

Преимущества и недостатки литья под давлением
Отливки, выполненные на установках для литья под давлением – это детали, с низкой шероховатостью, высокой точностью исполнения, которым не нужна механическая обработка или она минимальна. После литься детали поступают на отрезные прессы, где с них удаляются литники и промывники.
Состоящий из небольшого количества операций процесс может быть полностью автоматизирован. Из-за простоты операций, быстрого затвердевания металла и автоматического извлечения изделий этот процесс является высокопроизводительным.
Недостаток технологии – это сложность и высокая стоимость технологической оснастки. Экономически не рационально использовать литье под давлением в средне серийном и мелкосерийном производстве. Способ не подходит для литья тугоплавких металлов, которые плавятся при температуре выше, чем сталь.
Эту технологию не применяют для изготовления больших отливок, так как преимущества метода пропадают из-за неравномерного затвердевания, а из-за высокой цены габаритного высокоточного оборудования использование этого способа экономически нецелесообразно.
Факторы стоимости литья под давлением
Все проекты литья пластмасс под давлением уникальны с точки зрения сложности, дизайна, выбора материалов и экологичности. Это также ключевые факторы, влияющие на расценки для каждого проекта.
Некоторые ключевые факторы, влияющие на стоимость литья пластмасс под давлением, включают:
Стоимость материала.
Стоимость материала можно отнести к выбору полимеров, наполнителей и удельной стоимости материала. Вес материала часто является определяющим фактором стоимости. Кроме того, максимальная толщина стенки пластиковой детали играет важную роль в определении количества необходимого материала. Размер каналов, объем полости формы, количество материала тесно связаны с толщиной детали.
Стоимость производства.
Затраты на производство во многом зависят от размера термопластавтоматов. Это помогает определить почасовую ставку и время цикла.
Машины для литья пластмасс под давлением классифицируются на основе усилия зажима, которое рассчитывается на основе давления, для впрыска смолы. Чем больше деталь, тем выше сила зажима и больше производственные затраты.
Сила зажима также зависит от выбора полимеров. Для впрыскивания некоторых смол требуется высокое усилие зажима. Кроме того, размер детали также определяет тип необходимых машин.
Время цикла — это в основном сумма времени впрыска, времени затвердевания (охлаждения) и времени восстановления. Детали с меньшей толщиной стенки сокращают время впрыска, а также время охлаждения.
Опять же, выбор материалов и их свойств играет важную роль в определении таких факторов, как время охлаждения.
Наконец, необходимое количество пластиковых формованных деталей определяет общую стоимость проекта.
Стоимость оснастки
Затраты на оборудование включают основу пресс-формы и размер полости. Излишне говорить, что для более крупных деталей требуется большая основа пресс-формы, что приводит к более высоким затратам. Точно так же размер полости является важным фактором затрат. Когда требуется обработать полость большего размера с большей глубиной, затраты увеличиваются по сравнению с полостью меньшего размера.






Оснастка также зависит от объема производства. Для увеличения объемов производства требуются более качественные и более прочные формы, которые могут работать до завершения проекта.
Подводя итог, можно сказать, что различные факторы, влияющие на стоимость литья под давлением, включают:
- Стоимость материала
- Себестоимость продукции
- Количество необходимых деталей
- Стоимость инструмента
- Сложность дизайна
- Требования к качеству
- Факторы редизайна
Преимущества и недостатки метода
Любой технологический процесс имеет как сильные, так и слабые стороны. Преимущества литья под давлением:
- Изменение свойств отливки. Увеличиваются параметры прочности, твердости материала.
- Возможность использовать формы для литья несколько раз подряд.
- Улучшается качество поверхности изделия.
- Высокая точность соблюдения установленных размеров отливок.
- Возможность создания тонкостенных изделий (менее 1 мм).
- Нет дополнительных процессов сборки, разборки, выбивки готовых деталей из форм.
- Современное оборудование позволяет регулировать скорость поступления расплавленного металла.
Недостатки процесса:
- Конструкции для заливки быстро изнашиваются, если часто работать с высокими температурами.
- Крайне сложно изготавливать изделия с отверстиями, выемками, полостями.
- При охлаждении изделия получают внутреннее напряжение.
- Нельзя создавать крупногабаритные заготовки, поскольку оборудование ограничено по мощности.

Размер и масса отливок
Коробление
Коробление представляет собой отклонение поверхности изделия от базовой плоскости.
Коробление возникает по нескольким причинам.
Во-первых, коробление возникает в результате релаксации ориентации, возникающей при заполнении формы. Неравномерное охлаждение отдельных участков формы еще более увеличивает коробление изделий, т.к. степень снижения ориентации в этих участках различна.
