

Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
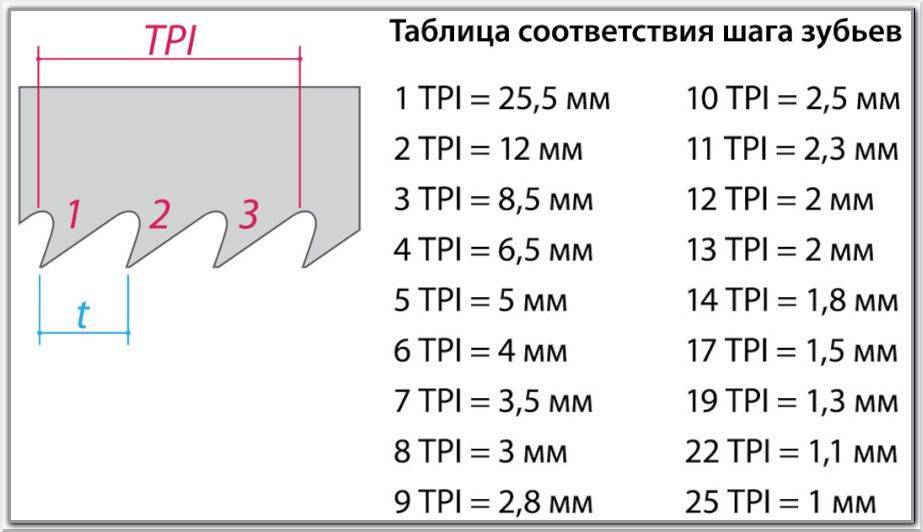
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка
Это влияет на толщину и на аккуратность среза.
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Достоинства ЛПС
Ленточная пила по металлу обладает рядом преимуществ, которые отличают её от другого металлообрабатывающего оборудования. Достоинства пилы можно представить следующим списком.
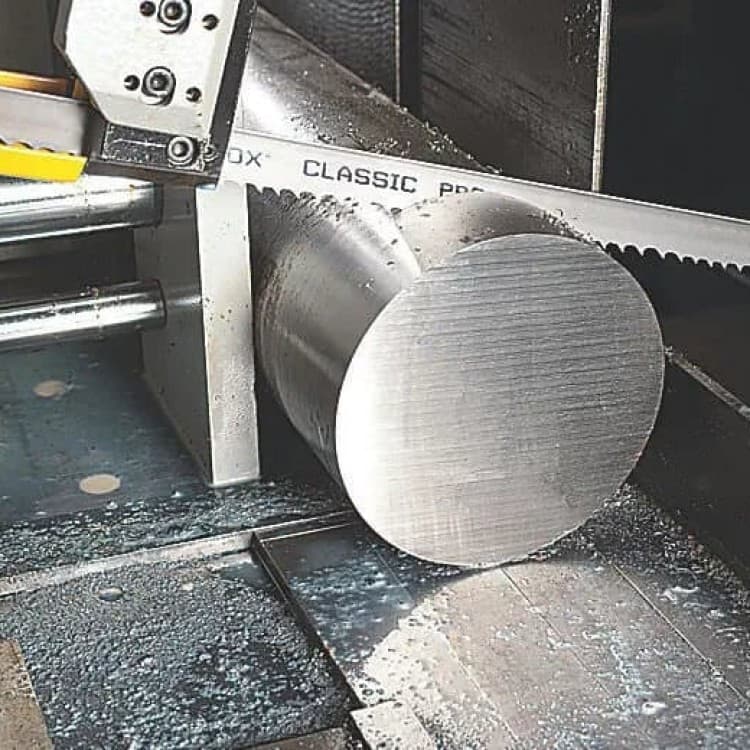
Станок обладает технической способностью перепилить заготовку или пакет деталей толщиной до 400 мм.
Пилы обладают хорошей гибкостью. Это позволяет выполнять не только прямые пропилы, но и сделать любой сложности фигурную резку металла, что «не под силу» другим станкам.
-
Особая точность реза пилы приводит к получению минимального количества нереализуемых отходов.
Высокое качество поверхности реза металла не требует дополнительного шлифования.
Компактное строение, небольшие размеры бытовых моделей пилы не создают неудобств при транспортировке и перемещении в пространстве. Этими качествами обладают большинство полуавтоматов и автоматических ленточных пил по металлу.
Отличительной особенностью ленточной пилы от других станков является тихая работа оборудования.
Ленточнопильные станки пилят не только металл, но и любой другой материал: дерево, камень, пластик и пр.







