

Описание и назначение
Корончатое сверло по металлу для дрели является специальной насадкой на электроинструмент, которая предназначена для сверления отверстий большого диаметра. По внешнему виду она напоминает отрезок поршня или трубы, на края которого закрепляются острые зубья. С их помощью происходит разрезание металла. Для усиления рабочих частей насадки, на зубцы наносится алмазное напыление. Благодаря этому возможно сверлить дыры в металлах с повышенным показателем прочности.
Твердосплавные коронки не требуют предварительного накернения рабочих поверхностей до сверления. Связано это с тем, что центровочное сверло имеет крестовую заточку, которая выполняет мгновенную центровку после запуска дрели.
Особенности конструкции
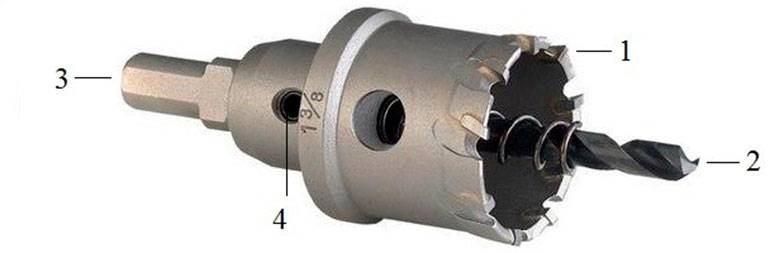
Возможность использования изделия для получения отверстий связано с ее конструктивными характерностями. Коронка состоит из таких элементов:
- Рабочей коронки. Конкретно она участвует в непосредственной обработке механическим путем поверхности.
- Пилотное сверло предназначается для непосредственного отвода стружки на момент обработки, а еще центрирования инструмента.
- Хвостовика. Крепление изделия проходит за счёт особого элемента, который рассчитывается на очень высокую осевую нагрузку. Благодаря этому изделие подойдет для станков с самым разнообразным критерием.
- Соединительный винт. Этот конструктивный компонент может использоваться для фиксации изделия.
Кольцевая фреза обладает режущим элементом, который напоминает коронку из твёрдого сплава. При этом зубья как правило расположены с неровным шагом. Госстандарт определяет возможность использования материала, твердость которого доходит до 68 единиц по шкале HRC. Благодаря этому обеспечивается больший коэффициент стойкости к износу.
Использование специализированных сплавов позволяет также убрать вероятность очень большого нагрева поверхности. Такой же эффект оказывается основой деформации поверхности. Во время сверления рекомендуется в территорию резания добавлять СОЖ.

Распространенные цилиндрические корончатые варианты выполнения сегодня используются для получения отверстий в диапазоне от 12 до 150 мм. При этом глубина может также меняться в довольно обширном диапазоне, самый большой критерий составляет 50 мм.
Особенности торцевой фрезы по металлу
- Режущие кромки у нее располагаются только с торца – в этом ее отличие от других вариантов инструмента. При такой конструкции непосредственную обработку детали осуществляют вершины зубов, а съем материала выполняется при продольной подаче, боковыми частями.
- Лезвий у нее много, и они контактируют с поверхностью заготовки поочередно, что значительно продлевает срок службы оснастки.
- С помощью резцов сравнительно легко формировать грани под наклоном и/или вертикальные уступы – главное, чтобы высота последних не превышала величины зубьев.
- Формируемые углы обработки определяют не припуски, а размеры торцевых фрез (в первую очередь – их диаметры).
- Вращение может быть как левым, так и правым, но технологическую операцию в любом случае необходимо начинать с края детали (или с выемок, если те сделаны предварительно).
- Конструктивное исполнение – либо монолитное, либо со сменными лезвиями, но оба варианта характеризуются высокой степенью жесткости (в том числе и закрепления), что позволяет стабильно поддерживать высокую производительность труда, особенно при правильном подборе смазочных и охлаждающих жидкостей.
- Геометрия кромок бывает различной – от окружностей до ломаных под сложными углами линий, – но она всегда должна обеспечивать плавный съем материала при минимальных припусках, не изменяющих угол контакта.
Мы разместили особенности в произвольном порядке, а не по степени их важности, но все они помогают определять назначение торцевой фрезы, которое состоит в быстром, качественном и безопасном формировании плоскостей нужного уровня шероховатости, а также уступов с необходимым наклоном стенок
Приспособления и оборудование для работы с корончатыми сверлами
Пилот
. Центрирующий выталкивающий штифт с канавкой для подачи СОЖ. Пилот вставляется в хвостовик со стороны станка и упирается задней частью в подпружиненную площадку, которая установлена в цанге. При погружении пилот открывает подачу СОЖ. Когда обработка заканчивается, пилот выталкивает чушку и закрывает подачу смазочно-охлаждающей жидкости.

