

Конструкция ленточной пилы
Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
Материал пил
Ленточные пилы изготавливают из разных материалов — в зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др., зарубежные — свои стали (C75, Uddeholm UHB 15 и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до 64 HRC и выше.
Закаленные зубья ленточной пилы
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закалкой зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, из быстрорежущей стали с высоким содержанием вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Изготовление биметаллической ленточной пилы
Биметаллические пилы способны резать толстый металл из инструментальных, нержавеющих, жаростойких и других сталей, сплавов титана и прочих металлов.
Биметаллическая ленточная пила
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Ленточная пила с твердосплавными зубьями
Это интересно: Заклепочник для резьбовых заклепок — классификация, виды, использование
Хороший станок − залог успеха
Рассмотрим этот процесс более подробно.
Разводной станок должен выполнять следующие функции:
- точно и одинаково при любой ширине ленточной пилы для всех ее зубьев устанавливать по высоте только ту часть зуба, которую необходимо развести;
- подводить каждый зуб пилы под толкатель точно в одном и том же месте;
- при разводе каждого зуба сначала обеспечивать такое зажатие тела ленточной пилы, чтобы оно не имело возможности выгибаться во время нажатия толкателем на зуб (исключить эффект «качелей»);
- отгибать на определенную величину кончик зуба пилы по ломаной линии, а не по радиусу;
- отталкивать тело ленточной пилы от неподвижной пластины после возвращения механизма зажатия тела в исходное положение, чтобы при подаче следующего зуба для развода его режущая кромка не резала наконечник индикатора;
- иметь возможность повторного нажатия на разводимый зуб для проверки и при необходимости корректировки полученного развода.
При многократных повторных нажатиях для проверки развода даже одного зуба разница в показаниях индикатора должна быть максимум одно-два деления.
При невыполнении разводным станком хотя бы одной из этих функций зубья ленточной пилы можно будет разводить только плохо или очень плохо. Но 99% разводных станков производятся таким образом, что они не выполняют одну или несколько функций, да к тому же еще и сами очень плохого качества изготовления.
Поэтому разводить ленточную пилу на них можно только по наитию, что хорошо получается очень редко. Соответственно так пила и пилит.
Разводка зубьев в домашних условиях
Сегодня в домашних условиях практически не встретишь специальные устройства, предназначенные для обслуживания ножовки по металлу. Однако даже при его отсутствии есть возможность провести работу подручными инструментами. Рекомендации следующие:
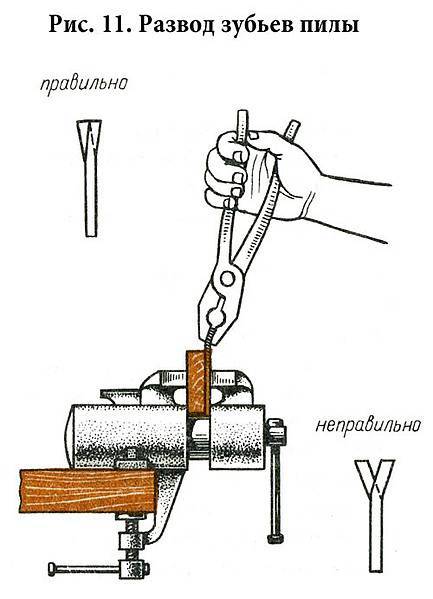
Для начала ножовка должна быть надежно закреплена в тисках. Это связано с тем, что для загиба нужно прикладывать большое усилие.
Провести загиб можно при применении пассатижей. Для того чтобы выдерживать правильный угол следует предварительно создать шаблон.
Нельзя пропускать не один элемент режущей кромки
При этом следует уделять внимание состоянию поверхности, так как выявленные дефекты указывают на то, что ножовка по дереву не может использоваться.
Даже в домашних условиях при отсутствии специального механизма можно провести правильную разводку и существенно продлить эксплуатационный срок пилы по дереву
При этом важно выдержать требуемый угол, так как слишком широкий распил становится причиной существенного снижения производительности, слишком узкий приводит к нагреву рабочей части и ее сильному износу



![§ 8. пиление [1978 бобиков п.д. - изготовление художественной мебели]](https://101benzopila.ru/wp-content/uploads/f/7/5/f75fe98389f93ad28b2566c3e73bfba9.jpeg)
Некоторые фирмы предоставляют услуги, связанные с проведение подобной работы. Отметим, что стоимость специального механизма относительно небольшая, поэтому лучше всего его приобрести и процедуру можно будет проводить неоднократно.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как и любой инструмент, ручные ножовки нуждаются в уходе и обслуживании. Обеспечить высокую точность и чистоту реза можно лишь при том условии, что зубья правильно заточены и разведены. Для этого не нужно специального оборудования, достаточно простейшего инструмента и базовых знаний.
Новый станок − исправляем неточности изготовления
Прочитав все описанное выше, вы сможете самостоятельно проверить и при возможности исправить свой разводной станок. Однако проще и дешевле купить хороший новый. Единственный способ проверки станка заключается в проверке получаемого развода. При многократных повторных нажатиях разница значений на индикаторе должна быть максимум два деления. Для примера расскажу, что нам пришлось сделать, когда один из наших клиентов попросил довести до рабочего состояния его станок.
