

Процесс правильного лужения жала паяльника для качественной работы
28.04.2018
Все сталкивались с проблемой при пайке. Причиной может быть новый, только что купленный прибор или, наоборот, старый, использовавшийся долгое время. В обоих случаях можно легко исправить ситуацию. Соблюдая правила ухода и эксплуатации электроприбора, вы сможете избежать многих проблем и неприятностей при работе.
В большинстве паяльников при изготовлении используют жала из меди или стальной стержень. Прежде чем приступить к работе паяльником, жалу нужно будет придать нужную форму и правильно обработать.
Залуживание поможет настроить прибор для качественной и продуктивной работы. Многие производят обработку обычным напильником либо в процессе ковки.
Это позволяет сделать жало паяльника прочнее и избежать быстрого износа при пайке.Особенности инструментов
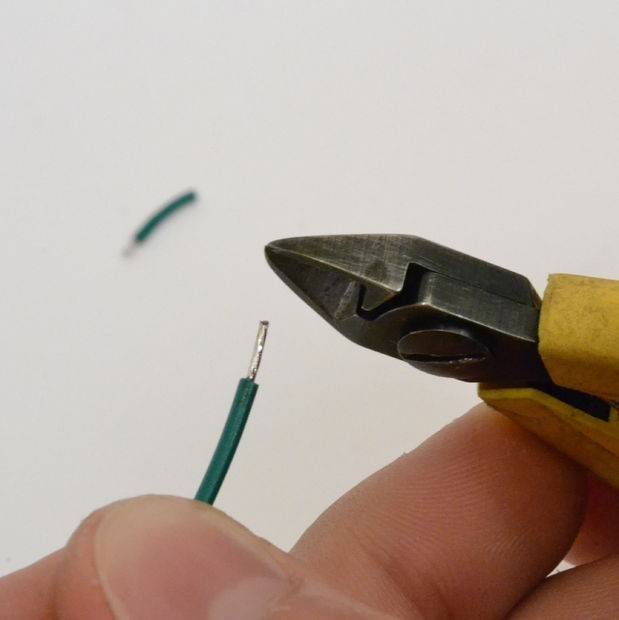
Для этого в процессе использования своевременно очищайте место крепления и периодически вытаскивайте съёмный стержень. Для начала работы новое жало нужно облудить и придать ему нужную форму. Для того чтобы залудить жало, нужно покрыть его припоем. Для этого нужно хорошо нагреть наконечник и расплавить жалом канифоль.
После этого часть, которой производится пайка, покрывается проволочным припоем. Лужение позволяет продлить срок службы стержня.
Лужение и заточка
- Заточить жало паяльника напильником под углом в 45 градусов. Должна получиться форма клина. Но можно придать форму, нужную для пайки конкретных изделий.
- Край должен быть тонким и немного тупым.
- Если жало паяльника не лудится, паяльник с медным жалом желательно почистить шкуркой, чтобы снять окисленный слой патины.
- Можно придать жалу форму лопатки методом ковки.
- Очистить мелким напильником.
- После заточки стержень нужно установить и сразу же залудить, иначе он снова окислится.
Паяльника с медным жалом
- Включаем прибор и ждем, пока стержень нагреется до оранжевого цвета. Главное — не перегреть, чтобы стержень не обгорел.
- Прислоняем к канифоли, при этом будет много дыма. Распределяем канифоль по всей поверхности.
- Покрываем поверхность жала припоем. Для лучшего покрытия потрите его об деревянную поверхность. Если припой покрыл не всю рабочую поверхность, повторяем действия еще раз.
После продолжительной работы инструментом заточку и лужение необходимо будет повторять.
При перегреве на стержне могут образоваться окалины. Чтобы их очистить, стержень вытаскивают и обрабатывают мелкой шкуркой. Покрывают стержень графитом, потерев его грифелем простого карандаша.
Очистить нагревательный элемент от окалины можно, слегка постучав по нему. После полной очистки стержень устанавливается на место.Работая, старайтесь не перегревать острие, иначе потребуется снова восстанавливать его.
Припой не будет держаться и нужно будет опять залудить и обжечь наконечник. Помните правила работы с паяльником и способы его залуживания.
Необгораемого наконечника
Существует рабочая часть, которая покрыта необгораемым составом. Эти жала нужно обрабатывать очень аккуратно. Хорошо подойдет мокрая ткань или губка для мытья посуды.
Почему нельзя использовать напильник? Потому что при агрессивном воздействии снимется необгораемый состав, и острие будет дымиться, а олово липнуть. Без механического воздействия срок службы будет дольше.
Чтобы облудить острие такого паяльника, нужно в расплавленную канифоль опустить кусок припоя, затем, когда припой начнет плавиться, нужно медленно начать тереть острием стержня о деревянный брусочек.
После чего протереть его влажной тканью, удалив с него окислы, а затем поводить разогретым паяльником по припою. После лужения остается протереть тканью жальце — и можно приступать к работе.
Лужение позволяет защитить поверхность металла от коррозии. Если новый стержень не лудится, нужно очистить его от загрязнений и смазки. Для этого разогреваем стержень и наносим на него пасту флюса, после закипания и распределения по поверхности остатки загрязнений и флюса удаляются мыльной водой или бензином.
Особенности жала
Жало представляет собой главный (и единственный) рабочий орган прибора. Он нагревается от электронагревателя и нагревает припой, канифоль( или другой флюс) и спаиваемые детали. В ходе работы на нем образуется невидимая глазу оксидная пленка, снижающая смачиваемость материала. Визуально это выглядит так: олово или канифоль не растекается равномерно по всей по площади, а собирается в каплю и стекает вниз.
Размер и геометрию рабочего органа выбирают так, чтобы они соответствовали выполняемым операциям. Так, при спаивании деталей больших размеров и толщины выбирают мощный паяльник с толстым жалом. Для монтажа ножек микросхем, наоборот требуется прибор особо малой мощности, с тонким жалом и хорошим заземлением, чтобы не повредить чувствительные компоненты статически зарядом или перегревом.

