

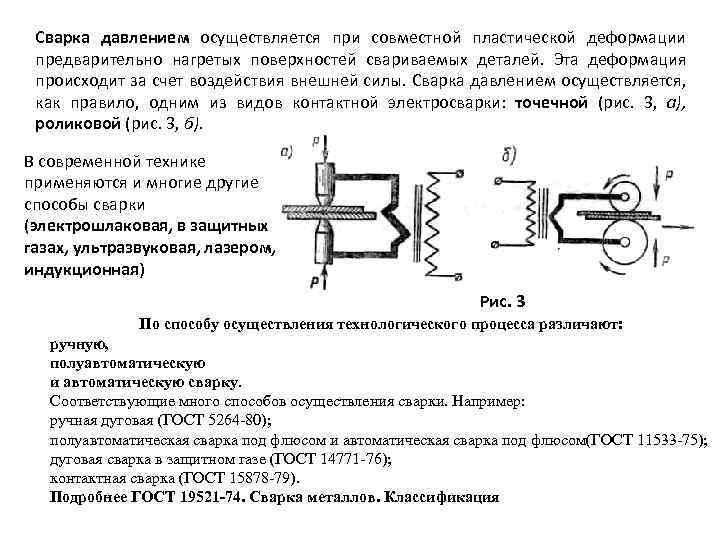
Контроль качества готовых сварных соединений
Оценку качества сварных узлов, полученных различными способами КС, проводят с целью определения их соответствия техническим требованиям, предъявляемым к производимым изделиям. Для выявления дефектов КС используются методы разрушающего и неразрушающего контроля.
К основным методам неразрушающего контроля относят следующие:
- Внешний осмотр сварного контактного соединения. Особенностью этого метода применительно к КС является осложнение контроля качества из-за плотного прижатия деталей друг к другу, скрывающего некоторые недостатки соединения.
При оценке результатов сварки при внешнем осмотре партии однотипных изделий рекомендуется иметь образец-эталон сварного узла.
- Пневматические испытания для проверки герметичности швов, выполненных шовной сваркой. Готовое изделие заполняется сжатым воздухом небольшого давления и погружается в воду, чтобы выходящие пузырьки воздуха указали возможные места нарушения герметичности.
- Рентгеновское просвечивание, используемое для контроля ответственных изделий, работающих в условиях динамических нагрузок (оси, тяги и т.п.).
- Ультразвуковой контроль или УЗК, получивший широкое распространение благодаря промышленному выпуску простых в употреблении компактных приборов УЗК.
На рис. ниже показан рабочий момент УЗК с использованием ультразвукового дефектоскопа А1212 Мастер для поиска трещин, непроваров и других внутренних дефектов.
Методики разрушающего контроля основываются на отборе части изготовленной продукции (так называемые технологические пробы) и выполнении разрезов деталей по шву для определения дефектов. К основным методам разрушающего контроля относятся:
- механические испытания, в ходе которых сварные соединения испытываются на прочность и пластичность;
- металлографические испытания, в ходе которых определяют глубину проплавления металла, выявляются раковины, трещины, непровар и другие внутренние дефекты.
Свариваемость меди
Медная сварка представляет собой сложную операцию. Для ее правильного выполнения человек обязан хорошо понимать свойства и химическую чистоту этого красноватого металла и его сплавов, которые получаются в результате соединения популярных элементов с ним. Поэтому всем заинтересованным лицам полезно будет знать особенности сварки меди и ее сплавов.
Прежде всего, на свариваемость красноватого металла влияет присутствие легирующих элементов, которые бывают токсичными и летучими. Поэтому во время выполнения работ требуется наличие исправной и эффективной вентиляции для защиты персонажи.
Примечание! На производстве сварные процессы выполняются в специально оборудованном месте. Оно оснащается комплектом оборудования, которое технологически связано между собой. Такое стационарное место также комплектуется всем нужным инструментом и приспособлениями. При выполнении работ в домашних условиях используется сварной пост для пайки меди. Он укомплектован баллонами с газовыми смесями, редукторами и горелкой.
Для улучшения различных свойств меди в ее состав чаще всего вводит следующие легирующие элементы:
- Цинк, уменьшающий свариваемость латунных сплавов. Снижение этой характеристики происходит пропорционально его количеству. Цинк закипает при низкой температуре. В результате сварки медно цинковых сплавов выделяются токсичные пары.
- Олово, положительно влияющие на возникновение горячих трещин во время сварочного процесса, если его процентное содержание В сплаве равно от 1% до 10%. Этот элемент менее токсичен и летуч, чем цинк. Однако он при сварке нередко окисляется, поэтому появляются оксиды. Они уменьшают прочностной характеристику шва.
- Кремний, благоприятно влияющие на свариваемость, так как способствуют раскислению.
- Алюминий, бериллий и никель — элементы, образующие оксиды. От них нужно избавляться перед сварочным процессом. Чтобы предотвратить образование этих оксидов во время работы, используется защитный газ или флюс и соответствующий ток для процесса.
- Кислород, вызывающий увеличение пор и уменьшающий прочность швов, если в медных сплавах отсутствует необходимый процент раскислители, самым популярным из которых является фосфор. К их числу также относится марганец, алюминий, кремний и железо. Если медные сплавы содержат эти элементы, тогда удается уменьшить количество кислорода, который может быть в виде закиси меди или иметь форму свободного газа.
- Свинец, сера и селен включают в сплавы с медью, чтобы повысить степень их обрабатываемости. Однако данные элементы не только повышают на свариваемость, но и увеличивает вероятность образования горячих трещин. Среди них самым вредным является свинец.
- Марганец и железо оказывают не существенное влияние на свариваемость медных сплавов, так как их процентное содержание незначительно. Обычно она составляет 1,4-3,5%.
На свариваемость как меди, так и ее сплавов влияют и другие факторы:
- Теплопроводность, которая возрастает с уменьшением числа легирующих элементов. Поэтому при создании соединения выбирается такой ток и защитный газ, чтобы в шов вводилось максимальное количество тепла. Нередко требуется выполнить предварительный нагрев свариваемых деталей, отличающихся небольшой теплопроводностью. Этот процесс осуществляется в зависимости от толщины изделий.
- Горячие трещины появляются во всех медных сплавах при затвердевании. Их количество можно сократить, если надежно зафиксировать соединяемые детали во время выполнения сварочных работ. Подогрев изделий также способствует снижению числа горячих трещин. Этот процесс позволяет замедлить охлаждение деталей и уменьшить сварочные напряжения.
- Положение сварки, так как медные металлы обладают неустойчивыми характеристиками. Обычно работы выполняются в нижнем положении. В горизонтальной плоскости они проводятся в исключительных случаях. Это создание угловых и тавровых швов. Во время их выполнения осуществляется разделка кромок.
- Пористость, возникающая при испарении элементов, отличающихся низкой температурой кипения. К ним относятся фосфор, кадмий и цинк. Уменьшить такой эффект позволяет быстрое выполнение работ и минимальное использование присадочных материалов.
Состояние поверхности меди и ее сплавов является еще одним фактором, влияющим на свариваемость. Перед работами с металла должны быть удалены все окислы и жиры. Обычно для этих целей применяется проволочная щетка. Зная перечисленные особенности сварки меди удается выполнить качественные соединения. Однако для достижения положительного результата еще требуется выбрать правильную технологию осуществления сварочных работ.
Дефекты ТС
При наличии знаний и опыта ТС получиться хорошего качества. Учитывая простоту работы с ней — освоить азы достаточно легко.
Но если допускать ошибки или работу человеку, не имеющему хотя бы небольшого опыта, возможен брак. Он образуются на самих заготовках, а не в сварочном месте.
Есть несколько типов дефектов. К примеру:
- центр в итоге огромный;
- центр в итоге очень маленький;
- центр смещен в право или лево от стыка.
Также когда интервал между точками большой, шов не получается сплошным. А в случае неверно подобранным параметров на агрегате детали сильно деформируются. Самый страшный брак — не проваренный центр, а и отсутствие такового.
