

Введение
При производстве ювелирных изделий в прошлом часто игнорировался металлургический аспект процесса их изготовления, а повышенное внимания ремесленников было сосредоточено на эстетических и стилистических аспектах их творений. Это выражалось в эмпирическом подходе и ориентации на минимизацию затрат при подготовке отливок, вместо сознательного подхода ко всем этим проблемам, связанным с процессом литья и их возможным решениям. Стоит напомнить, что большая часть дефектов на самом деле связана с неправильным планированием системы питания, которую используют, чтобы сохранить ресурсы, вместо получения бездефектных отливок.
Элементы литниковой системы
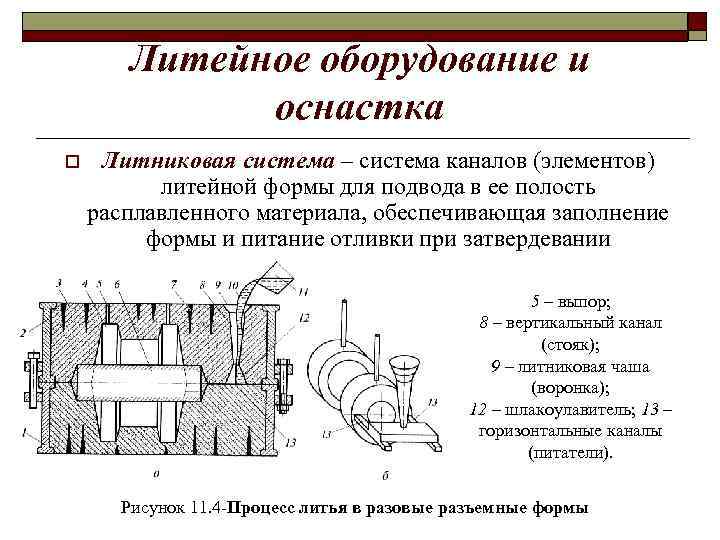
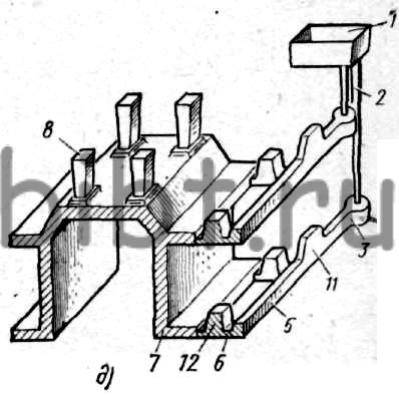
На рисунке ниже представлено поперечное сечение типичной литниковой системы при литье в песчаные формы. Эта литейная форма иллюстрирует основные принципы процесса заливки расплавленного металла, в том числе, литейных алюминиевых сплавов.
Опока – это деревянный ящик, в котором располагается формовочная песчаная смесь.
Нижняя полуформа – это нижняя часть литейной формы.
Верхняя полуформа – верхняя часть литейной формы.
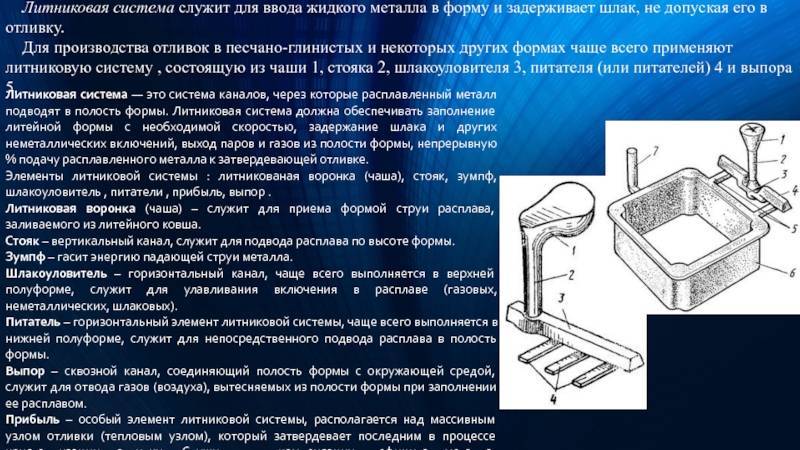
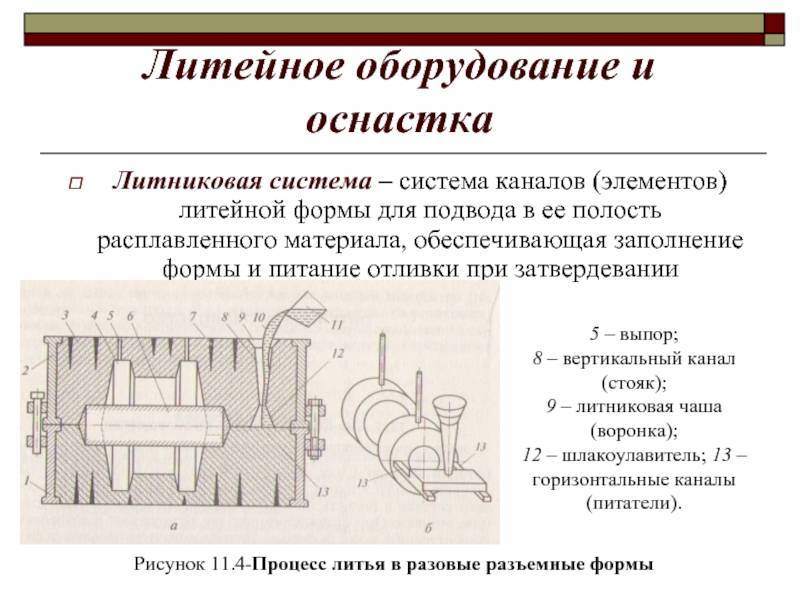
Литниковая система – это сеть каналов, которые предназначены для подачи расплавленного металла от входа в литейную форму в ее полости.
Стержень – это элемент из песка, который вставляют в форму, чтобы выполнить внутренние детали отливки.
Жеребейка – приспособление для крепления стержня.
Литниковая чаша – это часть литниковой системы, которая получает расплавленный металл из разливочного ковша. Литниковая чаша контролирует подачу металла в литейную форму. От литниковой чаши металл следует вниз по литниковому стояку – вертикальной части литниковой системы, а затем идет по горизонтальным каналам – литниковым ходам – и, наконец, через контролируемые входы – питатели или литники – в полость литейной формы.
Прибыль – резервуар для расплавленного металла, который подает металл к элементам литейной формы для предотвращения усадки в ходе затвердевания.
Теорема Бернулли для течения расплава
Теорема Бернулли – это следствие закона сохранения энергии для стационарного течения несжимаемой жидкости. Теорема Бернулли для потока расплавленного металла заключается в том, что сумма потенциальной и кинетической энергии в любой точке такого потока является постоянной. Потенциальная энергия определяется высотой потока относительно некоторой плоскости отсчета. Кинетическая энергия зависит от скорости потока.
Если пренебречь потерями на трение и считать, что вся литниковая система находится под воздействием атмосферного давления, то из теоремы Бернулли следует, что скорость v течения расплавленного алюминия в нижней точке питателя литейной формы зависит от высоты h , на которой расположена литниковая чаша по формуле:
v = (2gh)1/2
Из этой формулы следует, например, что чем выше расположена литниковая чаша, тем больше скорость в литнике на входе в литейную форму.
