. Во время резки металла, имеющего большую ширину, можно получить пропилы значительной длины: каждый зуб полотна будет снимать стружку, которая должна заполнять стружечное пространство до того момента, пока из пропила полностью не выйдет острие зуба. Величина стружечного пространства будет зависеть от шага S зуба, переднего угла Y и заднего угла A.
В зависимости от степени твердости обрабатываемого металла передний угол, имеющийся у ножовочного полотна зубьев, может быть отрицательным, положительным и нулевым.
КПД резания полотна, обладающего нулевым передним углом, будет ниже в сравнении с тем, у которого передний угол будет больше чем 0°.
Чтобы разрезать более твердые материалы, используют полотна, угол заострения зубьев которых больше. А с целью разрезания мягких данный показатель должен быть меньше. Более износоустойчивыми являются полотна, имеющие больший угол заострения.

Выбор инструмента или на что нужно обратить внимание
Чтоб избрать наилучшую ножовку по металлу ручную, направьте внимание на последующие характеристики:
Длина инструментов и полотен. Полотна имеют разную длину, но если выбирается устройство, то необходимо брать такое, которым комфортно работать. Если инструмент подбирается с определенной целью, то помните, что длина ножовки должна быть в 2 раза больше распиливаемой детали
Ручка. Чтоб избрать наилучший устройство, необходимо взять несколько моделей и подержать их в руке. Разница чувствуется сходу, потому что некие ручки неловкие. Инструмент с пустотелыми ручками лучше не брать, потому что они не надежные. Ручка должна быть комфортной, и лежать отлично в руке
Полотно. Главными чертами полотен являются: форма зуба и шаг. Зависимо от того, какая деталь будет распиливаться, подбираются надлежащие полотна с размерами зубьев








Потому что в домашнем обиходе не много кто направляет на это внимание, то лучше взять несколько различных изделий
Цена. Стоимость находится в зависимости от свойства и функционала
Производитель
Если вы относитесь к подбору инструментов строго, тогда уделите внимание моделям узнаваемых компаний производителей. Пользующейся популярностью маркой, специализирующейся на изготовлении ручных инструментов, является компания IRWIN
Таковой надежный инструмент, как ручная ножовка по металлу, нужен в хозяйстве, потому стоит отнестись к его выбору трепетно и хорошо. После использования полотна, не стоит его выкидывать, потому что оно может сгодиться для производства дополнительных инструментов: ножики, резаки, циркули и даже стамески (при условии, что зубья не стерлись и не притупились). Все находится в зависимости от фантазии мастера, потому никогда не поздно приступать к воплощению задумок, и не забудьте при всем этом поделиться своими изобретениями с другими. В ролике рассказывается о корректности эксплуатации ручных ножовок по металлу, что также полезно и любопытно выяснить.
Как правильно резать ножовкой
Освоить технику резки ножовкой по металлу несложно
Важно придерживаться следующих рекомендаций

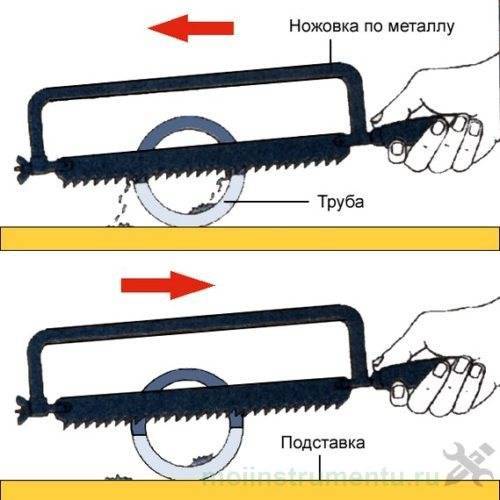
Разрез полотно обеспечивает только при движении вперёд. Поэтому на данных промежутках оказываются физические усилия. При возврате в исходное положение давление на пилу ослабляется, слегка приподнимается рукоять. Такие манипуляция продлевают срок службы полотну.
