Преимущества нашего завода
создаёт только качественную продукцию. Литейное оборудование нашего предприятия автоматизировано, что позволяет после создания опытного образца, устранив все его дефекты, наладить производство качественных отливок в авральные сроки. Пресс-формы, оснастка для моделей создаётся на высокоточных станках. Опытные инженеры и технологи нашего завода с использование современного литейного оборудования совершают плавку шестого класса точности (максимального). Наш завод отличается адекватными ценами и условиями оплаты. Работа с заявками поступившими ведётся оперативно. Доставка готовых изделий производиться по всем городам России и СНГ.
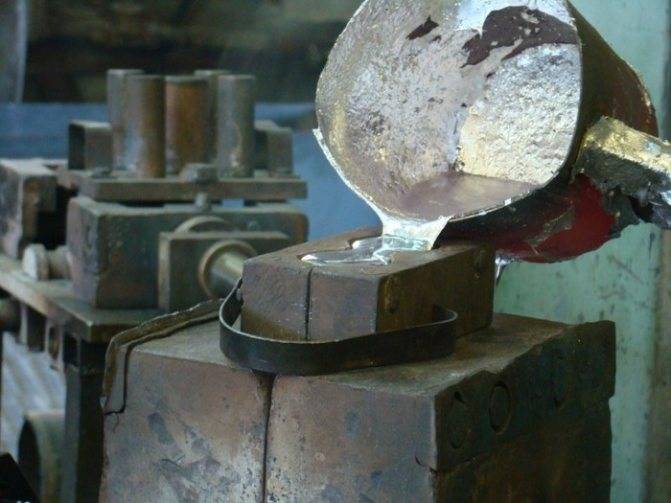
Преимущества литья металла в кокиль
Главным преимуществом кокильного литья по сравнению с литьем в песчаную форму являются большая прочность, теплоемкость, теплопроводность, а также крайне низкая газопроницаемость. Кокиль хорошо взаимодействует с широким спектром расплавов и обладает определенным набором преимуществ:
- Благодаря высоким теплопроводности, расплав и готовая отливка остывают и затвердевают в кокиле намного быстрее, чем в одноразовой песчаной форме. Несмотря на то, что кокиль требует более жидкотекучие расплавы, заполняемость кокиля лишь незначительно уступает в сравнении с песчаной формой. С другой стороны, повышенная скорость охлаждения позволяет получать плотные отливки, что значительно повышает прочность готового изделия.
- Кокиль имеет четкую форму, он напрямую мешает отливке усаживаться. С одной стороны, это увеличивает вероятность повышения давления внутри отливки, возникновения внутренних напряжений. С другой стороны, неподатливость кокиля обуславливает отсутствие деформации формы при увеличении объема расплава из-за остывания. Литье в кокиль позволяет избежать погрешностей и неровностей, которые возникают из-за деформации песчаной формы. Отливки в кокиле изначально будут намного более точными и близкими к эталонному изделию.
- Качество поверхности отливки при использовании кокильного литья намного выше, чем при использовании песочной формы. Физико-химическое взаимодействие расплава и внутренней поверхности кокиля, дополнительно обработанной огнеупорным покрытием, минимально. В определенной степени на поверхности кокильной отливки могут наблюдаться шероховатости, но они будут обусловлены составом краски или огнеупорного покрытия и современные технологии литья металла в кокиль сводят их к минимуму.
- Кокиль имеет минимальную газотворность, он практически газонепроницаемый. Во многом это определяется именно огнеупорным покрытием рабочей полости. Несмотря на то, что появление газовых раковин при литье металла в кокиль является нередким явлением, корректная работа с каждой конкретной формой и соблюдение всех технологических требований сводят их возникновение к минимуму. Система вентиляционных каналов и способ подачи расплава в случае каждого конкретного кокиля обеспечивают удаление пузырьков или полостей воздуха в процессе заливки.
Таким образом, при профессиональном подходе, соблюдении сертифицированных стандартов и обеспечении качественного механизма литья в кокиль алюминиевых сплавов, чугуна и других цветных и черных металлов, Литейный завод им. В. В. Карминова предлагает своим заказчикам высококачественные отливки, подстраиваясь под поставленные задачи.