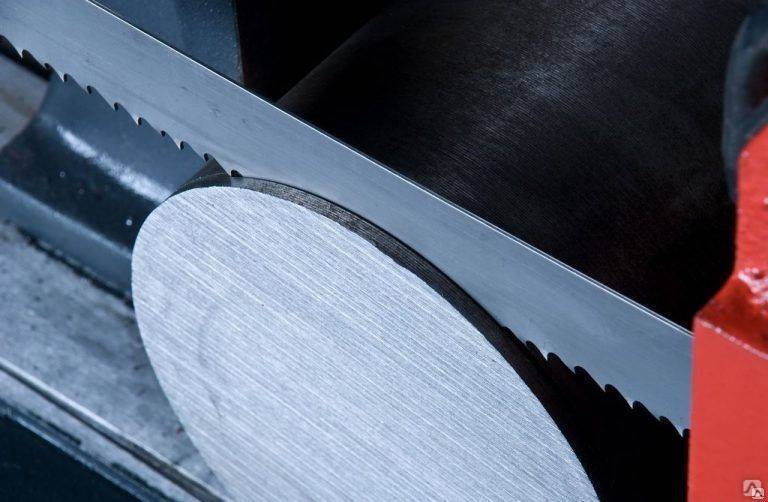
Пильные ленты
Основные показатели полотен ленточных пил, сводятся к марке стали изготовления, габаритах и шаге зубьев, измеряемом показателем TPI. Выбор оптимального варианта, зависит от области применения пильной ленты и размера шкивов станка. К примеру, ширина полотна для прямого распила, должна быть в разы больше, того, что используется для фигурной резки. Толщина полотна зависит от диаметра шкива, и рассчитывается из соотношения 1:1000, и если колеса нашего станка равны 600 мм, то оптимальная толщина пилки, должна составлять 0.6 мм. Последний фактор зависит так же от марки стали.
Чем меньше шаг зубьев, тем больше их количество на дюйм и выше показатель TPI (Tooth Per Inch). Полотна с высоким показателем TPI, предназначаются для медленного, но очень аккуратного распила. Чем ниже количество зубьев на дюйм, тем работа быстрее, но края и боковые сечения изделия менее ровные. Для универсальных работ, с оптимальным соотношением скорости и качества, используется полотно со значением TPI 8.
К самым часто встречаемым маркам стали пильных лент, относятся инструментальные сплавы, биметаллические, алмазные и твердосплавные. Каждый тип стали имеет уникальные свойства, и предназначается для работы с определенными материалами. Полотна из инструментальной стали, подходят для распила дерева в бытовом понимании и могут эффективно работать на шкивах небольшого диаметра. Биметаллические пильные ленты широко используются для резки металла. Алмазными режут мрамор, гранит и другие твердые материалы. Твердосплавными полотнами пилят заготовки из металлов повышенной прочности.
мая 2013
Из чего сделана ленточная пила
Существуют следующие виды материалов, из которых изготавливаются ленточные пилы :. инструментальные стали ( «пилы из инструментальных сталей») ;. быстрорежущие стали ( «биметаллические пилы») ;. твердый сплав ( «твердосплавные пилы») ;. искусственный алмаз ( «алмазные пилы»).
Ленточные пилы из инструментальной стали
Данные ленточные пилы изготавливаются из цельной полосы высококачественной легированной и закаленное углеродистой инструментальной стали. Закаленная Режущая кромка и в высшей степени гибкая лента основа являются гарантами высокого качества таких полотен. Твердость режущих кромок зубьев НЕ превосходит 50HRC.
Такие пилы применяются в основном для пиления простых материалов: нелегированных сталей с низким пределом прочности, для раскроя композиционных материалов, для фрикционно пиления на Специальных станках. Они Наиболее подходят для применения в условиях ремонтных мастерских.
Биметаллические ленточные пилы
Полотно основа такой ленточной пилы изготавливается из упругой рессорно-пружинной стали (аналог — 45ХГНМФА). К полотну-основе методом электроннолучевой сварки приваривается профильная проволока из быстрорежущих стали (HSS), после чего фрезеруется профиль зубьев пилы.






После последующей термообработки режущие кромки зубьев пилы имеют твердость 67,5 — 69 HRC, а также обладают Выдающимися износостойкостью и красностойкостью, Характерными для быстрорежущих сталей. Это позволяет успешно использовать биметаллические пилы в обработке до 90% сталей и сплавов, применяемых в промышленности.
В зависимости от марки и состава быстрорежущих стали биметаллические пилы практически всех производителей делятся на 2 основных типа — М42, М51 и М71.
Для биметаллический ленточных пил: М42 (аналог 10Р2М10К8). Исключительным качеством данного материала является износостойкость режущих кромок зубьев полотна пилы. Решающим фактором здесь является размер частиц карбидов и их равномерное распределение (в представленной структуре карбиды вольфрама белого цвета равномерно распределены в термостойкой мартенситной основе). Твердость режущих кромок зубьев 67,5-68,5 HRC. Данный материал пригоден для пиления всех основных марок сталей твердостью до 40-45 HRC.