Для работы следует выбирать инструмент с удобной ручкой. Предпочтение отдаётся П- и Г-образным формам. Рукоятка в виде трубчатой палочки при пилении скользит, не позволяет прочно фиксировать ножовку двумя руками.
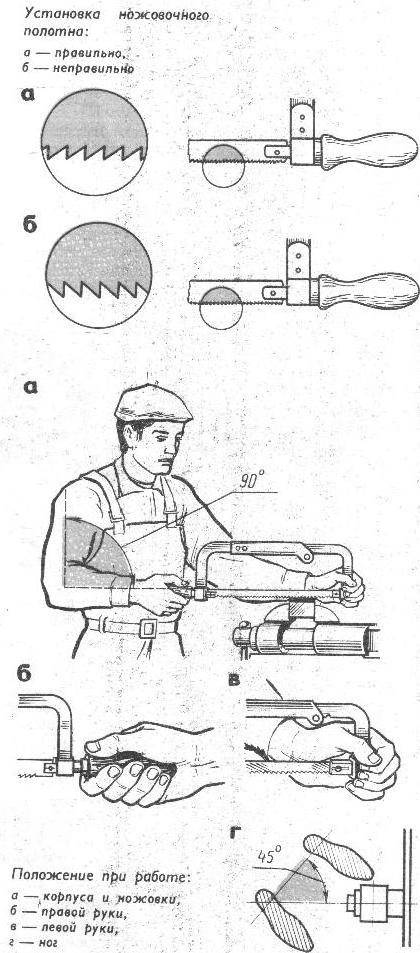
Установка полотна осуществляется с учётом расположения зубцов
Они должны направляться в сторону резчика (мастера).
Если используется раздвижная модель, начинать установку режущего элемента нужно с регулировки длины инструмента с учётом размера полотна.
При установке полотна необходимо уделить внимание натяжке. Перетягивание режущего элемента чревато его поломкой при малейшем перекосе
При недостаточной натяжке резать будет невозможно, полотно то и дело будет соскальзывать с поверхности обрабатываемого материала.
Чтобы избежать сильного нагрева, рекомендуется в область разреза нанести несколько капель масла.
При пилении металлической трубы или уголка нет нужды доводить распил до конца. Иногда раскраиваемую деталь попросту ломают путём сгибания провисающей части. Но пройти ножовкой нужно как минимум половину толщины заготовки.
Для получения ровного среза деталь лучше фиксировать в тисках
Это особенно важно при работе с трубами и уголками.
При работе с твёрдым металлом нужно прилагать большие усилия при движении инструмента от себя. Это позволит зубцам быстрее погрузиться в плоть
Степень усилий должна регулироваться в зависимости от плотности используемой заготовки.
Если нужно распилить тонкий листовой металл, его зажимают между двумя брусками, фиксируют в тисках. Высвобождают деталь только после завершения раскроя.
Теоретически раскроить ножовкой можно довольно толстый металл, но для этого потребуется приложить немало усилий, потратить много времени. Поэтому массивные заготовки режут альтернативными способами. А для труб лучше использовать труборез, так как обычное полотно по металлу при проходе по цилиндру соскальзывает, что чревато получением неровного среза. Ручному инструменту посильна работа с толстым листовым металлом, трубами, арматурой, профильным прокатом.
Характеристики
ГОСТ 6645-86 – эталон, устанавливающий требования к типу, размеру, качеству пильных полотен по металлу.
Это узкая, узкая пластинка с отверстиями, расположенными в противоположенных концах, на одной стороне размещены режущие элементы – зубья. Пилки делаются из стали: Х6ВФ, Р9, У10А, с твердостью HRC 61-64.
Зависимо от типа работы ножовочные пилки делятся на машинные и ручные.
