Инструмент
Рихтовка кузова автомобиля своими руками выполняется с помощью специальных инструментов. К их списку относят:
- Рихтовочные молотки и киянки. Применяются для устранения вмятин разных форм и сложности. Ударный боек молотка хорошо отполирован и имеет скругленную поверхность. Инструмент выполнен из сплавов цветных металлов, пластика или резины. Вес ударного приспособления не превышает 200 грамм. Повреждения кузова устраняют с помощью частых несильных ударов, в зависимости от глубины вмятины и типа восстанавливаемого металла дефект выстукивают или от края к центру, или наоборот.
- Поддержки, наковальни, штампы. Основное предназначение данного набора инструментов – фиксация поврежденного участка кузова. При выборе конкретного инструмента, ориентируются на форму и размер вмятины. В зависимости от этого выбирают подложку.
Разновидности
Редукторами оснащаются баллоны для хранения различных газов – ацетилена, водорода, аргона, кислорода, пропан-бутана и т.д. Для удобства их окрашивают в различные цвета. Редуцирующие устройства условно делятся на модели для горючих и негорючих смесей. Баллоны для горючих газов оснащаются левой резьбой. На емкостях второго типа используется правая резьба. Благодаря этому предотвращается ошибочная коммутация редуктора для другого типа газа.
Редуцирующие приспособления, с помощью которых оснащаются емкости со сжиженным углеводородом, дополняются развитым оребрением. Это предотвращает замерзания газовой смеси внутри подающего патрубка. Редукторы, предназначенные для эксплуатации в промышленных условиях, обычно имеют в комплекте 1-2 манометра.
- Как эксплуатировать автомобиль на газу
- Выгоды и затраты при отоплении дома газовыми баллонами
- Где и как используются газовые баллоны на 50 л
Разметка
Следующий этап подготовки деталей для сварки проводится вручную или с помощью специальных устройств. Самые простые приспособления – керн, металлическая линейка и штангенциркуль. Поверхность металла предварительно грунтуют, чтобы хорошо были видны риски. При поточном производстве делают шаблоны, их накладывают, обводят.