Пилот подбирают под диаметр и длину рабочей части кольцевой фрезы. При сверлении с переходником и удлинителем используют пилот увеличенной длины
При подборе пилота важно, чтобы стержень выступал за пределы фрезы на достаточное расстояние и хватало свободного хода подпружиненной площадки
Патрон
. Сверлильные патроны для корончатых сверл бывают с подачей охлаждающей жидкости или без, с винтовыми или быстросменными головками. В патронах с подачей СОЖ встроен штуцер для соединения с системой подачи жидкости. Патроны соединяются со станком при помощи хвостовика с Конусом Морзе КМ2 и КМ3. В патроны под кольцевые фрезы можно через переходник установить кулачковый патрон для работы обычными спиральными сверлами или резьбонарезной патрон для установки метчика. Такие патроны также можно использовать без переходника — для этого сверлильный патрон снимают и устанавливают нужную оснастку. Переустановка патронов на месте позволяет выполнять сразу несколько операций: предварительное сверление, сверление корончатым сверлом и нарезку резьбы.
Переходники
. Используют когда хвостовик и патрон отличаются по стандарту.
Удлинители
. Увеличивают допустимую глубину сверления — с удлинителем можно обрабатывать детали ниже основания станка или обрабатывать параллельные стенки профиля (швеллера, балки, профильной трубы). Использовать удлинители для сверления стенок профиля дешевле, чем покупать корончатые сверла по металлу увеличенной длины.
Зенкера и зенковки
. Инструмент применяют для дополнительной обработки отверстий и снятия фасок.
Заточные станки
. Корончатые сверла затачивают на специальных заточных станках с жесткой фиксацией инструмента. В конструкции предусмотрена делительный диск и лазерный указатель, которые помогают точно обработать режущую часть.
Сверлильно-фрезерные станки
. При работе корончатыми сверлами нужна жесткая фиксация заготовки и инструмента, поэтому их не используют в ручном инструменте. Небольшие заготовки сверлят на стационарном оборудовании. Для обработки по месту используют магнитные сверлильные станки. Станок с электромагнитным основанием устанавливают на заготовку, фиксируют и сверлят в любом положении. Если основание немагнитное — используют переходники, для работы на криволинейной поверхности — трубные захваты.









В ООО «ПИК СТО-ИПМ» вы можете приобрести корончатые сверла, необходимую оснастку, инструменты и оборудование для эффективной работы.
Как пользоваться коронкой по металлу
› Интересное
17.12.2019
Коронка по металлу предназначена для сверления сквозных отверстий большого диаметра в листовом и профильном металлопрокате. Это один из немногих режущих инструментов, который не только в обиходе, но и в профессиональной литературе имеет несколько параллельных наименований. В ГОСТ 17013-71 он присутствует под названием кольцевое сверло.
Но поскольку он имеет трубчатую конструкцию рабочей части, в учебниках по металлообработке и каталогах российских производителей нередко упоминается как полое или трубчатое сверло. При сверлении таким инструментом процесс резания осуществляется зубьями, расположенными равномерно по окружности его рабочего торца. По внешнему виду такая конфигурация режущей части напоминает корону, поэтому еще одно название коронки по металлу — корончатое сверло.
А поскольку по своему внешнему виду и принципу действия она больше соответствует фрезерному инструменту, то можно встретить и еще одно название – кольцевая фреза.
Виды коронок по металлу
Классификация корончатых сверл по металлу производится по следующим основным признакам:
- материалу режущих зубьев коронки;
- виду хвостовика;
- конструкции рабочей части;
- геометрическому размеру (в том числе максимальной глубине сверления).
Существует два базовых типа режущей части коронок по металлу: с зубьями из быстрорежущей стали и из твердосплавных материалов. Первые дешевле и менее производительны, но тем не менее гораздо эффективнее обычного сверлильного инструмента. Вторые работают на более высоких скоростях резания и, как правило, применяются при сверлении высокохромистых сталей и твердых сплавов. Самыми дешевыми являются биметаллические коронки по металлу, у которых режущая часть изготовлена из быстрореза, а основной корпус — из обычной конструкционной стали.
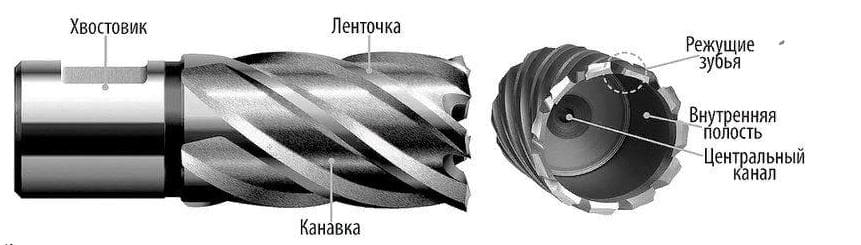
У корончатых сверл самым распространенным типом хвостовиком является Weldon. Кроме него, выпускается инструмент с хвостовиками Nitto, которые совместимы с Weldon, а также по стандарту немецкой фирмы Fein, чьи хвостовики подходят только к электроинструменту этого предприятия. Рабочая часть коронок по металлу характеризуется количеством режущих зубьев и, соответственно, количеством спиральных канавок и ленточек, которых может быть от четырех до шестнадцати и более.
Многие производители в отдельную группу выделяют инструмент с удлиненной рабочей частью, предназначенный для глубокого сверления, а также коронки для сверления железнодорожных рельсов.
Твердосплавные коронки по металлу
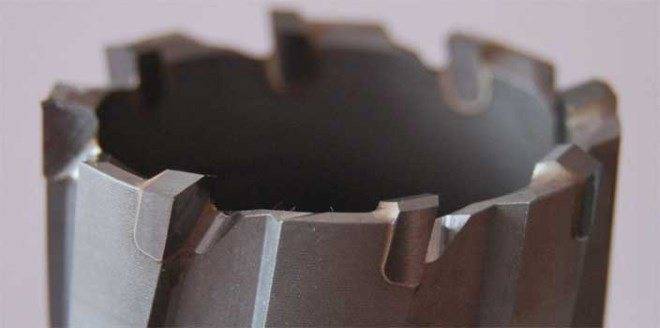
В твердосплавных коронках по металлу режущие зубья из твердых сплавов крепятся к корпусу пайкой, поскольку все три поверхности у них являются рабочими. Это более высокопроизводительный инструмент, способный работать на высоких скоростях по легированным металлам, нержавейке и сплавам алюминия с высоким содержанием кремния.
По сравнению с монолитными коронками по металлу из быстрореза он менее устойчив к вибрациям и переменным нагрузкам. Один из его главных недостатков — это сложность замены или переточки режущих зубьев в случае их затупления или поломки.
Также существуют корончатые сверла с алмазной режущей частью, но они не предназначены для работ по металлу.
Конструкция и характеристики корончатых сверл
Несмотря на особенности отдельных моделей базовые конструкции всех коронок по металлу примерно одинаковы. Все они состоят из хвостовика, направляющей части со спиральными канавками и режущей коронки, состоящей из четного числа зубьев (см. рис. ниже).
Направляющая часть у такого инструмента полая. При сверлении в ее внутреннее пространство продвигается керн из металла, который по окончании операции выбивается специальным толкателем. Центральный канал проходит насквозь через весь корпус. В него вставляется заостренный на конце толкатель (часто подпружиненный), который, кроме выталкивания металлического керна, служит для центровки коронки по металлу перед началом сверления.
Коронки по металлу, предназначенные для обычных дрелей, имеют небольшой диаметр и цилиндрические хвостовики.
Требования к дрели
Под фрезерованием понимается обработка предмета фрезой, она стоит в корпусе двигателя. Мастер управляет рабочими процессами, он регулирует скорость оборотов и глубину проникновения в заготовку. При работе на фрезерном станке двигается обрабатываемая часть.