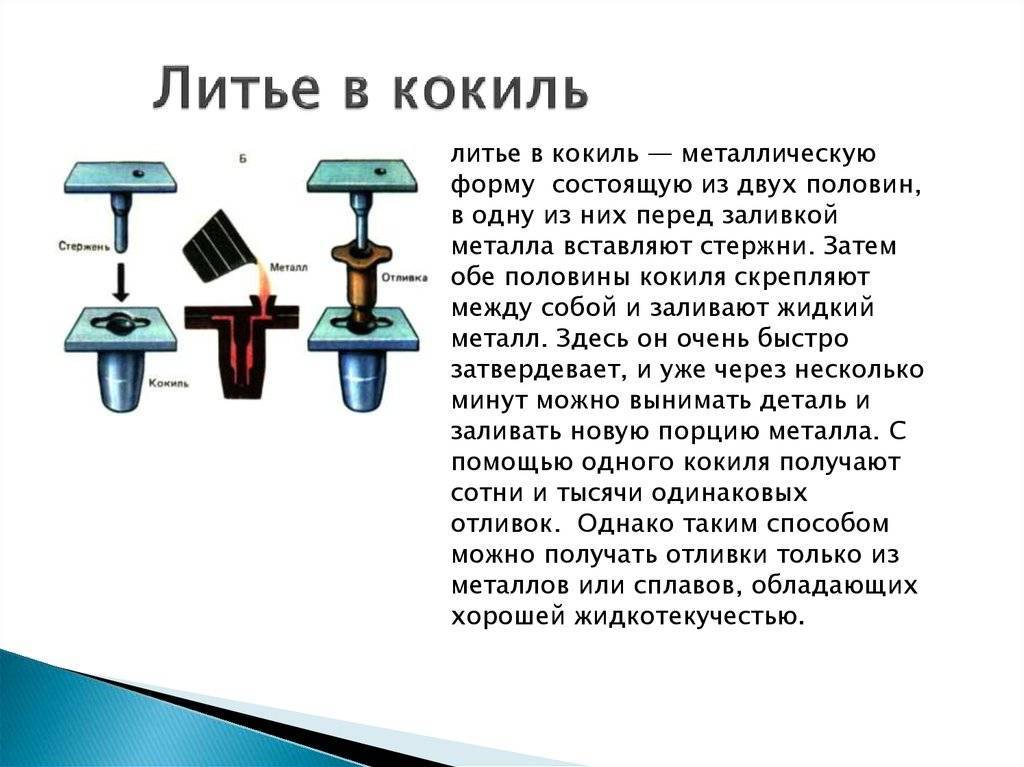
Что такое литье в кокиль
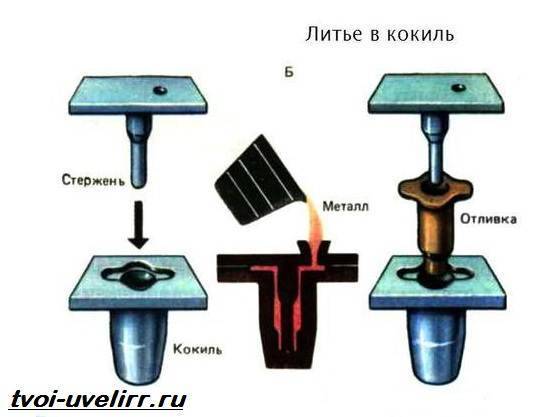
Кокиль (фр. coquille — раковина) — это толстостенная металлическая форма. Ее применяют, когда необходимо изготовить много одинаковых отливок Кокильным литьем называют процесс производства фасонных отливок в многоразовых металлических формах. Литье в многоразовые формы-кокили существует довольно давно и можно привести пример их использования белорусскими ювелирами Берестья (рис 1).
Рис. 1. Тигель и кокиль для отливки украшений (из раскопок древнего Берестья)
Формы могут быть изготовлены из чугуна, стали, сплавов алюминия и других сплавов. Они широко применяются для производства отливок (сотен и тысяч штук) массой от 0,5 кг до 15 т из чугуна, стали и цветных металлов. При этом способе производства внутренние полости получают с помощью обычных песчаных и металлических стержней.
Среди важнейших особенностей кокильного литья необходимо отметить следующие:
- получение плотных герметичных отливок без усадочных раковин;
- минимальная толщина стенок отливок из алюминиевых и магниевых сплавов 3. . . 4 мм, чугуна — 6 мм, стали — 8. . .10 мм;
- высокая производительность процесса;
- удовлетворительная геометрическая точность отливок;
- потребность в относительно небольших производственных площадях;
- минимальная потребность в обслуживающем персонале;
- минимальная потребность во вспомогательных технологических материалах.
Недостатки:
- вследствие быстрого охлаждения заливаемого металла стенками кокиля ухудшается его жидкотекучесть;
- быстрое охлаждение чугунных отливок в кокилях вызывает отбел поверхности и повышает ее твердость;
- высокая теплопроводность металлических форм затрудняет получение сложных тонкостенных отливок больших габаритов;
- высокая стоимость металлических форм
Стойкость чугунных кокилей составляет 1000. . . 5000 шт. при производстве мелких и средних чугунных отливок и 50. . .500 шт. — при производстве крупных отливок Стойкость стальных кокилей при производстве алюминиевого литья достигает 50 000 отливок
Литье чугуна в кокиль
- возможность несколько раз использовать литейные формы;
- высокие и хорошие механические и эксплуатационные свойства отливок;
- высокая производительность процесса;
- уменьшение механической обработки отливок (сравнивая с использованием песчаных форм);
- стабильность структуры и плотности отливок.
Для кокильного литья зачастую используется серый и более прочный чугун, так как обладает хорошими механическими и литейными свойствами при центробежном литье чугуна.
Либо звоните 8-800-250-88-72. Доставка по России и СНГ!!!
Кокильное литье чугуна в тонкостенные и другие компактные отливки зачастую выходит с поверхностным или сквозным отбелом. Такие, нуждаются в дополнительном отжиге. Дабы это предотвратить вводят нужное количество графити-заторов в состав металлической шихты, модифицируют расплав перед заливкой в кокиля, уменьшают скорость охлаждения отливки до и после выбивки из формы.
Данные методы можно использовать и по отдельности, и в комплексе. Также получить отливку без отбела можно увеличив содержание в составе ингредиента, увеличивающий возможность графитизации, или уменьшив тот, что препятствует данному процессу.
Такие сильные элементы – это углерод, алюминий и кремний. Модифицирование химического состава расплава реально воспроизвести на желобе плавильного агрегата, в открытом ковше или в автоклаве.
Модификаторами выступают магний, его лигатуры, силикокальцый, ферросилиций, лигатуру из редкоземельных металлов (РЗМ).