Различают понятия «наметка» и разметка. Первая – создание предварительного контура, вторая подразумевает кернение по всему периметру, маркировку. Наметка нужна при использовании шаблонов. Его сначала обводят чертилкой, а затем контур проходят керном. При ручной разметке сразу проводят кернение.
Размечать заготовки вручную сложно и долго. Подготовка и сборка заготовок с использованием оптической или мерной резки предпочтительнее. Для разметки металла созданы разметно-маркировочные автоматы, они работают на основе оптики по заданной программе. Керн движется быстро, размеченный листовой прокат выезжает из автомата со скоростью до 10 метров в минуту.
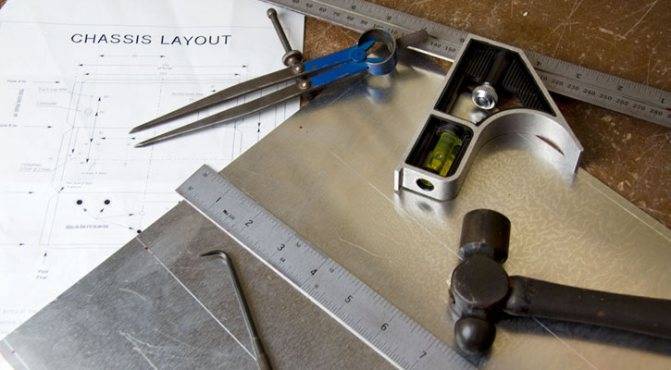 Этап разметки проводится вручную или с помощью специальных устройств
Этап разметки проводится вручную или с помощью специальных устройств
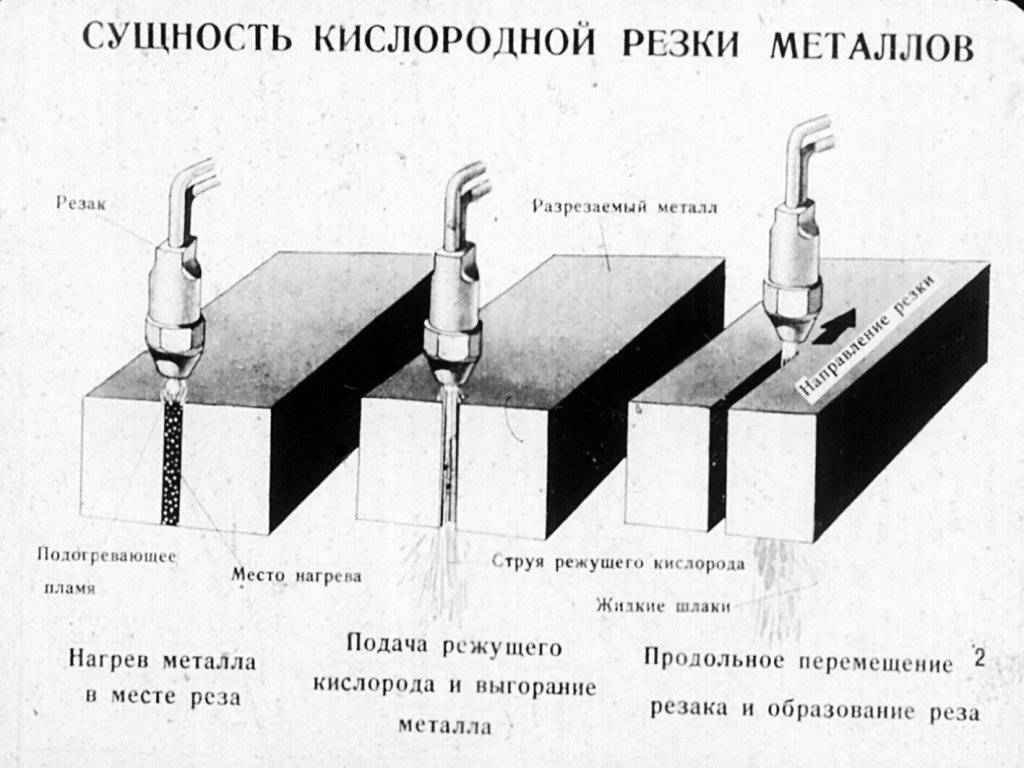
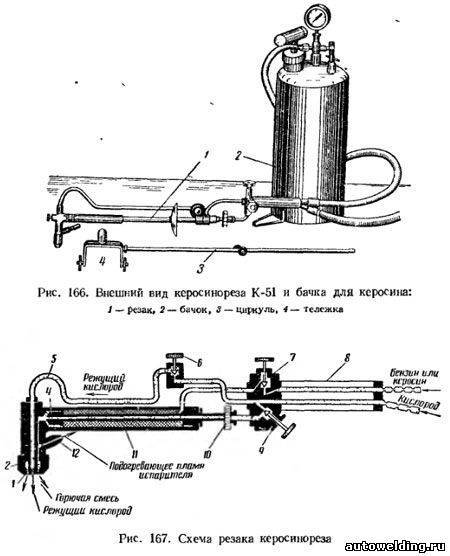
Керосинорез по металлу: устройство, особенности, виды, способы применения
Керосинорез по металлу – прибор, предназначенный для быстрой резки стали. Он работает от керосина, бензина, солярки по принципу горелки. Резка металла становится возможной следующим образом: керосин, соответствующий ГОСТ 4753, под давлением попадает в испарительную огнеупорную камеру, испаряющееся вещество поступает в специальный мундштук, параллельно туда направляется кислород.

Вещества смешиваются уже в горелке, находящейся на конце мундштука. В результате получается высокотемпературное пламя, при помощи которого и осуществляют резку. Температура составляет 2400-2500°С.
Подготовка кромок
Разумеется, перед сваркой заготовок, такие кромки готовят особым образом, а именно:
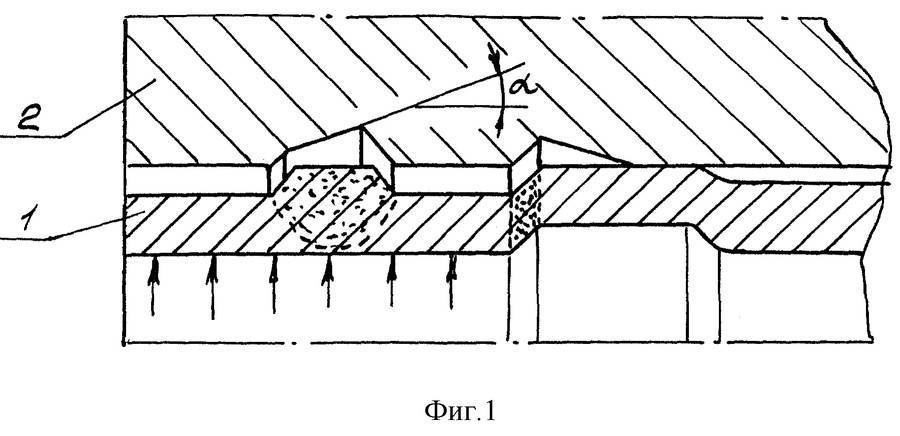
- Во-первых, стачивают первую кромку под U-образный профиль.
- Во-вторых, стачивают вторую кромку под ступенчатый профиль.
Без такой предварительной подготовки сварка толстолистового металла электродом любой толщины практически невозможна. Причем по наружной плоскости (в верхней части, со стороны введения электрода) стыкуемых деталей между кромками должен образоваться зазор в 10-15 миллиметров и более, а по внутренней плоскости (в нижней части) зазор должен быть практически нулевым.