Внешне станок выглядел очень красиво. Но когда мы попытались развести на нем ленточную пилу, выяснилось, что практически все узлы выполнены некачественно. Разброс получаемых значений при повторном нажатии был больше десяти единиц, что не позволяло делать на нем качественный развод.
1. Подвижная пластина была расположена неперпендикулярно плоскости основания (небольшое вертикальное и горизонтальное отклонение).
Тело пилы зажималось где-то в середине и сильнее с правого края и только частью плоскости торцов упорных штырей. Верхняя часть тела пилы оставалась свободной. Эффект «качелей».
Пластина подшлифовывалась .
2. Пружины упорных штырей длинные и слишком жесткие, не позволяющие штырям полностью уйти в пазы подвижной пластины.
Тело выгибалось. Эффект «качелей».
Пружины обрезали и растянули .
3. Толкатель зуба был в виде конуса из некаленого материала.
Быстро расплющивался на конце, усложняя развод.
Заменен на толкатель с шариком на конце .
4. Упор индикатора расположен непараллельно плоскости ленточной пилы, плоскость его торца не отторцована (показания индикатора менялись в зависимости от места касания).
Торец не закален − очень быстро появится выбоина, при попадании в которую также будет получаться неточный развод.
Крепление индикатора изменено . Плоскость торца выровнена . Наконечник толкателяотшлифован и закален .
5. Нижние нерегулируемые опоры спинки пилы. Невозможно установить необходимую высоту разводимой части зуба. Развод получался не по ломаной, а по радиусу. Неустойчивость в пропиле.
Сделаны подвижные нижние опоры с удобной регулировкой .
6. Отсутствовали толкатель на три зуба с упорами для точной подачи зуба. Невозможно вести развод в одном месте на каждом зубе. Неточный развод.
Изготовлены и установлены .
И даже после того, как мы исправили все неточности изготовления, на станке хорошо можно стало разводить только ленточные пилы с некалеными зубьями или калеными зубьями, но со слабой фиксацией в теле (о типах ленточных пил было рассказано в предыдущих статьях). При разводе других типов пил сразу же появлялся эффект «качелей».
Требования к разводке ножовки
Для того чтобы правильно провести разводку нужно уделить внимание основным требованиям. Они следующие:
Процедура проводится при фиксации инструмента.
Должен строго выдерживаться требуемый угол, отклонение от него становится причиной снижения качества полученного среза.
На момент работы уделяется внимание тому, чтобы поверхность не имела дефектов.

Стоит учитывать, что слишком большой показатель становится причиной увеличения ширина распила, за счет чего снижается показатель производительности. Именно поэтому для развода зубьев должно применяться специальное приспособление.






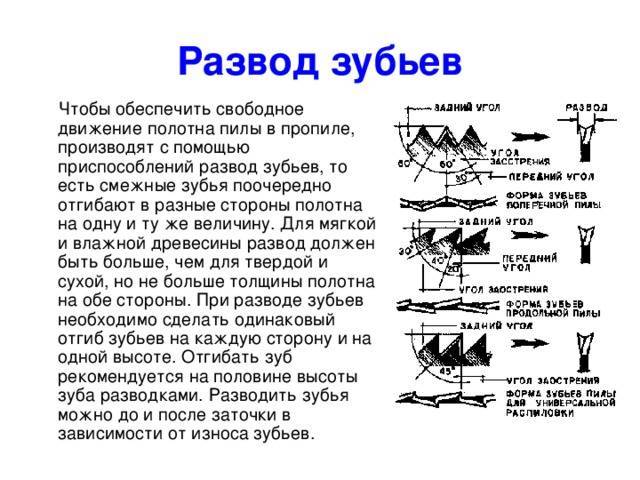
Разводка ленточной пилы
Перед формированием режущей кромки следует сделать правильную разводку зубьев. В течение всего периода эксплуатации из-за постоянных нагрузок их расположение может измениться. Поэтому сначала происходит регулировка геометрии, а затем – заточка.
Разводка представляет собой отгиб зубьев относительно плоскости основного полотна. Эта процедура выполняется только на специальном станке. В случае больших расхождений по всей протяженности ленты возможно преждевременное повреждение или поломка полотна. Поэтому до этого следует определиться с типом разводки.