Электродрель с насадками
Когда используют дрель, перемещают само устройство, которое должно подходить для фрезеровки. От этих операций требуется большая точность, где основное усилие приходится на привод.
Если в мастерской планируется выполнять небольшие фрезерные работы, которые не обещают серьезных нагрузок, подойдет обычный электроприбор.
Принцип работы такого инструмента основан на скорости движения вала, а обеспечивает её двигатель. От функциональной части передается нагрузка на установленный исполнительный механизм — сверло или фрезу.

Элементы оснастки
Это элементы оснастки, им предстоит выполнять конкретные действия с материалом:
- углубленную выборку;
- контурную выемку;
- вырезку пазов или уступов.
Режущий элемент устанавливают с учетом:
- мощности силового агрегата;
- способов управления;
- марки дрели;
- центра тяжести.
Только на большой скорости можно чисто обработать предмет. На специальном станке достигают в среднем 25000 об/мин. У самой высоко оборотистой дрели такой показатель равен 4500 единиц. Ни на одной модели нельзя добиться такого же качества как на производственном фрезере, но она не всегда нужна в домашней мастерской и даже на строительной площадке. От ручного электрического инструмента, который передает вращательные движения оснастке требуется соблюдение условий:
- вращение вала с минимальной скоростью 1500 об/мин., желательно чтобы обороты регулировались;
- мощность механики с запасом прочности, так как фрезерование происходит с большими боковыми нагрузками;
- установку патрона, который обеспечит надежный захват хвостовика.
Если фрезеровать дрелью в не том положении, неправильно направить силы сопротивления:
- изменится вектор нагрузки, который выведет редуктор из рабочего состояния при дополнительном давлении на материал;
- двигателю понадобится частое отключение, чтобы избежать перегрев;
- якорь деформируется;
- патрон не выдержит влияния чрезмерных усилий.
Чтобы вырезать в заготовках профильные выемки с разными углублениями, выборкой или желобами, нужно подобрать не только дрель, но и режущую часть в соответствии с конфигурацией и шириной.
Виды сверл по металлу
- Спиральные(часто встречающие и самые популярные)
- Корончатые
- Конические или ступенчатые или как ещё называют конусное
- Перовое сверло
Вот мы разделили сверла по их внешнему виду. Это будет основным критерием. Теперь пройдёмся в общих чертах по видам, которые мы выделили, в каким именно ситуациях мы будем применять те или иные виды сверл при работе с металлом.









