

Методы противодействия сварочным деформациям и напряжениям
Намного проще предотвратить проблему, нежели ее устранять. Касается это также сварочных работ
Чтобы не столкнуться с устранением брака, а также избежать лишних финансовых затрат следует обратить внимание на некоторые меры борьбы со сварочными напряжениями и деформациями
Сопроводительный и предварительный подогрев
Выполнение таких видов подогрева улучшает качественные характеристики шва и прилегающих к нему участков. Также метод способствует уменьшению остаточного напряжения и пластических деформаций. Применяют подогрев для склонных к возникновению кристаллизационных трещин и закалке сталей.
Наложение швов в обратно ступенчатом порядке
Если длина шва превышает 1000 миллиметров, то следует разбить его на отдельные участки протяжностью 100-150 мм каждый и вести их нужно противоположно к направлению сварки. Применение такого способа позволяет достичь равномерного нагревания металла и существенно понизить деформацию, что нельзя отнести к случаю последовательного наложения.

Проковка швов
Как холодный, так и нагретый металл можно проковывать. Металл от силы удара разжимается в разные стороны, понижая таким образом растягивающее напряжение. Если конструкция создана из склонного к появлению закалочных структур металла, то на таких изделиях проковка не выполняется.
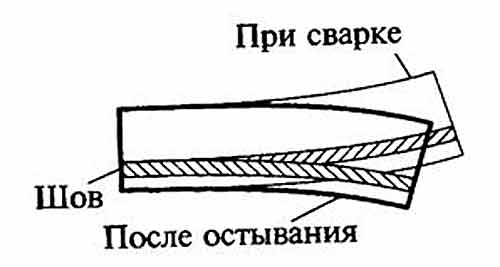
Выравнивание деформаций
Сущность способа состоит в подборе порядка выполнения швов. При этом каждое последующий шов должен создавать противодействующую деформацию предыдущему соединению. Очень актуально это при сваривании двусторонних соединений.
Жесткое крепление деталей
В течение всего процесса сварки обрабатываемые детали необходимо жестко и прочно закреплять в кондукторах. Вынимать можно только после полного охлаждения
Следует обратить внимание, что у такого метода есть один недостаток — повышенные риски появления внутренних напряжений
Термическая обработка
Улучшает механические характеристики шва и расположенных вблизи участков, выравнивает структуру соединения, понижает внутренние напряжения. Термическая обработка состоит из разных операций: отпуск, отжиг (полный или низкотемпературный), нормализация.
Наилучшим способом обработки для сварных изделий считается нормализация, особенно хорошо подходит метод для изделий из низкоуглеродистых сталей.
УМЕНЬШЕНИЕ ВЛИЯНИЯ МАГНИТНОГО ДУТЬЯ НА ПРОСТРАНСТВЕННОЕ ПОЛОЖЕНИЕ ДУГИ ПРИ СВАРКЕ
Список использованных источников
подготовка к сварке (наплавке), сварка (наплавка) и термообработка для снятия внутренних напряжений улучшение свойств детали. втоматизированные процессы сварки и наплавки очень совершенны и экономически
Подробнее
УДК Миронова М.В.
УДК 621.791.927.5 Миронова М.В. ПРОИЗВОДИТЕЛЬНОСТЬ РАСПЛАВЛЕНИЯ ФЕРРОМАГНИТНЫХ СВАРОЧНЫХ ПРОВОЛОК ПРИ НАПЛАВКЕ В ПРОДОЛЬНОМ МАГНИТНОМ ПОЛЕ Использование продольного магнитного поля (ПРМП) при электродуговой
Подробнее
ОПРЕДЕЛЕНИЕ РЕЖИМОВ РУЧНОЙ ДУГОВОЙ СВАРКИ
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ Государственное образовательное учреждение высшего профессионального образования «Тихоокеанский государственный университет» ОПРЕДЕЛЕНИЕ РЕЖИМОВ РУЧНОЙ ДУГОВОЙ СВАРКИ
Подробнее
Cварочная головка типа АДФ-2500 (Тандем)
Cварочная головка типа АДФ-200 (Тандем) Рис.1 Внешний вид головки АДФ-200 (Тандем) Новое оборудование для двухдуговой сварки под флюсом. Сварка под флюсом несколькими, последовательно расположенными дугами,
Подробнее
Анализ современных проблем в науке
7. Сальников И.И. Растровые пространственно-временные сигналы в системах технического зрения. Пенза, 1999. 8. Сальников И.И. Размерная селекция бинарных изображений локальных объектов при анализе аэрофотоснимков.