Если вы не ошибетесь с габаритами кромок, то вы можете рассчитывать на двойной прирост производительности труда сварщика (повысится скорость наложения шва) и на 25-процентную экономию присадочного материала (электродов или проволоки).
Сварка толстостенных труб и толстолистовых заготовок
При стыковке толстостенных заготовок используются следующие технологии заваривания зазора между деталями:
- Техника последовательного наложения швов горкой
- Техника последовательно наложения швов каскадом.
- Техника последовательного или параллельного наложения швов блоками.
И далее по тексту мы рассмотрим все три процесса.
Сварка «горкой»
Первая технология – формирование шва «горкой» — основана на следующей схеме сваривания:
- На дно зазора между деталями накладывают первый шов, используя для этих целей 5-миллиметровый электрод. Толщина шва в данном случае должна равняться одной трети от толщины свариваемого металла.
- После сбоя окалины и удаления брызг, от одной стенки зазора к другой, поверх первого шва, накладывается второй. Общая высота стыковочного шва (первого и второго) в данном случае равняется двум третям от толщины металла.
- Руководствуясь аналогичным принципом, сварщик накладывает на очищенную от окалины и брызг «горку» второго шва третий слой расплавленного металла. Толщина шва в данном случае равняется толщине металла.
- Последним, четвертым по счету швом, заваривают пространство между горкой и кромками торцов заготовок.
Сварка «каскадом»
В данном случае схема наложения швов выглядит несколько иначе:
- В самом начале накладывается корневой шов, длина которого будет не более 20 сантиметров.
- Далее накладывается второй шов, длиной 40 сантиметров, наползающий на первый. Причем 20 сантиметров второго шва будут корневыми, а следующие 20 см – наползут на первый шов.
- Следующий – третий шов, имеет длину 60 сантиметров. Из которых 20 сантиметров будут корневыми, еще 20 улягутся на корневую часть второго шва и следующие 20 расположатся поверх первого и второго швов, заполняя 20-сантиметровый участок на всю толщину стыка.
- Четвертый шов имеет аналогичную длину — 60 сантиметров. Он закрывает третий шов и выходит на толщину металла над корневой частью второго шва.
Проще говоря: швы накладываются ступеньками, образуя каскады. И крайние 20 сантиметров третьего и последующего швов выходят на толщину свариваемой заготовки.







Ведь мерные 60-сантиметровые швы лучше всего получаются при непрерывной подаче присадочного металла в зону сварочной ванны.
Сварка «блоками»
Если под руками нет полуавтоматического сварочного аппарата, то каскадную технологию можно преобразовать в блочный вариант наложения швов.
И в данном случае технологический процесс сварки толстостенной заготовки будет выглядеть следующим образом:
- В первую очередь заваривают участок корневого шва.
- Далее над корневым швом наваривают второй, промежуточный шов, длина которого будет чуть меньше габаритов первого шва.
- Поверх второго (промежуточного) шва накладывают третий – выходящий на внешнюю поверхность металла на длине, лишь немного отстающей от габаритов корневого шва.
Далее сварку продолжают четвертым корневым швом, пятым промежуточным швом, наползающим на первый, и шестым, накладываемым встык со вторым. Словом, технология очень похожа на каскад. Только «соседние» швы не наползают, а стыкуются друг с другом.
Порядок применения
Прежде чем начинать работу и готовить пилу, нужно уточнить тип строительного материала, который будет подвергаться обработке. Если бетонное сооружение толще 10 см, в нем наверняка находится арматурный скелет. Поэтому для объемных объектов нужно выбирать максимально прочные режущие диски. Следует учесть следующие особенности:

- При работе с базальтом и кварцем диски быстро тупятся.
- Чем крупнее фракция наполнителя бетонного объекта, тем медленнее продвигается резка.
- От размера машины зависит ее мощность. Маленькие пилы относятся к слабым инструментам.
- Диски подбирают в зависимости от свежести и прочности материала.
- До начала основной работы делают пробный спил не глубже 1 см для оценки работы аппаратуры.
- Делая перерывы во время сухой резки, следует вытаскивать рабочий диск, чтобы он быстрее остыл.
После завершения подготовки и проверки выполняют действия в следующем порядке:
- Наметить линию разреза. Чтобы пила не ходила из стороны в сторону и, чтобы не сделать слишком глубокий разрез, рекомендуется вдоль чертежа закрепить бруски из дерева.
- Включить пилу и сделать пробный спил.
- Продолжать работу, погружая пилу в бетон. Брусья удалить.
Виды листовой стали и особенности
По способу производства листовая сталь бывает:
- горячекатаная,
- холоднокатаная,
- оцинкованная.