Длина пластинки определяется по расстоянию от центра 1-го отверстия до другого, Универсальная ножовочная пилка для ручного инструмента имеет последующие размеры: толщину – 0,65-0,8 мм, высоту – 13-16 мм, длину – 25-30 см.
Стандартное значение длины полотна равно 30 см, но встречаются модели с показателем в 15 см. Недлинные ножовки используются в случае, когда стандартный большой инструмент не подходит для работы из-за размеров, также для выполнения филигранных типов работ.
ГОСТ Р 53411-2009 устанавливает конфигурацию полотен для 2-ух видов ножовок. Пилки для ручного оборудования выпускаются в трёх типоразмерах.
- Одинарные 1 типа. Расстояние меж сквозными отверстиями 250±2 мм, длина пилки не выше 265 мм.
- Одинарные 2 типа. Расстояние от 1-го отверстия до другого 300±2 мм, длина пластинки до 315 мм.
- Двойные, расстояние равно 300±2 мм, длина рабочей поверхности до 315 мм.
Толщина одинарной пластинки — 0,63 мм, двойной – 0,80 мм. Высота пилки с одинарным набором зубцов равна 12,5 мм, для двойного – 20 мм.
ГОСТ определяет значения шага зубцов, выраженных в миллиметрах, количество режущих частей:
- для одинарной пластинки первого типа — 0,80/32;
- одинарное второго типа — 1,00/24;
- двойного — 1,25/20.
Количество зубцов меняется для инструментов большей длины — 1,40/18 и 1,60/16.
Для каждого типа работы может изменяться значение угла резца. В процессе обработки металла, владеющего достаточной шириной, достигаются достаточно длинноватые пропилы: каждый резец пилки снимает опилки, заполняющие стружечное место, пока вполне не выйдет острие зубца.







Величина стружечного места определяется от шага зубца, фронтального угла, заднего угла. Фронтальный угол выражается в отрицательном, положительном, нулевом значениях. Величина находится в зависимости от твёрдости обрабатываемого изделия. Пилка с нулевым фронтальным углом имеет КПД ниже по сопоставлению с фронтальным углом, имеющим значение больше 0 градусов.
При разрезании более жестких поверхностей используются пилки с зубьями, которые заострены под огромным углом. Для мягеньких изделий показатель может быть ниже среднего. Ножовочные полотна, снаряженные более заостренными зубцами, являются самыми износоустойчивыми.
Тип пилы классифицируется на проф и домашний инструмент. 1-ый вариант обладает жесткой конструкцией и позволяет проводить работы под углами 55-90 градусов.
2-ой аспект по выбору полотна для ножовки — это материал, из которого сделано изделие.
Инструмент с алмазным напылением применяется для разрезания абразивных и хрупких материалов: керамика, фарфор и другие.
Крепкость пилке обеспечивает процедура жаркой термической обработки. Полотно пилки делится на две зоны закалки – режущая часть обрабатывается при температуре от 64 до 84 градусов, свободная зона подвергается 46 градусам.
Перепад по твердости сказывается на чувствительности изделия к извивам полотна во время выполнения работы либо установки пилки в инструмент. Для разрешения этой трудности был принят эталон, регламентирующий характеристики усилий, прикладываемых к ручному оборудованию. Усилие на инструмент не должно превосходить 60 кг при работе пилкой с шагом зубцов наименее 14 мм, 10 кг рассчитано для режущего изделия с шагом зубцов более 14 мм.
Пилки, выполненные из углеродистой стали, обозначаются маркировкой HCS, используются для работ с мягенькими материалами, не отличаются стойкостью, стремительно приходят в негодность.
Металлорежущий инструмент из легированной стали HM является более технологичным, как полотна из легированного хрома, вольфрама, ванадия. По своим свойствам и сроку эксплуатации занимают промежуточное место меж пилками из углеродистой и быстрорежущей стали.