Подробнее
Лабораторный практикум
Министерство образования и науки Российской Федерации Тольяттинский государственный университет Институт машиностроения Кафедра «Сварка, обработка материалов давлением и родственные процессы» В.П. Сидоров,




Подробнее
ОРБИТАЛЬНАЯ СВАРКА ТРУБ ДИАМЕТРОМ 45 ММ
ОРБИТАЛЬНАЯ СВАРКА ТРУБ ДИАМЕТРОМ 45 ММ Голоусенко М.А., Князьков А.Ф. Томский политехнический университет, г. Томск Научный руководитель: Князьков А.Ф., к.т.н., доцент кафедры оборудования и технологий
Подробнее
ЭЛЕМЕНТЫ ТЕОРИИ И МЕТОД ЭКСПЕРИМЕНТА
Цель работы: изучение законов колебательного движения на примере физического маятника. Приборы и принадлежности: маятник универсальный ФПМ04. ЭЛЕМЕНТЫ ТЕОРИИ И МЕТОД ЭКСПЕРИМЕНТА Колебаниями называются
Подробнее
досрочный ответ 2 балла 1
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 1 Укажите марку стали, которая сваривается без особых ограничений, независимо от толщины
Подробнее
Изучение магнитного поля на оси соленоида
Лабораторная работа 3 Изучение магнитного поля на оси соленоида Цель работы. Исследование распределения индукции магнитного поля вдоль оси соленоида. Приборы и оборудование. Генератор синусоидального тока,
Подробнее
Сварочные деформации
Сварочные деформации Ю.А. Дементьев Краевое государственное бюджетное профессиональное образовательное учреждение «Бийский промышленно-технологический колледж» Изменение формы и размеров твердого тела
Подробнее
9 класс Тесты для самоконтроля ТСК
ТСК 9.3.21 1.Выберите верное(-ые) утверждение(-я). А: магнитные линии замкнуты Б: магнитные линии гуще располагаются в тех областях, где магнитное поле сильнее В: направление силовых линий совпадает с
Подробнее
Керамические подкладки для односторонней сварки Керамические подкладки для односторонней сварки являются технологией для быстрой и экономичной сварки крупных металлоконструкций,
Подробнее
ОПРЕДЕЛЕНИЕ ТОЧКИ КЮРИ ФЕРРОМАГНЕТИКОВ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «ТЮМЕНСКИЙ ГОСУДАРСТВЕННЫЙ АРХИТЕКТУРНО-СТРОИТЕЛЬНЫЙ
Подробнее
RU (11) (51) МПК B23K 35/06 ( )
РОССИЙСКАЯ ФЕДЕРАЦИЯ (19) RU (11) (51) МПК B23K 35/02 (2006.01) B23K 35/06 (2006.01) 173 072 (13) U1 R U 1 7 3 0 7 2 U 1 ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ (12) ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ
Подробнее
РАСЧЕТ ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
Министерство образования и науки Российской Федерации Федеральное государственное автономное образовательное учреждение высшего профессионального образования «Национальный исследовательский ядерный университет
Подробнее
И. А. Цибульский В. В. Сомонов
Министерство образования и науки Российской Федерации САНКТ-ПЕТЕРБУРГСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТА ПЕТРА ВЕЛИКОГО И. А. Цибульский В. В. Сомонов «Разработка технологии сварки металлических материалов
Подробнее
docplayer.ru
методы борьбы и уменьшения, причины
Во время сварки массивных металлических изделий, таких, как трубопроводы большого диаметра или крупногабаритные емкости зачастую возникает явление магнитного дутья. Магнитное поле большой массы металла взаимодействует с электродугой, вызывая ее отклонение. Отклонение может достигать значительных величин, затрудняя электросварку или делая ее вовсе невозможной. Инженерами и учеными разработано несколько способов борьбы с этим негативным явлением.