Горячекатаный листовой металл получают путем горячей прокатки с последующей термообработкой. Листовой прокат делится на тонколистовой толщиной 0,5-3,9
мм и толстолистовой, имеющий толщину4-160 мм.
По ГОСТ 1577-93
конструкционный листовой прокат может подвергаться термической обработке. Конструкционный листовой прокат может иметь травленую или нетравленую поверхность.
Горячекатаный листовой прокат классифицируется на 2
вида:
- низколегированный,
- конструкционный.
Низколегированные горячекатаные листы применяются в промышленности и строительстве для создания сварных конструкций. Также данный материал нашел применение в тяжелой и легкой промышленности в производстве неответственных деталей. Большой популярностью низколегированная листовая сталь пользуется в производстве мостовых клепаных металлоконструкций и шовных трубопроводов.







Конструкционный горячекатаный лист производится из легированной углеродистой стали и используется в производстве ответственных деталей для промышленных машин и механизмов, сварных металлоконструкций наружного применения.
Правка металла
Сортовая, фасонная и листовая сталь, из которой изготовляют, различные детали или заготовки, иногда бывает погнута или покороблена. Чтобы устранить эти дефекты, перед обработкой металла выполняют операцию, которая называется правкой.
Правку металла производят в холодном или нагретом состоянии.
При правке в холодном состоянии полосовую, квадратную, круглую и угловую сталь закрепляют в стуловых тисках у места погнутости и вручную выпрямляют погнутые места, выгибая их в направлении, обратном погнутости, а затем выравнивают металл молотком на наковальне или плите.
Сталь выравнивают на наковальне ударом широкого бойка молотка по выпуклым местам, переворачивая материал с одной стороны на другую до тех пор, пока он не станет ровным. Прямолинейность стали проверяют на глаз.
Сила удара зависит от степени искривления и толщины материала. При большом искривлении или значительной толщине материала вначале наносят более сильные удары, по мере выпрямления материала удары ослабляют. Наносить очень сильные удары не следует, так как материал будет расплющиваться и коробиться.
Если полосовая сталь изогнута по узкой кромке, то изогнутую часть укладывают широкой стороной на плиту, затем, прижав сталь к плите левой рукой, правой наносят удары бойком молотка по широкой стороне изогнутой части, сначала сильные, по вогнутой кромке, затем постепенно ослабляя удары, выравнивают выпуклую кромку полосы.
При правке угловой стали, если полоса выгнута в сторону ребра, полосу укладывают полкой на плиту и наносят удары молотком по ребру; если полоса выгнута в сторону полки, полосу укладывают на край плиты или наковальни и наносят удары по полке, постепенно выправляя полосу угловой стали.
Металлические листы правят вручную. Тонкие листы укладывают на плиту выпуклостью вверх. Удары молотком наносят, начиная от края выпуклости к середине. По краям выпуклости удары наносят слабее, а к центру их усиливают.
Толстые листы правят кувалдой в горячем или холодном состоянии так же, как и тонкие.
При правке в горячем состоянии лист нагревают в печи или на горне до 600-700 °С (красное каление).
Для предохранения рук от ушибов при правке металла необходимо надевать рукавицы, пользоваться исправным инструментом и прочно удерживать выправляемый материал на плите или наковальне.
Правку применяют в тех случаях, когда нужно устранить искажение формы заготовки — волнистость, коробление, вмятины, искривления, выпучивания и т. д. Металл можно править как в холодном, так и в нагретом виде. Нагретый металл правится гораздо легче, впрочем это справедливо и в отношении других видов его пластического деформирования, например, гибки.
В домашних условиях правку нужно производить на наковальне или массивной плите из стали или чугуна. Рабочая поверхность плиты должна быть ровной и чистой. Для того чтобы шум от ударов был менее громким, плиту следует устанавливать на деревянном столе, с помощью которого, кроме того, можно выравнить плиту так, чтобы она находилась в горизонтальном положении.
Для правки необходим специальный слесарный инструмент. Нельзя производить правку любым молотком, который есть под рукой: металл может не только не выправиться, но и приобрести еще большие дефекты. Молоток должен быть изготовлен из мягкого материала — свинца, меди, дерева или резины. Кроме того, нельзя править металл молотком с квадратным бойком — он будет оставлять на поверхности металла следы в виде забоин. Боек молотка должен быть круглым и отполированным.







Кроме молотков, применяются деревянные и металлические гладилки и поддержки. Они используются для правки тонкого листового и полосового металла. Для правки закаленных деталей с фасонными поверхностями существуют правильные бабки.
Не стоит, наверное, напоминать, что правку (рихтовку) металла нужно производить в рабочих рукавицах независимо от того, сложная работа или нет, большая заготовка или маленькая и сильно ли она искривлена.