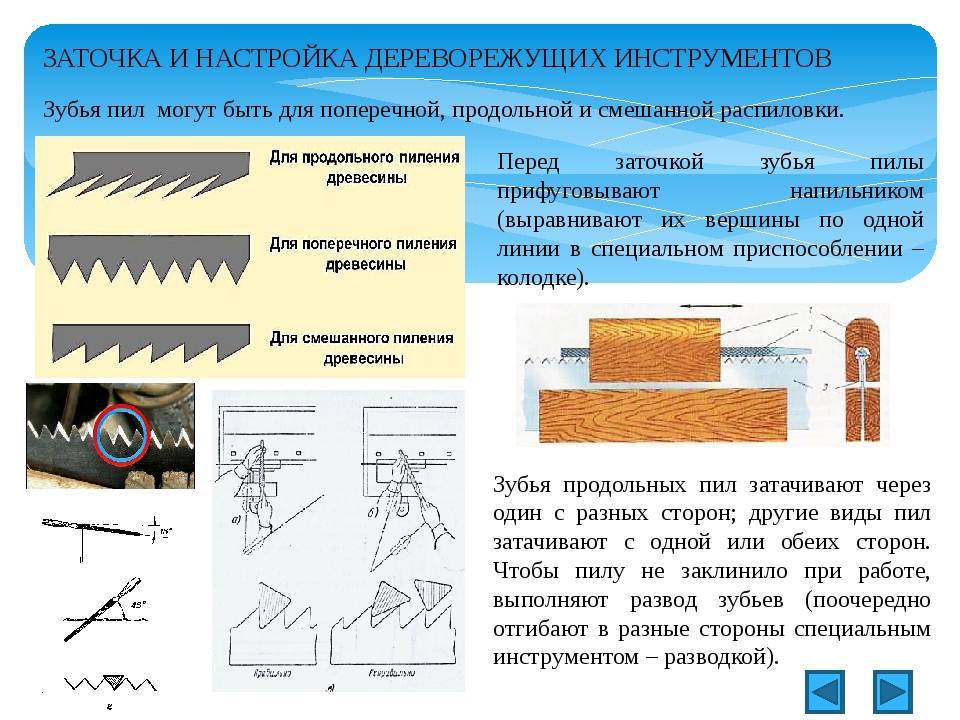
Угол наклона должен соответствовать изначальному. Также учитывается вид разводки, который может быть следующим:
- классическая. Поочередный отгиб зубьев относительно полотна в правую и левую стороны;
- зачищающая. Первый и второй зубья отклоняются вправо и влево, а третий остается неизменным. Такая методика применяется для пил, которые предназначены для обработки твердых пород;
- волнистая. Угол разводки для каждого зуба индивидуален. В итоге они формируют режущую кромку, напоминающую волну. Самый сложный тип разводки.
Во время выполнения отгиба деформации подвергается не весь зуб, а лишь его часть. Зачастую отклонение происходит по 2/3 общей высоты.
Приспособления для развода
Для развода существуют специальные разводные приспособления, отличающиеся большим разнообразием и функциональными возможностями. Сегодня многие специалисты по достоинству оценивают устройство для разводки пил «КЕДР» за его надежность, простоту и удобство в работе, а также невысокую цену.
Он представляет собой станок ручного применения, который обеспечивает точность разводки в 5 мкм. Станок снабжен специальными поддерживающими стойками для облегчения его применения. Наличие на станке индикатора часового типа максимально повышает точность разводки.
Тщательно продуманная конструкция разводного устройства «КЕДР» обеспечивает производительное и эффективное использование всего ресурса пилы, заданной производителем. Его можно легко настроить под необходимые параметры развода для обеспечения оптимальной ширины распила. В результате можно обойтись меньшей мощностью двигателя, т. к. снижаются силы трения при пилении.
Этот разводной станок легко и просто обеспечивает разводку, при которой сопротивление пилению минимально.
Каждая из пород дерева имеет характерную жесткость. В зависимости от этой характеристики, шаг зубьев пилы должен различаться. Для жестких пород шаг должен быть меньше.
Несмотря на явные преимущества данного станка над другими устройствами аналогичного назначения, он обладает доступной ценой, что также способствует все большему его признанию на просторах России.
Станок для разводки ленточных пил «КЕДР» обладает следующими техническими характеристиками:
- габаритными размерами – 28,5х12,1х36 см;
- шириной пил для развода – до 5 см;
- шагом разводимых пил – 2,2 см;
- весом – 5,2 кг.
Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.
Разводка
Правильный развод и заточка ленточной пилы – половина успеха!
Важнейшим фактором успешности бизнеса по лесопилению является то, какие пилы используются на производстве. Имеет значение и размер пилы, и материал, из которого она сделана, и технология, по которой произведена.
Но даже использование пил оптимального размера, произведенных по самым современным стандартам, не позволит вам получить ту прибыль, на которую вы рассчитываете, если эти пилы не будут правильно заточены и разведены. Неправильный развод и заточка пилы ведут к появлению дефектов на пиломатериале, а значит, его стоимость существенно падает.
Особенно важна правильная заточка и развод пил при работе на ленточной пилораме. К сожалению, на практике многие даже путают последовательность этих процедур: сначала разводят пилу, потом затачивают. В результате развод зуба пилы «уходит», и пилу снова нужно разводить, либо, если этого не сделать, качество готовой продукции оставит желать лучшего.
Если же говорить о станках, на которых осуществляется заточка и развод пил, то здесь по-настоящему важна каждая деталь. Компания «Изумрудный лес» внесла свою лепту в разработку качественных разводных и заточных устройств.