Требования к литниковым системам:
1) заполняемость формы; 2) ламинарное или с минимально допустимой турбулентностью течение расплава по каналам литейной формы; 3) положительное давление металла в каналах литейной формы; 4) задержание неметаллических включений; 5) рациональное распределение температур в охлаждающейся отливке.
Приведенный выше анализ дефектов и причин их возникновения в отливках из легких сплавов показывает, что режим заполнения форм расплавом надлежит регулировать таким образом, чтобы произошло полное заполнение рабочей полости формы и чтобы в нее не проникали пена, шлаки и другие неметаллические включения, вызывающие загрязнение отливок.
Регулируя режим заполнения, необходимо также иметь в виду, что от него в большей или меньшей мере зависит образование таких дефектов, как усадочные раковины, пористость, трещины, коробление, ужимины, пригар, т. е. дефектов, связанных с тепловыми условиями затвердевающей отливки и взаимодействием расплава с материалом формы.
Таким образом, для заполнения формы в указанном режиме литниковая система должна обеспечить :
1) заполняемость формы;
2) ламинарное или с минимально допустимой турбулентностью течение расплава по каналам литейной формы;
3) положительное давление металла в каналах литейной формы;
4) задержание неметаллических включений;
5) рациональное распределение температур в охлаждающейся отливке.
Режим заполнения форм расплавом регулируют выбором надлежащей конструкции литниковой системы и расчетом размеров ее основных элементов, способствующих заполнению формы с заданной скоростью потока.
Выполнение первой (обеспечение заполняемости) и третьей (обеспечение положительного давления) функций литниковой системы главным образом зависит от ее размеров и в меньшей мере от ее конструкции. Выполнение второй (обеспечение ламинарности потока) и четвертой (обеспечение шлакозадержания) функций в одинаковой мере зависит как от конструкции, так и размеров литниковой системы. Пятая функция (обеспечение рационального распределения температур) главным образом зависит от конструкции литниковой системы.






Таким образом, выполнение основных функций литниковой системой зависит как от конструкции, так и размеров ее основных элементов.
Многообразие функций литниковой системы и ее влияние на технологию изготовления литейной формы предъявляют к ней довольно большие требования, которые можно сформулировать в виде двух основных . Во-первых, литниковая система должна выполнить свои основные функции, т. е. обеспечить качество поступающего в форму расплава и создать наилучшие условия для формирования здоровой отливки после заполнения формы. Во-вторых, литниковая система должна быть простой по конструкции и небольшой по объему, чтобы обеспечить высокий выход годного и наименьшие трудовые и материальные затраты, т. е. обеспечить экономичность изготовления отливки.
Состав формовочных и стержневых смесей.
Формовочная смесь, образующая литейную форму, состоит из двух основных составляющих: огнеупорной и связующей, а также из атмосферы, заполняющей поры смеси. По применению при формовке различают облицовочные, наполнительные и единые смеси. В данном случае будет использоваться единая формовочная смесь, применяемая при машинной формовке.