Чтобы проверить кривизну заготовки, нужно уложить ее на гладкую плиту той поверхностью, которая после правки должна представлять собой плоскость. Зазор между плитой и заготовкой покажет степень искривленности, подлежащей устранению. Изогнутые места необходимо отметить мелом, так гораздо легче наносить удары молотком, чем ориентируясь только на заметную глазом кривизну.
— Правка металла
Отрасль металлургии активно развивается, одной из самых востребованных и распространенных техник в данной сфере является гибка и правка металла
Можно ли резать керамогранит ручным плиткорезом
Керамогранит является прочным материалом, поэтому и плиткорез должен обладать особыми характеристиками. Для большого объема работ лучше использовать электрический плиткорез. Ручным инструментом много керамогранита проблемно нарезать. Однако делать это можно. Существуют секреты резки ручным плиткорезом плитки повышенной прочности:
- Для керамогранита подойдет плиткорез из особо прочной стали и качественным резаком. Обычно такие ручные модели являются профессиональными. Простой плиткорез для кафеля в этой ситуации не подойдет.
- Даже качественным ручным инструментом керамогранит сложно резать. Плиткорез используют при малом объеме работ.
- Ручным инструментом делают только прямые надрезы по керамограниту. Причем толщина заготовки должна быть в пределах 7-15 мм.

Керамогранит можно разрезать только профессиональным ручным плиткорезом Хороший ручной плиткорез для керамогранита дорого стоит. В этом его большой минус. Дешевым инструментом не стоит даже пытаться сделать рез. О керамогранит быстрее тупится резак. Ролик придется чаще менять.
Как правильно резать плитку ручным плиткорезом
Прежде чем научиться резать кафель или керамогранит, нужно ознакомиться с правилами использования, выбора подходящего ручного инструмента. Нужно узнать нюансы, прислушаться к советам профессионалов.
Чтобы с пользой использовать ручной плиткорез, рекомендуется учесть следующее:
- Инструмент всегда выбирают с учетом объема работ. Если требуется перерезать несколько плиток, выгоднее купить дешевый китайский плиткорез. Все равно он остальное время проваляется в сарае или его не жалко просто выбросить. Когда предполагается большой объем работ или использование инструмента в будущем, предпочтение отдают профессиональной модели.
- Ручной инструмент подбирают так, чтобы длина рабочего участка была больше размера разрезаемой заготовки. Иначе за один раз не получится сделать надрез. Здесь нужно продумать на будущее. Например, если предполагается резать напольную плитку, то плиткорез покупают с большим запасом длины, так как такой отделочный материал встречается внушительных размеров.
- Перед началом резки мастера капают на ролик каплю очищенного машинного масла. За счет уменьшения трения улучшится качество надреза.
- Во время резки рычаг с кареткой перемещают плавно без рывков.
- У ролика должен отсутствовать люфт. Если такой недостаток наблюдается, узел меняют.

Плавное перемещение резака улучшает качество реза Специалисты пользуются секретом, упрощающим процедуру ручной резки. За 1-1,5 часа до начала работ они смачивают плитку. Материал размягчается, становится послушнее при разломе.
Часто у неопытных людей возникает вопрос по направлению реза: от себя или на себя. Особой разницы здесь нет. Специалисты режут плитку в любом направлении. Каждый выбирает для себя удобный способ.
Как работает плиткорез ручной с механическим упором
Если электрические плиткорезы разрезают полностью на две части плитку, то с ручными моделями все происходит иначе. Заготовка остается целая после проходки режущим элементом. Сначала на станину укладывают плитку. Рукоятку с кареткой перемещают по направляющим, одновременно нажимая рычаг, чтобы ролик прочно врезался в заготовку. Когда на плитке появится глубокая борозда, ее просто переламывают на две части.
Дешевые резаки быстро притупляются. Если они сделаны из тонкого металла, во время работы образуется вибрация. Все эти недостатки приводят к появлению большого количества брака. Например, затупленный ролик прорежет мелкую борозду и оставит пропуски. Во время нажима кафель треснет не на разрезе, а в другом месте. То же самое касается вибрации. Линия реза получится неровная. После разлома кромку плитки придется подравнивать болгаркой.
Преимущества и недостатки
На рынке спецтехники представлены как модели с испарителем, так и бензорезы распылительного типа. Тем не менее, есть ряд причин считать, что распылительный бензорез лучше. А именно:

- Распылительные резаки имеют до 50% меньший вес, по сравнению с испарительными, т.к. отсутствует асбестовая камера и дополнительный нагреватель
- В обслуживании распылитель проще испарителя, т.к. не нужно чистить камеру испарения
- Бензиновый распылительный резак меньше греется. За счет дополнительного нагревателя, резак испарительного типа необходимо охлаждать в процессе работы
- Испаритель не подходит для работы при низких температурах, из-за постоянного охлаждения паров. (Зимой лучше использовать распылительный резак)
- Распылитель, в отличие от испарителя, устойчив к обратному удару пламени.