Причиной коробления может быть разная скорость кристаллизации на различных участках изделия. Разная скорость кристаллизации при охлаждении возникает из-за разницы в скоростях охлаждения разных участков изделия.
Причиной коробления так же может быть разница в термическом изменении размеров отдельных участков изделия при охлаждении из-за разной скорости охлаждения этих участков.
Коробление недопустимо при выпуске технических деталей и автомобильных компонентов при литье под давлением полиамида. Для уменьшения коробления изделия следует стремиться обеспечить температурную однородность охлаждения. Для этого должно быть обеспечено равенство температур обеих половинок формы и однородность температурного поля по всей поверхности половинок формы.
Коробление зависит от следующих технологических параметров: температуры литья Тл, температуры формы Тф, давления литья Рл, продолжительности операций цикла (время выдержки под давлением tвпд, общая продолжительность цикла tц). Коробление зависит от расположения впуска.
Снижению коробления способствует увеличение времени выдержки материала в форме под давлением tвпд и времени охлаждения tохл (общей продолжительности цикла tц), т.к. в форме (где конфигурация изделия зафиксирована) полнее протекает кристаллизация и в большей степени снижается ориентация.
Коробление уменьшается с понижением температуры материала Тл и температуры формы Тф.
Снижению коробления способствует уменьшение давления литья Рл и увеличение объемной скорости впрыска Q, т.к. уменьшается ориентация, возникающая при заполнении формы (см. раздел “Ориентация и внутренние напряжения”).








Снижению коробления способствует применение режимов формования со сбросом давления (см. раздел “Режимы со сбросом давления”).
Виды литья под давлением
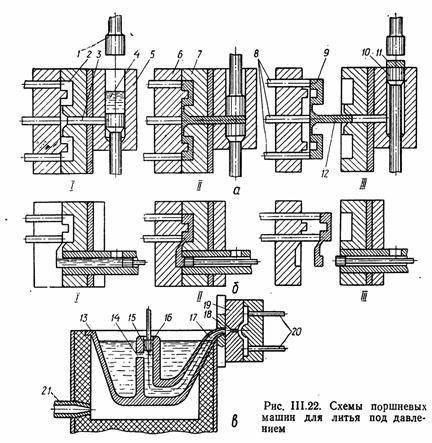
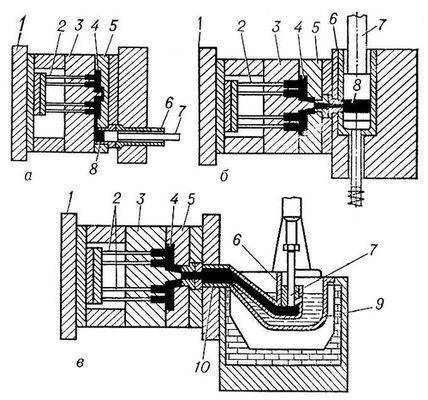
Литье под нагрузками — эффективный способ изготовления металлических деталей сложной формы. Расплавленным металлом заполняют специальную камеру, которая предназначена для сжатия материала. Когда давление поднимается, расплавленная смесь с высокой скоростью заполняет металлическую форму. Камера сжатия может поддерживать температуру плавления материала до 450 градусов. Выделяется три вида технологического процесса зависимо от скорости заполнения металлической конструкции:
- Низкая скорость — до 2,5 м/с. Технология применяется для изготовления деталей с толстыми стенками.
- Средняя скорость — до 15 м/с. Металл заполняет форму турбулентными движениями. Центр отливки заполняется пузырьками воздуха, которые удаляются под воздействием больших нагрузок.
- Высокая скорость — больше 30 м/с. Расплавленный материал подаётся на такой скорости, что распыляется по поверхности машины. Это захватывает большое количество воздуха, который ухудшает прочность отливки. Чтобы вывести воздух, нагнетаются высокие нагрузки — около 500МПа.