Разводной станок имеет правильную геометрию: при установке пилы в разводной станок корень зуба находится между щечками, которые зажимают пилу. Во многих других станках, в том числе от ряда известных производителей, это условие не выполняется. Поэтому при отгибании зуба происходит отклонение как зуба, так и тела пилы. Технически правильный развод пилы подразумевает другое: толкатель упирается в 1/3 часть зуба и отгибает только его кончик.При изготовлении разводного станка используются два прижимных упора, которые при легком надавливании на рукоятку прижимают зуб к индикаторной головке. Толкатель, не доходя до кончика зуба, показывает фактический развод на ленточной пиле. Если он недостаточен, то оператор надавливает зуб до тех пор, пока он не будет разведен до необходимого размера
Считаем очень важным обратить внимание на один момент: у зуба ленточной пилы есть такое свойство, как память металла. Из-за него под воздействием инерции зуб стремится вернуться в исходное положение
Поэтому для правильной разводки недостаточно совершить по одному нажатию на каждый зуб: необходимо несколько раз воздействовать на зуб, чтобы он запомнил свое положение. Если кто-то будет говорить вам, что достаточно по одному разу нажать на каждый зуб, знайте: вас вводят в заблуждение.
Два прижимных упора с мощными пружинами, применяемые в станке, показывают фактический развод зуба пилы, что очень удобно: не нужно бесконечно откручивать и опять подсоединять толкатель, чтобы узнать, как по факту отведен зуб пилы.
Еще одна сильная сторона разводного станка производства компании – легкость и безопасность работы оператора: развод зуба происходит не за счет нажатия оператором толкателя вперед, как в ряде аналогов, а за счет собственного веса оператора и при помощи эксцентрика. В результате, у оператора не возникает растяжений кистей рук.Итак, качественные разводной и заточной станки – то, что, несомненно, должно быть в арсенале каждого владельца пилорамы. Но сами по себе они не гарантируют качества пиломатериала, не позволят пиле служить долго, если на производстве будут использоваться пилорамы, имеющие серьезные технические недостатки.Например, если ролики сделаны конусом, или они стали коническими, потому что пила их подточила, то даже при правильной заточке и разводке пила начинает искать свое место в бревне. Это произойдет, потому что ролики стоят под наклоном. Если на пилораме шкивы разведены и не находятся в одной плоскости, то пила развальцовывается не четко по середине, а с боков, и тогда напряжение идет на кромку ленточного полотна. Это также уменьшает срок службы пилы.
Так что роль правильной разводки и заточки пилы, конечно, велика, но эти факторы не определяют 90% качественного пиления, как это принято считать. Просто сама пила не сможет пилить идеально ровно и долго не выходить из строя, если, например, на пилораме используется жесткое натяжение.
Если вы только начинаете свой бизнес и пока не успели ознакомиться со всеми этими нюансами, рекомендуем обратиться к тем, кто работает на рынке не первый год. Телефон центрального офиса компании «Изумрудный лес» в Новосибирске: восемь (383) 249-43-21. Обращайтесь – и мы проконсультируем вас насчет выбора оборудования, исходя из ваших потребностей и вашего бюджета.
Заточка пил своими руками в домашних условиях
Во время работы с диском главное – не испортить режущей поверхности, а это может легко произойти, если рука дрогнет, нарушится угол подачи. Во избежание негативных последствий следует изучить методы заточки, и тогда все получится правильно. Различают ручной метод восстановления режущих элементов дисковой пилы и метод с применением заточного оборудования.
Ручной способ
Самостоятельно заточить зубцы вручную при помощи напильника, чтобы это было качественно, можно в том случае, если они не имеют скоса, то есть поверхность передней грани перпендикулярна поверхности полотна. Процесс выглядит так:
- Из плотной древесины заготавливают брусок сечением где-то 50х50 мм и длиной 100 мм. Стороны бруска должны располагаться строго перпендикулярно друг относительно друга.
- Отмечают маркером любой зуб, который будет отчетным и первым в обработке.
- Пильное полотно зажимают в тисках вместе с брусом таким образом, чтобы передняя грань обрабатываемого элемента была заподлицо и в одной плоскости с поверхностью бруса (брус в этом случае выступает направляющей для напильника).
- Тонкий напильник (его толщина должна позволять свободно вмещаться во впадину между соседними зубьями) прикладывают к обрабатываемой поверхности зуба и одновременно к бруску и методичными движениями вперед и назад проводят заточку.
- Так постепенно натачивают каждый зуб, следя за состоянием бруса и при выработке его поверхности смещая немного плоскость.
Использование станков

С помощью специального станка дисковые пилы точатся очень легко и быстро. Главное – здесь не нужно следить за углом подачи диска. Один раз его выставив, оператор лишь должен перемещать зубья в область обработки и делать легкие прижимы плоскости зуба к вращающемуся алмазному диску.



На таком оборудовании можно проводить заточку дисковых пил с твердосплавными напайками и обычных дисковых пил. Самый простой станок для заточных операций циркуляционных пил имеет такие конструктивные элементы:
- Электропривод с системой крепления заточного диска – это стационарная часть оборудования.
- Подставку, которая перемещается по направляющим, – ее задача подавать полотно пилы в область обработки.
- Фиксатор пильного диска на подставке, который призван удерживать полотно в неизменном положении при его подаче к заточному диску.