Обзор эксплуатационных возможностей
На рынке можно встретить несколько моделей керосинорезов. Наиболее распространенным считается керосинорез РК 02 – универсальное устройство, удобное для использования на предприятиях. Он подходит для резки материала до 200 мм, быстро нагревается до рабочего состояния. Привлекает и доступная цена – 2500-3500 рублей.
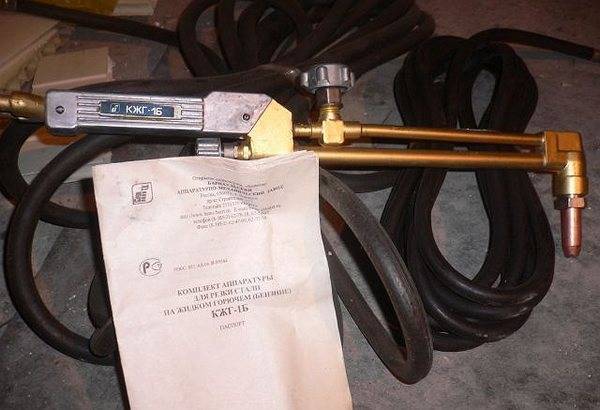








Второй популярной моделью считается керосинорез КЖГ 2. Он имеет высокую безопасность, так как предусмотрен защитный узел от обратного удара пламени. Можно применять длительное время, не опасаясь перегрева горелки.
В предохранительном клапане для защиты от обратного удара присутствует дополнительная пружина. Такое устройство дороже примерно на 1000 рублей. Доступна резка более толстого металла до 300 мм. Прибор может работать в более широком режиме температуры, идет в комплекте со сменными мундштуками.
История создания и определение
Никто достоверно не знает, когда же именно появились и стали эксплуатироваться механизмы для перемещения в пространстве тяжестей. В первую очередь отметим: полиспаст (что это такое, может также подсказать техническая литература) – система блоков и канатов, позволяющая значительно упростить и ускорить проведение запланированных работ с тяжеловесными объектами.

Изучение таких архитектурных памятников, как пирамиды Хеопса в Египте, Великая Китайская стена и прочих стародавних сооружений однозначно подтверждает, что полиспасты, назначение и устройство которых будет рассмотрено ниже, были изобретены несколько тысяч лет назад. Вполне очевидно, что изначально они характеризовались примитивностью.
Что такое толстый металл. Сфера применения
Толстый металл – это разновидность стального проката, обладающего массивностью и высокими прочностными характеристиками. Основа технологии производственного цикла — горячая прокатка металла, в результате которой получаются массивные стальные листы. Определяющей функциональной характеристикой металлопродукции этого вида является ее толщина. Для этой категории металлопроката толщина стальных листов варьируется в диапазоне 5-160 мм. Выпускаются готовые изделия и большей толщины, максимум до 500 мм.
Толщина листового металлопроката определяет его сферу применения. Наиболее активно толстолистовой металл применяется в машиностроении. Ни одна область промышленного производства, связанная с созданием мощных промышленных конструкций, машин и агрегатов не обходится без толстолистовой стали. Самыми распространенными отраслями применения толстого металла являются:
- судостроительная промышленность;
- строительство;
- атомная энергетика;
- химическая отрасль;
- военно-промышленный комплекс.
В каждом отдельном случае используется готовые изделия, детали и конструкции, изготовленные из металлопроката путем обработки толстолистового металла различной толщины. За счет большой толщины металла достигается необходимая прочность конструкций и готовых изделий, увеличиваются их производственный и эксплуатационный ресурс.
Классификация и маркировка листового проката
По видам поставки проката
- В рулонах;
- В листах.
Прокат в рулонах может состоять не более чем из 2-х кусков (отдельных или соединенных сварным швом).
По плоскостности
- ПН — нормальной плоскостности;
- ПУ — улучшенной плоскостности;
- ПВ — высокой плоскостности;
- ПО — особо высокой плоскостности.
По размерам
- I — с указанием размеров по толщине, ширине и длине;
- II — с указанием размеров по толщине;
- III — с указанием размеров, кратных по ширине и длине;
- IV — с указанием мерных размеров по ширине и длине.
По назначению при применении
- ХШ — для холодной штамповки;
- ХП — для холодного профилирования;
- ПК — под окраску (дрессированная);
- ОН — общего назначения.