Основные операции технологического процесса
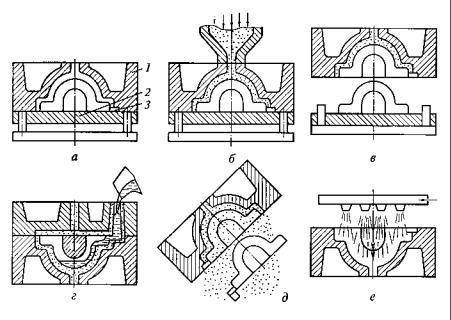
Общая схема технологических операций, выполняемые при литье в кокиль, приведена на рис. 4. Необходимость выполнения некоторых из них зависит от конкрет-ных условий — конструктивных особенностей отливки, литейных свойств материалов, особенностей технологического процесса производства и других факторов. Так, например, операции, связанные с изготовлением песчаных стержней и с термической обработкой отливок, могут вообще отсутствовать. Необходимость же осуществления других операций может возникнуть только через несколько циклов литья (в частности, нанесение защитного покрытия).








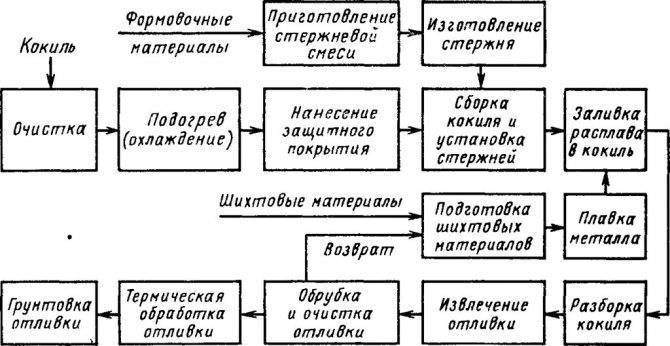
Рис. 4 — Последовательность выполнения технологических операций процесса
Перед заливкой расплава кокиль подготавливают к работе: поверхность рабочей полости и разъем тщательно очищают от следов загрязнений, ржавчины, копоти, масла; проверяют легкость перемещения подвижных частей, точность их центрирования и надежность крепления. Затем на поверхность рабочей полости и металлических стержней наносят слой огнеупорного покрытия облицовки и кокильной краски. Состав облицовок и красок зависит в основном от заливаемого сплава, а толщина их нанесения — от требуемой скорости охлаждения отливки: чем толще слой огнеупорного покрытия, тем медленнее охлаждается отливка. Вместе с тем слой огнеупорного покрытия предохраняет рабочую поверхность формы от резкого повышения ее температуры при заливке, расплавлении и схватывании с металлом отливки. Таким образом, облицовки и краски выполняют две функции: защищают поверхность от резкого нагрева и схватывания с отливкой и позволяют регулировать скорость охлаждения отливки, а значит, и процессы ее затвердевания, влияющие на свойства металла отливки. Перед нанесением огнеупорного покрытия кокиль нагревают газовыми горелками или электрическими нагревателями до температуры около 150°С-180°С. Краски наносят на формообразующие части обычно в виде водной суспензии с применением пульверизатора, на прибыльную и литниковую систему краска наноситься кистью. Капли водной суспензии, попадая на поверхность нагретого кокиля, испаряются, а огнеупорная составляющая ровным слоем покрывает поверхность.
После нанесения огнеупорного покрытия, кокиль нагревают до рабочей температуры, зависящий в основном от состава заливаемого сплава, толщины стенки отливки, ее размеров и требуемых свойств. Обычно температура нагрева перед заливкой для алюминиевых сплавов составляет 250-300°С. Затем устанавливают песчаные или керамические стержни, если таковые необходимы для получения отливки; полуформы кокиля соединяют и скрепляют специальными зажимами, а при установке на кокильной машине с помощью ее механизма запирания, после чего заливают расплав. Часто в процессе затвердевания и охлаждения отливки, после того как отливка приобретет достаточную прочность, металлические стержни «подрывают», т.е. частично извлекают из отливки до ее извлечения из кокиля. Это делают для того, чтобы уменьшить обжатие усаживающейся отливкой металлического стержня и обеспечить его извлечение из отливки. После охлаждения отливки до заданной температуры кокиль раскрывают, окончательно извлекают металлический стержень и удаляют отливку. Из отливки выбивают песчаный стержень, обрезают литники и прибыли, проводят предварительный контроль качество отливки. Перед следующей заливкой осматривают рабочую поверхность кокиля и плоскость разъема. Обычно огнеупорную краску наносят на рабочую поверхность 1 — 2 раза в смену, изредка восстанавливая ее в местах, где она отслаивается от рабочей поверхности кокиля. После этого при необходимости, что чаще бывает при литье тонкостенных отливок или сплавов с низкой жидкотекучестью, кокиль подогревают до рабочей температуры, так как за время извлечения отливки и окраски рабочей поверхности он охлаждается. Если же отливка достаточно массивная, то, наоборот, кокиль может нагреваться ее теплотой до температуры большей, чем требуемая рабочая, и перед следующей заливкой его охлаждают.
Процесс литья в кокиль — малооперационный. Манипуляторные операции достаточно просты и кратковременны, а наиболее длительной по продолжительности операцией является охлаждение отливки в форме до заданной температуры. Практически все операции могут быть выполнены механизмами машины или автоматической установки, что является существенным преимуществом способа, и, конечно, самое главное преимущество — исключается трудоемкий и материалоемкий процесс изготовления формы: кокиль используется многократно.