Быстрорежущие изделия маркируются знаками HSS, отличаются хрупкостью, высочайшей ценой, но более устойчивые к износу режущих частей. На сегодня полотна HSS вытесняются биметаллическими пилками.
Биметаллические изделия обозначаются аббревиатурой BIM. Выполнены из холоднокатаной и быстрорежущей стали способом электронно-лучевой сварки. Сварка применяется для моментального соединения 2-ух видов металла с сохранением твердости рабочих зубьев.
Установка полотна на ножовку

Не стоит забывать что при установке полотна необходимо обязательно разместить его зубцами от рукоятки и натянуть на ножовке до того момента когда оно не изгибается. При правильном натяжении если щелкнуть ногтем по полотну раздается легкий звон.
STANLEY vs CCCP. СРАВНЕНИЕ И ОБЗОР ПОЛОТЕН ПО МЕТАЛЛУ.
 Watch this video on YouTube
Watch this video on YouTube
Во время начала процесса распила необходимо использовать небольшую рабочую часть полотна, и только когда мы немного углубимся в заготовку можно работать на всю длину. При работе не стоит сильно нажимать на ножовку, вряд ли это увеличит скорость пропила, а вот полотно можно сломать.
Поделиться
Твитнуть
Запинить
Нравится
Класс
WhatsApp
Viber
Телеграмка
Принципы выбора полотна
Критериями выбора служат:
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI>24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI<24. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
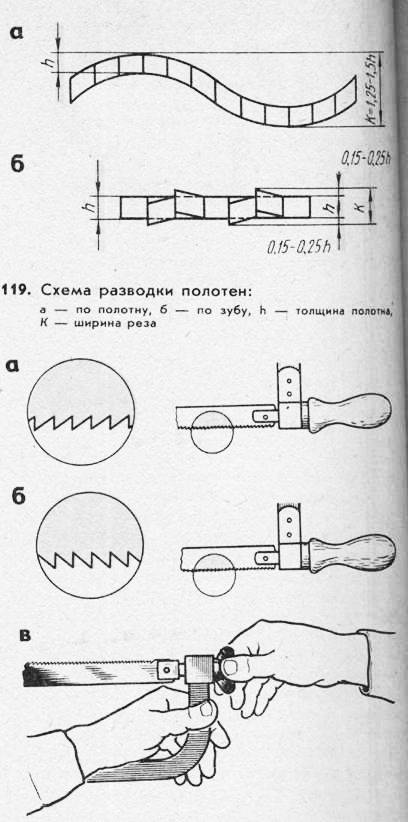
- Качество разведения зубьев. ГОСТ Р 53411-2009 предусматривает три варианта – разведение по каждому зубу, через зуб, либо по двум смежным через один неразведённый зуб. В последнем случае крайняя плоскость полотна должна выступать за основную на расстояние (0,15…0,25)s, а в остальных – на (0,65…0,90)s. Поскольку разводка производится в обе стороны, то фактическое расстояние, измеряемое штангенциркулем, должно быть в два раза больше, чем указанное выше.
На долговечность ножовочного полотна влияет также качество покрытия. Для отечественного инструмента более распространённым является покрытие Хим.Окс.Прм., реже встречаются инструменты с нитроэмалевыми покрытиями типа НЦ-25 или НЦ-132. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.





При выборе качественного ножовочного полотна стоит обратить внимание и на равномерность разводки зубьев: в высококачественной продукции этот параметр не должен превышать 45% от шага зубьев на длине 10 мм. Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера
Особенности
Для каждого вида материала существует свое режущее полотно.