Малые нагрузки деталь может выдержать, но через некоторое время все равно сломается. Такой дефект не сразу заметен, а проявиться он может, например, при перепадах температур (теплый цех – холодная улица).

Можно допустить ошибки и это не спровоцирует поломку, но это не везение. В том самом месте непроверенного центра или другой деформации уже образуется коррозия, пока не видна на первый взгляд. Все дело во времени до полного разрушения конструкции.
Для правильного выполнения ТС рекомендуем:
- точку сваривания размещать посередине стыка;
- контролируйте размер литого центра;
- убедитесь в отсутствие шлака, трещин;
- не давайте большого напряжения.
Больше практики и вы справитесь. Только опыт поможет понять тонкости точечной сварки.
Напряжение для подключения
Для подключения аппарата к сети требуется однофазное напряжение 220 В или трехфазная линия на 380 В. Это прямо указывается в инструкции к товару и определяет, где его получится использовать. Потребляемая мощность от 3 до 12 кВт подскажет, можно ли включать аппарат в обычную бытовую сеть (обычно свыше 5 кВт лучше не включать, чтобы не расплавить проводку).
Оборудование для контактной сварки
Все агрегаты для сварки контактным методом условно классифицируются по следующим признакам:
- назначение;
- источник питания;
- расположение электродов;
- способ перемещения;
- способ автоматизации.
По назначению сварное оборудование делят на модели общего назначения и специализированные агрегаты, применяемые для конкретных работ.
Прецизионное оборудование для точечной сварки широкого назначения подойдет для сваривания разного рода микроэлектронных устройств, металлических изделий, в зависимости от особенностей их конструкции и актуальных требований.
Сварочный аппарат для точечной сварки.
Но в случае большинства металлических изделий и сплавов нужно применить специализированные агрегаты для контактной точечной сварки:
- установки, функционирующие по принципу одностороннего контактного сваривания;
- агрегаты для сварки проводников в изоляционном материале.
В оборудовании для контактной стыковой сварки на производстве применяются разные виды источников питания
- конденсаторы, в т. ч. с поддержанием напряжения и регулированием режима работы в процессе сварки автоматически;
- источники питания с переменным током, в т. ч. повышенной частоты с возможностью автоматического регулирования тока или напряжения.
Схема стыковой сварки оплавлением должна описывать вид применяемого оборудования, что упростит сварщику задачу и позволит добиться максимально высокого качества сварных соединений.
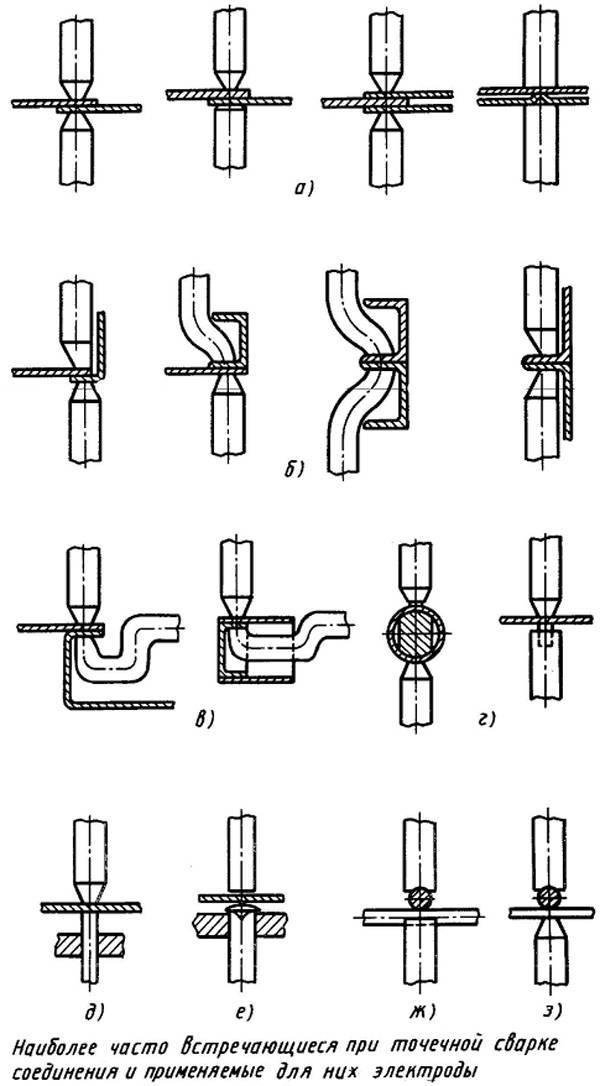
Электроды для контактной сварки могут располагаться по-разному:
- друг напротив друга;
- параллельно.
В первом варианте электроды одновременно сжимают детали с двух сторон. Во втором – сварная проволока опирается на детали с одной стороны.
Контактная стыковая сварка оплавлением подразумевает использование разных видов сварочных головок:
- для двустороннего точечного сваривания;
- для сварки и пайки разрезными и V-образными электродами;
- головки для односторонней сварки и пайки с возможностью раздельного регулирования усилия на каждом электроде.
Устройство машины контактной стыковой сварки.
По способу передвижения сварочные агрегаты для контактного метода соединения металлических изделий в единую конструкцию могут быть:
- стационарными;
- подвесными;
- мобильными.
В первом случае сварные детали перемещают под конкретный агрегат, а во втором и третьем ‒ осуществляется монтаж аппарата в положение сваривания.
По способу автоматизации сварочные агрегаты бывают:
- ручными;
- автоматическими.
Ручные агрегаты более доступны по стоимости, однако, требуют большего мастерства со стороны сварщика: абсолютно все операции должны осуществляться вручную под четким контролем человека.
Автоматизированное оборудование для точечной сварки лишает мастера необходимости осуществлять ряд процессов, поэтому облегчает работу для малоопытного сварщика.
Основные параметры при выборе сварной машины ‒ сила сварочного тока, а также длина рычагов со сварными электродами. Они определят возможную толщину деталей для сваривания, вид металла и габариты конструкций, с которыми можно работать.



Зачастую производители указывают их в паспорте конкретной модели аппарата. Простой сварочный аппарат своими руками для точеной технологии можно изготовить своими руками.