Спиральные
Спиральные сверла по металлу являются самыми популярными, и не только при работе с металлом. Они обладают высокой точностью и качеством при просверливании отверстий. Спиральные сверла представляют собой цилиндрический вид с выполненными спиралевидными канавками, которые расположенные вдоль всей рабочей зоны. Они позволяют отводить стружку металла из высверливаемого отверстия. На конце рабочей зоны находятся чаще всего две кромки, которые режут металл. За счет них сверло проделывает отверстия в металле.

Спиральные сверла можно использовать как на сверлильном станке, так и на ручной дрели. На станке будет выше точность вышей работы.
Спиральные сверла по металлу бывают с цилиндрическим хвостовиком и каноническим и шестигранным.

Сверло по металлу с каноническим хвостовиком
Если посмотреть на исполнение спирального сверла, можно выделить следующие группы:
- Спиральные сверла повышенной точности. Такие сверла применяются мастерами которым нужен высокий уровень точности при сверлении. Купив такое сверло, вы будете уверены в точности до микронов, в диаметре отверстия. Сверла повышенной точности можно распознать по маркировке А1 выбитой на их основании.
- Левостороннее спиральное сверло. Что бы ответить на вопрос для чего они применяются, можно вспомнить ситуацию, которая случалась с многими-а именно когда обламывается шляпка болта. Выкрутить его основание не представляется возможным. Именно для таких случаев и предназначено левостороннее спиральное свело-оно помогает выкрутить обломанные болты, шпильки. У кого то возникнет вопрос, как отличить левостороннее сверло от обычного-для этого достаточно взглянуть в какую сторону закручена его рабочая зона.
- Спиральные сверла по металлу общего назначения. Это тот вид, который мы используем чаще всего. Они имеют большой диапазон рабочих диаметров, вплоть до 80мм. Такие сверло часто применяются как в быту, так и на производстве.
Корончатые сверла

Корончатые сверла по металлу позволяют делать отверстия в металле больших диаметров. За счёт того, что при их использовании режется только наружная часть диаметра, затраты энергии на сверление минимальные. Это позволяет делать большие отверстия быстрее чем спиральными сверлами. В середине корончатого сверла находится обычное спиральное сверло, для центровки. Они позволяют делать отверстия диаметром до 15 сантиметров.
Внешним видом корончатое сверло по металлу похоже на стакан, с канавками с наружной стороны, для отвода стружки. И с центрирующим сверлом. На конце коронки присутствуют режущие зубья, которые изготавливаются из металла твердого сплава и с алмазным напылением.

Конические (ступенчатое, конусное)

Ступенчатое или конусное сверло получило своё название за счёт своего вида. Оно похоже на конус. Конус ступенчатого сверла может быть как плавный, так и ступенями. Конусное ступенчатое сверло по металлу является универсальным, так как одним таким сверлом можно сделать отверстия разных диаметров. Оно применяется для сверления отверстий различного диаметра, или для увеличения отверстия в тонких металлах, в основном до 4мм. На конце конусное сверло имеет центрирующий наконечник, который позволяет сразу начинать сверлить в нужном месте, без сдвигов.
Конусные сверла бывают разных диаметров, вплоть от 4мм до 32мм.
Перовое сверло по металлу

Перовое сверло для металла имеет плоскую рабочую часть, причем она сменная. Сменную пластину к перовому сверлу по металлу можно купить отдельно, когда старая будет тупая.
Из плюсов перового сверла можно подчеркнуть его малую стоимость, что позволяет сделать его популярным для использования в домашних условиях.
Минусом же первого сверла является отсутствие отвода стружки, что дает некоторые не удобства по время работы. Во время сверления придется чаще останавливаться, и доставать перовое сверло из отверстия, для удаления стружки.
Хвостовик корончатого сверла
WELDON 19/32
. В большинстве моделей для сверления отверстий диаметром до 61 мм выполнен хвостовик WELDON 19. Это стандартный цилиндрический хвостовик с двумя опорными площадками, которые фиксируют винтами в патроне. Если диаметр сверления более 61 мм, используют хвостовик WELDON 32.
UNIVERSAL 19/NITTO
. Выпускаются для магнитных станков NITTO-KOHKI. Подходят для патронов под WELDON 19, но зажимаются только одним винтом.
FEIN QUICK IN
. Стандарт хвостовика инструмента для станков FEIN. Вместо площадок для фиксации на хвостовике предусмотрено четыре углубления. Такой инструмент можно использовать в патронах WELDON 19 через переходники.