М51 (аналог 12Р10М4К10). Более высокое вольфрама увеличивает количество карбидов, а следовательно, повышается и сопротивление абразивному износу. Высокое кобальта увеличивает красностойкость режущей кромки.
Это позволяет применять данный инструмент для порезки высокопрочных, нержавеющих и жаропрочных сталей, в том числе и заготовок большого поперечного сечения и твердостью до 45 HRC. Твердость режущей кромки 69 HRC. Стойкость такого ленточного полотна, как правило, на 10-20% выше, чем в пыль с материалом режущей кромки из М42. М71. Данный материал Занимает особое положение, поскольку получен из высококачественной быстрорежущих стали методом порошковой металлургии. Это позволило, в отличие от быстрорежущих сталей традиционного производства (М42 и М51), добиться следующих преимуществ: 1. Получить мелкозернистую структуру с более равномерным распределением дисперсных карбидов. 2. Существенно повысить твердость (до 69-70 HRC), износостойкость и теплостойкость и при этом сохранить технологическую пластичность материала. 3. Увеличить надежность работы инструмента вследствие уменьшения вероятности образования дефектов при резании типа прижогов, сколов и микротрещинами. 4. Повысить стойкость инструмента до 25-50%.
Пиление аустенитных, нержавеющих, кислотоустойчивых и вторых экзотических сталей и сплавов больше НЕ представляет собой большой проблемы благодаря сочетание нового высокопроизводительном материала режущих кромок М71 и оптимизированной геометрии биметаллический ленточных пил M42 и M51. Твердосплавные ленточные пилы
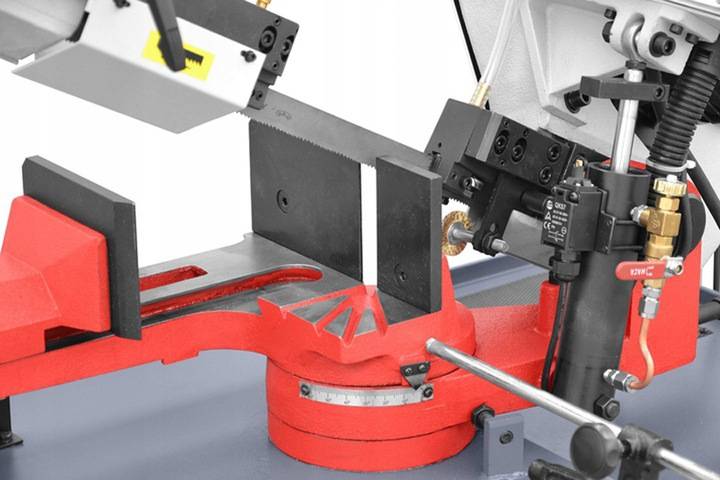
METALMASTER BSG-220 00000014719
Благодаря трехфазному двигателю, станок Можно не отключать для охлаждения. Пила по металлу обладает двумя скоростными режимами: 45 и 90 м / мин. Имеется съемный поддон, в процессе работы собирающий стружку, благодаря чему на уборку тратится мало времени. Пильная рама поднимается вручную, а опускается под тяжестью собственного веса. Во время работы модель не шумит и слабо вибрирует. Имеется тензометр, показывающий силу натяжение полотна, благодаря чему получается высокое качество распила.
Выбор и эксплуатация оборудования
При выборе ленточной пилы по металлу нужно учитывать на эти факторы:
- Толщину пилы — она должна быть от 0,9 до 1,1 мм. Чем меньше толщина, тем ниже должна быть подача. Стандартной толщиной считается 1 мм.
- Ширину пилы — бывает от 14 до 80 мм, чаще всего используют полотна шириной в 31-41 мм. Широкие ленточные пилы легче справляются с толстым металлом.
- Шаг зубьев — это расстояние между острыми краями соседних зубьев. Чем меньше расстояние, тем ювелирнее работа. Большое расстояние подходит для работы с твердыми металлами, в этом случае применяют небольшую скорость. При переточке необходимо следить, чтобы шаг остался прежним.
- Форму зуба — лучшей формой считается, если передний угол зуба имеет 10 градусов, задний угол и высота зуба мало влияют на результат.
- Количество зубцов — чем больше зубцов, тем ровнее распил толстостенных заготовок металла.
- Размер зубцов — крупные зубцы выбирают для глубоких пропилов, средние — для фигурной резки, мелкие — для тонких металлических листов.