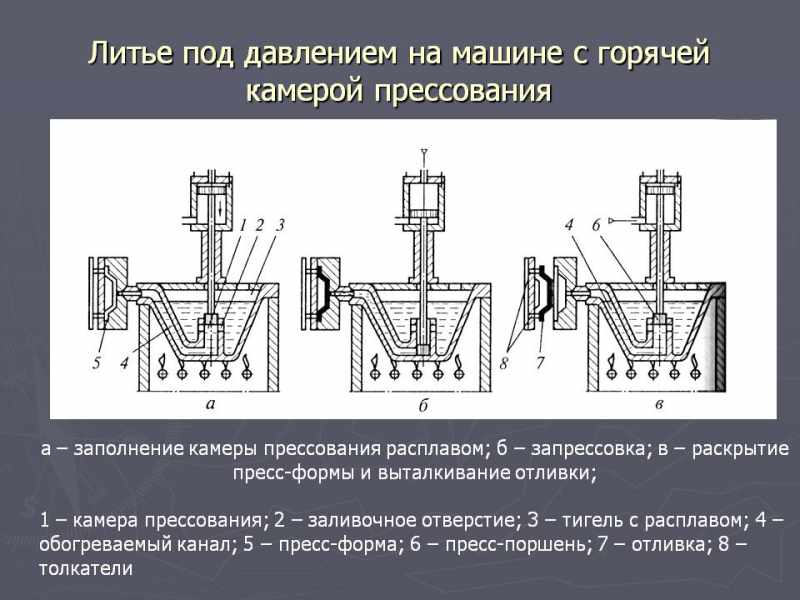
Литье под нагрузкой осуществляется машинами с горячими и холодными камерами.
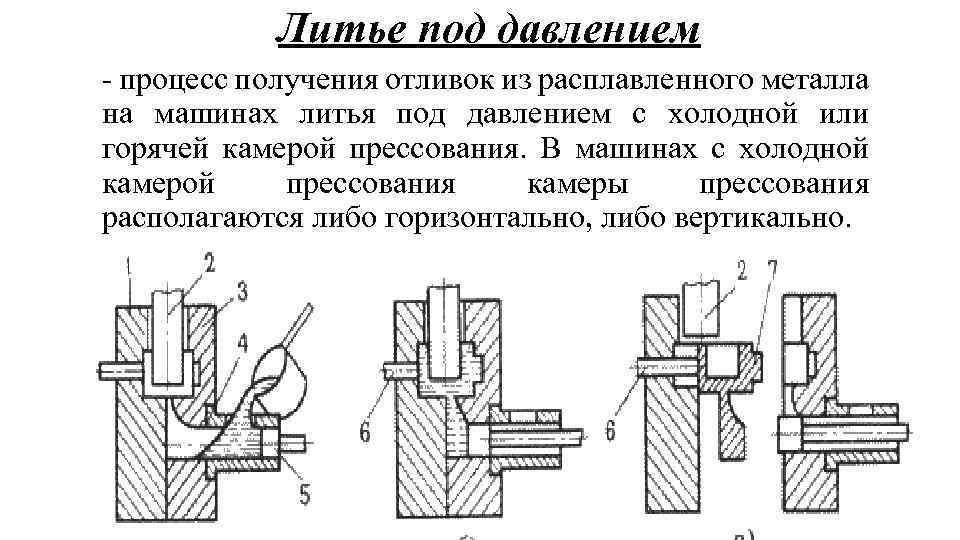
Что такое литье под давлением
При литье под давлением металлический сплав в жидком или твердожидком состоянии подается в камеру прессования специальной машины, откуда под давлением 20. . .250 МПа, создаваемым перемещающимся в этой камере поршнем, со скоростью от 1 до 60 м/с через тонкий (0,1. . . 0,3 мм) щелевой питатель заполняет полость подогретой и смазанной пресс- формы и затвердевает в ней При раскрытии пресс-формы отливка выталкивается. Литьем под давлением можно получать сложные (например, корпус карбюратора автомобиля, блок цилиндров двигателя внутреннего сгорания) тонкостенные (до 1 мм) отливки с мелкими (диаметром до 1 мм) длинными отверстиями, с готовой резьбой, надписями, рельефом, накаткой, с шероховатостью поверхности не хуже Ra = 2,5, с точностью размеров до 9-го квалитета, с припусками на обработку резанием 0,3. . . 0,5 мм из цинковых, алюминиевых, магниевых и медных сплавов в течение 0,08. . . 0,7 мин.
Впервые литье под давлением было применено Г. Бруссом в 7 г. при изготовлении литер для набора форм высокой печати в полиграфии. В 8 г. был получен первый патент на поршневую машину для заливки металла под давлением. В машиностроении литье под давлением начали применять с 1849 г. для производства мелких деталей из оловянно-свинцовых сплавов. Машина конструкции В. Стуржиса, используемая для этих целей, имела ручной поршневой привод, с помощью которого в камере прессования, расположенной внутри тигля с расплавленным металлом, создавалось давление 100. . .150 Па. В 60-х гг. XIX в. литье под давлением стали применять для изготовления отливок из сплавов на цинковой основе. Для повышения производительности ручной привод в поршневых машинах заменили пневматическим В конце XIX в были сделаны попытки использовать при литье под давлением алюминиевые, а затем и медные сплавы.