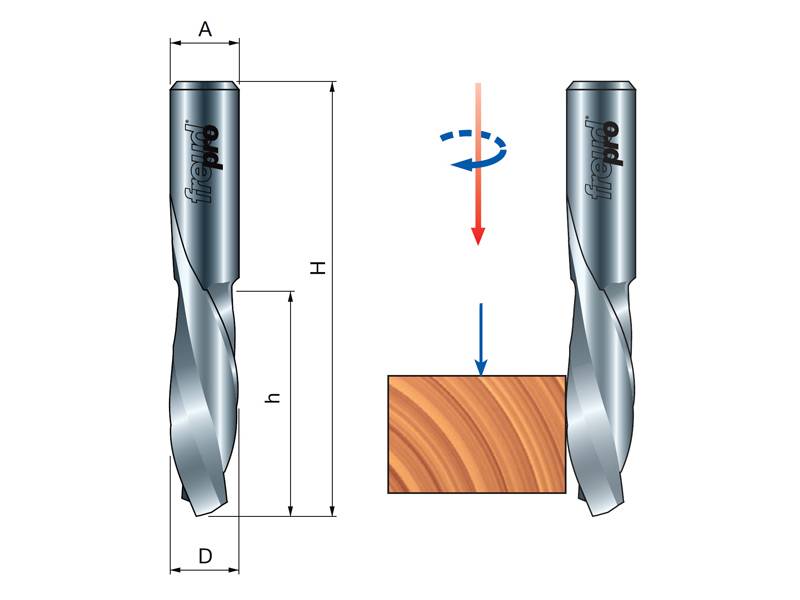
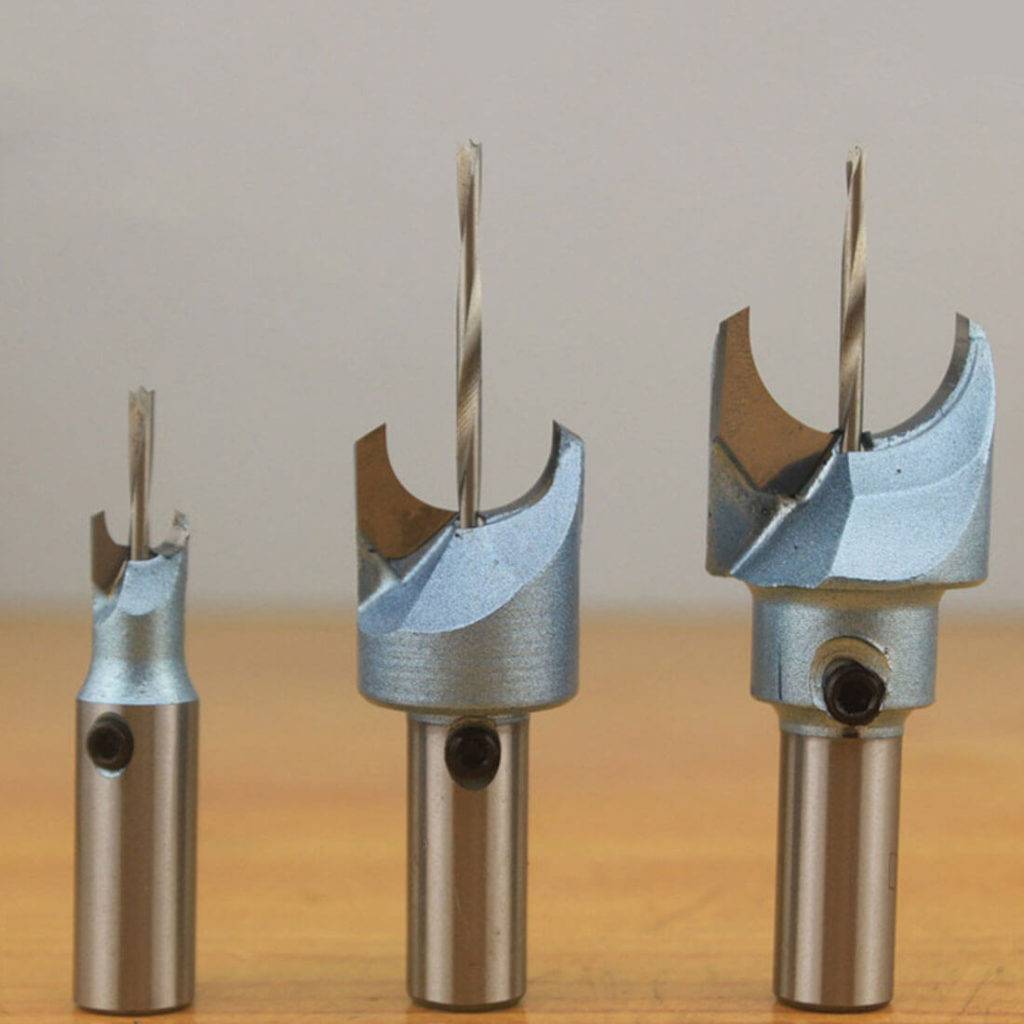
Устройство, виды и характеристики
Конструктивно фрезерное сверло состоит их хвостовика, фрезерной части и сверлильной. Изделия с двумя рабочими поверхностями принято классифицировать по таким признакам:
- материалу (высоколегированная инструментальная быстрорежущая сталь, твердые сплавы);
- конструкции хвостовой части (цилиндрическая, шестигранная);
- длине хвостовика (короткий, удлиненный, длинный);
- обрабатываемому материалу (для металла, дерева, универсальные);
- способу изготовления (цельные, составные);
- диаметру (от 3 до 12 мм);
- общей длине;
- длине рабочих частей;
- твердости (61÷68 HRC).
Сверло-фреза, работающее по металлу, является универсальным режущим инструментом. Им выполняют операции по изготовлению фигурных отверстий в любом тонкостенном материале. К преимуществам изделия, во-первых, относят тот факт, что с помощью одного инструмента возможно выполнение двух операций, что сокращает время на изготовление отверстия необходимой конфигурации. Этот факт повышает производительность труда, что на производстве является решающим фактором. Во-вторых, для вращения фрезерного сверла можно задействовать любой инструмент, в котором имеется соответствующее зажимное устройство
Это важно для домашних умельцев и в небольших мастерских. Они могут задействовать перфоратор, дрель или станки сверлильные или фрезерные настольного типа
В-третьих, изделие подлежит переточке, т. е. угол заточки сверла можно восстановить в случае его затупления.