Литье в кокиль типы и технология производства
Кокиль — металлическая форма, которая заполняется расплавом под действием гравитационных сил. В отличие от разовой песчаной формы кокиль может быть использован многократно. При этом способе литья либо совсем исключается применение, либо расходуется малое количество песчаных смесей лишь на изготовление разовых стержней. В связи с этим снижается загрузка формовочного участка, объемы формовочной смеси при производстве отливок, затраты на доставку и подготовку формовочных смесей. Кроме этого литье в кокиль обладает следующими преимуществами — повышенная размерная точность отливок, высокая производительность процесса, многократность использования литейных форм, возможность автоматизации процесса, экономное использование производственных площадей, возможность комбинированного использования кокилей и сложных песчаных стержней, стабильность плотности и структуры отливок, высокие механические и эксплуатационные свойства.


















| Услуга | Нижний предел цены, руб. за кг | Верхний предел цены, руб. за кг | |
|---|---|---|---|
| 1 | Алюминиевое литье | 280 | 5000 |
| 2 | Кокиль(обычно) | 280 | 2900 |
| Кокиль с поворотом | 340 | 3600 | |
| 3 | Хтс-процесс | 500 | 5000 |
| 4 | Технологическая оснастка | 60000 | 12000000 |
| 5 | Термическая обработка | 10 | 60 |
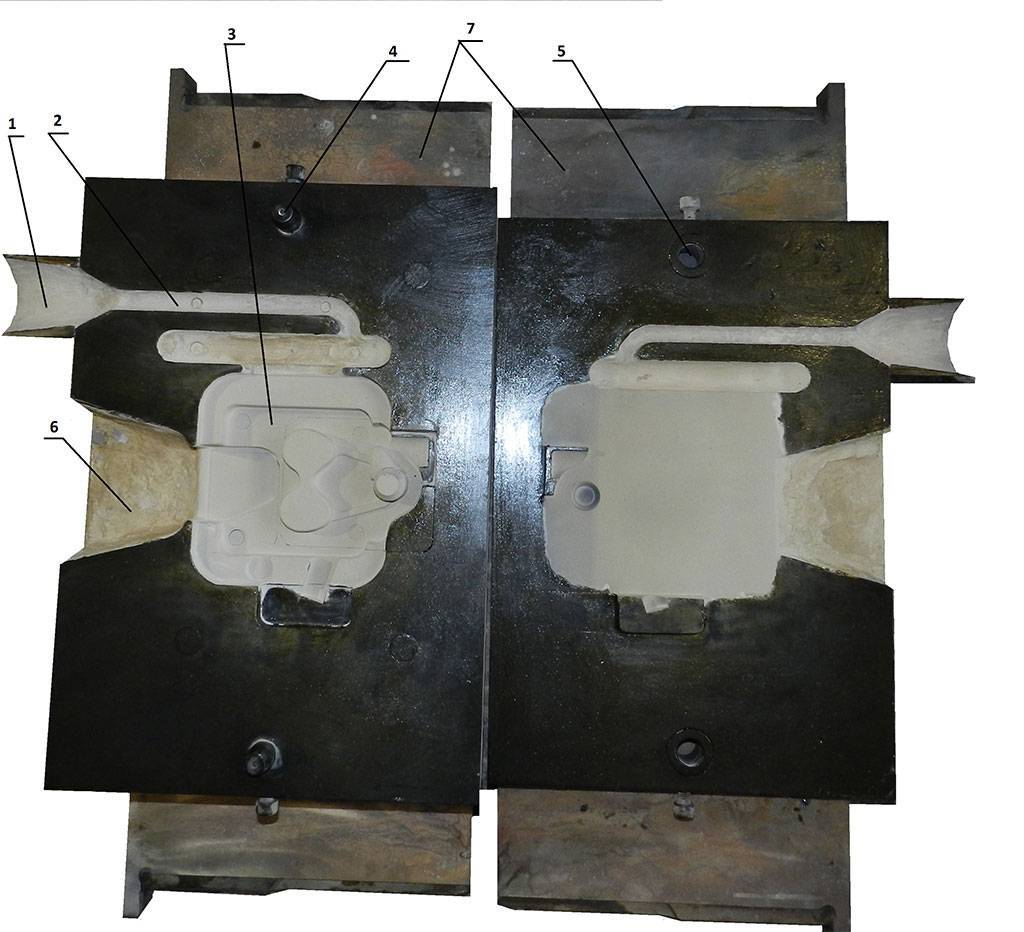
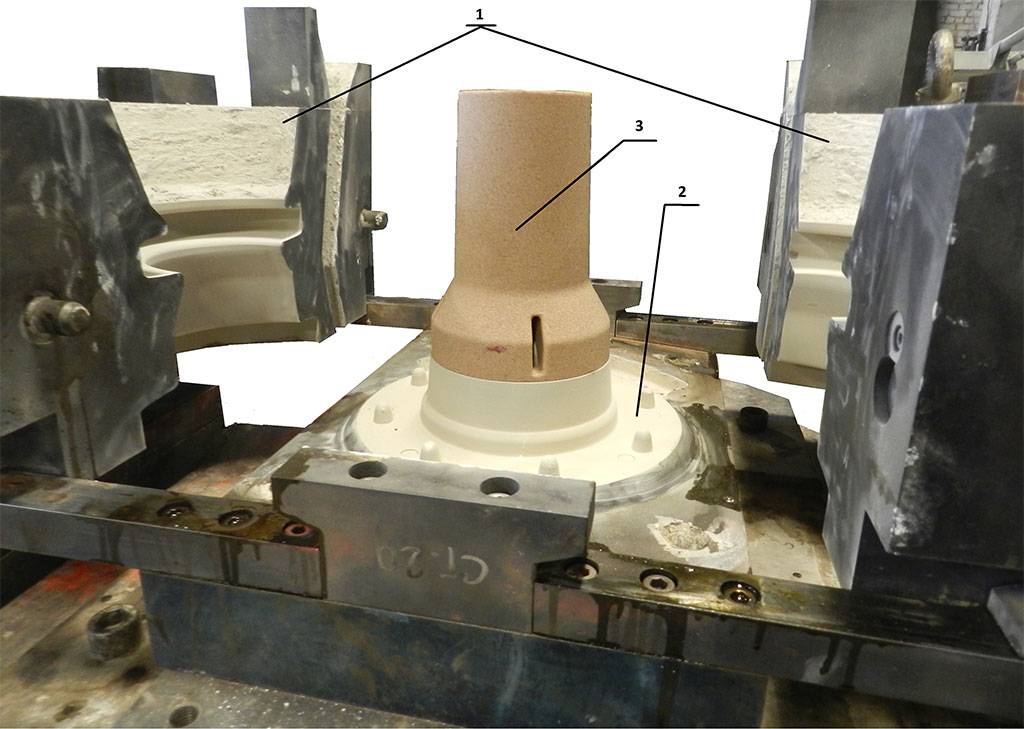
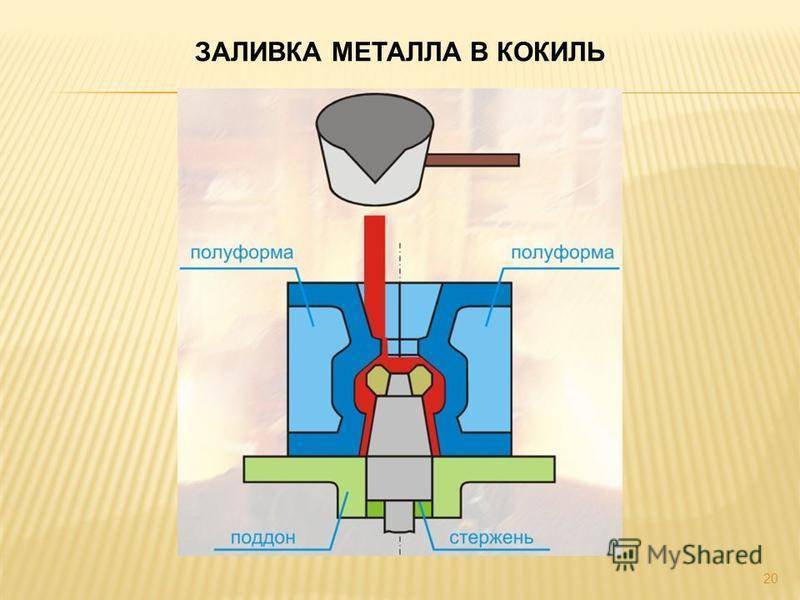
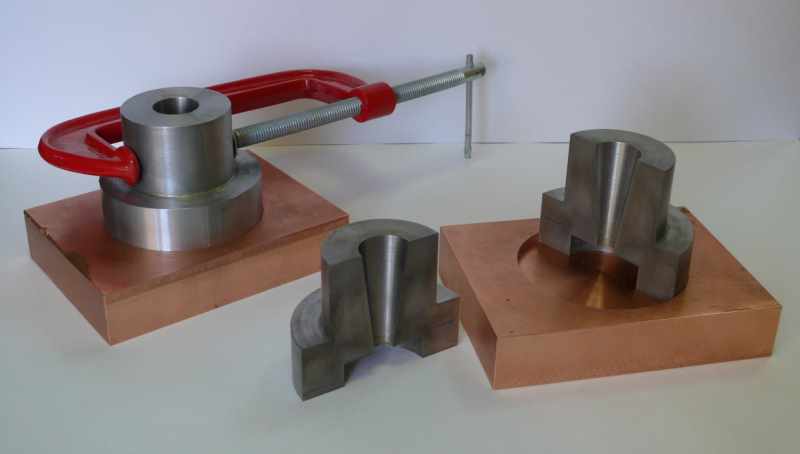
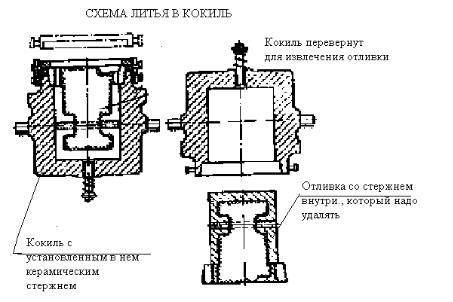
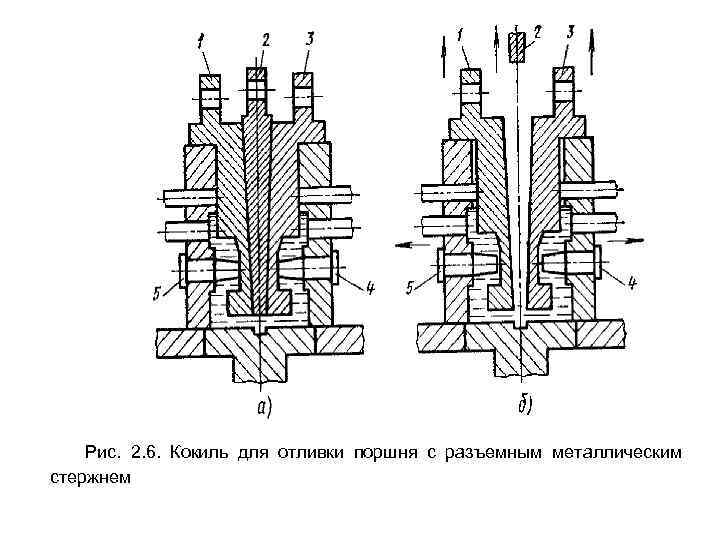
Классический кокиль состоит из двух полуформ ( рис 1 ), более сложные по конструкции могут включать в конструкцию дополнительные подвижные металлические вставки, поддон (основание) ( рис. 2 ). Полуформы взаимно центрируются по направляющим штырям и втулкам. Формообразующая кокиля проектируется и изготавливается с учетом усадки заливаемого сплава, припусков на механическую обработку и толщину облицовочного огнеупорного покрытия ( краски ).