В 1924 г. специалисты фирм Ekkert (Германия) и Polak (Чехословакия) сконструировали и изготовили машины с холодной вертикальной камерой прессования.
В СССР промышленное освоение литья под давлением началось в 1920-е гг. В 1923 г. А. Ф. Дурниенко в Москве, а в 1925 г. инженер Б.Ю. Юнгмейстер в Ленинграде организовали первые производства отливок под давлением. В 8 г. в СССР были выпущены серии машин ОВП с холодной камерой, расположенной непосредственно в пресс-форме. В 9 г. на изготовили машину модели ЛД-7 с вертикальной камерой прессования.
Принципиальная схема установки для литья
Процесс литья можно разбить на пять основных этапов:
- Материал для готового изделия попадает в пластикатор определенными порциями.
- С помощью электрических нагревательных элементов происходит расплавление пластмассы.
- Под давлением расплав устремляется в форму и там выдерживается.
- Охлаждение готового изделия.
- Изделие удаляется из формы и цикл повторяется вновь.
Неизменными в любой литьевой машине являются три основных детали: форма для литья, пластикатор и материальный цилиндр. Смыкание материального цилиндра и формы обеспечивает герметичный объем для создания изделия. Нагретый в пластикаторе при помощи электрического тока материал впрыскивается с помощью винта в закрытый объем пресс-формы. Выдержка под давлением позволяет избежать большей части распространенных литейных дефектов. Охлаждение детали происходит вместе с пресс-формой, в это время пластикатор может приступить к работе с новой формой.
Современные термопластавтоматы (ТПА) состоят из многих десятков узлов и деталей. Управление всем этим комплексом происходит с помощью специализированного программного обеспечения. С его помощью оператор станка может не только контролировать различные параметры цикла, но и влиять на конечные характеристики изделия.
Температуру пластмассы и узлов ТПА выбирают исходя из следующих предпосылок: материал необходимо нагреть на десять или двадцать градусов выше точки текучести и при заполнении формы не должно происходить резкого уменьшения температуры. Чем больше температура в пластикаторе, тем проще, а значит быстрее, происходит заполнение формы, однако при этом увеличивается термический износ станка. Недостаточная температура пресс-формы замедляет процесс заполнения или может даже стать препятствием нормальному формированию объема детали.
Основными производственными отходами является лишний материал, застывающий в литниковых формах. Для уменьшения затрат пластмассы сегодня производители предлагают так называемые горячеканальные пресс-формы. Они позволяют держать литники в вязком состоянии и обеспечивают возможность использования станков с более низким впрыском.
Параметры впрыска полимерного материала при ЛпД
Давление, развиваемое при впрыске ТПА, зависит от нескольких параметров:
- вязкости расплавленного полимера,
- особенностей литниковой системы, в частности наличия холодного или горячего канала,
- конструкции прессформы,
- конструкции пластикового изделия и места впуска расплава.
Давление в прессформе при впрыске расплавленной полимерной массы растет по мере заполнения формообразующей полости и дальнейшей выдержки отливки. При этом, как правило, величина заданного давления выдержки достигает 30-50 процентов от заданной величины параметра. Эти параметры на современных термопластавтоматах задаются в системе управления и реализуется при помощи гидравлической (реже самой современной – электрической) системы литьевой машины.





Общая информация #Литье металлов_иннов_описание
2.1 Описание назначения #Литье металлов_иннов_назначение
Литьём под давлением изготавливают:
- детали автомобильных двигателей (в том числе алюминиевые блоки, детали карбюраторов);
- детали сантехнического оборудования;
- детали бытовых приборов (пылесосы, стиральные машины, телефоны);
- детали приборов
- детали кораблей
- детали самолетов
- детали для аэрокосмической промышленности
- детали автомобилей
- корпуса электродвигателей
- детали для энергетической промышленной
- деталей для централизованного отопления квартир и домов
Также литьё под давлением используется при производстве компьютеров, смартфонов и прочей электроники.
Практически любую деталь из алюминия можно отлить на машинах литья под давлением. Поскольку при литье под давлением можно получить детали с высокими допусками по пористости и плотности изделия.
2.2 Используемые материалы #Литье металлов_иннов_материалы
Способ литья под давлением применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей.Важнейшее свойство металла, который предполагается использовать для литья, – его текучесть. Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки. Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы. Именно с этой сложностью промышленники сталкиваются, когда выполняют литье сплавов металлов.Наиболее востребованными в промышленности являются металлы, имеющие низкую температуру плавления, так как их производство менее затратное. Чем ниже температура плавления материала, тем легче производится его отливка.