Каким типом фрез обрабатывают металлические детали
В зависимости от насадки материал может быть обработан:
- металлический;
- бетонный;
- пластиковый;
- деревянный.
Чем тверже предмет, тем жестче должен быть режущий элемент. В производстве их разделяют по назначению:

Шарошки
1.Шарошками зачищают поверхность, снимают покрасочный слой, облицовку, такой комплект можно увидеть среди инструментов гравера или на бормашине у стоматолога.

Зенковки
2.Зенковками выполняют грубую работу, вырезают пазы, расширяют отверстия.
Фреза может быть разной по форме. Раньше их вид напоминал ягоду на тонком ростке с широким рабочим участком. С развитием технологий расширился фронт работ, возникла необходимость в разных конструкциях.
Когда появились обновленные модификации, их разновидности разделили по типу и назначению.

Торцевые
У торцевых на основании есть режущие лезвия с вертикальным расположением, которые снимают металлическую стружку, обтачивают плоские участки.

Дисковая фреза
Дисковая фреза создана с вращением по горизонтальной оси и резцами, установленными на цилиндре, они выполняют резку канавок или пазов.

Цилиндрические лезвия
Цилиндрическими лезвиями избавляются от лишнего металла в разном рабочем положении по прямой или винтовой режущей кромке.

Конусная фреза
Конусная фреза удобна для вырезки различных по глубине борозд, проходов, контуров на перпендикулярных плоскостях.
Действия могут происходить с главной режущей кромкой, которая расположена с боку фрезы или со вспомогательной торцовой частью. По этим сторонам находятся зубцы. Такой конический элемент назвали по форме геометрической фигуры. Фреза похожа на конус, широкая часть которого плавно переходит в суженный конец.

Фасонный резец
Для получения разных профилей применяют фасонный резец с продолговатой формой.
Лезвия со сверлом
Есть лезвия, которые совместили со сверлом. Ими сверлят маленькие полые пространства, формируют стенки с небольшой толщиной.










Корончатое сверло
Корончатым сверлом прорезают большие сквозные участки.
Фасонный резец

Угловой фрезой
Угловой фрезой, самой сложной по устройству, работают с наклонными поверхностями, вырезают угловой паз.
У фрезеровщика профессионала, как и у мастера в домашней мастерской, всегда есть весь набор режущих инструментов для выполнения различных по сложности задач.
Когда выбирают фрезу, прежде устанавливают:
- Назначение, диаметр основы. Ручная дрель не будет работать с насадкой для автоматического устройства.
- Конструкцию режущей кромки. Если зубья зафиксированы пайкой нужно проверить качество шва, чтобы кромка не отлетела в рабочем процессе.
- Уровень заточки режущих частей.
- Тип захвата в хвостовике.
- Марку материала насадки.
Чтобы подобрать хорошую фрезу нужно ориентироваться на известных зарубежных и российских производителей. У нас не все так плохо с качеством, но цена значительно ниже по сравнению с аналогичным иностранным продуктом.
Требования к дрели
Под фрезерованием понимается обработка предмета фрезой, она стоит в корпусе двигателя. Мастер управляет рабочими процессами, он регулирует скорость оборотов и глубину проникновения в заготовку. При работе на фрезерном станке двигается обрабатываемая часть.

Электродрель с насадками
Когда используют дрель, перемещают само устройство, которое должно подходить для фрезеровки. От этих операций требуется большая точность, где основное усилие приходится на привод.
Если в мастерской планируется выполнять небольшие фрезерные работы, которые не обещают серьезных нагрузок, подойдет обычный электроприбор.
Принцип работы такого инструмента основан на скорости движения вала, а обеспечивает её двигатель. От функциональной части передается нагрузка на установленный исполнительный механизм — сверло или фрезу.