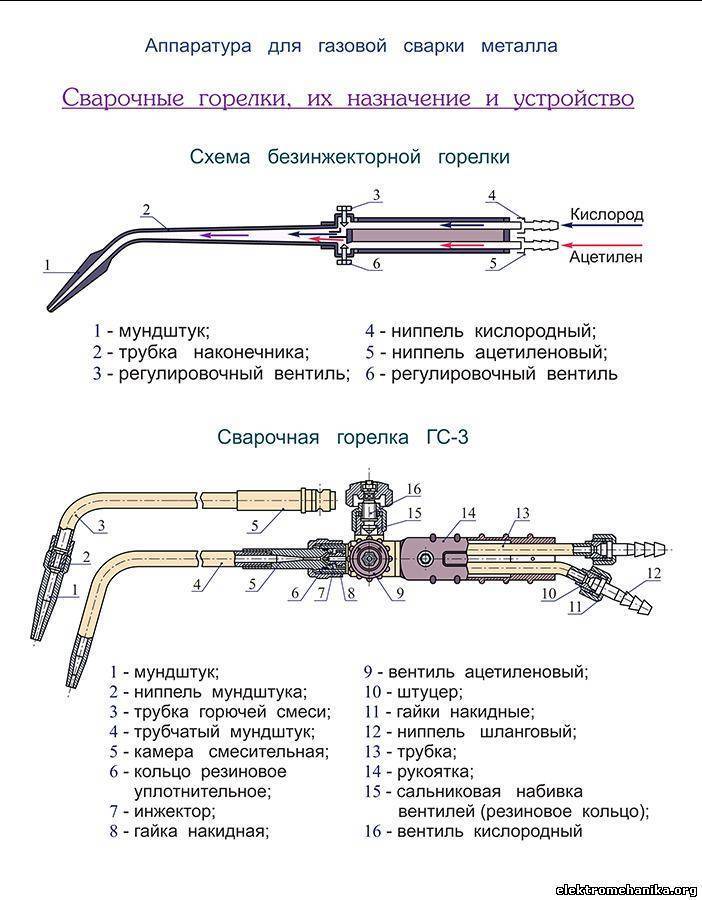
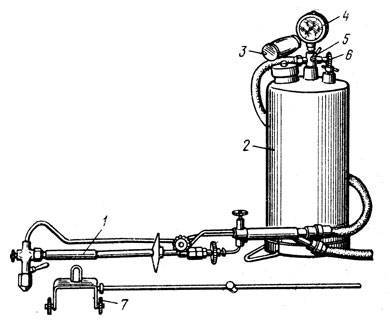
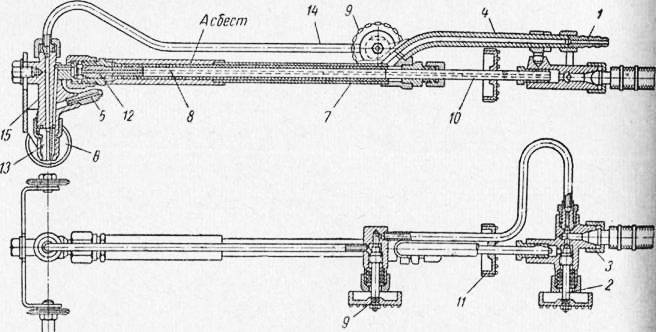
Резак
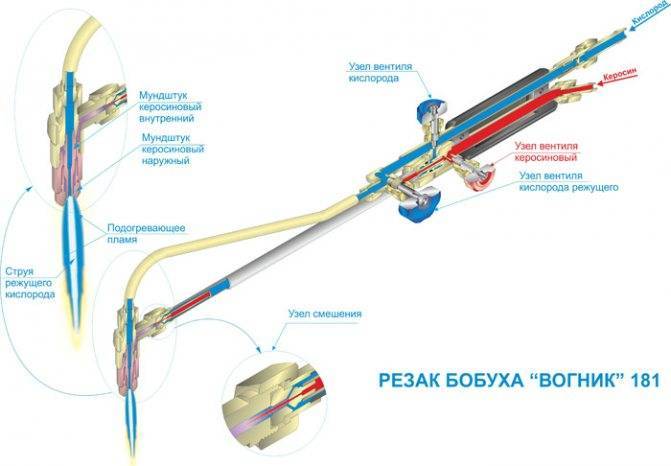
Конструкция резака, который снабжён испарителем, весьма схожа с аналогичным узлом для газо-кислородной резки. Она включает в себя:
- Основной мундштук.
- Подогревающий мундштук.
- Головку.
- Инжектор.
- Управляющие вентили.
- Подающую трубку.
- Регулирующий маховичок.
- Испаритель.
- Огнестойкая набивка.