Отливки из чугуна изготавливают в сырых или сухих песчаных формах. В сырых формах обычно получают мелкие отливки до 100кг. При изготовлении будет использоваться сырая форма.
Массовая доля составляющих смеси, %:
- Оборотная смесь: 95%
- Глинистая составляющая: 8-14%
- Каменный уголь: 2-3%
Свойства:
- Зерновая группа песков 016;02;0315
- Твердость: 70-80 ед.
- Прочность на сжатие сырых образцов: 60-120 КПа
- Влажность: 3,3-4%
Стержни будут изготовлены из холоднотвердеющей смесей (ХТС). Сущность технологии заключается в следующем: в смесь вводится жидкая смола и отвердитель (кислота), при химическом взаимодействии которых происходит поликонденсация смолы до полного ее затвердевания и, как результат, упрочнения стержня.
Количеством вводимого катализатора регулируют время живучести смеси, в течение которого смесь не теряет способности формоваться. Смеси со смолами имеют высокую текучесть и за счёт этого легко уплотняются даже кратковременной вибрацией.
Стержни имеют высокую прочность и хорошую газопроницаемость, податливы и хорошо выбиваются из отливок.
Материаловед
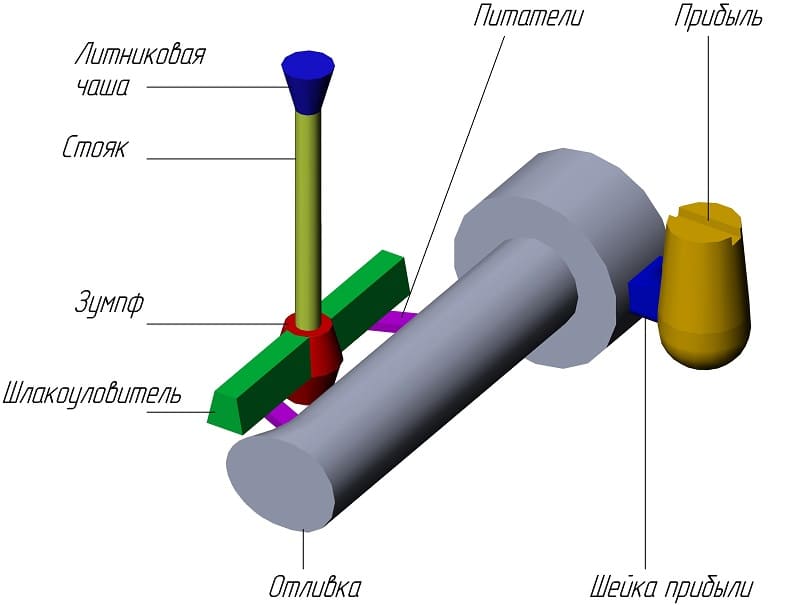
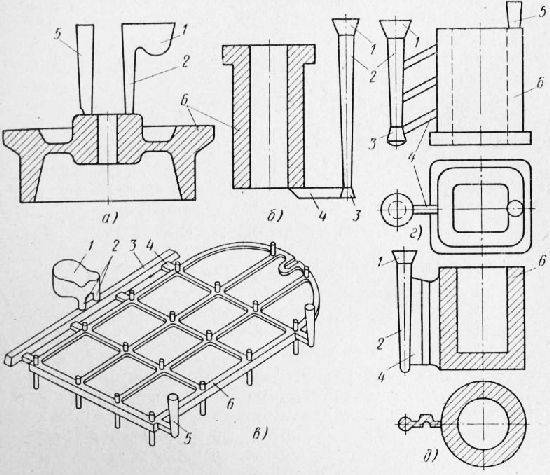
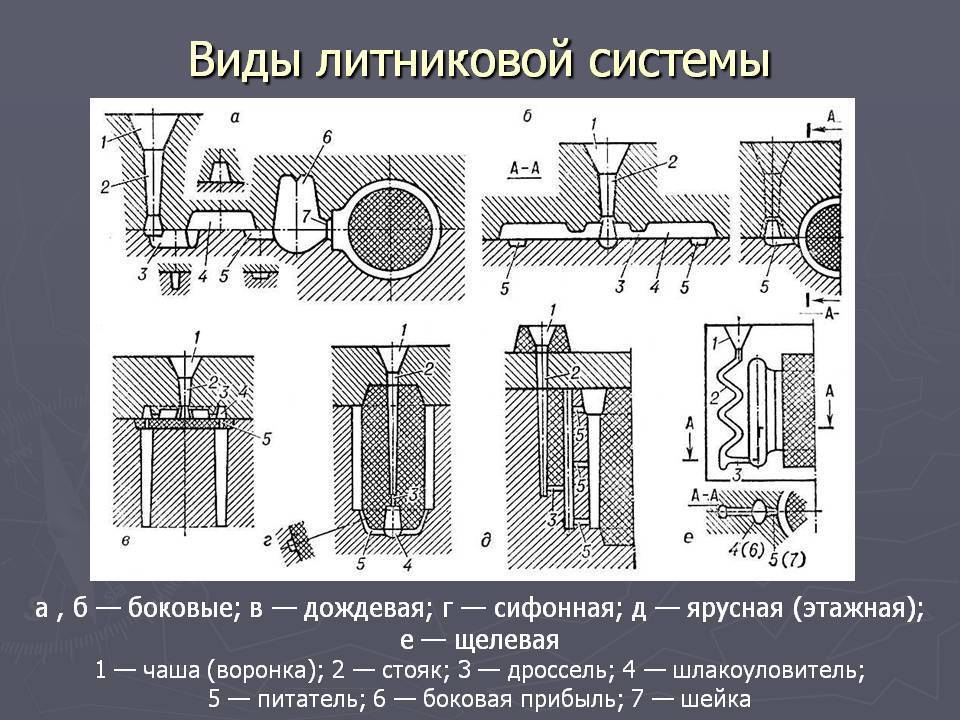
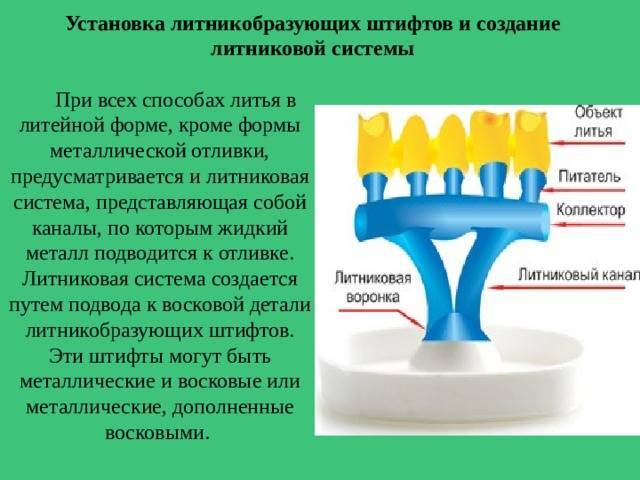
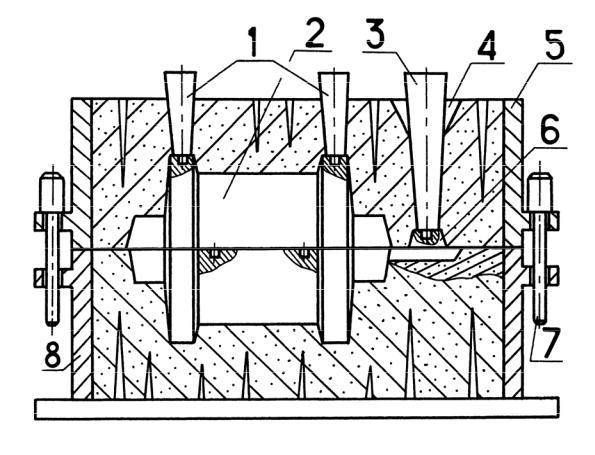
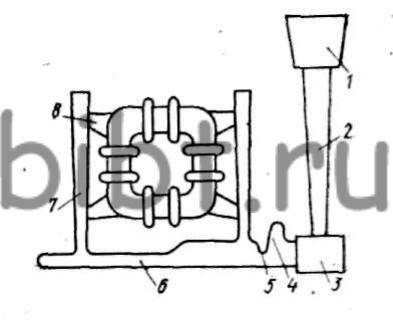
Литниковая система – это совокупность каналов, через которые расплавленный металл попадает в полость формы. Она должна обеспечить правильное распределение металла в полости формы, не допустив проникновения инородных тел (шлака, огнеупора), разрушения формы, а также завихрения и разбрызгивания металла. Литниковая система, кроме того, должна способствовать созданию такого теплового режима в форме и отливке, при котором в процессе затвердевания и охлаждения металла не развивались бы дефекты усадочного происхождения. Литниковая система состоит из следующих основных элементов (рис. 3.11): литниковая чаша (воронка), стояк, распределительный канал (шлакоуловитель), литники (питатели).
Рис. 3.11. Литниковая система: 1 – литниковая чаша; 2 – стояк; 3 – распределительный канал; 4 – литники
Литниковая чаша
направляет металл, заливаемый из ковша, в литниковую систему, гасит энергию струи, поддерживает постоянный уровень металла при заполнении формы и задерживает посторонние включения (оксиды, шлак, песок), принесенные потоком металла из заливочного ковша. Литниковые чаши применяют при литье чугуна и цветных металлов, заливаемых из поворотных ковшей. При литье стали, заливаемой из стопорного ковша, применяются литниковые воронки. В воронках не отделяется шлак, но металл охлаждается меньше.Стояк предназначен для подвода металла из литниковой чаши или воронки в нижние части формы. В основании стояка имеется чашечка–зумпф, гасящая удар струи и препятствующая размыванию формы. Вертикальный стояк, как правило, соединяется с горизонтальным каналом, назначение которого – подвести металл к различным местам отливки. Этот канал называютраспределительнымканалом или литниковым ходом, при литье чугуна этот же канал может называться шлакоуловителем, а при литье цветных металлов – коллектором.Литники (питатели) – это последний элемент литниковой системы. Они предназначены для подвода металла непосредственно в полость формы.