Общие правила эксплуатации оборудования:
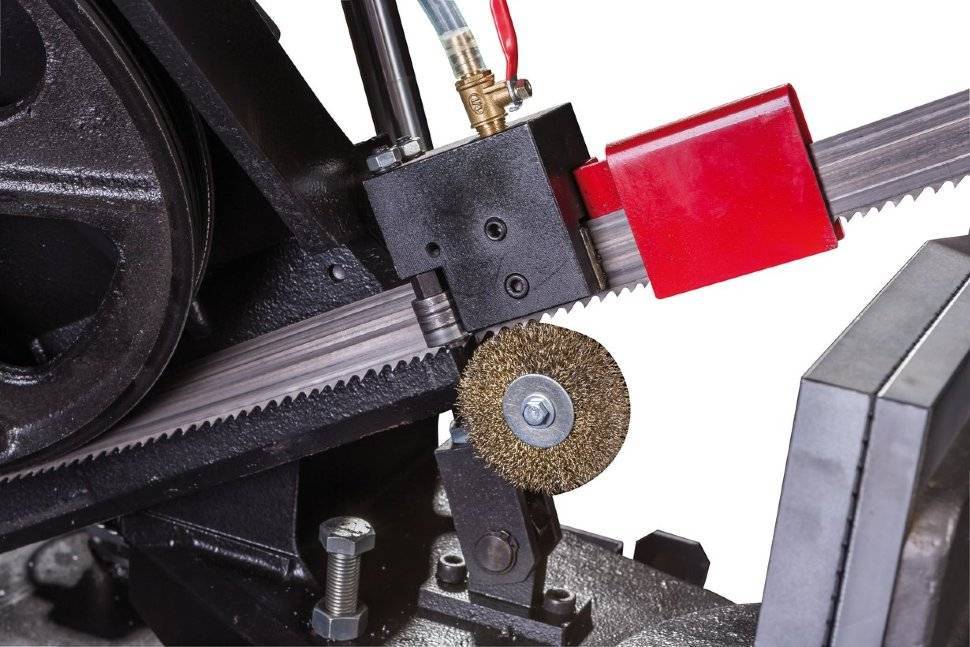
- Следить, чтобы зубья всегда были заточенными и правильно разведенными.
- Не стоит работать на неисправном станке, иначе результат окажется загубленным.
- На рабочем участке должно быть достаточно светло.
- Следите за формой заточного круга.
- Благодаря индивидуальной подгонке можно добиться от обычного станка впечатляющих результатов.
Ленточная пила по дереву своими руками
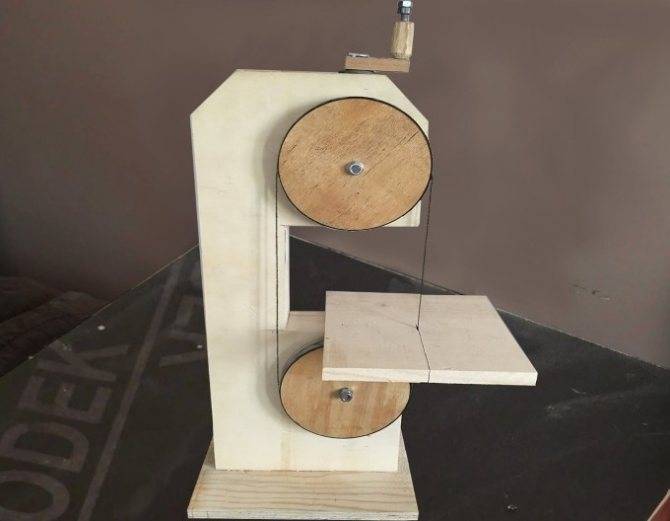
Самостоятельно изготовить ленточную пилу сложно. Деревянный каркас для станка собирается из подручных материалов, необходимый инструмент для сборки найдется у любого мастера. Процесс работы над самодельной ленточной пилой по дереву можно разделить на основные этапы:
- Каркас для станка можно собрать из старой мебели, предварительный чертеж облегчит работу, и позволит собрать пилу по необходимым размерам.
- Самый простой ленточный самодельный станок держится на каркасе, собранном из штанги и двух опор. Расстояние между опорами следует продумать заранее, оно не должно быть меньше размера обрабатываемых бревен, лучше сделать его немного больше.
- Для рабочей поверхности можно использовать старый письменный стол, его тумбы могут служить контейнерами, в которых будут собираться опилки.
- В зависимости от параметров двигателя необходимо рассчитать диаметр шкивов для ременного привода.
- Для подъемного механизма, к которому крепится режущее полотно, подойдет массивная пружина, с помощью которой будет обеспечено необходимое давление станка.
- Направляющие необходимы для того, чтобы распил осуществлялся по ровной линии.
- Для того чтобы станок был безопасным, шкив лучше закрыть специальным кожухом.
- Обработка лаком для дерева или покраска станка увеличит срок его службы.