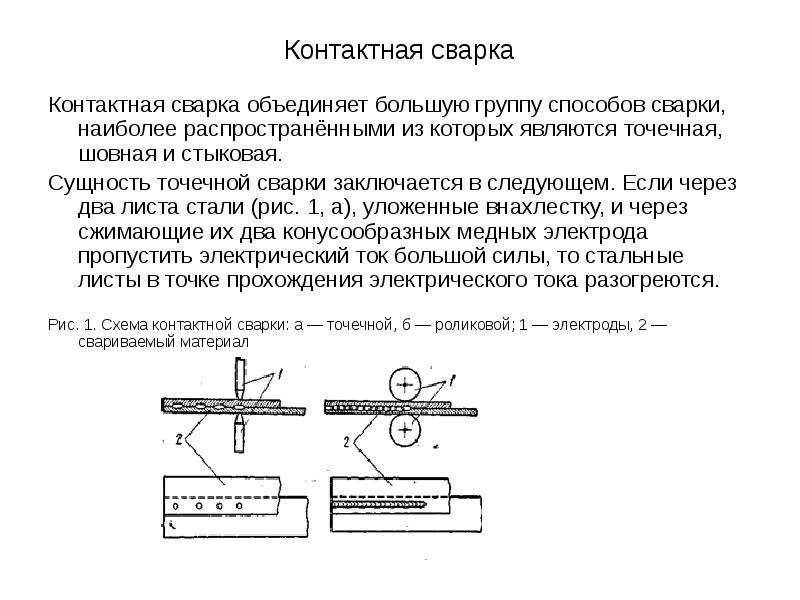
Общая информация
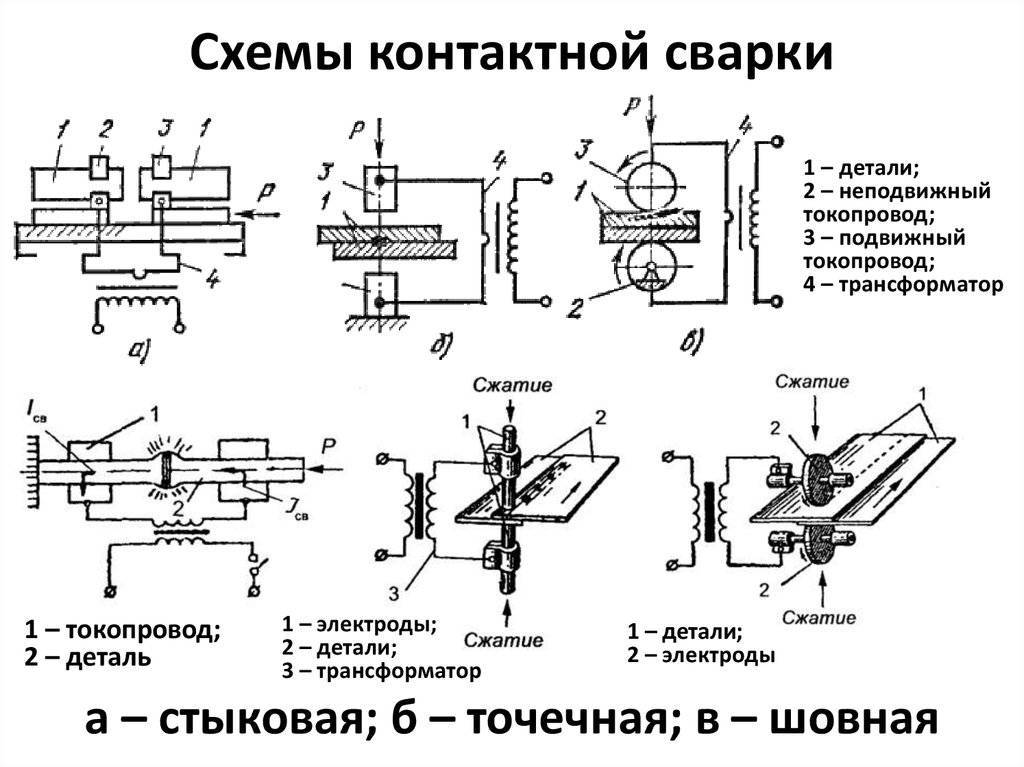
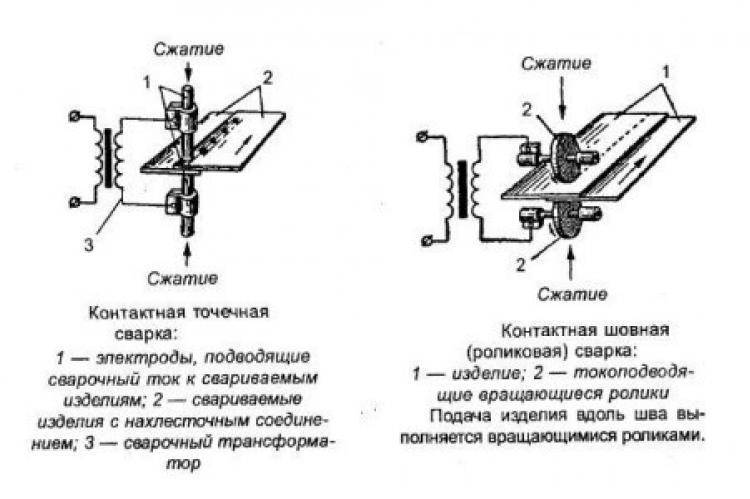
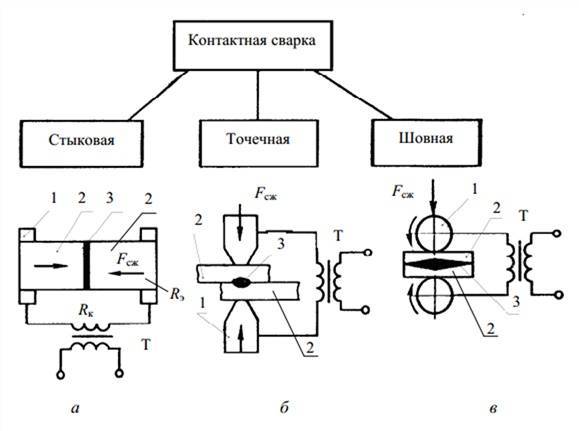
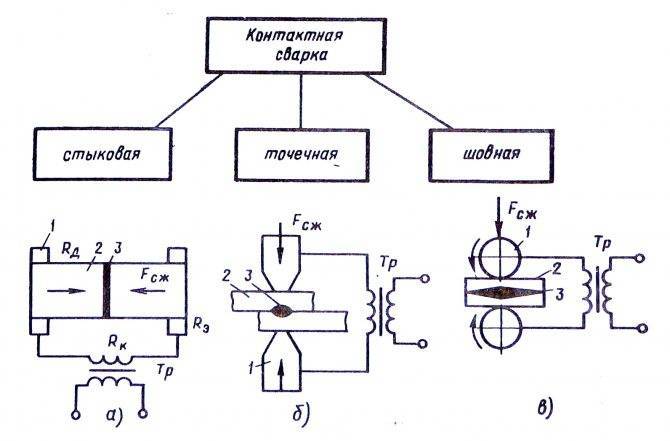
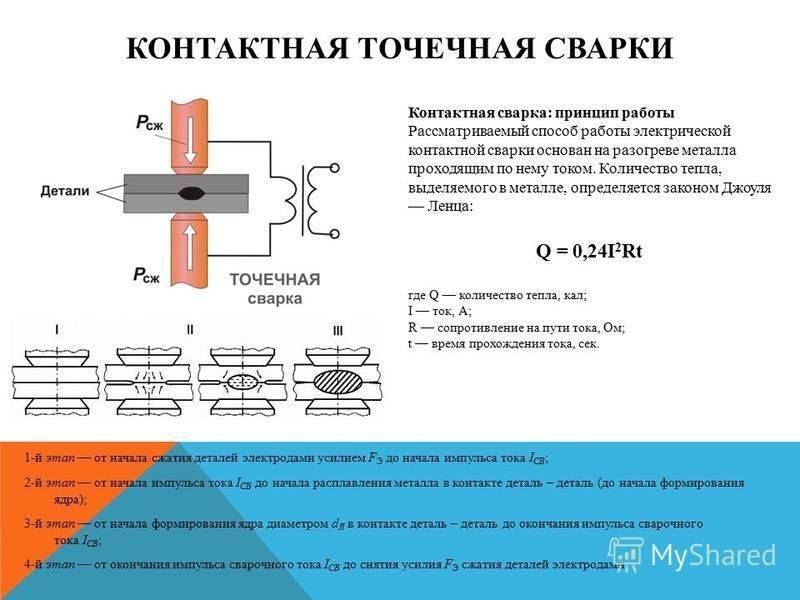
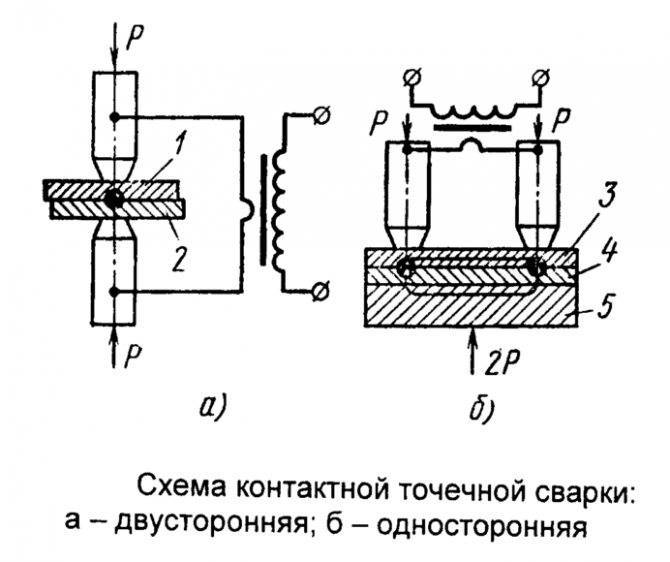
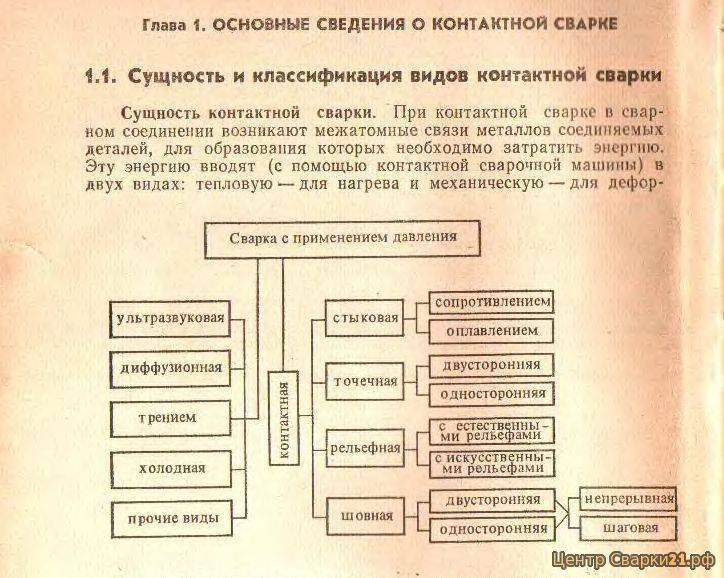
Точечная контактная сварка — это одна из разновидностей контактной сварки. Помимо точечной есть еще стыковая, шовная и прочие типы контактной сварки, но именно точечная получила наибольшее распространение, так что о ней и поговорим в этой статье. Точечная контактная сварка применяется во многих сферах: от строительства до авиастроения. Так, например, при конструировании современных лайнеров на корпусе располагаются миллионы точек, образующих прочный шов.