Пайка микросхем
Универсальный паяльник затачивают лопаткой. Тонкие детали паяют узкой боковой стороной, а более массивные — плоскостью лопатки.








Самодельный паяльник
В местах, где отсутствует электричество, можно использовать самодельный аналог паяльника. Для этого необходимо найти медный стержень (провод) диаметром 4-5 мм и длиной порядка 10 см. Один конец стержня стачивается в виде отвертки, а другой – закрепляется в деревянной ручке. Такую ручку круглой формы легко вырезать из ветки дерева. Нагрев такого элементарного паяльника производится от открытого пламени. Сам процесс пайки мало чем отличается от пайки электрическим паяльником. Надо только приспособить термостойкую подставку, в которую устанавливается устройство при нагревании. Установка должна производиться быстро – одним движением руки. Припой и канифоль должны находиться в плоской емкости. Сама пайка провода или других деталей производится в непосредственной близости от источника нагрева.
Несколько советов, как пользоваться самодельным паяльником
В общем случае пайка представляет собой соединение двух металлов при помощи другого расплавленного металла. Такой металл, называемый припоем, должен заполнить пространство между деталями и схватиться с поверхностью соединяемых материалов.
В качестве припоя чаще всего используется оловянно-свинцовый сплав с разным содержанием олова; причем чем больше в сплаве олова, тем меньше температура его плавления. Так, распространенный припой марки ПОС40 (содержание олова 40%) плавится при температуре 230ºС, а ПОС60 (60% олова) – при 180ºС. Еще меньшую температуру плавления имеет оловянно-свинцовый сплав с введением висмута (припой марки ПОСВ33) – 130ºС. При пайке алюминия требуются специальные сплавы с температурой плавления более 400ºС. Стандартные оловянно-свинцовые припои реализуются в виде прутиков или проволоки диаметром до 2 мм.
Пайку не удастся осуществить без очистки деталей в зоне соединения от окисной пленки. Для этого необходимо использовать флюс, т.е. вещество, которое во время пайки не дает образовываться окисной пленке. При соединении медных деталей в качестве флюса обычно используется канифоль. Очистка поверхности заготовок может производиться при помощи паяльной кислоты или других кислот (например, ортофосфорная кислота применительно к пайке алюминия). Если необходимо осуществить пайку стальных изделий или оцинкованных деталей, то канифоль не поможет, тут следует использовать паяльную кислоту. Современный проволочный припой типа ПОС имеет канифоль внутри себя, что обеспечивает пайку меди без дополнительного флюса. Для соединения стальных и нихромовых элементов иногда используют флюс, выполненный по «народному рецепту» – аспирин.
https://youtube.com/watch?v=Qdzl7ZskqXo
Обобщенный механизм пайки металлов выглядит следующим образом. Соединяемые детали плотно прижимаются друг к другу. В зону пайки вводится припой и флюс. Участок пайки должен быть разогрет до температуры, достаточной для расплавления припоя и затекания его в зазор между металлами. До затвердения необходимо обеспечить нахождение расплава в зазоре. Обычно весь процесс легко производится при помощи паяльника, но спаять детали можно и без него. Для этого самое главное – найти альтернативный нагреватель, не использующий электроэнергию.
Подготовка и уход за паяльником
Если на эту страничку попали те, кто уже умеет правильно паять, то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Заточка жала паяльника.
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.
Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.
Кроме “классической” клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 – 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника.
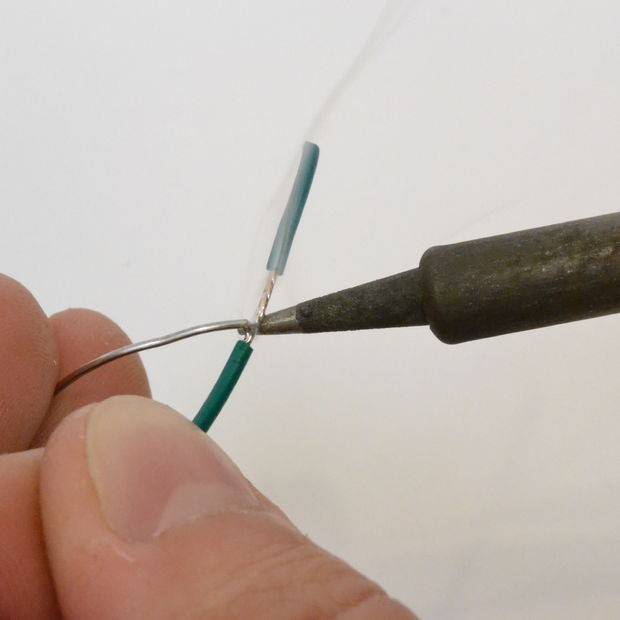
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры. Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.