Отличия инструментов
Как говорилось ранее, пилы условно делятся на профессиональные и домашние. Основное преимущество профессионального инструмента в том, что его конструкция более жесткая, а также дает возможность проводить работы под углом в 90 и 55 градусов. Домашние же приспособления чаще всего более хлипкие, и при проведении работ их постоянно «штормит». В этом случае даже высококлассное полотно по металлу не гарантирует качественного распила. Однако здесь необходимо уже отталкиваться от частоты использования данного инструмента. Домашние пилы стоят гораздо дешевле, и приобретать их стоит только в том случае, если ножовка используется редко. Если же использовать этот инструмент приходится довольно часто, то экономить не стоит.

Стоит сказать об отдельном виде пилы — ножовке-ручке. Основное отличие этого инструмента от обычной ножовки в том, что он предназначается для работы с поломанным ножовочным полотном по металлу.









Виды ленточнопильных станков
По способу расположения ленточнопильные станки разделяют на:
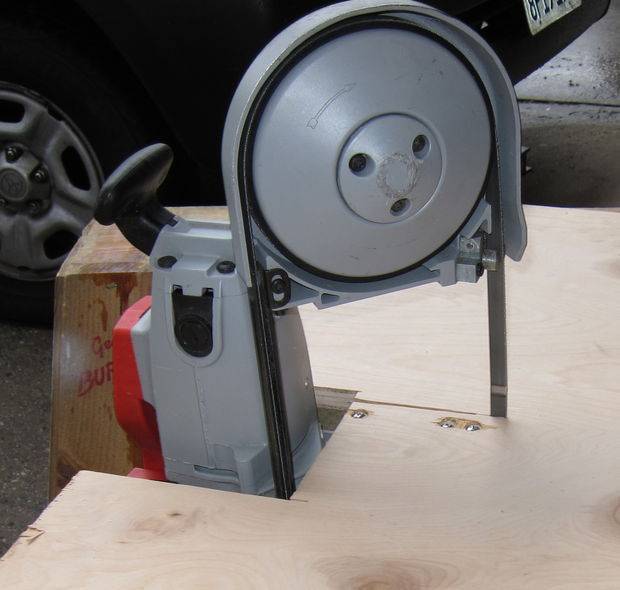
- Вертикальные. Они оснащаются пильной рамой, расположенной вертикально. Вертикальные ленточнопильные станки по дереву разделяются на малогабаритные и крупногабаритные. Пила, установленная в малогабаритных устройствах, является основным подвижным механизмом. В крупногабаритных приборах заготовка перемещается оператором в необходимой плоскости.
- Горизонтальные. Они оборудуются пильной рамой, расположенной горизонтально. Эти устройства применяются для обработки крупногабаритных пиломатериалов из твердых пород древесины.

В соответствии со степенью автоматизации выделяют следующие виды распиловочных станков:
- Ручные. В процессе эксплуатации устройства оператор должен самостоятельно подавать деревянные заготовки. Процедура распила брусков также осуществляется вручную. Ручные ленточнопильные станки чаще всего используются в домашних мастерских.
- Полуавтоматические. В этих устройствах автоматизирована работа ленточной пилы и тисков. Полуавтоматические механизмы устанавливаются на мебельных фабриках.
- Автоматические. Все механизмы этих приборов полностью автоматизированы. Автоматические приборы используются на крупных промышленных производствах. Они занимают большое количество пространства.
По типу ленты станки разделяются на:
- Устройства с узкими пильными лентами. Их ширина составляет не более 6 см. Узкие пилы нельзя затачивать. Поэтому их нужно полностью заменять в случае износа.
- Устройства с широкими пильными лентами. Их ширина может достигать 30 см. Станки с широкими пилами отличаются высокой производительностью. Они способны обрабатывать изделия из твердых пород древесины и толщиной до 1 м.
Станки классифицируют по мощности и размерам:
- Столярные. Отличаются невысокой мощностью и малыми габаритами. Они имеют настольную модификацию. Эти станки используются в столярных мастерских.
- Делительные. Они способны делить бревна на пласты и имеют средние габариты. Применяются при производстве мебели.
- Бревнопильные. Эти станки отличаются высокой мощностью и большими размерами. Они устанавливаются на предприятиях по деревообработке.