Полости и отверстия в отливке могут быть выполнены металлическими или песчаными стержнями, извлекаемыми из отливки после ее затвердевания и охлаждения до заданной температуры. Расплав подается в через литниковую систему, выполненную в его полуформах и поддоне. Питание массивных узлов отливки осуществляется через прибыли. В процессе заполнении кокиля расплавом воздух и газы удаляются из его рабочей полости через вентиляционные каналы, зазоры по плоскости разъема и между подвижными частями, выпоры которые образуют вентиляционную систему. Основные элементы кокиля — полуформы, плиты, вставки, стержни и т. д.- обычно изготовляют из стали реже из чугуна.
Литье в кокиль нашло применение в производстве изготовлении фасонных отливок из алюминиевых, магниевых и цинковых сплавов; реже — при литье медных сплавов, чугуна и стали. Масса отливок изменяется от десятков грамм до сотен килограмм.
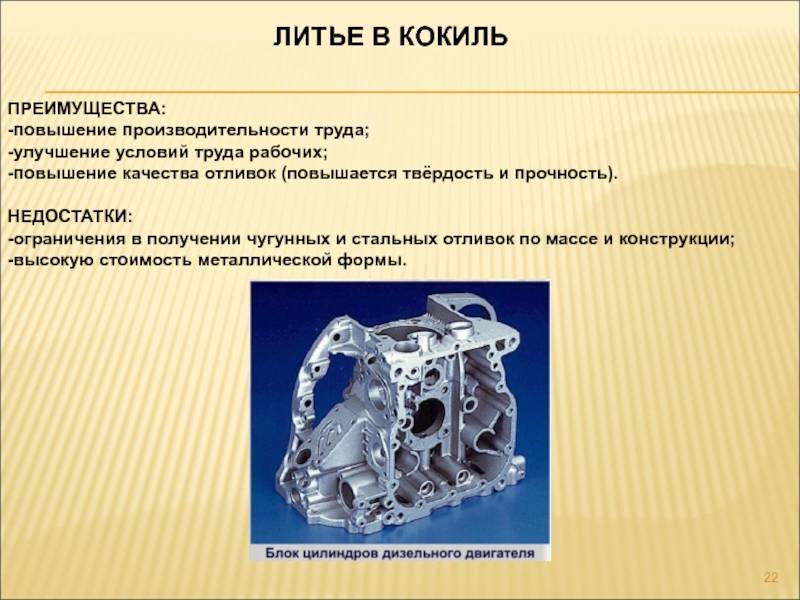
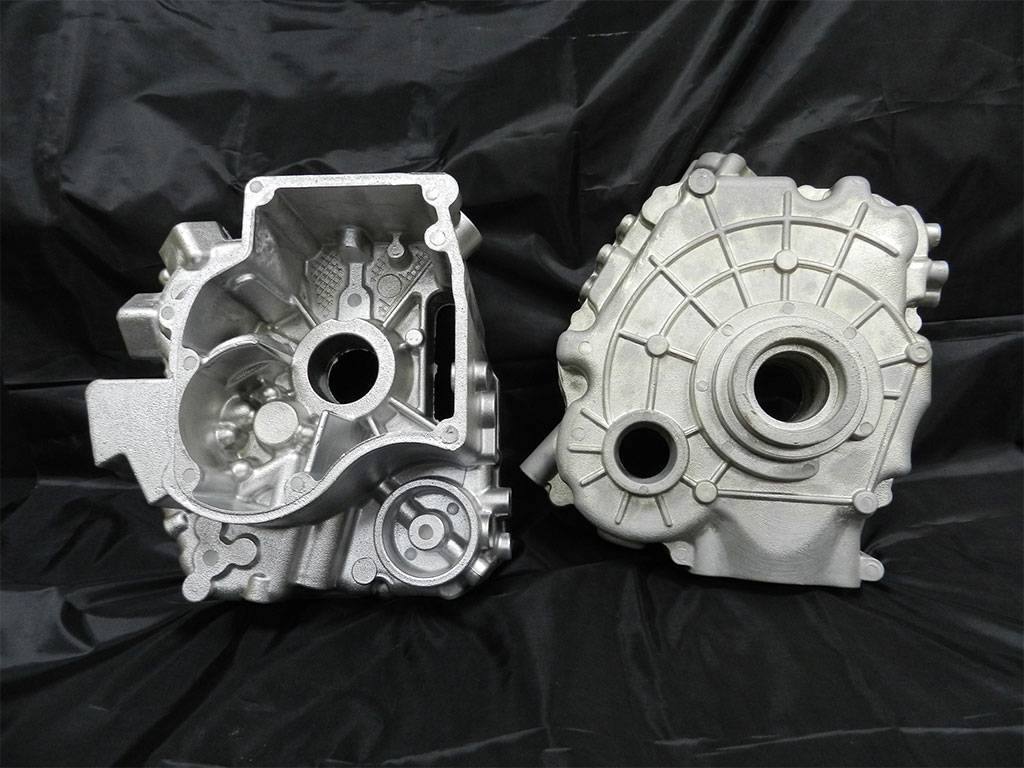
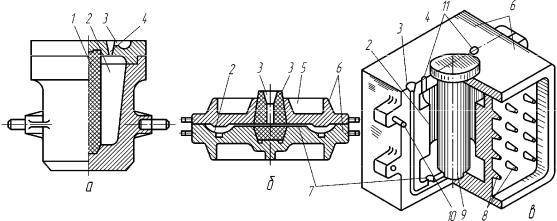
Конструкции отливок, получаемых в кокилях, очень разнообразны. Это простые по форме отливки типа опорных плит, колосников, болванок и втулок и сложные — типа картеров двигателей, головок блоков цилиндров, блоков цилиндров, ребристых корпусов электродвигателей, корпуса редукторов ( рис. 3 ). Литьем в кокиль получают детали с особыми эксплуатационными свойствами — повышенной герметичностью, износостойкостью (например, чугунные с поверхностным отбелом), окалиностойкостью и др.
Процесс литья в кокиль
Перед началом литья в кокиль металлического расплава необходимо выполнить операции технологического процесса по подготовке его к работе. Эта работа выполняется в несколько этапов.
- Поверхности кокиля и место стыков полуформ необходимо очистить от загрязнений, коррозии, масел.
- Выполняют проверку подвижности перемещающихся деталей, точность их установки и надежность крепления на местах для этого предназначенных.
- На этом этапе поверхности формы смазывают огнестойкими материалами. В этом качестве применяют специальные краски и смазки.

Технологический процесс литья в кокиль
Веществ, которые применяют при облицовке кокиля, зависят от марки заливаемого состава. Толщина покрытия зависит от необходимой скорости охлаждения отлитой заготовки. То есть, чем больше слой наносимой облицовки, тем заготовка будет медленнее охлаждаться. Огнестойкий слой призван решить еще одну задачу в процессе этого литья – обеспечить сохранность формы от скачка температуры во время заливки металла, а также оплавления ее частей и их схватывания с расплавом. В состав огнеупорной облицовки могут входить следующие материалы – кварц, глина, жидкое стекло, графит.
Процесс отлива в кокиль