2.3 Описание технологического процесса #Литье металлов_иннов_процессы
Современное литейное производство кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья:
- вакуумный;
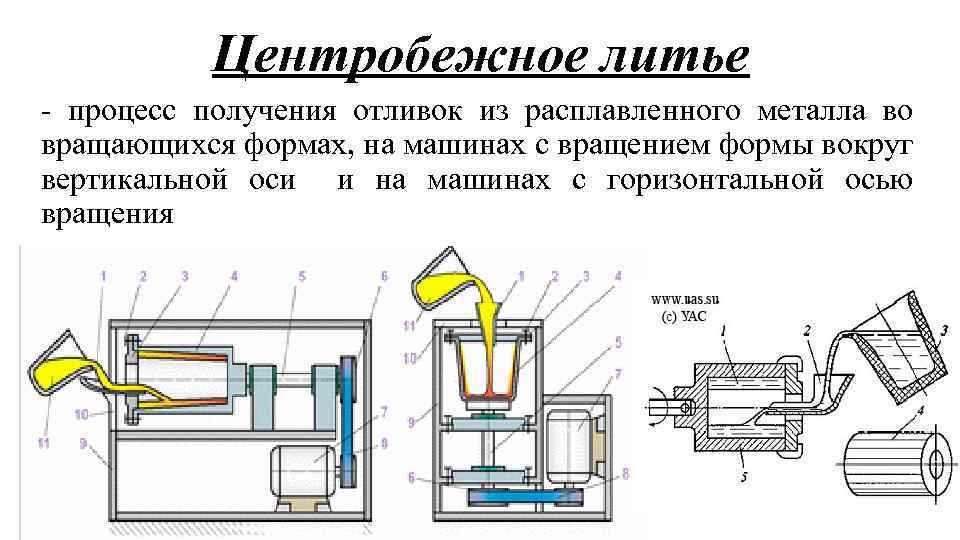
- центробежный;
- под давлением;
- центробежный;
- оболочковый;
- многократный;
- ртутный;
- по выплавляемым моделям;
- электрошлаковый.
Чаще всего сегодня в промышленных масштабах используются следующие технологии производства:
- в металлические формы (коколь);
- статическое литье;
- отливка под давлением;
- в оболочковые формы;
- в выплавляемые модели.
Отливка под давлением
- Первый этап, это раскрытие пресс-формы и смазка. Это необходимо для того, чтобы готовая отливка легко отходила от полостей пресс-формы и металл в поршне не застывал до того, как он будет запрессован. Также образуется пленка, которая помогает стабилизировать температуру и защищает поверхность пресс-формы, что увеличивает срок службы оснастки.
- Второй этап, это смыкание пресс-формы. Усилие смыкания пресс-формы эта та характеристика, которая по современной классификации дает название всей машине, то есть например если у машины литья под давлением название C300D, то ее усилие смыкания 3000 кило-Ньютонов или 300 тонн и она является аналогом машины литья под давлением 711А08 по Советской классификации. Другими словами такая машина способна сдержать металл, который создает усилие, стремящееся раскрыть пресс-форму в триста тонн.
- Третий этап, это заливка металла в поршень. После смазки пресс-формы и поршня рабочий зачерпывает из печи необходимое количество металла и заливает его в горловину поршня.
- Четвертый этап, это запрессовка металла. Поршень под воздействием пневматики, в которую как правило закачан азот, совершает поступательное движение и закачивает метал в камеру прессования.
- Пятый этап, это снятие готового изделия.
2.4 Серийность (#Литье металлов_иннов_серийность)
Данный метод изготовления заготовок отличается высокой производительностью. Но иногда чтобы переналадить линию для выпуска новой заготовки требуется вложить значительные средства, так как оборудование и оснастка очень дорогие (литье металлов под давлением).
Виды литья под давлением
Литье под нагрузками — эффективный способ изготовления металлических деталей сложной формы. Расплавленным металлом заполняют специальную камеру, которая предназначена для сжатия материала. Когда давление поднимается, расплавленная смесь с высокой скоростью заполняет металлическую форму. Камера сжатия может поддерживать температуру плавления материала до 450 градусов. Выделяется три вида технологического процесса зависимо от скорости заполнения металлической конструкции:
- Низкая скорость — до 2,5 м/с. Технология применяется для изготовления деталей с толстыми стенками.
- Средняя скорость — до 15 м/с. Металл заполняет форму турбулентными движениями. Центр отливки заполняется пузырьками воздуха, которые удаляются под воздействием больших нагрузок.
- Высокая скорость — больше 30 м/с. Расплавленный материал подаётся на такой скорости, что распыляется по поверхности машины. Это захватывает большое количество воздуха, который ухудшает прочность отливки. Чтобы вывести воздух, нагнетаются высокие нагрузки — около 500МПа.