При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.










Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением
Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву
Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.

Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 – 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900М из меди. Они также требуют подготовки перед работой.
Напильником и наждачкой
Классический способ подготовки и лужения жала паяльника перед началом работы с ним – это обработка напильником (наждачной бумагой) совместно с использованием качественной канифоли.
При подготовке жала по этому способу сначала напильником с мелкой насечкой надо наточить одну из граней наконечника, после чего она погружается в канифоль и протирается по деревянной доске с расплавленным припоем.
Заметьте, что такая процедура должна повториться несколько раз. По завершении лужения одной гранить, точно так же надо затачивать и лудить вторую грань.
Для лужения медного жала, заточенного «под конус», оно сначала зачищается наждачной бумагой по всей рабочей окружности, после чего вращательным движением лудится о деревянную подкладку с расплавленным припоем.
Виды наконечников
Микропаяльник для пайки микросхем
В зависимости от материала изготовления, наличия или отсутствия покрытия, формы рабочей части, наконечники подразделяются на множество видов.
Материал изготовления
В зависимости от того, из какого материала изготовлена основа наконечника, имеет ли он специальное необгорающее покрытие, жала для паяльного оборудования бывают следующих видов:
- Простые медные без покрытия – изготовленные из меди они не имеют защитного покрытия, вследствие чего очень быстро обгорают и выходят из строя. Такими наконечниками в последнее время комплектуются только самые дешевые и простые сетевые паяльники.
- Медные с необгорающим покрытием – самые распространённые и недорогие жала, у которых медная основа покрыта двумя защитными слоями, предотвращающими выгорание меди и значительно увеличивающими срок службы наконечника.
- Керамические – редко встречающиеся наконечники, изготовленные из специальной обладающей высокой теплопроводностью керамики. Большого распространения не получили из-за своей хрупкости и высокой цены.
- Составные – выполненные из 2-3 металлов (медь, никель, железо), такие рабочие органы паяльного оборудования встречаются еще реже керамических, так как имеют еще более высокую стоимость.
Из 4 описанных видов наконечников наиболее удобными и недорогими являются медные модели с необгорающим покрытием.
Форма рабочей части
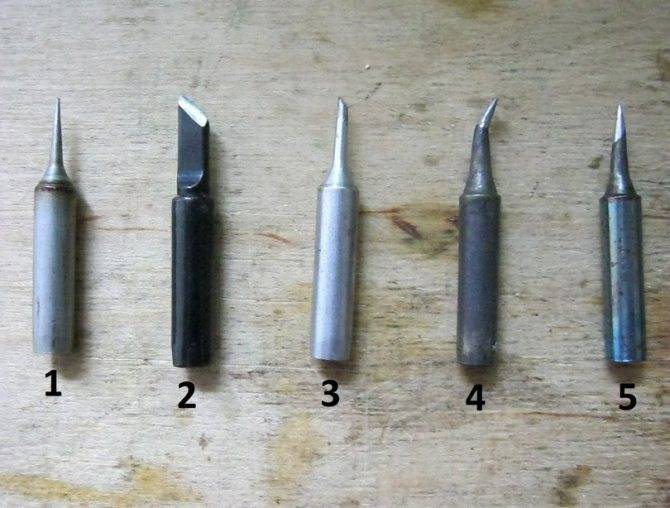
Виды наконечников по форме рабочей части
Также наконечники для паяльного оборудования подразделяются на 5 видов по форме рабочей части жала:
- «Игла» – жало с тонким кончиком применяется для пайки очень мелких радиодеталей.
- «Лопатка» – долотообразное слегка скошенное жало, обладающее большой площадью соприкосновения с рабочей поверхностью, медленным остыванием. Применяется для припаивания и отпаивания крупных радиодеталей.
- «Капля» – применяется для переноски небольшого количества припоя и пайки мелких и средних радиодеталей;
- «Изогнутое» – удобно при проведении паечных работ в условиях ограниченного пространства, удаления лишнего припоя, демонтажа сгоревших радиодеталей;
- «Конус» – стандартное жало, благодаря большой толщине и форме, сочетающее в себе преимущества описанных выше видов.
Наиболее удобным и распространенным среди данных видов наконечников является конусовидный – он используется для большинства паечных работ, имеет относительно небольшую стоимость, обладает долговечностью и надежностью.