Перед началом заливки металла форму прогревают до температуры порядка 200 градусов. Эта температура определяется маркой заливаемого металла и габаритов отливки.









Преимущества и недостатки литья в кокиль
Литье этого типа, как и многие технологические процессы, обладают и преимуществами, и недостатками. Можно сравнить литье в кокильную оснастку с литьем в песчаные формы.
К основным преимуществам можно отнести то, что литье в металлические формы отличается от всех остальных качеством получаемых деталей, в частности, точностью. Применение песочных стержней позволяет выполнять отливки сложной формы.
Использование металлических кокилей позволяет повысить производительность труда на литейном производстве. Это обусловлено тем, что из производства исключены такие операции, как приготовление литьевой смеси, и чистки отливок.
https://youtube.com/watch?v=wrmhslM-bFo
Использование такого типа литья позволяет уменьшить припуски на дальнейшую механическую обработку. Такой подход позволяет снизить себестоимость готового изделия.
Такое свойство кокилей, как оборачиваемость позволяет механизировать процессы литья и последующей обработки отливок. Например, операция сборки этой оснастки может быть легко автоматизирована. Кроме того из процессов исключены факторы, которые могут отрицательно сказаться на качестве отливок, например, газопроницаемость смеси. Автоматизация литейных процессов регулировать технологические режимы литейных процессов, что приводит к изменению характера труда оператора литейного комплекса и повышению его безопасности.
Между тем при множестве достоинств литье этого класса имеет и ряд недостатков.
Кокиль обладает высокой стоимостью, это является следствием его конструктивной сложности и и высокой трудоемкости производства. Особенно это относится к оснастке, в которые отливают детали сложной геометрической конфигурации.
Литейная оснастка такого типа имеет ограниченную стойкость. Стойкость оснастки определяется количеством качественных отливок. При снижении качества, его просто направляют в утилизацию. Стойкость – это ключевой экономический показатель литья. Над повышением стойкости форм этого класса работают производители и проектировщики оборудования для литья в формы этого типа по всему миру.

Литье сплава в кокиль
Интенсивность охлаждения отливок в кокиле существенно выше, чем в песчаных или земляных оснастках. Это приводит к тому, что ограничена возможность изготовления отливок с тонкими стенками.
Поскольку эти оснастки не обладает достаточной податливостью – это может привести к появлению в отлитых деталях внутренних напряжений. Которые потом устраняют с помощью термообработки.
Литье в кокиль – точная технология производства отливок из алюминия.