Элементы оснастки
Это элементы оснастки, им предстоит выполнять конкретные действия с материалом:
- углубленную выборку;
- контурную выемку;
- вырезку пазов или уступов.
Режущий элемент устанавливают с учетом:
- мощности силового агрегата;
- способов управления;
- марки дрели;
- центра тяжести.
Только на большой скорости можно чисто обработать предмет. На специальном станке достигают в среднем 25000 об/мин. У самой высоко оборотистой дрели такой показатель равен 4500 единиц. Ни на одной модели нельзя добиться такого же качества как на производственном фрезере, но она не всегда нужна в домашней мастерской и даже на строительной площадке. От ручного электрического инструмента, который передает вращательные движения оснастке требуется соблюдение условий:
- вращение вала с минимальной скоростью 1500 об/мин., желательно чтобы обороты регулировались;
- мощность механики с запасом прочности, так как фрезерование происходит с большими боковыми нагрузками;
- установку патрона, который обеспечит надежный захват хвостовика.
Если фрезеровать дрелью в не том положении, неправильно направить силы сопротивления:
- изменится вектор нагрузки, который выведет редуктор из рабочего состояния при дополнительном давлении на материал;
- двигателю понадобится частое отключение, чтобы избежать перегрев;
- якорь деформируется;
- патрон не выдержит влияния чрезмерных усилий.
Чтобы вырезать в заготовках профильные выемки с разными углублениями, выборкой или желобами, нужно подобрать не только дрель, но и режущую часть в соответствии с конфигурацией и шириной.
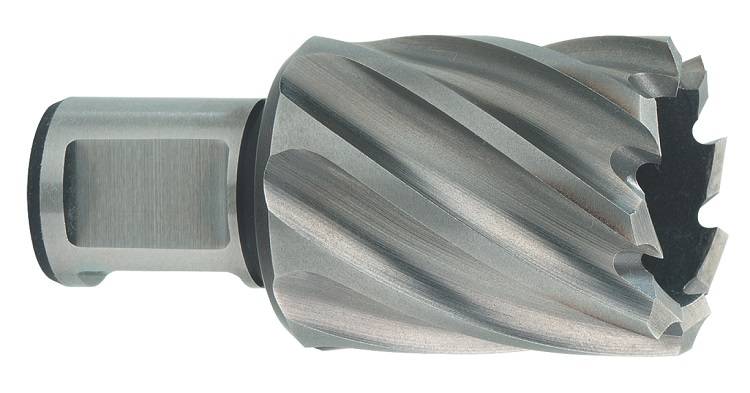
Как выглядит биметаллическая коронка по металлу?
В сравнении с использованием спирального сверла по металлу работа коронкой по металлу является более эффективной, так как позволяет проделать отверстие быстрее в десять раз, высверливая только контур. Кроме того, кольцевой тип сверления отличается точностью и бесшумностью. Он позволяет получить отверстие больших диаметра и глубины за минимальный по продолжительности интервал времени. От обычных сверл корончатое отличается тем, что внутри оно полое.
Основными частями корончатого сверла являются:
- коронка;
- центровочное сверло или пилот;
- хвостовик;
- винты, используемые для закрепления.
Сборка кольцевого сверла осуществляется следующим образом. Сначала внутри хвостовика при помощи винта закрепляют центровочное сверло. Далее надевают коронку и также привинчивают. Хвостовик является сменной деталью. Его необходимо подбирать под параметры электродрели, патрона сверлильного станка или перфоратора с режимом безударного сверления.









Какие преимущества дает использование биметаллических коронок по металлу?
- Увеличение скорости сверления до 10 раз.
- Возможность сверлить отверстия в диапазоне от 12 до 150 мм.
- Отсутствует потребность в первоначальной центровке и рассверливании.
- Высокий уровень износоустойчивости в сравнении со спиральными сверлами.
- Низкая потребность в мощности.
- Высокий коэффициент полезного действия.
- Уменьшается расход материала за счет сверления только по окружности.
- Высокое качество обработки поверхности без образования заусенцев.
- Отсутствие скольжения при старте.
- Высокая точность обрабатываемого отверстия.
- Возможность последующей заточки сверл.
- Более низкий уровень шума при работе.
- Меньшая сопротивляемость в процессе резания.
- Выталкивание сердцевины осуществляется автоматически.
К недостаткам данного инструмента можно отнести то, что использование корончатого сверла не дает возможности просверлить глухое отверстие в поверхности.
Биметаллические коронки используют при сверлении тонкостенных листовых металлов, изделий из конструкционной стали, а также из материалов высокой плотности, таких как алюминий, титановые сплавы и цветные металлы.
Выбор инструмента
В качестве оснастки фрезерных станков используются различные фрезы. Это приспособления для резки, изготовленные из инструментальной стали высокой прочности. Есть множество признаков, согласно которым происходит классификация:
- по материалу их режущих элементов;
- по расположению режущих частей зубьев;
- по виду заточки зубьев;
- по направлению зубьев (винтовые, наклонные и т.д.);
- по конструкции изделия (составное, цельное, сборное);
- по виду крепления режущих элементов.
- по назначению – название резца созвучно с задачей фрезеровщика. Рассмотрим некоторые из разновидностей.