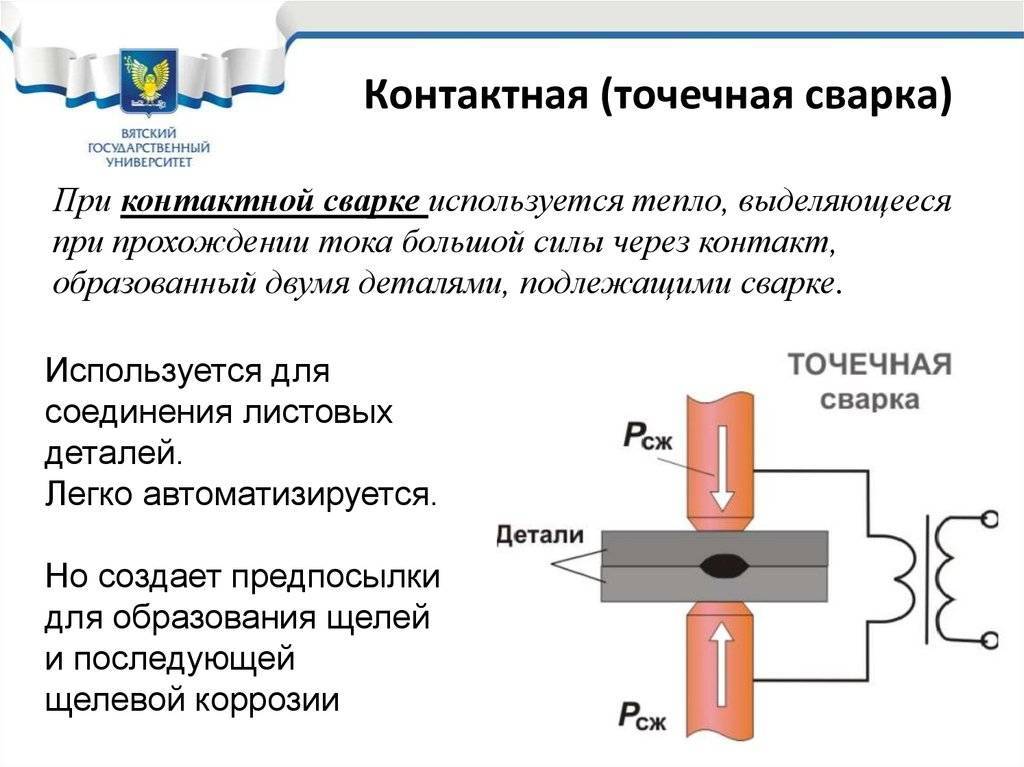
Принцип работы прост: с помощью электрического разряда металл нагревается в определенной точке до температуры своего плавления. Одновременно с этим две детали прижимаются друг к другу с определенной силой. Под действием температуры и механической нагрузки детали соединяются между собой. Образуется очень эстетичный и надежный шов.
Многоточечная сварка отличается от других видов контактной сварки некоторыми особенностями. Прежде всего, точечный метод позволяет существенно сократить время сварки (одна «точка» шва формируется за долю секунды), при этом в работе используют большие значения сварочного тока (более 1000 ампер), также устанавливают маленькое напряжение (не более 10 ватт), зона плавления небольшая (от нескольких мм до 1-2 сантиметров), используется значительная механическая нагрузка, которая может доходить до нескольких сотен килограмм.
В большинстве случаев точечная сварка применяется, когда нужно внахлест соединить тонкий листовой металл или стержневые материалы. Точечная сварка способна соединить металл толщиной от 1 миллиметра до 3 сантиметров, но такие показатели избыточны и на практике вам не придется сваривать детали толще 5-7 миллиметров. По этой причине точечная сварка отлично подходит для кузовных работ.
Значение прижима заготовок при точечной сварке
Едва ли не главным моментом, от которого зависит качество проведенной работы, оказывается такой параметр, как усилие сжатия свариваемых деталей. Самые простые и дешевые устройства оснащаются ручным приводом. Более дорогие и обеспечивающие лучшее качество машины для контактной точечной сварки снабжены механическим, гидравлическим или пневматическим приводами. Если вы не знаете заранее, какие работы вам придется делать – железный забор из металла толщиной 0,8 мм или каркас для фундамента из прутьев сантиметрового диаметра, то стоит выбрать машину с пневматическим приводом, дающим возможность изменять прижимное давление в широком диапазоне.
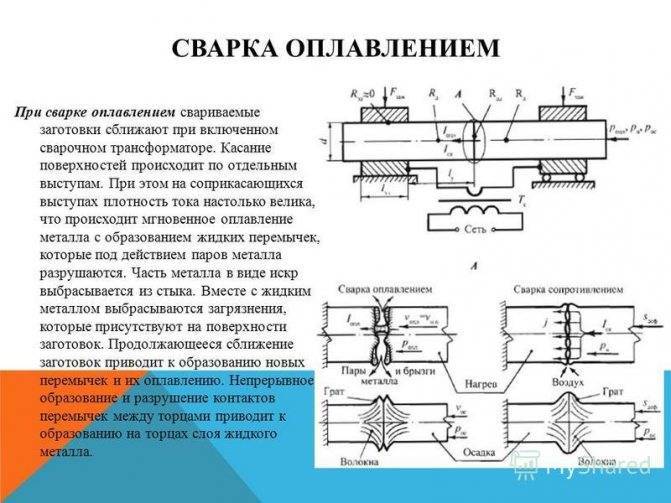
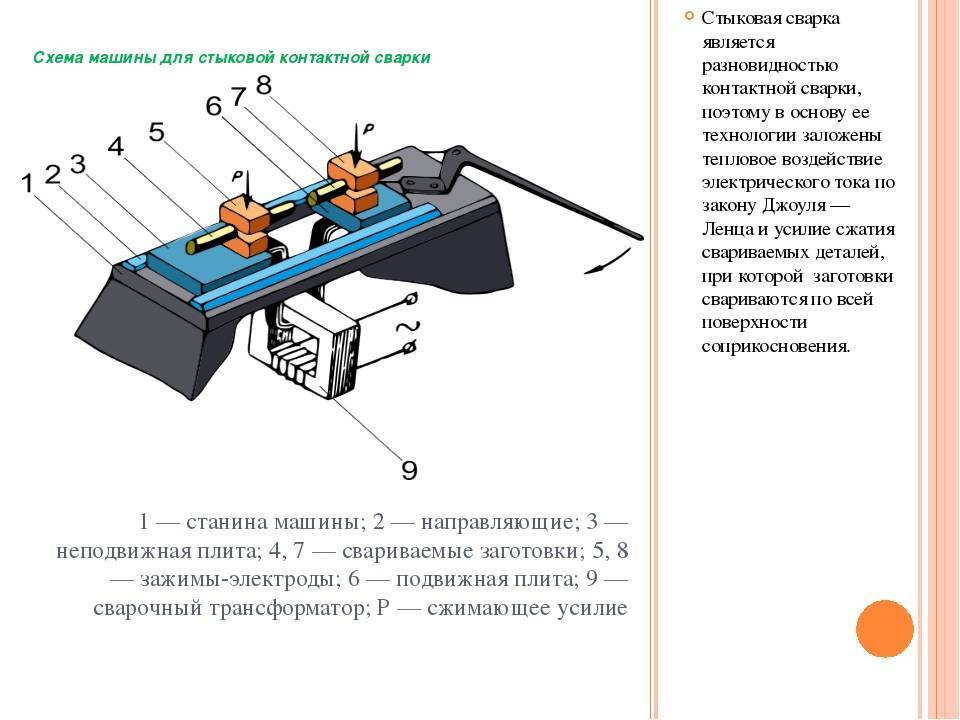
Особенности стыковой сварочной техники оплавлением
При соединении отдельных металлических образцов большого сечения непрерывным оплавлением высокая температура на участке их контакта не способна мгновенно проникать на достаточную глубину металла. Поэтому в таких случаях процесс нагревания приостанавливается, чтобы дать распространиться температуре по всему объему детали.