Литье под нагрузкой осуществляется машинами с горячими и холодными камерами.
Алюминиевый сплав AlSi7Mg0,3 (A356)
В настоящее время стандартным сплавом для изготовления колесных дисков является литейный алюминиевый сплав AlSi7Mg0,3, который более известен как сплав A356, с дополнительным модифицированием стронцием. Впервые этот сплав применялся для изготовления колесных дисков во Франции, причем термическая обработка не применялась.
Однако преимуществом этого сплава AlSi7Mg0,3 является именно то, что он является термически упрочняемым, а это позволяет обеспечивать дискам дополнительную прочность. В Соединенных Штатах и Японии этот сплав с самого начала применяли с термической обработкой Т6, то есть в состоянии после закалки и искусственного старения.
Узел прессования машин литья под давлением
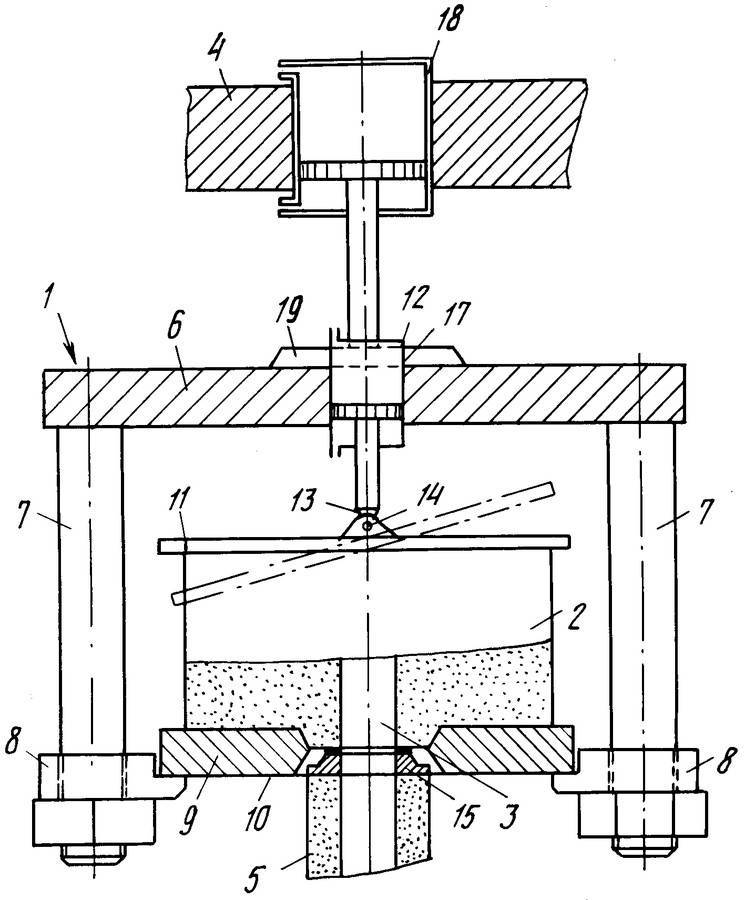
Главным механизмом машины литья под давлением является узел прессования. Большая часть машин снабжена механизмами прессования с мультипликацией давления рабочей жидкости в период после прессования, называемый подпрессовкой. В таких машинах для перемещения пресс-поршня и поршня мультипликатора используется один и тот же аккумулятор (рис. 11). При его конструировании стараются достичь высокой скорости прессования и минимального времени подпрессовки.