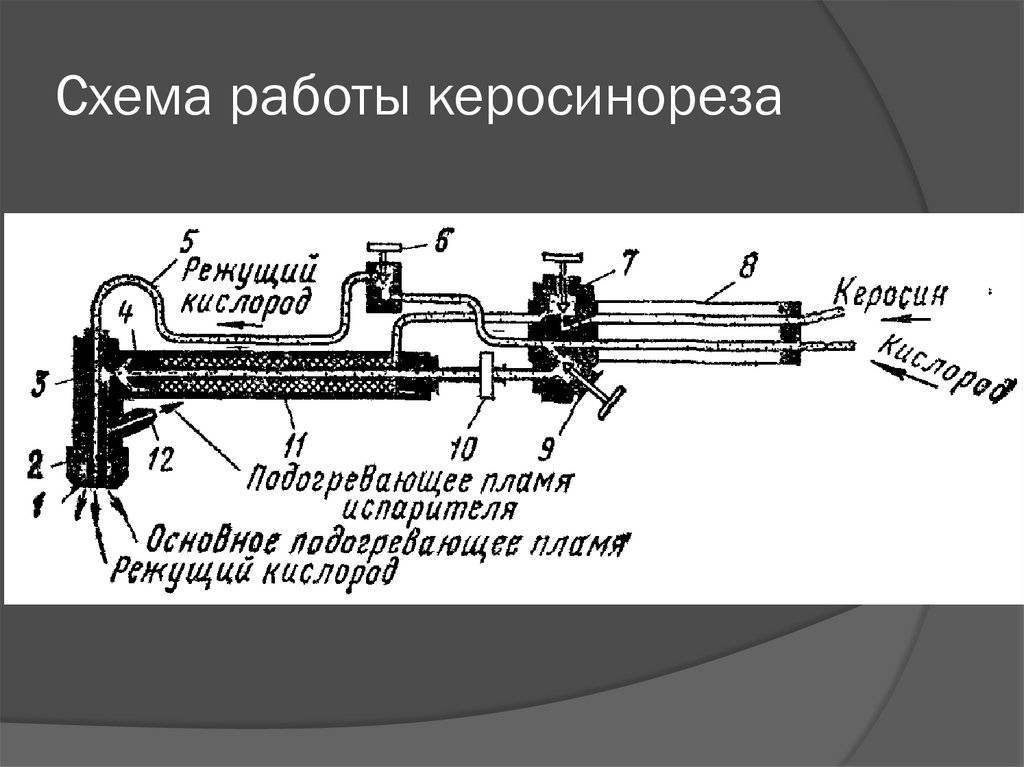
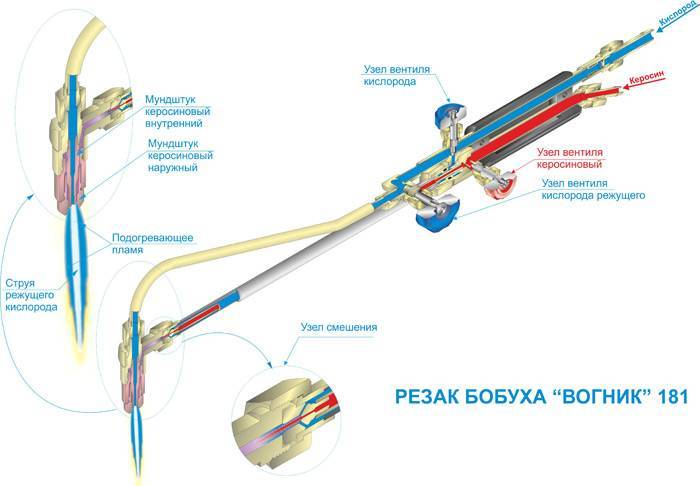
Резак работает следующим образом. Керосин из присоединительного шланга поступает в огнестойкую набивку испарителя, где нагревается пламенем, которое образуется на выходе из вспомогательного подогревающего мундштука. Одновременно через инжектор к рабочей головке керосинореза поступает из баллона кислород. В головке происходит смешивание кислорода с подогретыми парами керосина, после чего смесь поджигается, и в таком виде выходит из зазора между мундштуками. Это – подогревающее пламя, интенсивность которого регулируется при помощи маховичков и вентилей. При этом процентный состав компонентов изменяется в пользу кислорода, температура которого увеличивается до значений, соответствующих локальному плавлению металла в зоне резки. Подводящие трубки располагаются в рукоятке резчика.
Безопасность работ с керосинорезом обеспечивается функционированием предохранительного клапана, который и управляет процессом поджига. Для этого вначале открывают кислородный вентиль, а затем – керосиновый. Затем поджигают смесь у основания мундштука, и поворотом маховичков управляют параметрами образующегося пламени. Если давление компонентов выходит за допустимые пределы, эластичная наполнительная смесь, находящаяся в промежутке между уплотнительными шайбами перегревается/охлаждается, и соответственно отпускает или прижимает пружиной седло к горловине клапана. Таким образом, подача либо увеличивается, либо прекращается вовсе.
При регламентном обслуживании резаков следят за состоянием уплотнений, очищают головки от образовавшихся заусенцев, полируют входные и выходные отверстия, используя хлопчатобумажную чистую ветошь.
https://youtube.com/watch?v=oAS1ObN_cb0