Также существуют отдельные классификации ленточнопильных станков по количеству скоростных режимов, объему обрабатываемой продукции в единицу времени и углу поворота.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Проверить правильность установки изделия до пуска станка. 3.2. Нерабочий участок ленточно-отрезной пилы станка должен быть огражден. 3.3. Следить во время работы, чтобы шкивы ленточно-отрезного станка имели ограждение режущего полотна по всей длине, за исключением участка в зоне резания, а также имели ограждения и с боковых сторон. 3.4. Ленточно-отрезные станки должны оснащаться устройством, предотвращающим травмирование режущим полотном, в случае его разрыва. 3.5. Следить, чтобы в отрезных станках, исключалось падение отрезанных заготовок. 3.6. Передняя часть пильной рамы ножовочной пилы не должна выходить за торец рукава станка или должна ограждаться защитным устройством. 3.7. Кромки кожухов отрезных пил и кругов, ленточных пил у зоны их раскрытия, а также внутренние поверхности кожухов должны быть окрашены в желтый сигнальный цвет. 3.8. Во время работы абразивно-отрезных станков следить за эффективной работой пылесборников, чтобы эффективно захватывался искровой факел. Конструкция пылезаборника и отходящего от него к отсасывающему устройству воздуховода должна предусматривать возможность удобной очистки их от нагара, образующегося при контакте раскаленных металлических частиц с внутренними поверхностями пылезаборника и воздуховода. 3.9. Абразивно-отрезные станки при технической необходимости должны комплектоваться индивидуальными отсасывающими устройствами. В случае применения в отсасывающем устройстве тканевых фильтров ткань должна быть огнестойкой или на участке всасывания перед устройством должен быть установлен искроулавливатель. 3.10. Следить, чтобы во время работы круглые пилы не имели трещин, поломанных зубьев, с выщербленными или отпавшими от зубьев пластинами от быстрорежущей стали или твердого сплава, выпучинами на диске и с зубьями, прижженными при заточке. 3.11. Не допускать установку пильных дисков с диаметром отверстия больше диаметра вала (шпинделя), а также применять вставные кольца (втулки) для уменьшения диаметра отверстия. 3.12. Полотно ленточной пилы должно быть отшлифовано и не иметь трещин, выпучин, продольной волнистости, отгиба задней кромки, раковин от коррозии. 3.13. Во время работы станка стоять в плоскости вращения диска пилы, выталкивать стружку из сегментов диска при его вращении, а также поддерживать руками отрезаемый конец заготовки запрещается. 3.14. Чистка, смазка и обтирка станков, смена деталей или режущего инструмента, уборка стружек из-под станка должны производиться только после полной остановки станка, отходить от станка разрешается также только после полной его остановки. 3.15. Полотно ленточной пилы должно быть отшлифовано и не иметь трещин, выпучин, продольной волнистости, отгиба задней кромки, раковин от коррозии и т.п. 3.16. Во время работы станка стоять в плоскости вращения диска пилы, выталкивать стружку из сегментов диска при его вращении, а также поддерживать руками отрезаемый конец заготовки запрещается. 3.17. При заточке круглых пил должна быть сохранена концентричность вершин всех зубьев относительно оси вращения диска. Заточка пил должна производиться в соответствии с требованиями заводской инструкции. 3.18. Применять круглые пилы с трещинами на диске или зубьях, с двумя подряд выломанными зубьями, с выщербленными или отпавшими от зубьев пластинками из быстрорежущей стали или твердого сплава, выпучинами на диске и с зубьями, прижженными при заточке, запрещается. 3.19. При механической обработке металлов резанием на металлорежущих станках необходимо соблюдать требования ГОСТ 12.3.025-80 «ССБТ. Обработка металлов резанием. Требования безопасности». 3.20. Кромки кожухов отрезных пил и кругов, ленточных пил у зоны их раскрытия, а также внутренние поверхности кожухов должны быть окрашены в желтый сигнальный цвет.
Подтипы горизонтальных ленточнопильных станков
В свою очередь горизонтальные ленточные пилы делятся на множество разновидностей. Различают следующие подвиды горизонтальных пил:
- Консольные (маятниковые)
- Одностоечные
- Двухстоечные
- Портальные
Ленточные пилы горизонтального типа считаются основными. Наибольшее распространение получили именно они, так как горизонтальный рез считается универсальным. Пилы же вертикального типа являются по большей части узкоспециализированными, их целесообразно использовать лишь на каких-то определенных техпроцессах.
Теперь подробнее про виды ленточнопильных станков с консолью.
Ленточные пилы консольного (маятникового) типа
Консольные или маятниковые пилы – это сравнительно компактные и легкие модели, которые обычно используются для порезки металлопроката начального и среднего типовых размеров.