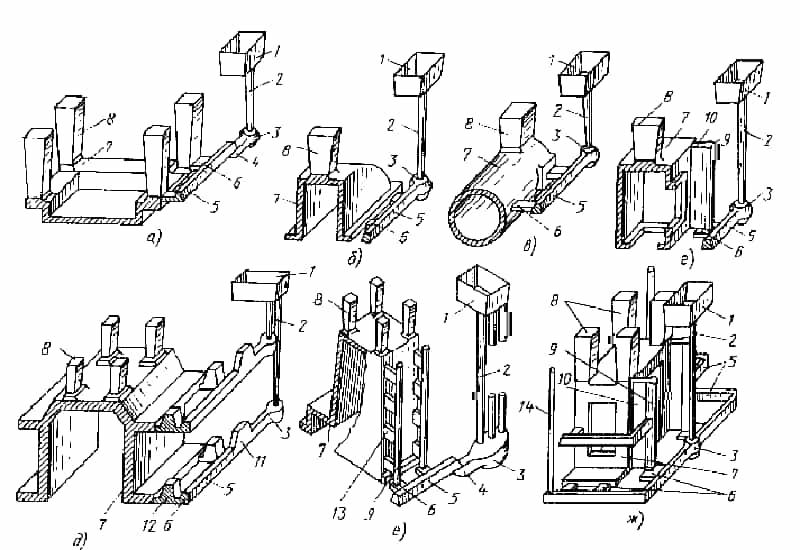
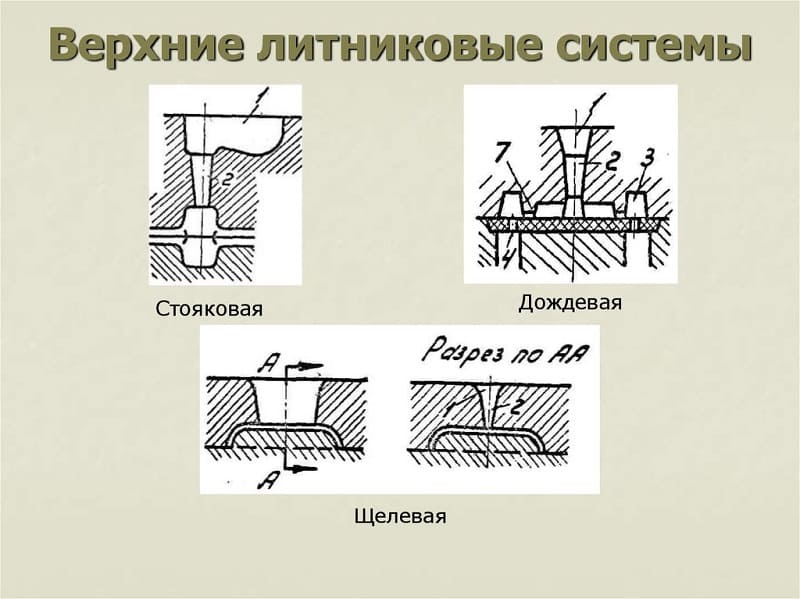
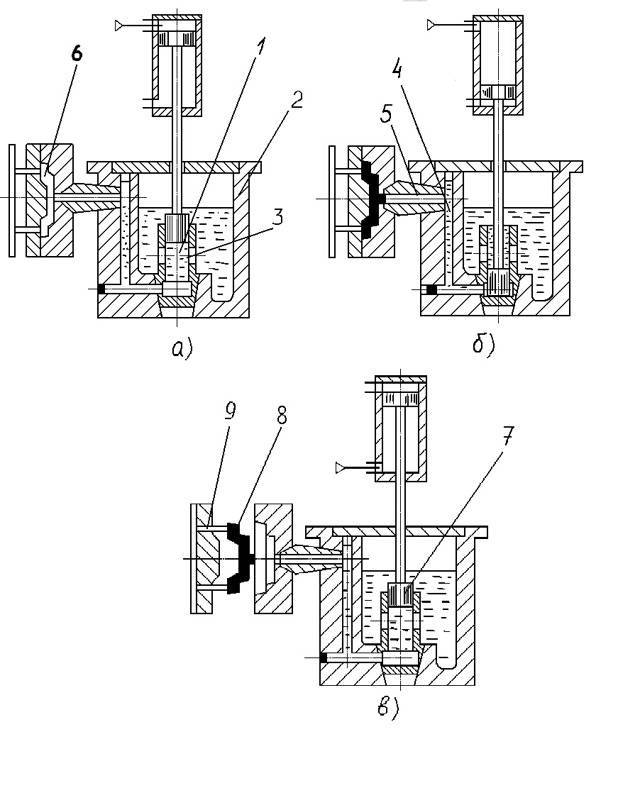
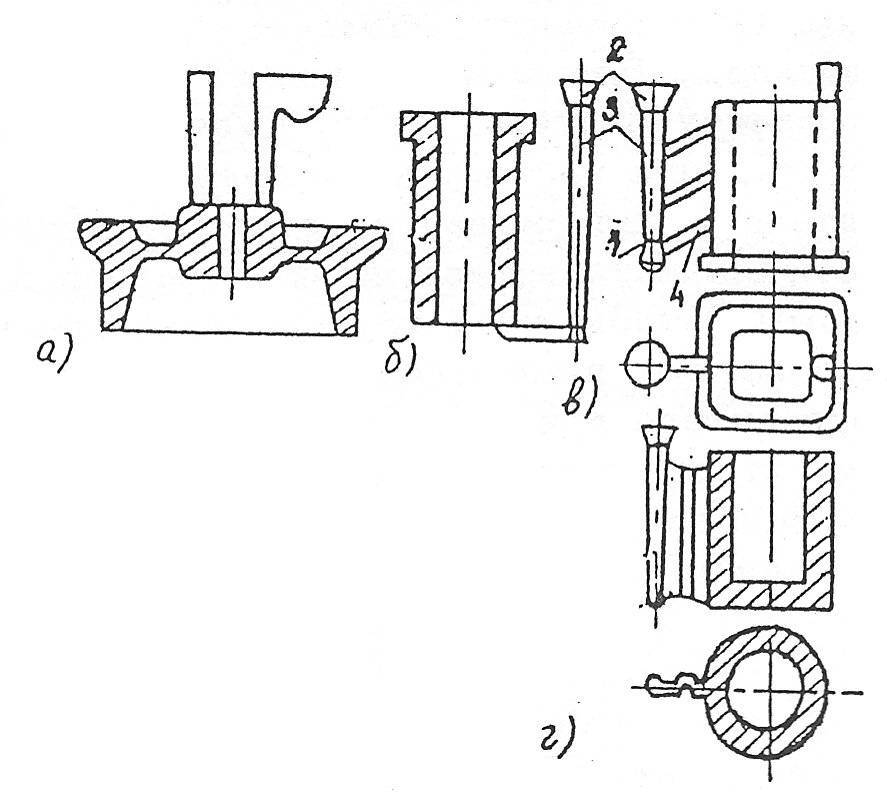
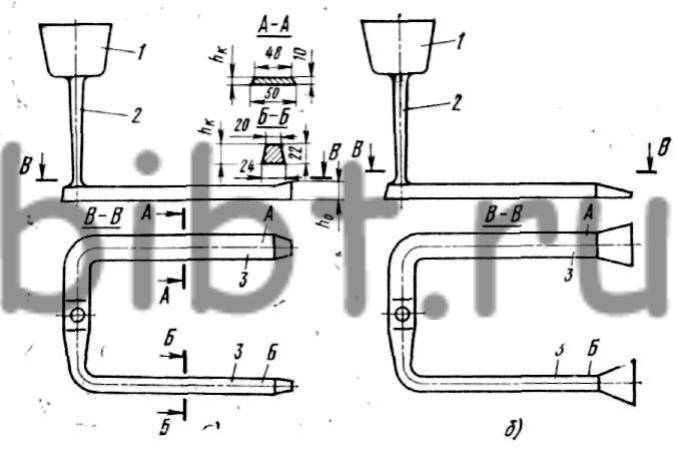
Различают несколько характерных способов подвода литников.