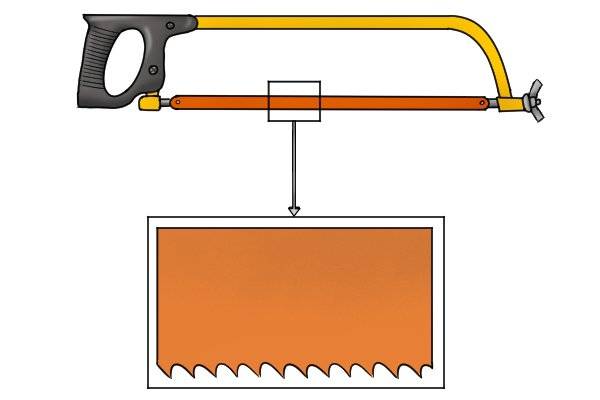
Ножовочное полотно по металлу представляет собой узкую металлическую полосу с размещенными на ней тонкими зубьями. Рамы выполняются внешне похожими на буквы С, П. Устаревшие модели рам оснащались деревянными или металлическими ручками, размещавшимися параллельно лезвию. Современные модели изготавливаются с ручкой «пистолетного» типа.
Ножовочное полотно для работы с древесиной – самый распространенный столярный вариант изделия. Применяется для обработки и распила фанеры, разнообразных по плотности деревянных строительных материалов. Конструкция ручных пил специально оборудована скошенной рабочей поверхностью, сбоку на полотне располагаются зубчики.
Для работы с бетоном полотно отличается более крупными зубчиками на режущей кромке. Оснащено напайками из твердосплавных металлов. Благодаря этому становится возможно распиливать бетонные конструкции, пеноблоки, пескобетон.
Для обработки металлических изделий применяются полотна с шириной шага около 1,6 мм, на пилке длиной 25 мм расположено до 20 зубцов.
При обработке металлических изделий, обладающих различным показателем твердости, применяются пилки с определенным количеством зубцов:
- угловая и другая сталь – 22 зубца;
- чугун – 22 зубца;
- закаленный материал – 19 зубцов;
- мягкий металл – 16 зубцов.
Для того чтобы пилка не застревала в обрабатываемом изделии, стоит предварительно выполнить разводку зубцов. Рассмотрим, по какому принципу производится разводка.
- Ширина разреза больше толщины рабочего полотна.
- Ножовочные пилки с шириной шага зубьев около 1 мм должны быть выполнены в волнистой разводке. Каждую пару смежных зубцов необходимо отгибать в разные направления приблизительно на 0,25-0,5 мм.
- Пластина с шагом более 0,8 мм разводится гофрированным методом. Первые несколько зубцов отводятся на левую сторону, следующие зубья – вправо.
- При среднем шаге около 0,5 мм первый зуб отводят в левую сторону, второй оставляют на месте, третий – в правую сторону.
- Пластина с крупным шагом до 1,6 мм – каждый зубец отводится в противоположные направления. Необходимо, чтобы разводка заканчивалась на расстоянии не больше 3 см от торца полотна.
d
Н14
250
265
12,5
0,63
0,80
32
4,0
1,00
24
1,25
20
300
315
0,80
32
1,00
24
1,25
20
1,40
18
1,60
16
Таблица 2 — Размерымашинныхполотен
Размерывмиллиметрах
Какой зуб выбрать
Режущая плоскость по металлу выполняется с разным размером зуба и с разным шагом.
Параметры взаимосвязаны: чем больше промежутков, тем меньше зубцов, а чем меньше зубцов, тем больше они в размерах.
Определяющим параметром является количество зубцов на погонном дюйме (25 мм).
Выпускается изделия с 18, 24, 32 зубцами.
Чем больше зубцов, тем меньше они в размерах, тем более твердый металл может распиливать лезвие.
Для обработки материалов разной твердости рекомендуется использовать пилки с определенным числом зубцов.
Еще один нюанс – материал зубцов.
Каленые зубья намного прочнее, долговечнее, распиливают более твердые материалы.
Однако со временем они тоже теряют остроту.
Увы, заточить их уже нельзя.
Обычным зубцам возвращают остроту с помощью специального напильника для пилы, к полотнам по металлу это не относится.
Это интересно: Как делать электролобзик своими руками?