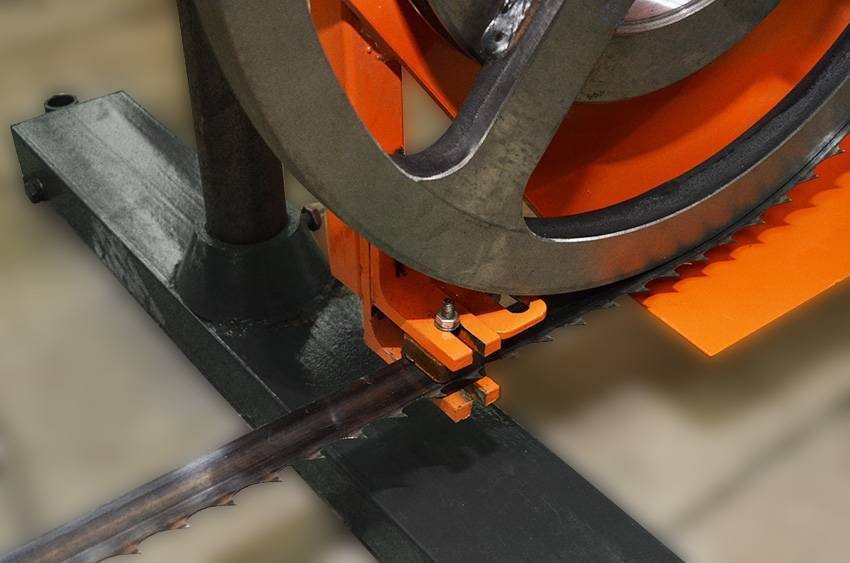
Зубчатое полотно натягивается между краями консоли. Один из краев крепится к станине посредством шарнира. Чтобы консоль не падала под своим весом, она дополнительно поддерживается пружиной с регулируемым натягом. Подвешенная на пружине консоль легко перемещается вверх-вниз, из-за чего такие пилы и прозвали «маятниковыми».
Ленточные пилы консольного типа хороши тем, что они быстро настраиваются и обеспечивают весьма точный рез. В отличии от пил на стойке консольные модели не требуют при установке стационарного монтажа. Многие пилы маятникового типа оснащаются колесным шасси, что позволяет быстро и легко транспортировать оборудование по территории производственного цеха или ремонтной базы.






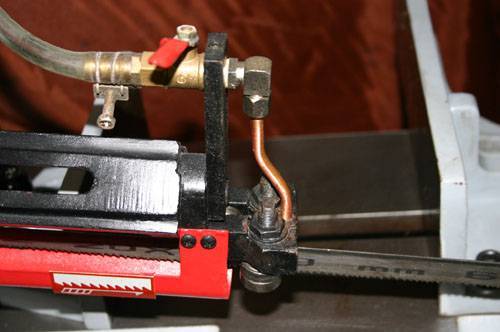
Практически все пилы с консолью оснащаются системой подачи смазывающе-охлаждающей жидкости (СОЖ). Как правило, на станине имеется резервуар, позволяющий хранить запас жидкости. Сама жидкость подается при помощи помпы. В таких моделях имеется возможность подключения водопроводного шланга.
Консольные ленточнопильные станки поставляются в нескольких конструктивных исполнениях:
- С поворотной консолью
- Со стационарной консолью
Модели с поворотной консолью способны резать как прямо, так и под углом. Стационарные же консоли позволяют резать строго под углом 90˚.
Дополнительно консольные пилы могут различаться степенью автоматизации процесса резанья. Существуют пилы с полуавтоматическим и автоматическим резом. Полуавтоматические модели предполагают ручную подачу консоли, то есть консоль нужно прижимать к заготовке вручную. А в полностью автоматических моделях подача консоли реализуется специальным исполнительным механизмом.
Какие еще существуют виды ленточнопильных станков.
Одностоечные, двухстоечные и портальные ленточнопильные станки
Данная группа станков используется по большей части лишь в производстве. Ленточные пилы этого типа имеют крупные габариты и большой вес. Такие пилы монтируются стационарно. Они предназначены для торцевания и порезки в размер металлических отливок и крупных заготовок.
- Одностоечные ленточные пилы имеют одну колонну, вдоль которой перемещается рама с пильным полотном. Рама намного тяжелее консоли, поэтому данная разновидность ленточных пил способна передавать на заготовку на порядок большее усилие резания.
- Двухстоечные ленточные пилы используют пару колонн, по которым вверх-вниз ездит рама с пильным полотном. Главным преимуществом двухстоечных пил перед аналогами с одной колонной является возможность передачи пиле повышенной силы. Две точки опоры позволяют раме намного сильнее давить на заготовку.
Ленточные пилы с двумя колоннами используются для обработки особо крупных и ответственных заготовок.
Портальные ленточные станки используют примерно такой же принцип устройства, что и в пилах с колоннами. Главной особенностью портальных пил является возможность наклона пильной рамы. Портал предназначен для осуществления распилов под определенным углом.
Ленточные пилы с портальной конструкцией имеют достаточно узкую специализацию. Но на многих предприятиях без углового распила крупных заготовок обойтись невозможно. Касательно одностоечных и двухстоечных пил, они режут строго под прямым углом.