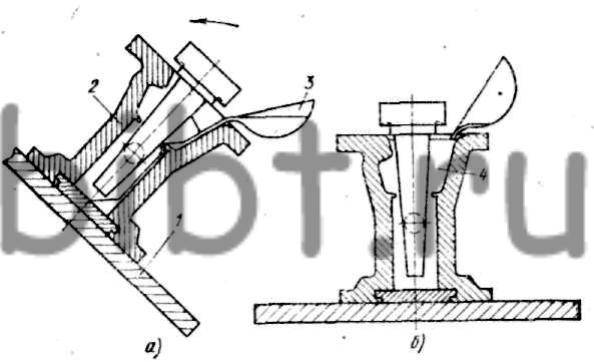
При сифонной заливке
литники подводят к нижней части отливки (рис. 3.12, а). Сифонная заливка обеспечивает спокойное заполнение полости формы без разбрызгивания. Однако пока расплав достигает верхней части формы, он успевает остыть, что ухудшает питание отливки из прибылей и может привести к появлению раковин в отливке.
При заливке сверху
через литник, подведенный к верхней части отливки (рис. 3.12, б), форма заполняется в направлении, противоположном направлению выхода газов, вследствие чего часть газов может попасть в отливку. Кроме того, расплав, падая на дно формы, разбрызгивается, сильнее окисляется и может размыть форму в местах падения. Преимуществом заливки сверху является поступление самого горячего металла в верхнюю часть отливки и в прибыль.
При заливке в середину
отливки литники подводят к середине отливки, на уровне ½ ее высоты (рис. 3.12, в). В этом случае нижняя часть заполняется, как при заливке сверху, а верхняя, как при заливке снизу.




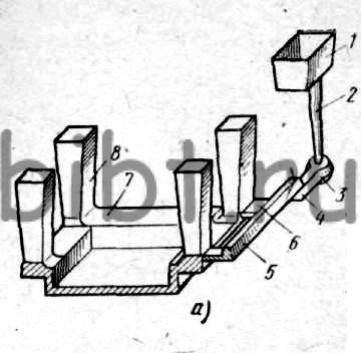
Практикуется и заполнение литейной формы через несколько литников. Например, используется расширяющаяся ступенчатая литниковая система (рис. 3.12, г), суммарная площадь поперечного сечения литников которой больше площади поперечного сечения стояка, благодаря чему жидкий металл, поднявшись до среднего уровня, вновь поступает в стояк. Возникает циркуляция, показанная стрелками.
Обратное движение имеет место, если ступенчатая система сужающаяся (рис. 3.12, д).
Ступенчатая литниковая система может быть разделена на несколько отдельных стояков (рис. 3.12, е), заполнение которых происходит в соответствующем порядке.
Сифонная заливка металла через ступенчатую литниковую систему (рис. 3.12, ж) обеспечивает благоприятное распределение температуры в отливке.
Рис. 3.12. Подвод металла к отливке: а – сифонная заливка; б – заливка сверху; в – заливка в середину отливки; г – ступенчатая расширяющаяся литниковая система; д – ступенчатая сужающаяся литниковая система; е – заливка через несколько самостоятельных литников; ж – сифонная ступенчатая литниковая система
Конструкция стержневого ящика. Вентиляция полости ящика при пескодувном уплотнении стержневой смеси.
Стержневые ящики должны отвечать следующим требованиям:
- обеспечивать удобное и равномерное уплотнение стержня
- легкое извлечение его без деформаций и повреждений;
- иметь достаточно жесткую конструкцию и небольшую массу;
- быть износостойкими и долговечными;
- обеспечивать возможность установки каркасов и выполнения вентиляционных каналов.
Стержень будет формоваться в разъёмном, состоящем из двух полуформ стержневом ящике с горизонтальной плоскостью разъёма. Способ формовки – пескодувным способом. В конструкции стержневого ящика предусмотрены венты для вентиляции и вдувные отверстия для стержневой смеси (см. приложение 3).
Полость стержневого ящика соответствует внешним очертаниям стержня со знаковыми частями. Разъёмные алюминиевые ящики должны иметь центрирующие штыри и устройства для их крепления. В дне ящика против вдувных отверстий установлены шайбы из закалённой стали, для защиты его от разрушающего действия струи смеси.
Стержневой ящик изготавливается из сплава АК5М2 (АЛ3В) по ГОСТ 1583-93. Несмотря на то, что стержневые ящики изготовлены из алюминия, для предотвращения повышенного износа, на контактных поверхностях устанавливается броня – пластина из углеродистой стали Ст3.
Толщина стенки и другие размеры определяются исходя из среднего габаритного размера стержневого ящика по ГОСТ 19370-74.
Расчет вдувных отверстий
См. в файле в конце статьи.
Расчет вентиляционных отверстий (вент)
См. в файле в конце статьи.
Компоненты САПР
Автоматизированное проектирование систем управления и промышленной инфраструктуры, как мы уже знаем, состоит из различных подсистем. В свою очередь, их составляющими являются компоненты, которые обеспечивают функционирование соответствующих элементов САПР. Например, это может быть та или иная программа, файл, аппаратное обеспечение. Компоненты, обладающие общими признаками, формируют средства обеспечения систем проектирования. Таковые могут быть представлены следующими основными разновидностями:
– техническим обеспечением, которое представляет собой совокупность различных технических средств, таких как компьютеры, сетевые компоненты, измерительные приборы;
– математическими моделями, которые объединяют те или иные алгоритмы, что задействуются в целях решения различных задач;
– программным обеспечением — системным, прикладным;
– информационным обеспечением, представляющим собой совокупность различных данных, что необходимы в целях внедрения проектирования;
– лингвистическими моделями, представляющими собой совокупность различных языков, которые применяются в САПР в целях отражения сведений о проектировании;
– методическим обеспечением, представляющим собой совокупность подходов к обеспечению функционирования САПР, различных методов подбора технологических концепций для достижения оптимальных результатов при реализации тех или иных проектов;
– организационным обеспечением, которое представлено главным образом источниками, которые определяют структуру проектной документации, а также характеристики системы автоматизации и то, каким образом должны отражаться результаты реализации проектов.

Автоматизированные системы проектирования, обработки информации могут быть классифицированы по различным критериям. Рассмотрим их специфику.




Важные элементы
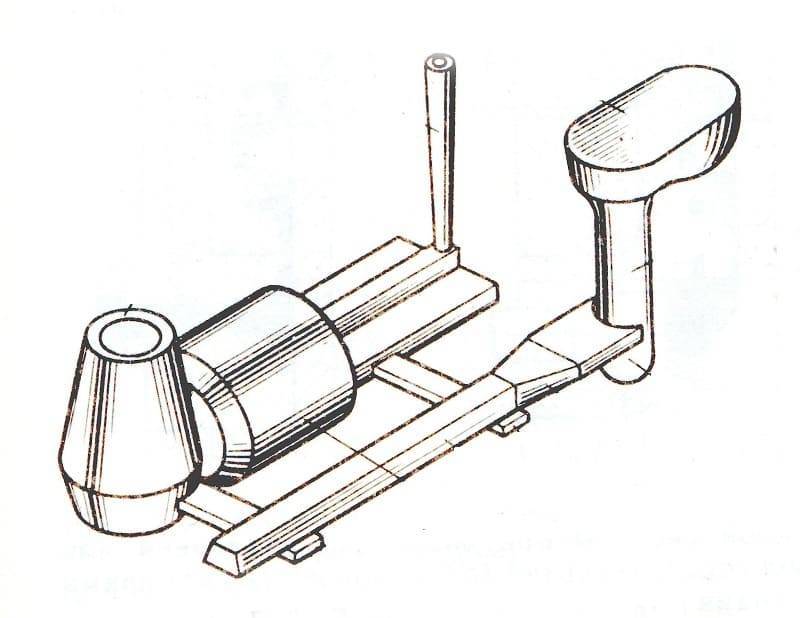
Литниковая система собой представляет трудную конструкцию с несколькими элементами. Любая деталь делает собственную роль и убрать ее невозможно.