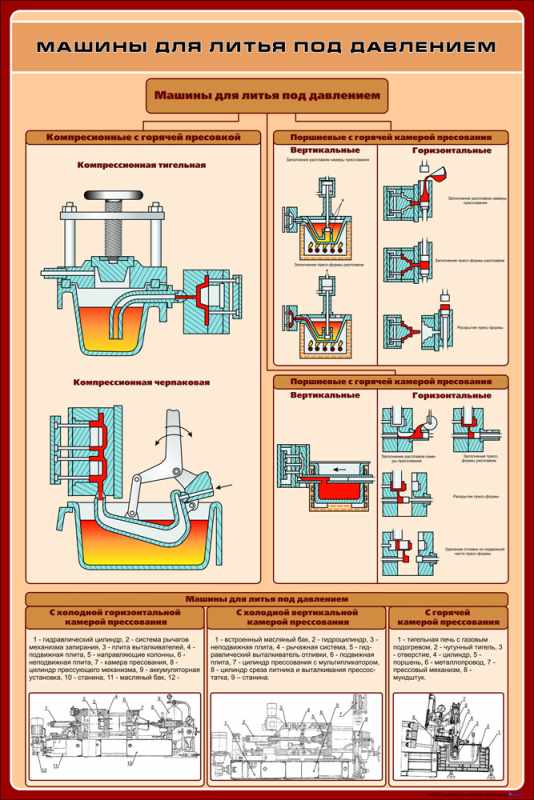







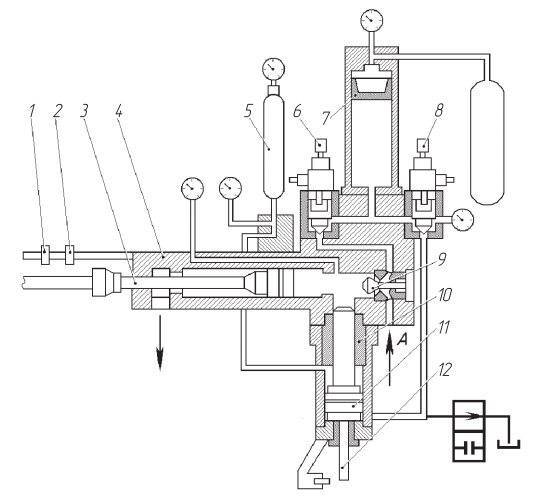
Рис. 11. Механизм прессования фирмы Jdra (Италия)
Механизм состоит из цилиндра прессования 4, пресс-поршня 3, мультипликатора 10, поршня мультипликатора 11, аккумулятора 7, обратного клапана 9, путевых переключателей 1 и 2, клапанов 6 и 8, аккумулятора мультипликатора 5 и стержня 12. Мультипликатор крепится вертикально к цилиндру прессования, а поршневой аккумулятор 7 установлен непосредственно на цилиндре прессования 4. Он обеспечивает вторую и третью фазы прессования, а первая фаза осуществляется путем подачи жидкости насосом (стрелка А) . Ручным регулятором клапана 6 настраивается скорость прессования, а регулятором клапана 8 — время подпрессовки. Стержень 12 позволяет контролировать ход поршня мультипликатора и момент начала его движения.
Механизмы с одним аккумулятором имеют более простое конструктивное исполнение, но зависят от технологических параметров литья. Низкие скорости приводят к увеличению времени подпрессовки, что уменьшает технологические возможности механизма Механизмы с двумя аккумуляторами более сложны по конструкции, но в них время подпрессовки не зависит от скорости прессования.
В механизмах прессования с мультипликатором инерционность поршня приводит к увеличению времени подпрессовки и повышенным пикам давления при переходном процессе, поэтому были разработаны и изготовлены механизмы прессования без мультипликатора В них для выполнения подпрессовки используются аккумуляторы высокого давления. Примером такого механизма может служить механизм прессования фирмы Fries (ФРГ) (рис. 12).
На первой фазе жидкость из аккумулятора 5 через клапан 7 по каналу 8 подается в поршневую полость цилиндра прессования 1, сообщая пресс-поршню 11 медленное перемещение. Скорость пресс- поршня на этой фазе регулируется клапаном 7. Эта фаза продолжается до тех пор, пока задний торец пресс-поршня 11 не откроет канал 9 После этого начинается вторая фаза прессования, которая продолжается до заполнения камеры металлом. По команде от конечного выключателя открывается клапан 6 и пресс-поршень начинает ускоренно перемещаться. Для регулирования скорости прессования на третьей фазе служит регулятор клапана 6
Конечный выключатель, который настраивается в зависимости от пути пресс-поршня 11, включает четвертую фазу — подпрессовку В это время открывается клапан 2 и жидкость из аккумулятора высокого давления 3 поступает в поршневую полость цилиндра прессования.
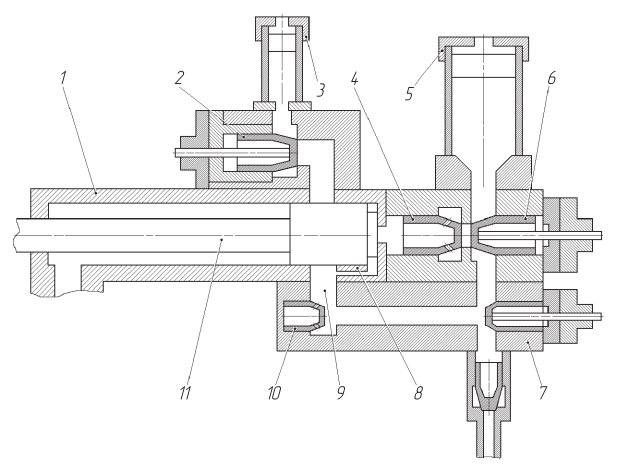
Рис. 12. Механизм прессования без мультипликатора
Закрываются обратные клапаны 10 и 4, и жидкость под высоким давлением из аккумулятора 3 передается в поршневую полость цилиндра 1, осуществляя подпрессовку. Давление мультипликации регулируется изменением давления в аккумуляторе 3, для настройки времени подпрессовки служит регулятор клапана 2.