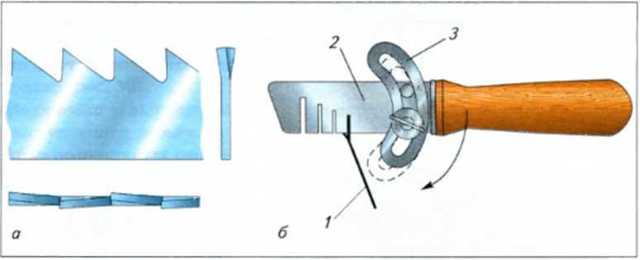
Как заточить и развести пилу
Ленточные пилы часто продаются в незаточенном состоянии. Профессиональный инструмент необходимо сначала развести, а потом наточить. Раз в два-три года процесс разводки повторяют. Неправильно разведенная и плохо наточенная пила может испортить всю работу.
Как заточить и развести пилу правильно? Для начала надо разобраться в сущности этих процессов. Ведь подготовка ручного инструмента отличается от подготовки электрического. У ручных пил совсем другая форма зубьев и техника работы.
Зачем разводят пилу
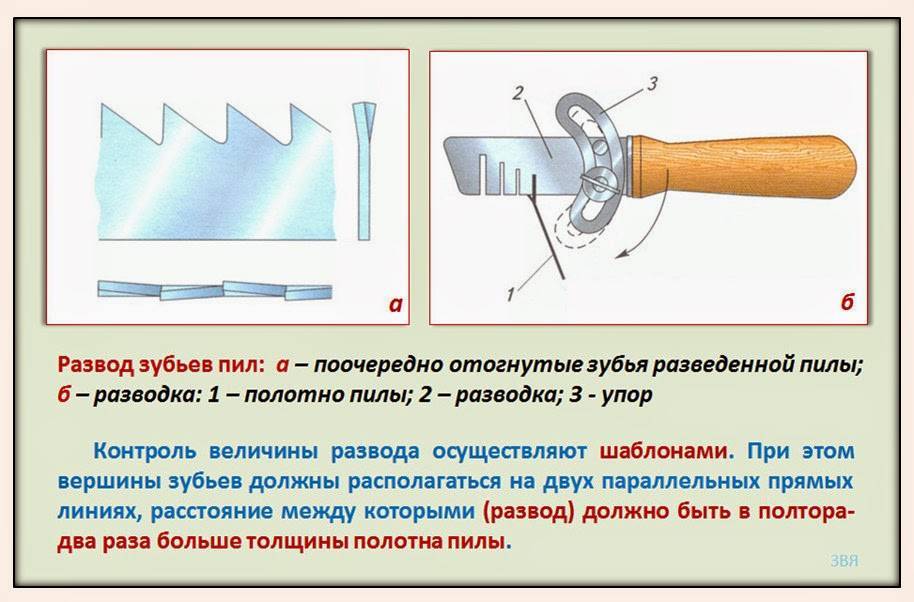
Разводка — это такой процесс, в результате которого зубья ленточной пилы отгибаются в разные стороны. Четные зубья отгибают в одну сторону, нечетные — в другую.
Перед тем как развести ленточную пилу, надо понять, для чего это необходимо. Бессмысленные процессы обычно не приносят хорошего результата. Известно, что во время пиления ширина распила должна быть в два раза больше, чем толщина полотна пилы. Если распил будет уже, то пила начнет застревать в нем. При неправильной разводке возможно искривление полотна. В результате пила будет идти криво, и ровного распила не получится.
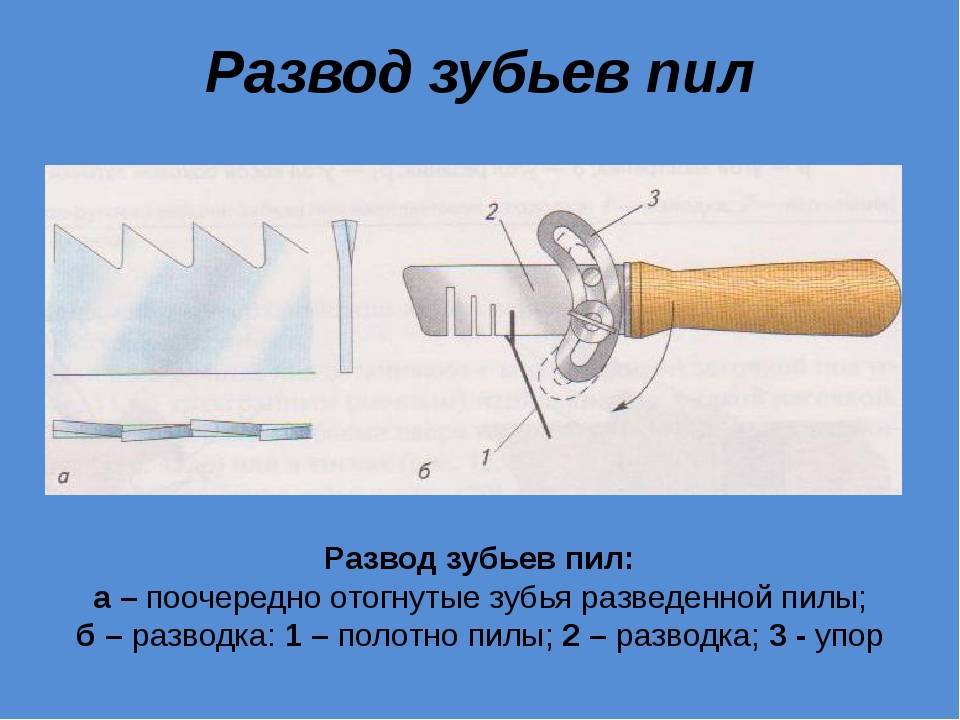
Способы разводки
Способы разводки пилы
Один из самых простых способов разведения зубьев пилы осуществляется с помощью плоскогубцев. Надо просто брать каждый зубчик и отгибать попеременно в разные стороны.