К элементам литниковой системы относятся:
- внешний конус;
- вертикальный конусообразный стояк;
- питатель;
- литник.
Жидкий металл попадает с ковша в чашу – коническую перевернутую воронку. В широкую наружную часть конуса попасть струёй жидкого металла легче, чем в неширокий канал. Одновременно воздух, сопровождающий струю, выдавливается вверх и вовнутрь не попадает. Литниковая чаша применяется во всех конструкциях заливных систем. Размер конуса подбирается по размеру отливки, ее весу. Наружным конусом изменяется скорость движения расплава по литниковой системе и время заливки.
Тяжёлая жидкость устремляется вниз по узкому стояку, делая меньше скорость движения. независимо от направления конуса, сечение стояка намного меньше, чем воронки.
Под стояком есть маленькое конусное увеличение и углубление – зумпф, предотвращающий распыление. В нем собирается жидкий металл и гасит энергию струйки по аналогичности пруда под водопадом. Если струйка будет падать на твёрдую поверхность формы, то она ее разобьет. Очень маленькие брызги быстро застынут, образовав раковины и несплошности в общей массе материала.

С зумпфа жидкость течет снизу вверх, перетекая в литниковый ход и подталкивая шлаки к всплытию. Это дает возможность уменьшить длину ходов, правильно применять металл.
Литниковые хода всегда выполняются в плоскости разъема. Они имеют трапецеидальное сечение и разделяют общий поток на несколько, распределяя его по питателям одинаково, по всей длине.
В ЛПС питатели последние из ее компонентов. Они распределены по всей территории разъема и одинаково наполняют пустоту будущей отливки.
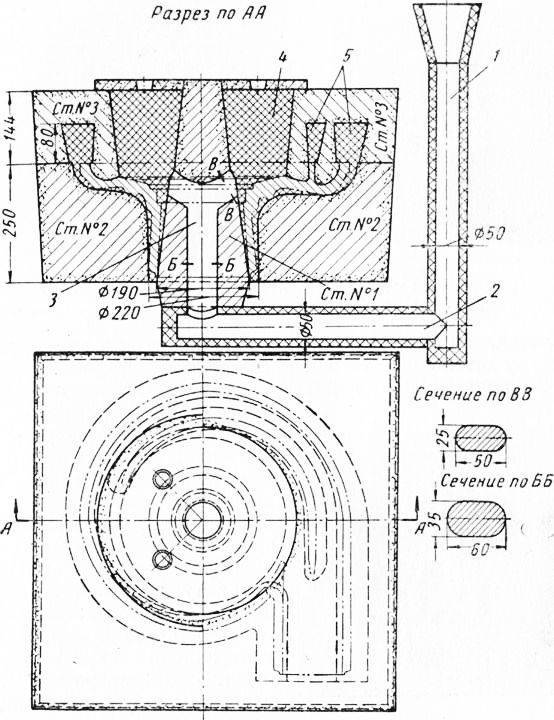
Помимо питательной системы в верней части детали ставятся: прибыль и выпор. Первая служит для накопления шлака и подпитки усадки. При охлаждении деталь уменьшается в размерах, проседает, и металл с прибыли восполняет уровень. Кол-во прибылей зависит от формы и площади отливки. К примеру, заливается маховик. Его ось располагают вертикально. Над ступицей устанавливают одну прибыль, если деталь до 0,5 тонны. При больших размерах конусы для шлака выполняются и по ободу.
Через находящийся в верхней части формы выпор наружу выходят газы, которые все же попали вовнутрь формы и поднялись вверх. Разрешается соединять выпор с центральной прибылью.
После полного охлаждения, деталь выбивают из формы, и выполняется обрубка – автогеном или отбойным молотком обрезаются все питатели и прибыля. Длина оставшегося участка зависит от марки стали. У высоколегированных сталей он составляет 80–150 мм и целиком убирается механообработкой после отжига. Высоколегированные стали и чугун отжигаются одновременно с литниковой системой или только прибылями, лишь потом выполняется обрубка. Термическая обработка выполняется сразу, после извлечения отливки из смеси, для снимания стрессов и уменьшения твердости.
Методы расчета литниковой системы базируются на быстроте полного наполнения формы. Они формируют первым делом сечение питателей, их кол-во. В основе расчетов гидравлические формулы и высота стояков, создающих давление. Для чугуна и сталей различных сортов соотношение площадей питателей, прибылей и стояков различная, основывается на жидкотекучести материала, толщины стенок. По мимо этого в формулу вводят поправочный показатель, значение которого зависит от веса отливки.
Классификация
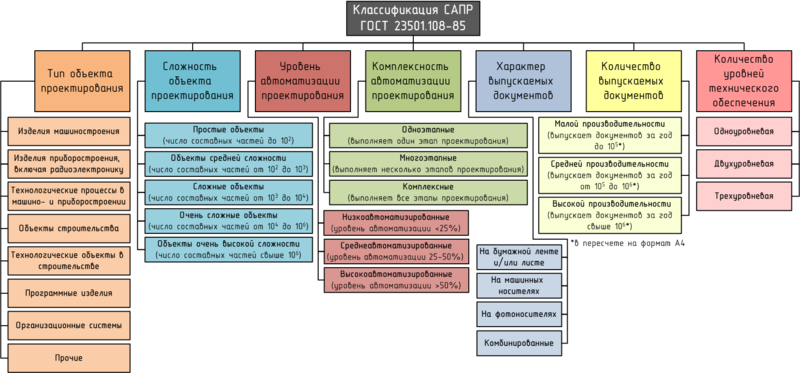
По ГОСТ
ГОСТ 23501.108-85 устанавливает следующие признаки классификации САПР:
- тип/разновидность и сложность объекта проектирования
- уровень и комплексность автоматизации проектирования
- характер и количество выпускаемых документов
- количество уровней в структуре технического обеспечения
Классификация с использованием английских терминов
В области классификации САПР используется ряд устоявшихся англоязычных терминов, применяемых для классификации программных приложений и средств автоматизации САПР по отраслевому и целевому назначению.
По отраслевому назначению
- MCAD (англ. mechanical computer-aided design) — автоматизированное проектирование механических устройств. Это машиностроительные САПР, применяются в автомобилестроении, судостроении, авиакосмической промышленности, производстве товаров народного потребления, включают в себя разработку деталей и сборок (механизмов) с использованием параметрического проектирования на основе конструктивных элементов, технологий поверхностного и объемного моделирования (SolidWorks, Autodesk Inventor, КОМПАС, CATIA);
- EDA (англ. electronic design automation) или ECAD (англ. electronic computer-aided design) — САПР , радиоэлектронных средств, интегральных схем, печатных плат и т. п., (Altium Designer, OrCAD);
- AEC CAD (англ. architecture, engineering and construction computer-aided design) или CAAD (англ. computer-aided architectural design) — САПР в области архитектуры и строительства. Используются для проектирования зданий, промышленных объектов, дорог, мостов и проч. (Autodesk Architectural Desktop, AutoCAD Revit Architecture Suite, Bentley MicroStation, Bentley AECOsim Building Designer, Piranesi, ArchiCAD).