Магнитное дутье
Сущность и основные причины появления
Сильный электроток, протекающий по электродуге, создает собственное магнитное поле. Оно взаимодействует с постоянным полем массивной металлической конструкции. В результате этого взаимодействия возникает сила, направленная к центру поля. Если массовый провод подключен близко к месту работы, то эта сила действует вдоль столба и не вызывает ее смещения от вертикали. Однако чем дальше подключена масса, тем более проявляется поперечная составляющая этой силы. Под ее действием электродуга отклоняется в сторону подключения. Степень отклонения пропорциональна расстоянию от места подключения, намагниченности металлической конструкции и квадрату рабочего тока.
Эффект проявляется особенно сильно при высоких значениях сварочного тока и при сварке постоянным напряжением. При работе переменным током эффект дуться ослабляется изменением направления отклонения с частотой сварочного напряжения. Кроме того, возникающая электродвижущая сила наводит вихревые токи в поверхностных слоях металла, также стабилизирующие положение электродуги. Даже при больших значениях рабочего электротока, достигающих тысяч ампер, магнитное дутье проявляется незначительно.

Причины отклонения дуги
Особую трудность создает эффект при работе с угловыми и стыковыми швами. Для определения степени намагниченности конструкции применяют — индикатор магнитного дутья
Влияние полей на сварочную дугу
На эффект дутья оказывают влияние несколько факторов
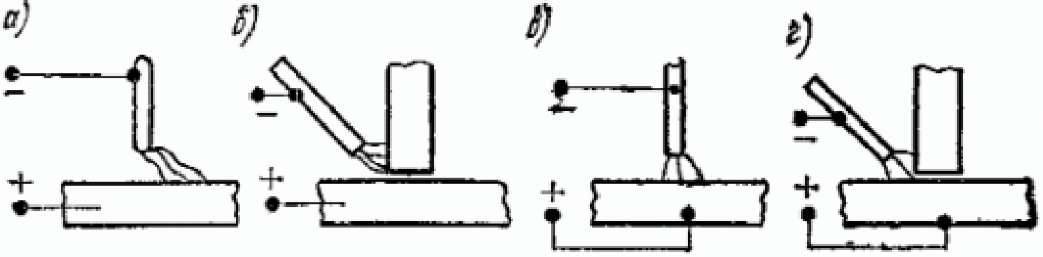
- Положение подключения массового провода. При присоединении кабеля в непосредственной близости к месту сварки возникает только вертикальная составляющая усилия, не отклоняющая, а, наоборот, стабилизирующая положение электродуги. По мере увеличения расстояния места сварки до места подключения горизонтальная составляющая силы проявляет себя все больше. Она действует на гибкий проводник, которым является столб электродуги, и отклоняет его по направлению, противоположному месту подключения.
- Угол наклона сварочного электрода. При наклоне в сторону подключения отклонение возрастает. При наклоне в противоположную сторону смещение ослабевает.
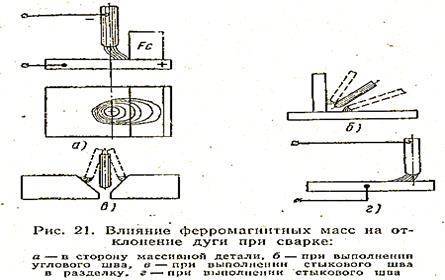
- Ферромагнитные массы. Массивные металлические конструкции обладают сильным собственным постоянным полем. Столб смещается к этим массам. Особенно сильно это проявляется при выполнении угловых и стыковых швов
- Сила тока. Отклонение увеличивается пропорционально квадрату электротока.