Зуб надо зажимать на две трети, тогда уклон будет правильным.
В результате такой работы половина зубьев будет отогнута вправо, а половина — влево. Еще один способ разводки осуществляется с помощью специального инструмента.
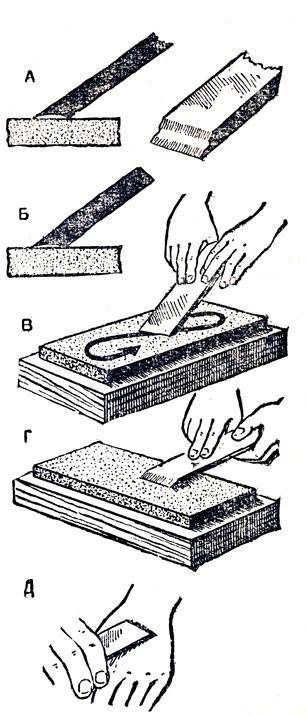
Заточка
Заточка пилы
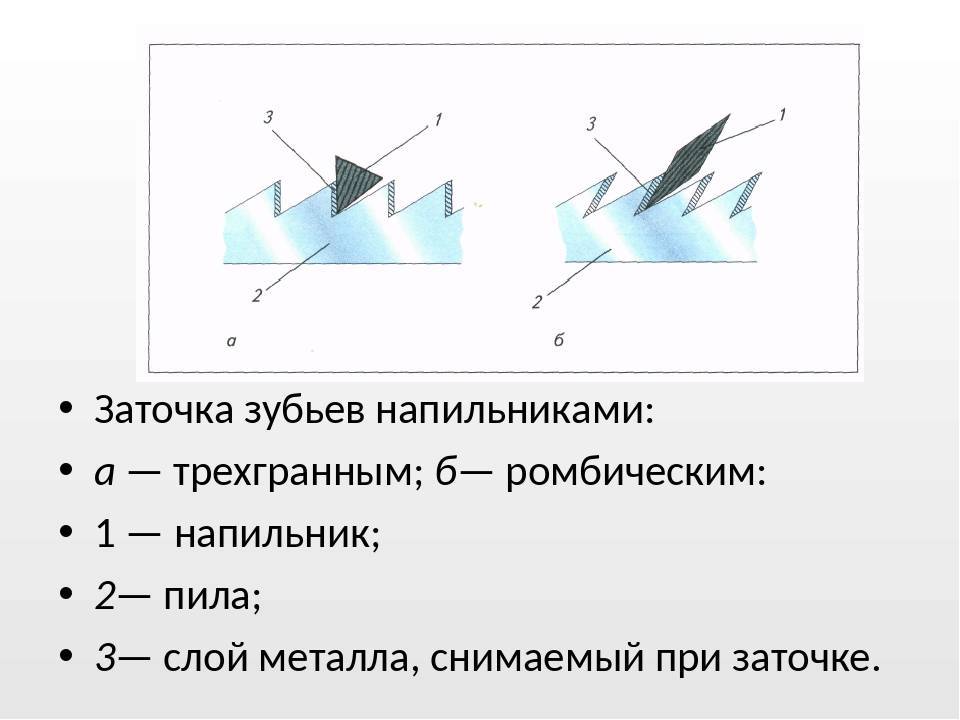
После разведения пилу надо заточить. Это делается с помощью специального набора нехитрых инструментов. Заточить ленточную пилу можно просто при помощи обычного трехгранного напильника. Во время заточки, двигая напильник от себя, его прижимают к зубьям. Двигая в обратном направлении, его надо слегка отклонить.
Если заточить дисковую пилу можно только с помощью целого набора инструментов, ленточная может быть приведена в рабочее состояние одним только простым трехгранным напильником.
Зубья ленточной пилы должны быть заострены с двух вершин.
В рабочем процессе можно подтачивать зубья также с помощью бруска. Когда пилу постоянно точат, то разводка постепенно пропадает, зубчики выравниваются. Для того чтобы вернуть инструменту рабочую форму, разведение повторяют снова. Капитальная разводка и заточка требуется не так уж часто.
Уход за пилой
Пилу важно уметь не только разводить и затачивать. Надо также уметь ее хранить
Когда инструмент не эксплуатируется, он должен быть помещен в теплое и сухое место. Если на пилу попадет влага, то она заржавеет.
Даже обработанная специальными составами, пила не сможет противостоять всем агрессивным факторам.