По целевому назначению
По целевому назначению различают САПР или подсистемы САПР, которые обеспечивают различные аспекты проектирования.
- CAD (англ. computer-aided design/drafting) — средства автоматизированного проектирования, в контексте указанной классификации термин обозначает средства САПР, предназначенные для автоматизации двумерного и/или трехмерного геометрического проектирования, создания конструкторской и/или технологической документации, и САПР общего назначения.
- CADD (англ. computer-aided design and drafting) — проектирование и создание чертежей.
- CAGD (англ. computer-aided geometric design) — геометрическое моделирование.
- CAE (англ. computer-aided engineering
CAA (англ. computer-aided analysis) — подкласс средств CAE, используемых для компьютерного анализа.
) — средства автоматизации инженерных расчётов, анализа и симуляции физических процессов, осуществляют динамическое моделирование, проверку и оптимизацию изделий.
- CAM (англ. computer-aided manufacturing) — средства технологической подготовки производства изделий, обеспечивают автоматизацию программирования и управления оборудования с ЧПУ или ГАПС (Гибких автоматизированных производственных систем). Русским аналогом термина является АСТПП — автоматизированная система технологической подготовки производства.
- CAPP (англ. computer-aided process planning) — средства автоматизации планирования технологических процессов, применяемые на стыке систем CAD и CAM.
Многие системы автоматизированного проектирования совмещают в себе решение задач, относящихся к различным аспектам проектирования CAD/CAM, CAD/CAE, CAD/CAE/CAM. Такие системы называют комплексными, или интегрированными.



С помощью CAD-средств создаётся геометрическая модель изделия, которая используется в качестве входных данных в системах CAM и на основе которой в системах CAE формируется требуемая для инженерного анализа модель исследуемого процесса.
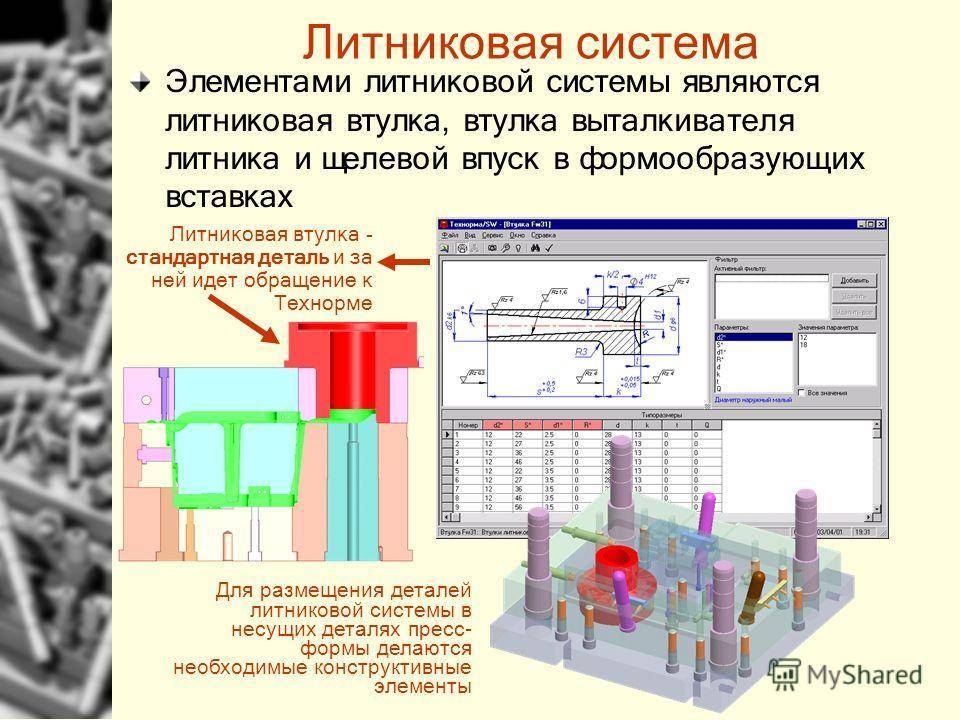
Литниковые каналы
Достойное изготовление пресс-форм возможно при ответственном конструировании литьевых форм, а именно: расчета и оформления литниковых каналов
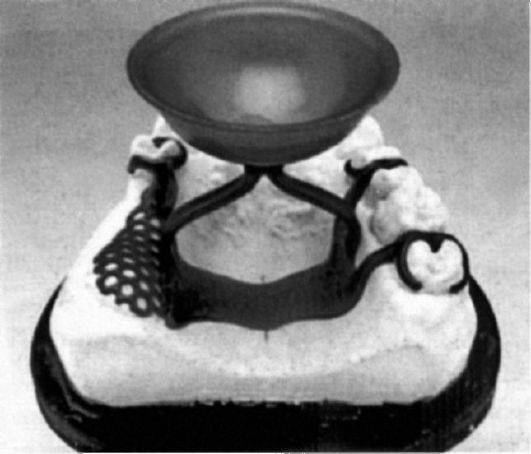
Чрезвычайно важной проблемой конструирования литьевых форм является расчет и оформление литниковых каналов. Литниковая система сопло – канал – впуск должна обеспечить заполнение полости формы при соблюдении условий литья данного термопласта, а также получение изделия с удовлетворительным внешним видом и требуемыми физико-механическими свойствами
Поэтому к литниковой системе предъявляются очень разнообразные требования. Так, литниковая система должна обеспечивать минимальные потери материала на заполнение литниковой системы, легкость отделения от изделия, определенное соотношение между поверхностью и объемом для уменьшения потерь тепла в стенки формы от расплава полимера и т.д.
Конечно, одновременное выполнение всех этих требований в ряде случаев осуществить трудно. Например, уменьшение размеров впуска для облегчения удаления литника, как правило, приводит к увеличению потерь давления, причем уменьшение толщины литника при литье полистирола всего в 2 раза приводит к увеличению потерь давления почти в 3 раза. При увеличении размеров впуска, наоборот, уменьшаются потери давления, возрастают ориентационные напряжения, а также затрудняется отделение литника от изделия.
Литниковая система и изделие составляют единое целое и обычно удаляются вместе из формы в конце цикла литья. Литниковая система представляет собой систему каналов, по которой расплав полимера полается из литникового цилиндра машины в оформляющую полость формы.
Основными элементами литниковой системы являются центральный литник, разводящий литниковый канал и впускной канал.
Различные конструкции литниковых систем по их технологическому назначению можно разделить на два типа. Первый тип – так называемая «холодноканальная» система, при которой температура стенок литниковых каналов поддерживается ниже температуры стеклования или плавления термопласта. Вторым типом является так называемая «горячеканальная» система, конструкция которой обеспечивает температуру текучести термопластов. Эта литниковая система применяется реже и только для определенных термопластов.
При выборе типа литниковой системы следует учитывать, что обычная литниковая система по сравнению с гарячеканальной более проста в изготовлении и при эксплуатации, но при ее использовании образуются отходы в виде литников, которые необходимо утилизировать. Кроме того, если продолжительность охлаждения литников больше продолжительности охлаждения изделия, то это приводит к уменьшению производительности при литье по сравнению с горячеканальной системой.