Основные сведения о процессе лужения
Лужение паяльника – это процесс, представляющий собой покрытие поверхности стержня тонким слоем припоя, обычно для этого применяется олово. Лужение может быть как промежуточной операцией перед основной работой, так и самостоятельным действием, направленным на улучшение работы инструмента. Большинство инструментов, за исключением паяльных станций, представляет собой припой из проволоки и трубки с канифолью и нуждается в периодическом лужении. Процесс представляет собой снятие пленки окисления, которая образуется на поверхности из-за постоянного перегрева жала. Также нуждаются в лужении новые инструменты, которые еще предстоит подготовить к работе.
Общий принцип лужения одинаков: с помощью абразива жало паяльника очищается, а затем натирается до блеска. В качестве абразива могут выступать паяльник, точильный камень или наждачная бумага. Считается, что начинающим мастерам удобнее работать с напильником, но со временем каждый выбирает материал, кажущийся ему наиболее подходящим для работы.
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.

Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.

Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.

Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.










Как облудить жало?
Правильно облудить жало нового паяльника в домашних условиях может каждый мастер с минимальными навыками ручного труда
Важно лишь учесть тип наконечника: обращаться с несгораемыми, со стальными, медными и керамическими вариантами нужно по-разному. Более того, стоит учитывать и происхождение инструмента и материалов — медные сплавы китайского производства часто имеют большое количество примесей
Простейшее лужение проводится при каждой пайке в начале работы с инструментом. Для этого нужно полностью прогреть жало до приобретения металлом красно-оранжевого цвета, а затем прижать его к канифоли. Дождавшись равномерного распределения флюса по поверхности, процедура повторяется с припоем. В итоге наконечник будет покрыт тонким слоем оловянно-свинцовой смеси, помогающей без проблем осуществить пайку.
Медное
Подготовка к работе нового или давно не использовавшегося медного жала требует определенных усилий. Для начала требуется механически зачистить его от нагара, если он присутствует. Обработка продолжается, пока потускневшая медь вновь не засияет, как новая. Для этого используется крупная наждачная бумага, при необходимости придания жалу формы — напильник. По завершении процедуры очистки стоит тщательно отполировать поверхность — это замедлит окисление.
Он подразумевает отбивку металлического стержня. При такой обработке даже сильно пористая медь приобретет необходимую для качественной пайки структуру.
Залудить жало паяльника после механической зачистки можно разными способами.
- В емкость с канифолью поместить несколько кусочков припоя. Нагреть и погрузить наконечник паяльника во флюс и олово, дождаться, пока оно распределится по поверхности, извлечь инструмент. После нанесения полуды жало обрабатывают куском грубой суконной ткани, обеспечивая растирание жидкого металлического покрытия. Стоит быть готовым к тому, что в процессе работы будет выделяться большое количество дыма — проводить манипуляции следует в хорошо проветриваемом помещении.
- Разложить сукно на поверхности стола, рядом на гладкой доске положить кусок канифоли. Разогретый наконечник паяльника помещается во флюс, извлекается, натирается прутком припоя по всей площади. Процедура повторяется несколько раз. По завершении обработки выполняется натирка сукном. Этот способ хорош тем, что дает меньше дыма и сопутствующего ему неприятного запаха.
С нового паяльника сначала удаляются следы патины — зеленоватого налета. На стальных наконечниках, которые тоже нуждаются в обработке, может присутствовать ржавчина — все посторонние включения удаляются при помощи наждачной бумаги с мелким зерном.
С современным покрытием
Керамическое и необгораемое никелевое покрытие наконечников в паяльниках считается «вечным» — не требующим лужения. На практике оказывается, что это не так. Нагар и окалина появляются на их поверхности так же часто, препятствуя нормальной пайке. Если налет уже образовался, использовать для зачистки механические и жесткие абразивные средства нельзя. Здесь нужно действовать более тонко, чтобы не нарушить защитный слой.
Для выполнения работы можно использовать х/б ветошь — ею тщательно протирается вся поверхность наконечника. Материал предварительно тщательно смачивается водой и отжимается, поскольку работать предстоит с разогретым до высокой температуры инструментом. После этого жало сразу же погружается в канифоль или другой флюс. Рядом с ним прокладывается пруток припоя. Нужно дождаться, пока он равномерно покроет рабочую площадку наконечника, затем извлечь жало. Паяльник будет готов к работе.
Как залудить жало металлической губкой?
Порой случается так, что не лудится жало паяльника, даже если обработка ведется в течение достаточно длительного времени. Применение металлической губки может существенно сменить ситуацию. Для этого подойдут как обыкновенные бытовые варианты, так и профессиональные губки. В фирменных паяльных станциях можно встретить специальные устройства для сухой очистки жала, которые сделаны как стальная губка.