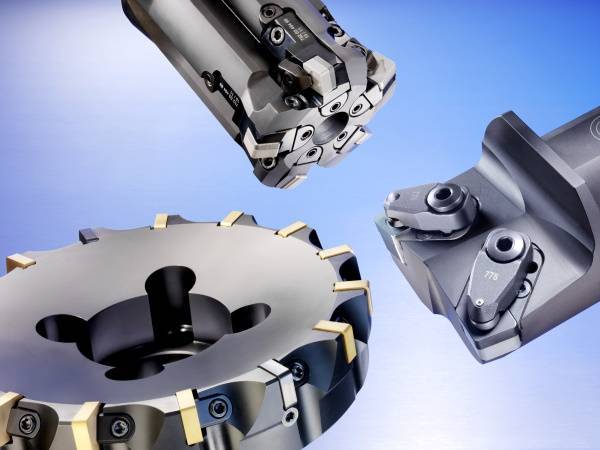
Для плоских поверхностей
В основном при обработке плоскостей применяются цилиндрические и торцевые фрезы, а также дисковые – для распиловки. Если инструмент в виде цилиндра, то он может быть нескольких типов – с цельными или сменными режущими краями. Крупные монолитные обычно применяются на первых стадиях металлообработки, при черновых работах, в то время как небольшие и разборные – для чистовой.
Торцевой резец больше подходит для протяженных заготовок. Тогда ее зубья могут быть по бокам – с торца. Если это большой складной инструмент, то его используют, соответственно, для широких поверхностей.
Использование твердосплавных резцов обязательно, если вы имеете удовольствие работать с плохо обрабатываемыми тугоплавкими материалами. Но стоит учесть, что понадобится защитная ширина и протяженность режущей кромки, тогда будет отходить хорошая стружка.
Для художественного фрезерования
Декоративные металлические вставки пользуются особенной популярностью в интерьере жилья или офисного помещения, но также такие элементы можно добавлять при проектировании автомобилей, при гравировке любых изделий, например, наручных часов, и в прочих случаях.
Режимы резания при фрезеровании концевыми или пазовыми фрезами идеально подходят для создания паза, канавки. Они могут иметь от 1 до 4 и более заходов, различную ширину и длину зубцов, сменные насадки или монолитные. Изготавливаются они из любого пригодного материала. Большое многообразие позволяет выбрать инструмент в зависимости от назначения. К слову, они подходят как для ручного управления станком, так и для числового.
Дисковые прекрасно справляются со множеством задач – начиная от грубой и быстрой распиловки, заканчивая тонкой, практически ювелирной работой по декоративному металлическому элементу.
Для обработки кромок
К сожалению, не каждый срез обладает идеальными характеристиками: гладкий, без зацепок и заусенцев, с правильным классом шероховатости и точности. То же касается всех углов – к ним сложно подобраться, по крайней мере не так легко, как к прямой поверхности. Для этого используют следующие насадки:
- Отрезная и шлицевая могут быть применимы для отделения одной части материала от основного массива.
- С помощью угловой можно обрабатывать углы и край. При этом есть две разновидности данного инструмента – с одной и двумя режущими кромками.
- Фасонная применяется для деталей с нестандартным и сложным изгибом – для круглых, вогнутых поверхностей. Очень часто используется для нарезания некоторого крепежного инструментария.
Обычно все из представленных видов имеют варианты с монолитным изготовлением из твердоплавкого сырья, а также складные – со съемными насадками. Первый вариант больше подходит для черновой металлообработки, а второй – для чистовой и тонкой.

Концевая фреза — для чего предназначена
Концевые фрезы от угловых отличаются конструктивно, и по предназначению. Концевые насадки нашли свое применение не только на станочном стационарном оборудовании, но и на ручном электроинструменте. Как уже упоминалось, концевая фреза имеет прямое сходство с обычным сверлом по металлу на дрель. Однако есть отличие, которое обусловлено наличием прямых режущих кромок на торце цилиндрического основания.
Концевая фреза предназначена не для сквозного сверления металла, а для изготовления пазов в заготовках. Изготавливается оснастка преимущественно из быстрорежущей и легированной стали. Конструкция концевой фрезы представлена на фото.
Основная фрезеровка находится на торцевой части насадки, а сбоку располагаются дополнительные лезвия. Эти лезвия могут иметь винтовую и наклонную форму, и предназначены они для отвода стружки из области реза. Другое название концевых фрез — пальчиковые, которые делятся на следующие виды по соответствующим признакам:
- Монолитные или соединенные с хвостовиком посредством сварочного соединения
- С цилиндрическим и коническим хвостовиком. Оснастку с цилиндрическим хвостовиком можно использовать на дрели
- С мелкими и крупными зубьями. Мелкозубые концевые фрезы позволяют осуществлять чистовую обработку, а крупнозубые служат для грубой обработки металла
На основании концевых фрез по металлу появились насадки сферической формы, посредством которых осуществляется обработка выемок, имеющих сферическую конструкцию. Такие фрезы еще называют шаровыми, так как имеют они форму шара. Есть еще радиусные шарошки, которые служат для выборки пазов, и грибковые, нашедшие свое применение для обработки Т-образных пазов на заготовках из чугуна, стали и цветных металлов.
Оснастка с цилиндрическим хвостовиком выпускается согласно стандарту ГОСТ 17025-81.
https://youtube.com/watch?v=gVJI7YAaQK8%3F