Исключение может составлять лишь двухстоечный тип ленточных пил. Существуют модификации пильных рам с опорой на 2 колонны, у которых имеется наклонный стол. В данном случае появляется возможность делать угловой распил, хотя сама рама располагается строго под углом 90˚ к горизонтальной плоскости. Наклоняется непосредственно заготовка.
На какие характеристики нужно обращать внимание, чтобы знать, как выбрать ленточную пилу
Что нужно знать о ленточной пиле
Каким будет распил дерева, зависит от того, какую форму имеет зубец оборудования. Именно зубец ленточной пилы показывает тип распила. Чему же отдать предпочтение? Пила с узкой лентой стоит недорого и ею очень просто пользоваться. Смысл заключается в том, что зуб не может быть высотой не больше 20% от ширины полотна, иначе сталь от сильной нагрузки разорвется, как бумажный лист. Какого шага и высоты зубья, определяет площадь впадины. Потому как если опилки не будут выноситься, а будут скапливаться в пропиле, то пила заклинит и засориться опилками. На практике есть определение высоты зуба, и она равняется не меньше 5 мм. И, соответственно, шириной полотно должно быть менее 25 миллиметров. Узкая пила, которая порвалась, встречается часто. Широкие пилы рвутся очень редко. На таких пилах могут появиться трещины, и связано это с неправильно подобранными размерами, регулированием. А вот чтобы разорвать такую пилу это еще надо потрудиться. Трещины могут быть:






- во впадинах зубьев;
- в центральной части пилы;
- на кромке в задней части.
Наиболее часто встречаются дефекты во впадинах зубцов ленточного оборудования. Возникают дефекты в процессе работы пилы. Из-за дефектов такая пила делает неровный пропил дерева. Как же не допустить образование дефектов? На узких пилах делают разгиб зубцов. Разводка проводится так: 1-ый зубец влево, 2-ой вправо, 3-ий прямо и опять: влево, вправо, прямо. В данном случае пил проводят левый и правый зубцы, а прямой занимается уборкой опилок.
Лучшим считается работа пилы с уборкой опила на 100%, а узкая пила убирает на 30%, потому как высота зубцов у такого типа пил невысокая. Из вышесказанного можно сделать вывод, что скорость работы узкой пилы ниже, так как вынос опила низкий, и замедляет пил. Кроме того, узкая пила не имеет тело стабилизации и поэтому застревает и расшатывается в пропиле, из-за чего происходит разрыв. И тут уже опять понадобится ремонтировать и варить. Вывод однозначен, широкая ленточная пила для дерева все-таки лучший вариант. Единственное, что можно предпринять — это увеличить ширину стального полотна. Отношение не должно превышать 20 к 80. Зубцы можно сплющить на кончике, тем самым создав уширение в пропиле. Также можно наплавить стеллит. После этого зубцы гарантированно будут работать на все сто. Если сделан стеллит, то разводку делать не надо.
Следует сказать и о том, что каков будет пил, влияет и качество древесины. Дерево должно быть чистым, с минимальным количеством сучков. Широкая пила отлично работает с любой шириной бревна. Большие скорости для нее не проблема. В широких ленточных пилах настройка зубцов может проводиться более тонко. Также может меняться ширина, угол, толщина пропила. Благодаря этому выход продукции можно повысить до 25 %. Узкая ленточная пила делается с более дешевым оборудованием, более просто собирается. Это своего рода относительный плюс в копилку узких пил.
Ручная пила
Узкая пила нагревается во время работы полностью, а у широкой пилы нагревается только часть лезвия, которая пилит, из-за этого порой может возникать волна в месте пропила.
Поэтому широкую пилу надо натягивать гораздо сильнее, чем узкую. Конструкция широкой пилы более сложная, что, естественно, отражается на стоимости. Кроме того, на широкой ленточной пиле очень непросто работать, надо иметь ряд определенных навыков и знаний. Хороший, налаженный станок с широкой ленточной пилой даст большие объемы выработки.
Для того чтобы пиление было продуктивным требуется:
- станочное оборудование с широкой ленточной пилой;
- опытный оператор;
- высокого качества подготовленное оборудование;
- человек ответственный за заточку;
- механизм для заточки;
- обслуживающий персонал.
Станок для ленточной пилы Ленточными пилами можно пилить оперативно и качественно. Однако надо соблюдать ряд правил. Перед использованием ознакомиться с оборудованием, ухаживать за оборудованием, чистить и смазывать, вовремя проверять и обслуживать. Если финансов нет, то станок можно сделать самостоятельно. Обладая навыками, деталями и специальным оборудованием, следуя схеме, можно попробовать собрать ленточную пилу своими руками. Конечно, самостоятельно собранный станок не будет обладать супер скоростью, но как говорится: не спеша, можно выполнить поставленные задачи по пилению очень даже хорошо и продуктивно.