Магнитное дутье сварного шва
В некоторых случаях эффект магнитного дутья в сварке удается компенсировать, комбинируя воздействие этих факторов так, что их влияние взаимно компенсируется.
Методы борьбы
Для снижения негативного воздействия эффекта магнитного дутья применяют следующие меры борьбы с ним:
- Ведут сварку переменным напряжением (если это допустимо по техническим условиям).
- Массовый провод присоединяют по возможности ближе к месту сварных работ.
- Тщательно заземляют заготовки.
- Место работ ограждают антимагнитными металлическими экранами. Это помогает снизить влияние ферромагнитных масс и излучаемых ими полей.
В некоторых случаях эти меры не дают желаемого результата. Тогда для устранения явления дутья применяют более сложный метод размагничивания, связанный с использованием дополнительного оборудования. На заготовки наматывают по 5-7 витков сварного кабеля сечением от 25 кв. мм. По нему несколько минут пропускают ток 200-300 ампер от сварочного выпрямителя.

Результат размагничивания проверяют индикатором намагниченности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
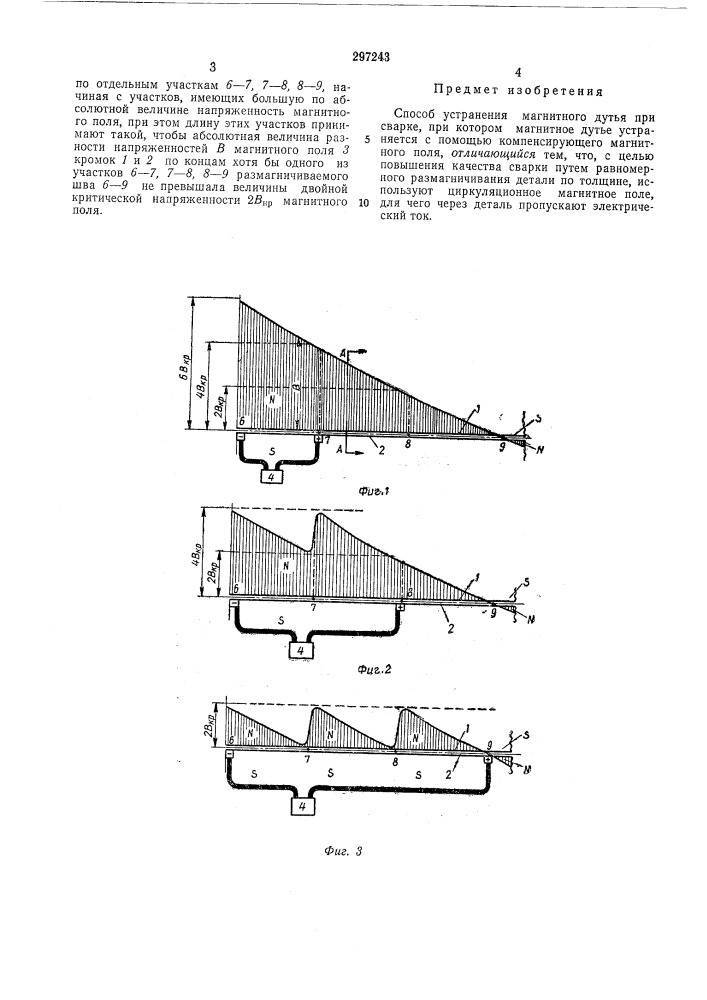
Способы устранения сварочных напряжений
Дли ликвидации напряжений проводят отжиг или же используют механические методы. Наиболее прогрессивным и действенным считается отжиг. Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования.