В то же время при горячеканальной системе с несколькими впусками трудно избежать образования застойных зон, где может происходить разложение термопластов с низкой термостабильностью. Горячеканальные конструкции литников выгодно применять в тех случаях, когда для снижения потерь давления приходится делать разводящий литниковый канал с высотой (или диаметром) намного большей толщины изделия (например, при литье тонкостенных изделий с большой протяженностью одной из сторон). В этих случаях продолжительность цикла литья в формах с холодноканальной конструкцией определяется продолжительностью охлаждения литниковой системы, а в формах с горячеканальной конструкцией – продолжительностью охлаждения изделия.
Хорошая литниковая система
Правильно же спроектированная литниковая система обеспечивает должный контроль течения жидкого металла при заполнении литейной формы.
Оптимальная конструкция литниковой системы может:
- снизить турбулентность течения расплавленного металла;
- минимизировать содержание в отливке газов и включений;
- снизить количество шлака.
Неправильная литниковая система неизбежно приводит к нарушениям плавности и непрерывности течения металла. Результатом этого будет низкое качество отливки. Это тем более относится к алюминию и его литейным сплавам, которые являются весьма чувствительными к нарушениям плавности течения расплавленного алюминиевого сплава из-за повышенного образования шлака и оксидов.
Алюминиевые сплавы очень активно реагируют с кислородом с образованием оксида алюминия. Когда течение алюминиевого расплава происходит гладко, эти оксиды образуются на поверхности расплава и остаются там. Однако, если течение расплава является турбулентным, эти оксиды попадают внутрь расплава и приносят туда газы и включения. Поэтому, чтобы избежать нарушения непрерывности течения расплавленного алюминия литниковую систему проектируют таким образом, чтобы исключить проблемы с захватом воздуха. Это достигают путем предотвращения образования областей с низким давлением, которые могли бы приводить к засасыванию воздуха в литейную форму.
Заключение
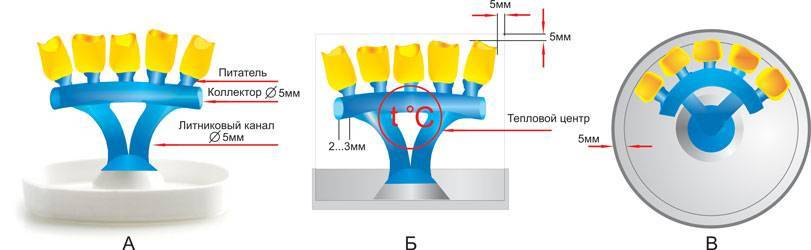
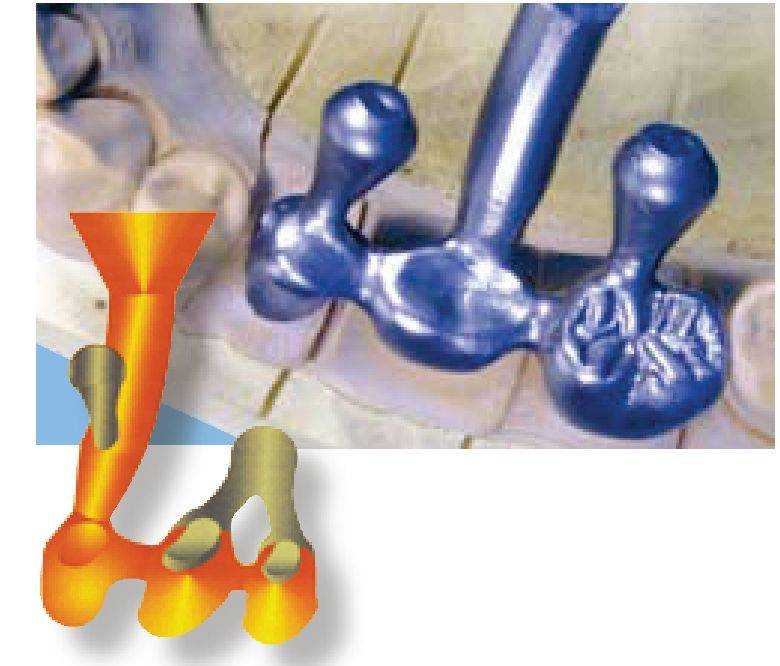
Мы дали краткий обзор примеров планирования литниковой системы и елочек.
У нас нет абсолютно установленных правил о том, как вы должны работать, но мы пытаемся направить внимание операторов на те проблемы, с которыми мы столкнулись. Конечно, сделать расчеты количества и сечений питателей может быть достаточно сложно, но это оправдывает затраты времени. Чтобы оптимизировать затраты на производство изделий, следует принять во внимание наши основные советы
Чтобы оптимизировать затраты на производство изделий, следует принять во внимание наши основные советы. По статистике большая часть компаний действует, не учитывая примеры планирования елочки, ее архитектуры и размеров питателей
Очень часто такие компании утверждают, что их отливки не имеют дефектов и не имеют проблем такого рода
По статистике большая часть компаний действует, не учитывая примеры планирования елочки, ее архитектуры и размеров питателей. Очень часто такие компании утверждают, что их отливки не имеют дефектов и не имеют проблем такого рода.


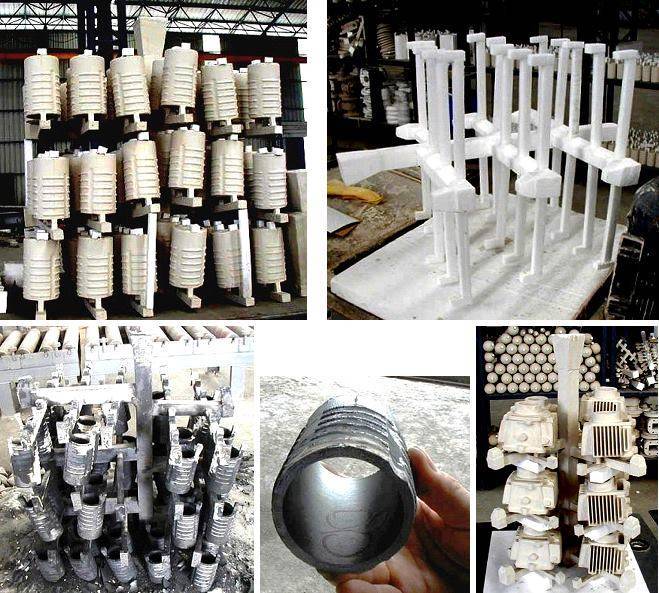

Конечно, им удается найти компромисс, даже если архитектура елочки не является оптимальной и питатели не помещены правильно или их слишком мало, они получают хорошие результаты.
Это происходит, когда компании могут найти свое равновесие среди целого ряда переменных (формы отливки, условия обработки, например, температуры металла и формы, размера и диаметра сосуда, используемого для заливки, применяемого оборудования), чтобы достичь приемлемых результатов.
Тем не менее, закупка сырья, лигатур и оборудования высокого качества и литье в соответствии с правилами теории, которые были здесь обсуждены, обеспечат вам более стабильный и устойчивый рабочий цикл.
Цель данной статьи заключается в распространении знаний для качественного роста ювелирного сектора и получения им максимальной экономической выгоды.