При множественных повторениях данного процесса, то есть предварительного нагревания с последующим прерыванием, поверхности соединяемых изделий хорошо прогреваются до нужной глубины, в результате чего получаются высококачественные сварные соединения.
Преимущество технологии: техника сварных соединений оплавлением не требует предварительной подготовки поверхностей образцов, позволяет получать высококачественные соединения изделий с большими сечениями сложной формы.
Вместо заключения
Аппарат для контактной сварки — незаменимый помощник на любом крупном заводе, изготавливающем массовую продукцию. Оборудование для контактной сварки позволяет выполнять большой объем работ без потери качества. При этом предприятие экономит на сотрудниках, расходных материалах и т.д. Не смотря на высокую стоимость самой сварочной машины, она очень быстро окупается.
Также учтите, что сварщик на машинах контактной прессовой сварки необходим многим заводам. Контактная сварка в принципе более безопасная и простая, по сравнению с другими технологиями. При этом подобные специалисты очень ценятся и получают достойную оплату. Задумайтесь об этом.
Мы постарались вкратце рассказать вам о сварочных машинах для контактной сварки. Конечно, мы не затронули многие аспекты (как использовать машину, как ее обслуживать, как соблюдать технику безопасности). Но это темы для отдельного материала. Мы же рассказали об основах, которые могут понадобиться новичку или практикующему мастеру, решившему сменить сферу деятельности. Желаем удачи в работе!
Принцип работы аппаратов контактной сварки
Такие аппараты могут быть подвесными, стационарными и переносными, в зависимости от условий производства. Чаще всего аппараты имеют очень узкую специализацию, но есть и универсальные.
Электроконтактная сварка требует определенной подготовки, поэтому чаще всего применяется в промышленности. Реже используется ручная контактная сварка, подобные аппараты можно встретить в автомастерских и на стройплощадках.
Внутреннее устройство:
- Механическая часть кроме электродов включает элементы для сжатия соединяемых поверхностей, роликов. На стационарных аппаратах для создания необходимого давления и проката изделия часто используется гидравлика.
- Электрическая часть состоит из сварочного трансформатора, прерывателя первичной цепи и других элементов, необходимых для подачи тока к месту соединения и создания необходимого напряжения в режиме переменного или постоянного тока.
- В сложных современных аппаратах много электроники, позволяющей использовать различные режимы контактной сварки и регулировать мощность подаваемого тока и другие параметры.
В зависимости от области применения основные элементы могут иметь различную конструкцию.
Контактная сварка имеет некоторые ограничения по свариваемым металлам. Металлы небольшим переходным электрическим сопротивлением плохо поддаются сварке с помощью электрического тока.

Поэтому контактная сварка меди применяется редко – это очень энергозатратный и не самый эффективный метод соединения медных деталей.
Машины для контактной сварки
Сварочные аппараты разделяют на группы по следующим критериям:
- Назначение: узкоспециальные машины, рассчитанные на работу с большими партиями однотипных деталей, или универсальные, которые обрабатывают малое количество заготовок, но легко поддаются перенастройке;
- Тип механического блока, осуществляющего сжатие и усадку деталей. По этому признаку аппараты делятся на гидравлические, пневматические, пневмогидравлические, механические и другие;
- По мобильности – передвижные, переносные, стационарные;
- По способу сварки;
- По типу блока питания: машины с выпрямителем или машины, работающие от переменного тока (однофазного, трехфазного).
Конкретный вид машины выбирается в зависимости от выполняемой задачи.
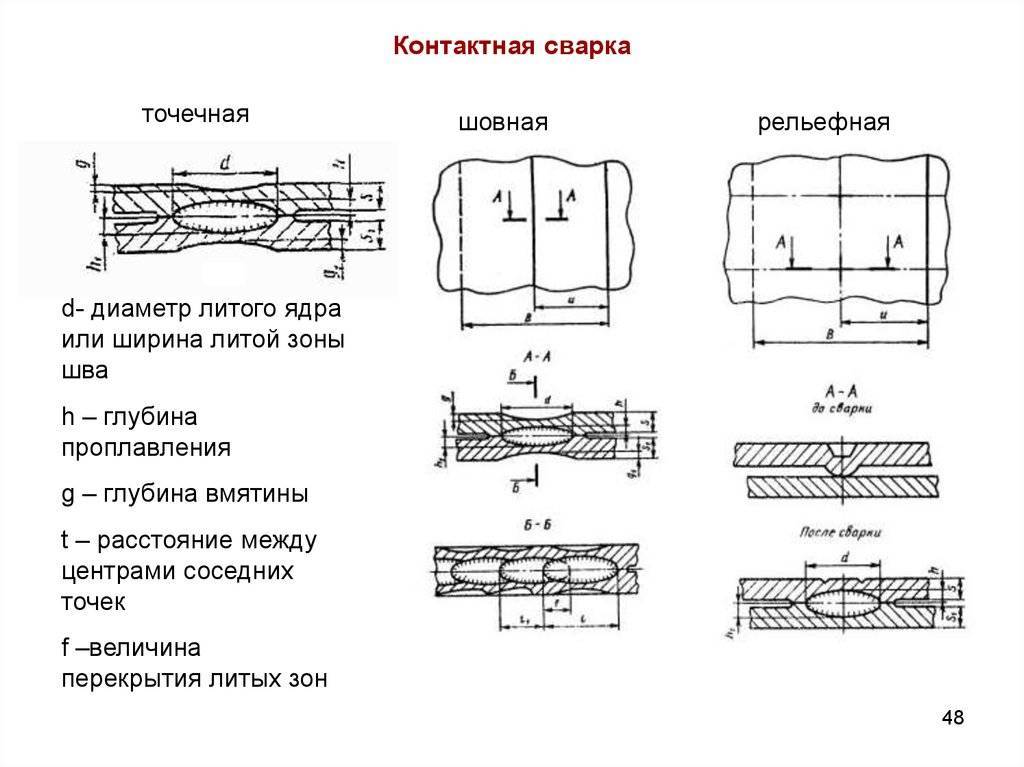
Дефекты и причины их возникновения при точечной сварке
Несмотря на технологичность, точечная сварка требует точных настроек и постоянного контроля за качеством на производстве. Среди дефектов можно выделить:
- Прожог. Он выглядит как отверстие в обеих деталях, сплавленные края легко отрываются.При слишком высокой силе тока, большой длительности импульса или избыточной силе сжатия металл перегревается и стекает. Для снижения риска прожога стоит снизить силу тока или прижима.