Отжиг может быть общим или местным. В большинстве случаев проводят процедуру при температуре 550-680°С. Весь процесс проводится в три этапа: нагрев, выдержка и остывание.
Из механических способов чаще всего используется прокатка, проковка, техника вибрации и обработка взрывом. Проковка проводится с применением пневмомолота. Для виброобработки используют вызывающие вибрацию устройства, у которых в течение нескольких минут 10-120 Гц составляет резонансная частота.
Магнитное дутье
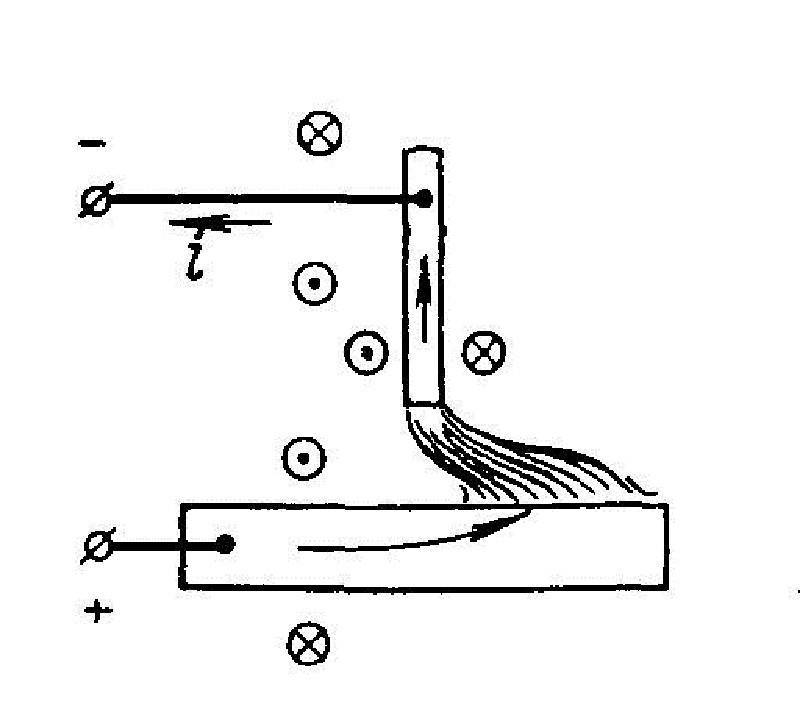
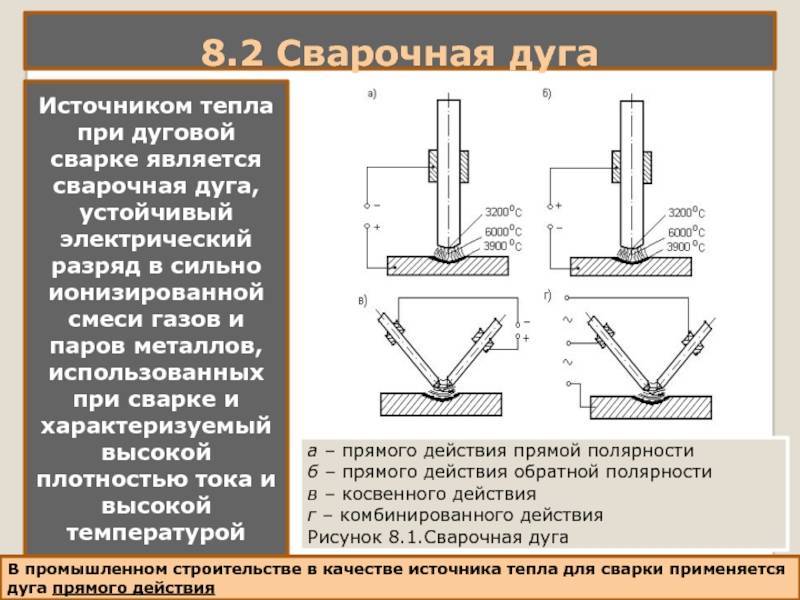
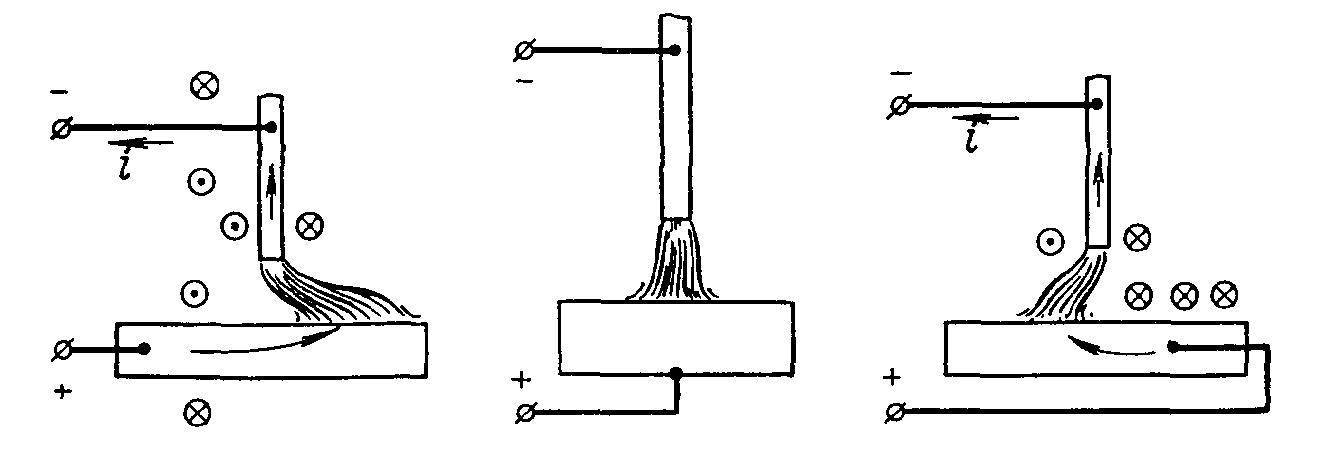
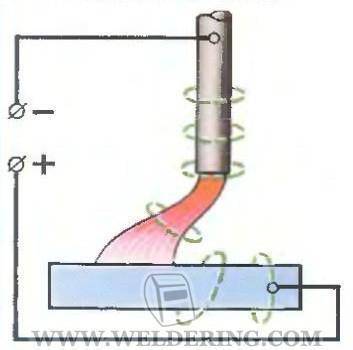