Литье в кокиль (многоразовую металлическую форму) – это достаточно дорогостоящая, но проверенная и точная литейная технология, применяемая при производстве отливок из алюминиевых сплавов.
Несмотря на высокую первоначальную стоимость оснастки, технология литья в кокиль имеет ряд основных преимуществ, по сравнению с другими технологиями, а именно:
- отливки получают с более плотной структурой;
- значительно улучшается внешний вид отливок и чистота поверхности;
- повышается точность отливок и идентичность их размеров;
- уменьшается металлоемкость отливки и стоимость механической обработки за счет уменьшения литейных припусков;
- увеличивается выход годного литья;
- устраняются операции с формовочными смесями;
- при крупносерийном производстве снижается себестоимость продукции;
- значительно повышается производительность труда литейщиков.
Для изготовления кокилей специалисты «ПРАКТИК плюс» в основном применяют серый или высокопрочный чугун, а также углеродистые или легированные стали. Серый чугун, применяемый для кокилей, стойкий к тепловым нагрузкам, недорогой и легко обрабатываемый материал. Стальные кокили более дорогие в изготовлении, но более «живучие» чугунных, так как они не боятся ударных нагрузок. Металлические стержни, направляющие и толкатели для раскрытия кокиля и выталкивания отливок всегда изготавливают из стали, так как они испытывают повышенные растягивающие напряжения.


Основной показатель кокиля — его стойкость. При работе рабочие поверхности кокилей подвергаются быстрому нагреву и охлаждению, в следствие чего в них возникают термические напряжения, приводящие к короблению и поверхностным трещинам – разгарам. Стойкость чугунных и стальных кокилей при получении отливок из алюминиевых сплавов составляет 50—100 тыс. заливок. Для повышения стойкости кокилей рабочие поверхности покрывают красками. С помощью красок устраняется также приваривание металла к стенкам кокиля, обеспечивается получение качественных поверхностей и регулируется направленность затвердевания отливок. При соприкосновении с металлом краска возгоняется, создается газовая и сажистая прослойка между жидким металлом и кокилем, которая предотвращает приваривания жидкого металла к кокилю. Краску наносят кистью или пульверизатором один-два раза в смену, в зависимости от конструкции и режима работы, на подогретый до 100—200 °C кокиль.
В процессе литья очень важным технологическим параметром является температурный режим кокиля. Для получения качественного литья из алюминиевых сплавов температура кокиля должна поддерживаться в пределах 200—350 °C. Разогрев и поддержание температуры кокиля (разгон кокиля) специалисты «ПРАКТИК плюс» осуществляют подогревом с помощью газовых горелок, а контроль температурного режима осуществляют инфракрасными термометрами (пирометрами) или термопарами. Охлаждение кокиля осуществляется путем естественной передачи тепла в окружающую среду через стенки кокиля. При необходимости наши специалисты спроектируют и изготовят кокили , охлаждаемые снаружи водой (водоохлаждаемые) по специально предусмотренным каналам. Стойкость водоохлаждаемых кокилей выше, чем неводоохлаждаемых.
При литье сложных по конфигурации отливок специалисты «ПРАКТИК плюс» применяют различные подвижные металлические стержни и вставки. Подвижность нужна для своевременного удаления стержня из отливки. Если внутренние контуры отливки сложные, то стержни делают составными из нескольких частей. Также для получения отливок со сложной внутренней конфигурацией нами применяются песчаные стержни. Их устанавливают в форму каждый раз перед заливкой при сборке формы с помощью знаковых частей.
В «ПРАКТИК плюс» изготавливают к окили либо литыми, либо из поковок проката путем механической обработки. Литые кокили дешевле, поскольку требуется минимальная механическая обработка. Разъем (раскрытие) кокилей осуществляют ручным или механизированным способом с помощью механических, пневматических и гидравлических приводов, которые также проектируют и изготавливают специалисты «ПРАКТИК плюс». Поверхности разъемов обрабатывают по 6-му классу точности. Отдельные части кокиля центрируют с помощью штырей и втулок. Для вывода газа и воздуха из полости кокиля предусматриваются вентиляционные каналы.
Компания “ПРАКТИК плюс” рассматривает заказы на производство литья из алюминия любой конфигурации и серийности, массой до 50 кг.
Цена отливки зависит от сложности детали и рассчитывается индивидуально.
За дополнительной информацией обращайтесь по тел.: (067) 437-90-70, или по контактам, указанным на сайте.
Облицованный кокиль
Это разновидность технологии, в которой совмещают свои достоинства оболочковое и кокильное литье, а недостатки обоих способов сглаживаются. Эта технология характеризуется не только трещиностойкостью, но и податливостью, что позволяет изготавливать отливки высокой точности, а если сравнивать с оболочковым литьем, дорогостоящий формовочный материал расходуется минимально.
Облицованная металлическая форма изготавливается путем заполнения пространства между металлической моделью отливки и внутренней поверхности кокиля. Чаще всего используются пескодувный и заливной способы. Для заполнения берут песчано-смоляную смесь, в которой связующим элементом является фенолформальдегидная смола (2-2.6%) и уротропин (примерно 10% от массы), а также самозатвердевающие (связующий компонент — жидкое стекло) и керамические составы (связующий — этилсиликат). Кокиль и модель отливки, имеющие температуру от 200 градусов, передают тепло смеси, которая затвердевает и образует слой облицовки толщиной 3-5 мм. Обычные или оболочковые стержни служат для выполнения полостей в отливках.