- Выплески. При сильном сжатии или долговременном слабом импульсе металл выходит из расплавленного ядра, на его месте образуется пустота. При работе выплески выглядят как искры, вылетающие из точек. До известного предела выплеск не вредит, так как компенсируется сжатием деталей, но точка будет менее надежной — толщина вокруг точки неизбежно уменьшается.
- Непровар. Слабый импульс, недостаточная сила сжатия, ослабление клещей при сваривании приводят к непрогреву ядра. Такая точка будет «склеена», но при нагрузке оторвется. Непровар может возникнуть, если сварные точки расположены рядом — соседняя точка выступает шунтом, через который проходит часть электрической энергии. Соответственно, она не будет затрачена на расплав металла.
- Уменьшение диаметра сварки. Если импульс будет коротким или детали не будут прилегать плотно, образуется недостаточная площадь расплава. В этом случае в одной точке может быть один или несколько микрорасплавов, которые в сумме значительно слабее монолитной точки.
Трещины и разрушение основного металла. Возникают в случае отсутствия сжатия, близости точки к краю нахлесточной полосы, грязном металле. Визуально при помощи увеличительного стекла этот дефект обнаружить легко.
Исправление дефектов сварки
Диагностика точечной сварки довольно сложная процедура. Привычные ультразвуковые методы исследования не дают точной картины, поэтому на производствах с автоматизацией проводят тесты с разрушением контрольных образцов.
Выявленные дефекты исправляются следующими методами:
- повторным провариванием точкой;
- высверливание и последующая сварка полуавтоматом;
- наружные выплески поддаются зачистке;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Дефекты и причины их возникновения при точечной сварке
Непровар полный или частичный
Непровар полный или частичный, недостаточные размеры литого ядра. Возможные причины: мал сварочный ток, слишком велико усилие сжатия, изношена рабочая поверхность электродов. Недостаточность сварочного тока может вызываться не только его малым значением во вторичном контуре машины, но и касанием электрода вертикальных стенок профиля или слишком близким расстоянием между сварными точками, приводящим к большому шунтирующему току.
Дефект обнаруживается внешним осмотром, приподниманием кромки деталей пробойником, ультразвуковыми и радиационными приборами для контроля качества сварки.
Образование трещин при точечной сварке
Наружные трещины. Причины: слишком большой сварочный ток, недостаточная сила сжатия, отсутствие усилия проковки, загрязненная поверхность деталей и электродов, приводящая к увеличению контактного сопротивления деталей и нарушению температурного режима сварки.
Дефект можно обнаружить невооруженным глазом или с помощью лупы. Эффективна капиллярная диагностика.
Разрывы у кромок нахлестки
Причина этого дефекта обычно одна — сварная точка расположена слишком близко от края детали (недостаточна нахлестка).
Обнаруживается внешним осмотром — через лупу или невооруженным глазом.
Глубокие вмятины от электрода
Возможные причины: слишком малый размер (диаметр или радиус) рабочей части электрода, чрезмерно большое ковочное усилие, неправильно установленные электроды, слишком большие размеры литой зоны. Последнее может являться следствием превышения сварочного тока или длительности импульса.
Определяется внешним осмотром.
Внутренний выплеск (выход расплавленного металла в зазор между деталями)
Причины: превышены допустимые значения тока или длительности сварочного импульса — образовалась слишком большая зона расплавленного металла. Мало усилие сжатия — не создался надежный уплотняющий пояс вокруг ядра или образовалась воздушная раковина в ядре, вызвавшая вытекание расплавленного металла в зазор. Неправильно (несоосно или с перекосом) установлены электроды.
Определяется методами ультразвукового или рентгенографического контроля или внешним осмотром (из-за выплеска может образоваться зазор между деталями).
Наружный выплеск (выход металла на поверхность детали)
Возможные причины: включение токового импульса при несжатых электродах, слишком большое значение сварочного тока или продолжительности импульса, недостаточное усилие сжатия, перекос электродов относительно деталей, загрязнение поверхности металла. Две последние причины приводят к неравномерной плотности тока и расплавлению поверхности детали.
Определяется внешним осмотром.
Внутренние трещины и раковины
Внутренние трещины и раковины
Причины: слишком велики ток или продолжительность импульса. Загрязнена поверхность электродов или деталей. Мала сила сжатия. Отсутствует, опаздывает или недостаточно ковочное усилие.


Усадочные раковины могут возникать во время охлаждения и кристаллизации металла. Чтобы воспрепятствовать их возникновению, необходимо повышать силу сжатия и применять проковывающее сжатие в момент охлаждения ядра. Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Смещение литого ядра или его неправильная форма
Возможные причины: неправильно установлены электроды, не очищена поверхность деталей.
Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Прожог
Причины: наличие зазора в собранных деталях, загрязнение поверхности деталей или электродов, отсутствие или малое усилие сжатия электродов во время токового импульса. Во избежание прожогов ток должен подаваться только после приложения полного усилия сжатия. Определяется внешним осмотром.
Исправление дефектов точной сварки
Способ исправления дефектов зависит от их характера. Самым простым является повторная точечная сварка металлов. Дефектное место рекомендуется вырезать или высверлить.
При невозможности сварки (из-за нежелательности или недопустимости нагрева детали), вместо дефектной сварной точки можно поставить заклепку, высверлив место сварки. Применяются и другие способы исправления — зачистка поверхности в случае наружных выплесков, термическая обработка для снятия напряжений, правка и проковка при деформации всего изделия.
Не каждая конструкция аппаратов точечной сварки позволяет их использовать в бытовых целях. Точечная сварка металлов имеет ограничение по толщине металлов, а также мощности потребляемого электричества из бытовой сети. В следующей статье я расскажу об оборудовании для аргонодуговой сварки.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ:
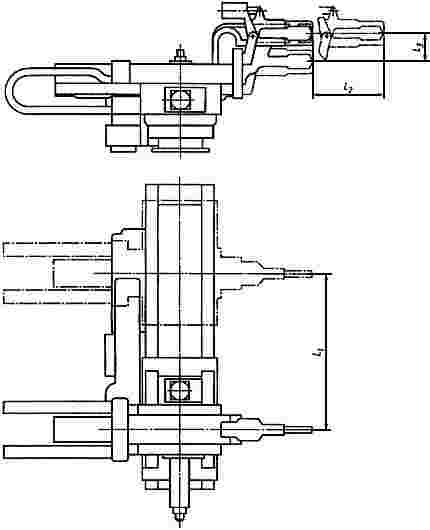
Оборудование для точечной и шовной контактной сварки
Современное оборудование для точечной и шовной контактной сварки — это комплекс
элементов для решения технологических задач. В состав оборудования входит сама
сварочная машина, средства механизации и автоматизации процессов сварки и систему
управления всеми этими устройствами.