Механизму присущи все те недостатки, которые имеют механизмы с включением подпрессовочного устройства по пути движения пресс-поршня.
Машины литья под давлением чаще всего работают в полуавтоматическом режиме Дополнительно механизируют и автоматизируют следующие операции:
- смазывание форм камеры прессования и машины;
- подогрев или охлаждение полуформ;
- извлечение отливки и транспортирование ее от машины к обрезному прессу;
- подача порции жидкого сплава в камеру прессования (пневматический, магнитодинамический или механический манипулятор);
- пополнение тигля жидким металлом (для машин с горячей камерой прессования);
- установка арматуры в форме.
Эти мероприятия должны повысить темп работы машины и уменьшить процент брака. Отдельные комплекты для автоматизации процессов литья под давлением изготовляет ОАО «Кузлит- маш» (г. Пинск) . Автоматизация может достигнуть такого уровня, что машина станет автоматизированным комплексом.
Основным средством автоматизации процессов литья под давлением является применение дозаторов расплавленного металла, которые могут быть нескольких видов:
- пневматические;
- механические поворотные;
- механические на монорельсе
Общая информация #Литье металлов_иннов_описание
2.1 Описание назначения #Литье металлов_иннов_назначение
Литьём под давлением изготавливают:
- детали автомобильных двигателей (в том числе алюминиевые блоки, детали карбюраторов);
- детали сантехнического оборудования;
- детали бытовых приборов (пылесосы, стиральные машины, телефоны);
- детали приборов
- детали кораблей
- детали самолетов
- детали для аэрокосмической промышленности
- детали автомобилей
- корпуса электродвигателей
- детали для энергетической промышленной
- деталей для централизованного отопления квартир и домов
Также литьё под давлением используется при производстве компьютеров, смартфонов и прочей электроники.
Практически любую деталь из алюминия можно отлить на машинах литья под давлением. Поскольку при литье под давлением можно получить детали с высокими допусками по пористости и плотности изделия.








2.2 Используемые материалы #Литье металлов_иннов_материалы
Способ литья под давлением применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей. Важнейшее свойство металла, который предполагается использовать для литья, – его текучесть. Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки. Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы. Именно с этой сложностью промышленники сталкиваются, когда выполняют литье сплавов металлов. Наиболее востребованными в промышленности являются металлы, имеющие низкую температуру плавления, так как их производство менее затратное. Чем ниже температура плавления материала, тем легче производится его отливка.
2.3 Описание технологического процесса #Литье металлов_иннов_процессы
Современное литейное производство кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья:
- вакуумный;
- центробежный;
- под давлением;
- центробежный;
- оболочковый;
- многократный;
- ртутный;
- по выплавляемым моделям;
- электрошлаковый.
Чаще всего сегодня в промышленных масштабах используются следующие технологии производства:
- в металлические формы (коколь);
- статическое литье;
- отливка под давлением;
- в оболочковые формы;
- в выплавляемые модели.
Отливка под давлением
- Первый этап, это раскрытие пресс-формы и смазка. Это необходимо для того, чтобы готовая отливка легко отходила от полостей пресс-формы и металл в поршне не застывал до того, как он будет запрессован. Также образуется пленка, которая помогает стабилизировать температуру и защищает поверхность пресс-формы, что увеличивает срок службы оснастки.
- Второй этап, это смыкание пресс-формы. Усилие смыкания пресс-формы эта та характеристика, которая по современной классификации дает название всей машине, то есть например если у машины литья под давлением название C300D, то ее усилие смыкания 3000 кило-Ньютонов или 300 тонн и она является аналогом машины литья под давлением 711А08 по Советской классификации. Другими словами такая машина способна сдержать металл, который создает усилие, стремящееся раскрыть пресс-форму в триста тонн.
- Третий этап, это заливка металла в поршень. После смазки пресс-формы и поршня рабочий зачерпывает из печи необходимое количество металла и заливает его в горловину поршня.
- Четвертый этап, это запрессовка металла. Поршень под воздействием пневматики, в которую как правило закачан азот, совершает поступательное движение и закачивает метал в камеру прессования.
- Пятый этап, это снятие готового изделия.