Нужно бережно относиться к инструменту, и тогда он будет служить очень долго. Хранится пила обычно завернутая в материал. Можно также обеспечить для нее футляр. Оставлять инструмент на зиму на балконе не рекомендуется.
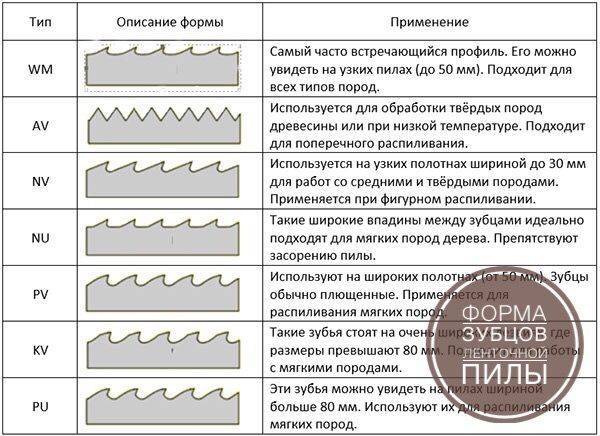
Типы ленточных пил
Ленточные пилы различаются размером зуба. Также следует выделить:
Двуручные пилы точатся и разводятся так же, как и обычные одиночные. Все различие такого инструмента в том, что с ним работает два человека сразу.
Читать также: Инвертор для сварочного аппарата
С помощью ленточных пил чаще всего распиливают древесину и разновидности этого материала. Дерево не требует слишком сильного воздействия, оно является мягким материалом, который легко пилится и сверлится. Однако в процессе работы желательно все-таки закреплять бревна и доски. Во время распиливания надо быть осторожным и не держать руку слишком близко к борозде распила. Это может привести к тяжелым травмам.
Для первичной обработки древесины применяются пилорамы, при помощи которых заготовка разрезается на требуемые по размерам и форме элементы. Одним из самых распространённых станков для распила дерева является ленточная пила, обладающая рядом преимуществ перед другими типами.
Для первичной обработки древесины применяются пилорамы, при помощи которых заготовка разрезается на требуемые по размерам и форме элементы. Одним из самых распространённых станков для распила дерева является ленточная пила, обладающая рядом преимуществ перед другими типами.
Для того чтобы режущее полотно отработало как можно дольше, оно требует периодического обслуживания. Сюда относятся заточка и развод пил ленточной пилорамы. Эти операции проводить следует обязательно, иначе полотно очень быстро затупится, и производительность станка сильно снизится. Дальнейшее использование такой ленты может привести к её разрушению.
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.

![§ 8. пиление [1978 бобиков п.д. - изготовление художественной мебели]](https://101benzopila.ru/wp-content/uploads/d/0/b/d0b49a31ceeca3bf12c78abf192cefe4.jpeg)



Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Правильная заточка цепи бензопилы
Как понять, что оснастка затупилась
В процессе интенсивного пиления режущие сегменты цепи затупляются. И это происходит не только при взаимодействии с древесиной. Например, если случайно шина соскальзывает с бревна и задевает землю, сильное абразивное воздействие наносит вред режущим кромкам. Свидетельством того, что необходима заточка цепей, является ухудшение производительности работ: шина перестает углубляться в древесину, вместо крупной стружки летят мелкие опилки. Пользователю приходится прилагать больше усилий для заглубления пилы в древесину. Вернуть остроту режущим сегментам можно самостоятельно, заточив их ручным способом. В этом нет ничего сложного, если знать особенности геометрии пильного полотна и нюансы заточки.
Важно знать! Не рекомендуется пилить затупленной цепью. Это не только снизит производительность работ и потребует от вас больших усилий, но и повысит расход топлива, нагрузку на двигатель и ускорит износ рабочих узлов инструмента
Первой частью звена является режущий зуб. У него две кромки – верхняя и нижняя (торцевое лезвие). При вхождении в древесину он снимает ее слой так же, как это делает лезвие рубанка. Вторая часть – это ограничитель глубины пропила. Он регулирует толщину древесной стружки. Верхняя кромка режущего зуба скошена под определенным углом относительно линии движения пильного полотна. Такие особенности строения диктуют свои правила обработки каждого сегмента. К ним нужен свой подход.
Подготовка пильной оснастки
Напомним, что заточка цепи бензопилы своими руками осуществляется без снятия ее с инструмента. Достаточно удобно расположить пилу, закрепив пильную гарнитуру струбциной на твердой поверхности. Это избавит вас от необходимости удерживать инструмент, а также поможет более уверенно осуществлять заточку. Не забудьте: вам понадобятся защитные перчатки, чтобы уберечь руки от порезов о пильную гарнитуру. Для выполнения работ нужен набор, состоящий из шаблона, круглого и плоского напильника. Работая по шаблону, удастся точно позиционировать напильник относительно зуба и повторять действие на каждом из режущих звеньев. Итак, расскажем о заточке по порядку.
Обработка режущего зуба
Для обработки режущих кромок нужен круглый напильник. Он подбирается по диаметру исходя из параметров шага цепи. Чтобы должным образом позиционировать заточный инструмент, нужно соблюдать следующие предписания:
- в вертикальной плоскости его рабочая часть должна находиться под углом в 90° относительно оснастки;
- в горизонтальной плоскости – под углом в 30° или 10° в зависимости от особенностей и характеристик цепи.