Использование металлической губки для лужения жала
Выбирая способы как залудить жало паяльника в домашних условиях можно не использовать не просто саму губку, чего может быть вполне достаточно, но добавить улучшения. Если ее измазать в густом флюсе, к примеру, в паяльном сале, то эффект будет более существенным. На само жало можно нанести кусочек припоя, когда оно разогреется, это поможет одновременно очистить его и залудить. Данный способ подходит для таких видов жала как:
- Медное;
- Никелевое;
- Керамическое.
Как залудить жало в канифоли?
Лужение жала паяльника канифолью
Способы как залудить жало паяльника без канифоли могут оказаться более простыми, но с использованием данного материала можно проводить работу даже со старыми инструментами, в которых использовалась мягкая медь для производства жала. Основная проблема здесь заключается в быстром окислении материала, так что после очистки мастер даже не сможет быстро донести паяльник до места работы, как все уже снова окислится. Единственным способом для этого является лужение непосредственно в канифоли. Для этого требуется подложить кусок стальной проволоки или какой-либо аналогичный предмет под инструмент. Жалом нужно тереть до момента расплавления флюса. Желательно использовать в это время припой.
Устаревшие способы
Если поинтересоваться, как правильно облудить паяльник у людей, которые занимались пайкой достаточно давно, но при этом показывали хорошие результаты, то можно встретить такие способы, которые сейчас редко используются. К ним относятся:
- Напильник. Обработка напильником без дополнительных приспособлений помогает достичь результата, но не дает гарантии, что все надолго сохранится. Это влияет на более быстрое израсходование ресурса жала.
- Деревянный верстак или другая некрашеная древесина. Это очень простой подручный способ, который позволит достичь нужного результата при длительном воздействии.
- Сосновая канифоль. Эффективный, но малоприятный способ из-за запахов, которые раздаются при расплавлении.
- Тугоплавкий припой. Материал дольше остается на жале благодаря тому, что температура его плавления выше, чем у остальных материалов.
Особенности лужения современного жала паяльника
У многих возникает вопрос, как залудить новый паяльник, у которого наконечник сделан из никеля или керамики. Есть специальные способы, как залудить жало паяльника паяльной станции с не обгорающим жалом. Стандартные методы здесь не всегда подходят.
Для начала нужно взять тряпку. Устройство разогревается и попутно натирается тряпкой. При должном нагреве его нужно опустить в канифоль, которую следует подготовить заранее, попутно утапливая в ней кусок олова. Это обволакивает поверхность наконечника и помогает бороться с окислением.
Заключение
Существует масса способов как залудить жало паяльника с покрытием и без него. Каждый мастер использует свои методы, которые ему наиболее удобны. Эффективность каждого из них будет видна на практике. Единственно верного решения для всех не существует и нужно индивидуально подбирать каждый вариант.