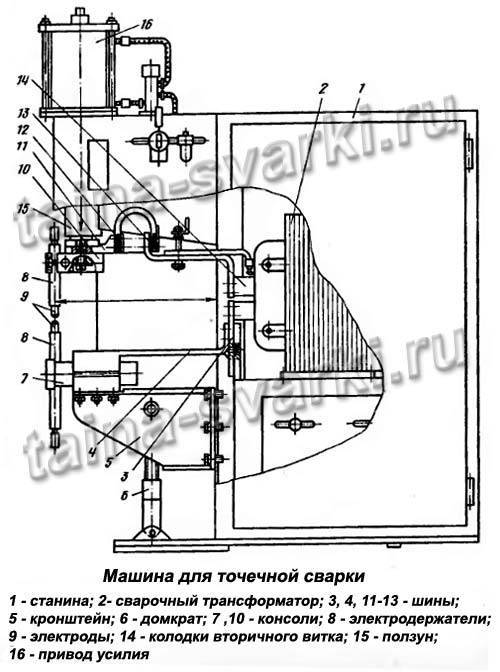
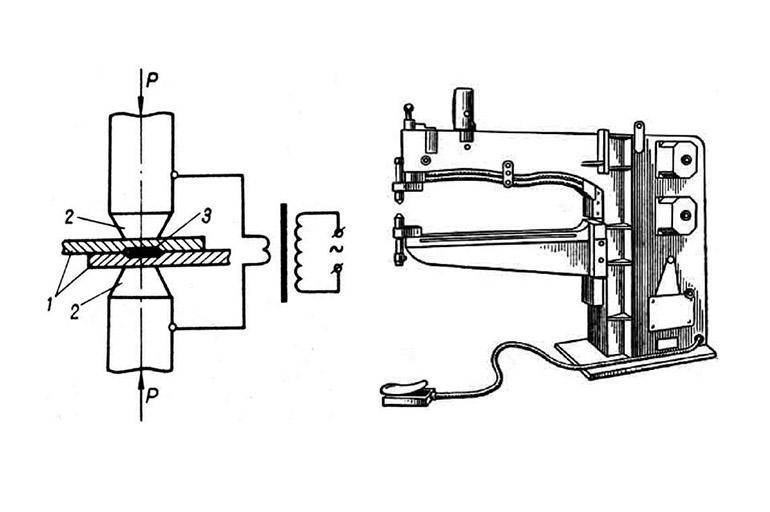
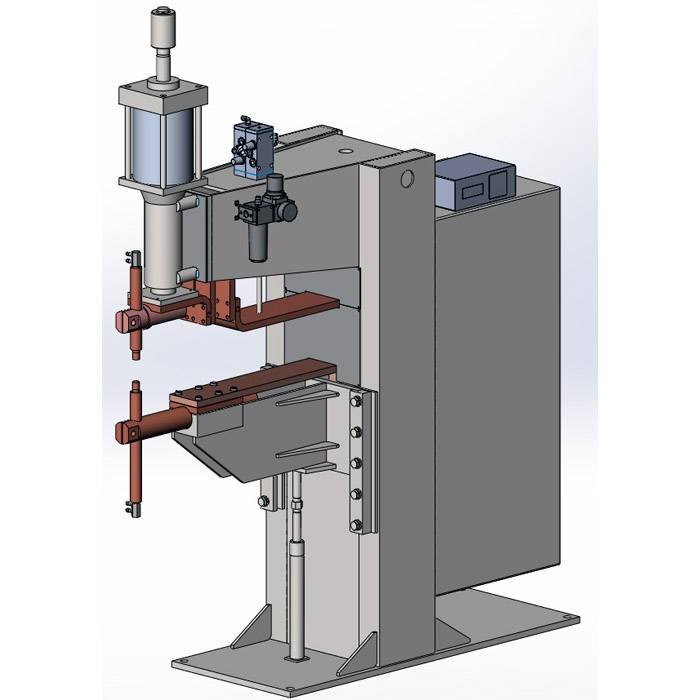
Схема машины для точечной сварки показана на рисунке выше. В составе машины
две основные части. Первая — это механическая с элементами конструкции, которые
обеспечивают жёсткость и прочность машины (корпус, кронштейн и т.п.) и приводами
для передачи усилия и перемещения деталей. Вторая часть электрическая, в составе
которой имеется источник сварочного тока (сварочный трансформатор, выпрямитель,
аккумуляторы тока — батареи конденсаторов, инверторы — преобразователи частоты
и т.д.) и вторичный контур с токоподводами — консолями, электродержателями и
электродами.
Средства механизации и автоматизации представляют собой приспособления к универсальным
машинам или устройства, обеспечивающие подготовку изделия к сварке, сборку,
прихватку, установку, перемещение и съём узла.
Система управления необходима для задания программы работы (режимов сварки,
очерёдности выполнения операций, контроля и автоматической регулировки параметров
технологического цикла, сбора и обработки информации о состоянии оборудования
и качества изделия).
Классификация сварочных машин
Сварочные машины для контактной роликовой и шовно сварки производят в разных
странах, но их все можно классифицировать по различным признакам:
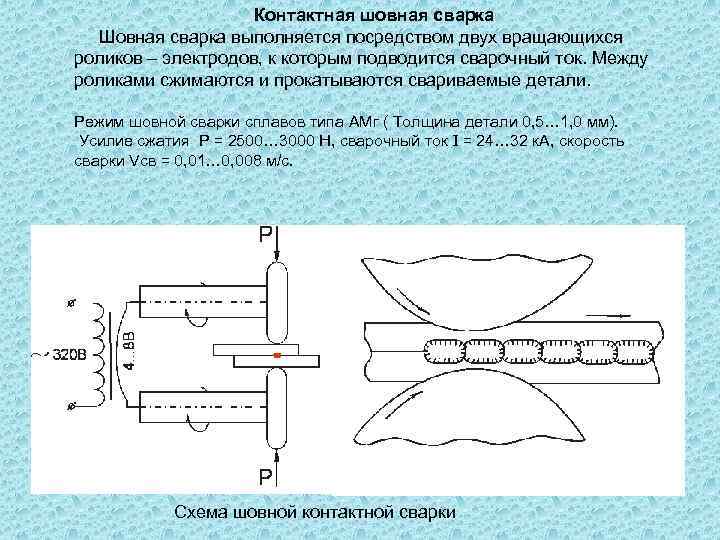
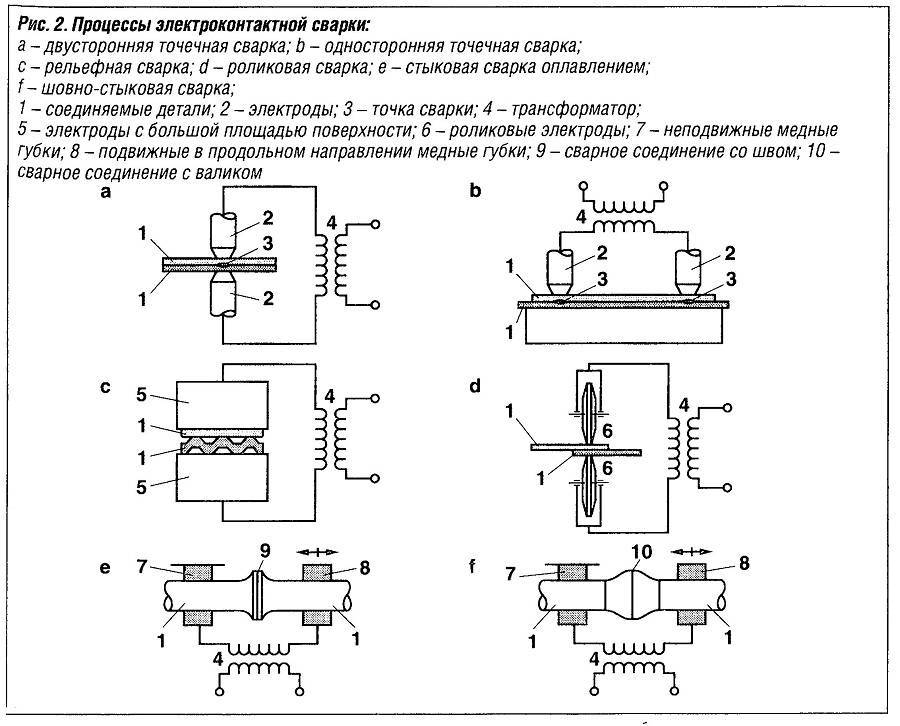
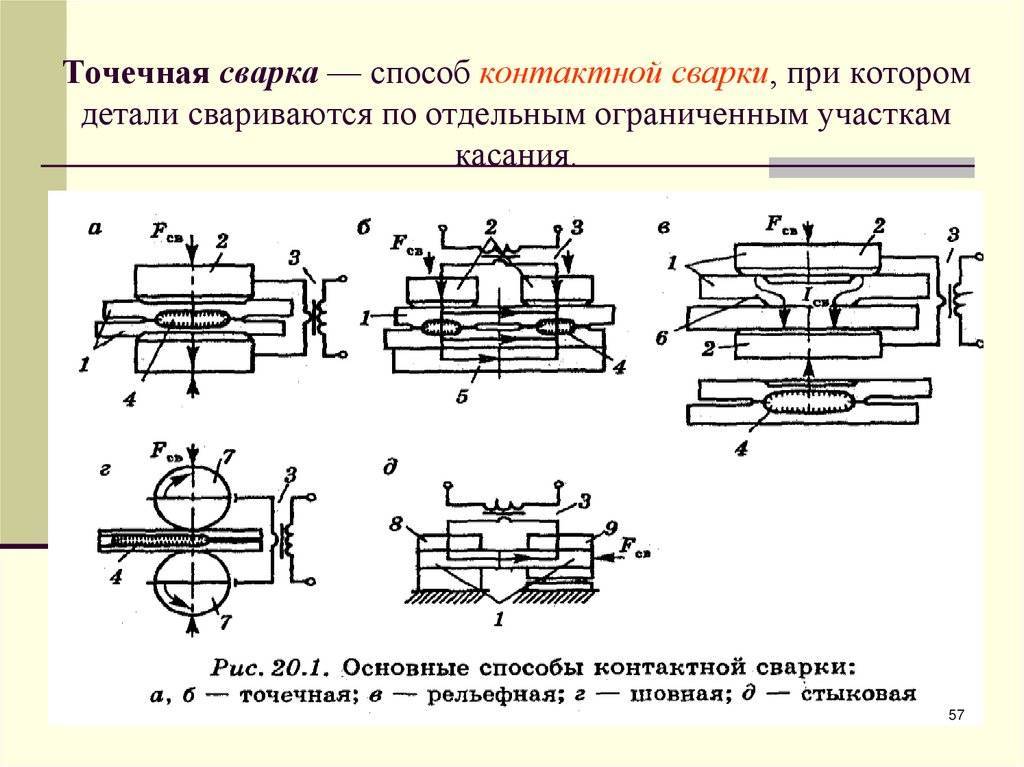
1. По способу сварки. Различают машины для точечной, рельефной и шовной сварки.