В точности соблюсти эти требования и повторить одинаковое положение на каждом звене поможет специальный шаблон, который устанавливается на шину и дает возможность быстро и аккуратно произвести заточку. К каждой модели пилы предлагаются шаблоны особой формы, поэтому лучше подбирать фирменные изделия, рекомендуемые производителем. Примеры таких приспособлений представлены на рисунках ниже.
Поместив напильник с круглой рабочей частью внутри звена цепи и придав ему нужное положение с помощью шаблона, начинайте совершать им движения параллельно кромке. Соблюдайте горизонтальное положение инструмента и не прилагайте чрезмерных усилий. Также следите, чтобы верхняя часть напильника не выступала за верхнюю точку зуба более чем на 1/5 от своего диаметра.
Важно! Совершайте движения напильником только от себя. Следите за тем, чтобы число движений было одинаковым на каждом из зубьев
Тогда после заточки все они будут иметь одну высоту. Для удобства сначала заточите сегменты одного направления, а после смените положение пильной гарнитуры и обработайте зубья другого направления.
Обработка ограничителя пропила
Процесс выполняется с помощью все того же шаблона, только другим инструментом. Вам понадобится напильник с плоской рабочей частью. В шаблоне для заточки имеется небольшое окошечко для ограничителя пропила. Установите шаблон на пильную оснастку так, чтобы ограничитель выходил из этой прорези. Затем возьмите напильник и выполните несколько движений в направлении от себя – нужно сточить выступающий из окошечка кончик сегмента.




Видеоинструкция
Чтобы понять, как выглядит заточка цепи бензопилы своими руками, посмотрите процесс в этом видео. Следуя всем правилам, вы вернете оснастке режущие свойства и сможете продолжить работу.
Как пилить двуручной пилой подробная инструкция с описанием
С первого взгляда процесс пиления двуручной пилой может показаться легким и незамысловатым. Однако стоит только новичку взяться за ножовку, как сразу становится понятно, что это работа для настоящих и крепких рук. Однако не обязательно иметь гору мышц, чтобы исправно пилить дрова пилой «Дружба-2». Для этого надо немного опыта, а также понять принцип работы.
Это интересно! Даже при наличии опыта работы короткоходными ножовками, новичок, взявший в руки впервые двуручную пилу, будет неприятно удивлен. Если на другом конце пилы будет стоять опытный пильщик, то новичку придется несладко, пока он не освоит принцип работы устройства.
Инструкция о том, как пилить двуручной пилой бревна и деревья выглядит следующим образом:
- Сначала бревно необходимо закрепить, установив его на «козлах». Надо учитывать, что удобнее всего работу проводить стоя на ногах, поэтому даже если бревно лежит на земле, то для правильности его распила, следует расположить его на специальной подставке — козлы
- Участок бревна, который отпиливается от основной части, должен свисать над землей
- Оба пильщика занимают удобную позицию, поставив ноги на ширине плеч. Здесь главное надежный упор ногами, иначе не исключается вероятность получения травмы
- В идеале рекомендуется, чтобы один из пильщиков расположился немного выше другого, например, подставив поддон. Это позволит ускорить распил, но вовсе не является обязательным действием
- Взявшись за рукоятки инструмента, можно приступать. Главное при работе двуручной ножовкой — это синхронная работа руками. Именно от сглаженной работы руками зависит эффективность достижения конечного результата
- Принцип парного пиления следующий — прикладывать усилие необходимо только в одном направлении — тянуть полотно на себя. Толкать инструмент от себя не нужно, так как эта задача возлагается на напарника. В то время, когда напарник тянет на себя полотно, рука первого пильщика отдыхает
- Таким способом повышается не только эффективность работы, но еще и исключается быстрая усталость
На скорость достижения результата влияет много факторов, как толщина бревна, длина полотна, качество заточки зубьев, а также синхронная работа пильщиков. Стоит отметить следующее, что при правильном подходе к пилению, удается достичь быстрого распиливания, сравнимого с работой бензопилы.
Это интересно! Если полотно имеет признаки коррозионных отложений, то перед проведением работ рекомендуется зачистить поверхность мелкой наждачной бумагой (для ускорения работ можно использовать ручную щетку по металлу), а после нанести машинное масло для снижения сопротивления при работе инструментом.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.
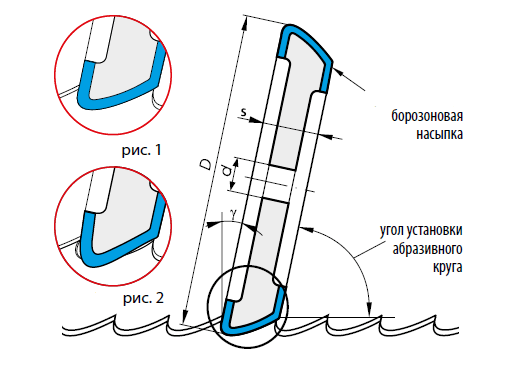
Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.

Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.