2. По назначению. Бывают универсальные машины (общего назначения) и специализированные
(обычно, по типу узла или сортамента).
3. По способу установки. Различают стационарные и передвижные машины.
4. По роду питания. Существуют машины переменного тока, машины низкочастотные
и постоянного тока, конденсаторные машины.
5. По виду привода усилия. Машины могут быть рычажные, пружинные, пневматические,
гидравлические, электромеханические и др.





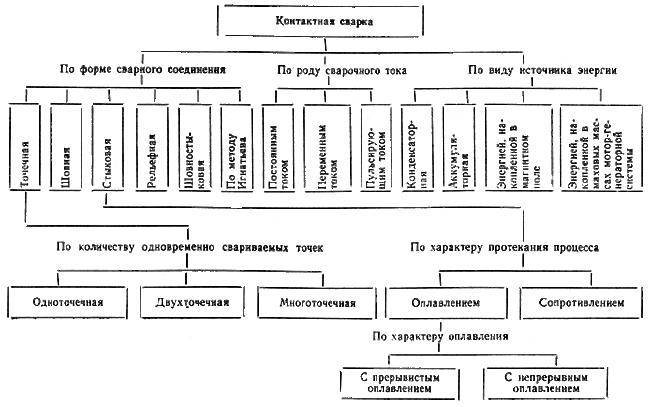
6. По степени автоматизации. Машины бывают неавтоматические, полуавтоматические
и автоматические.
Электроды сварочных машин
Электроды сварочных машин — это весьма важный элемент, ведь именно от их стойкости
зависит производительность точеной и, особенно, шовной контактной сварки. Основные
требования к материалам электродов изложены в ГОСТ 14111. Для сварки алюминиевых
сплавов и подобных материалов это, прежде всего, тепло- и электропроводность.
Среди предъявляемых требований также сопротивление пластическим деформациям
при температуре 300-500°C (для сварки жаропрочных сталей).
Для изготовления электродов применяют такие материалы, как медные сплавы. В
качестве электродных вставок применяют чистые тугоплавкие металлы — молибден
и вольфрам. Отдельную группу представляют материалы, упрочнённые частицами оксидов
(Al2O3, CrO3), карбидов и нитридов, обладающих высокой жаростойкостью и электропроводностью.
Для сварки медных сплавов и сплавов алюминия применяют электродные материалы
с высокой электропроводностью, для сварки жаропрочных сплавов — с высокой твёрдостью
при больших температурах (около 500°C).
Механизация и автоматизация шовной и точечной контактной сварки
Сварочные машины для точечной и шовной контактной сварки обеспечивают почти
полную автоматизацию процесса. Для уменьшения длительности вспомогательных операций
и повышения производительности всего процесса используют различные механизированные
приспособления, машины-автоматы, автоматические линии и промышленные роботы.
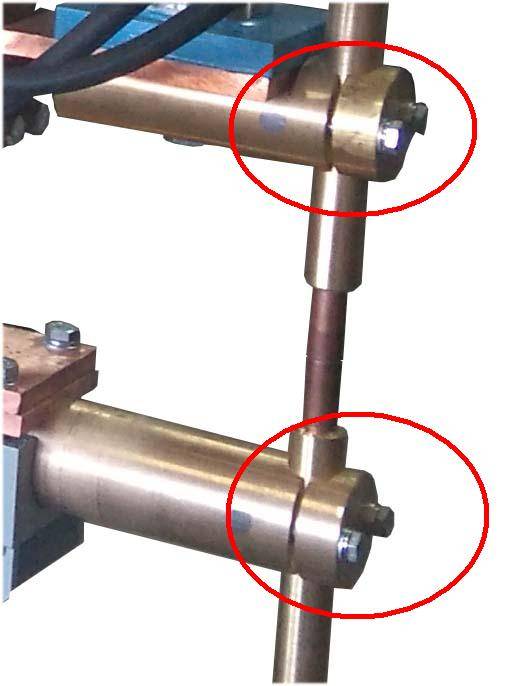
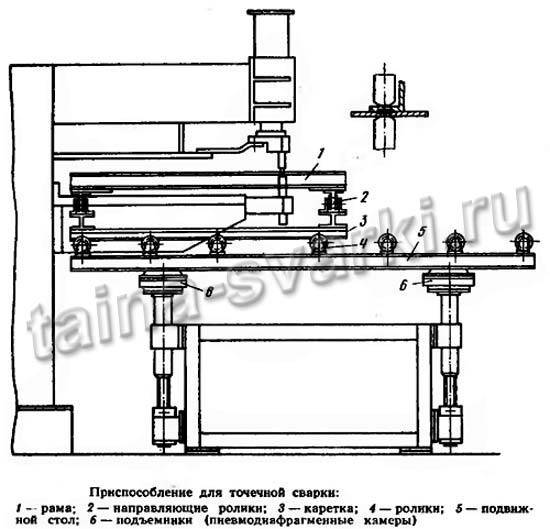
К сборочно-сварочным приспособлениям относятся кондукторы, стапели, сборочные
стенды, на которых выполняют сборку, прихватку и сварку изделий. На практике
также нашли широкое применение поддерживающие (выравнивающие) приспособления,
при помощи которых можно сориентировать свариваемый узел относительно электродов
или роликов сварочной машины. Примерная схема подобного приспособления показана
на рисунке.
Автоматические линии востребованы в автомобилестроении, при производстве сельскохозяйственной
техники, в вагоностроении, в электронике, при производстве трубных заготовок
и в других областях при массовом производстве.
Заключение
Методики контактной сварки выгодно отличаются от других технологий электросварки. При использовании КС сохраняется привлекательность внешнего вида готовой продукции, например, изделий для вагоностроения или авиапрома.
Для проведения работ с аппаратурой КС не требуется высокий уровень квалификация исполнителей, при этом следует отметить повышенную безопасность для оператора в процессе сварки, высокую культуру производства и санитарно-гигиенические условия труда, соответствующие современным требованиям.
Возможность автоматизации и роботизации позволяет получать сварные узлы стабильно высокого качества без влияния человеческого фактора, что позитивно сказывается на снижении себестоимости изделий при крупносерийном производстве.