При прохождении электрического тока по элементам сварочной цепи, в том числе по свариваемому изделию, создается магнитное поле, напряженность которого зависит от силы сварочного тока. Газовый столб электрической дуги является гибким проводником электрического тока, поэтому он подвержен воздействию результирующего магнитного поля, которое образуется в сварочном контуре.
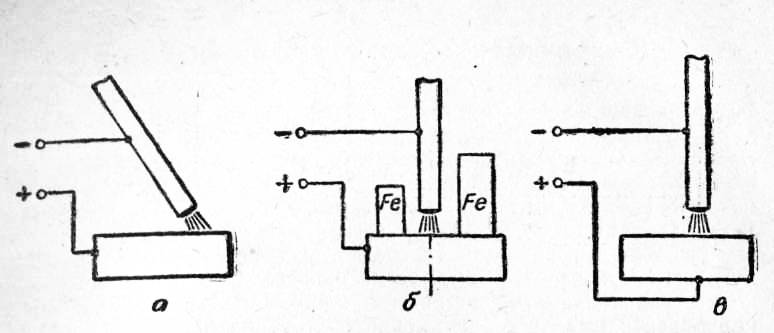
Нормальная дуга бывает при симметричном относительно нее подводе тока (рис. 5.10, а). В этом случае собственное круговое магнитное поле тока оказывает равномерное воздействие на столб дуги.
При несимметричном относительно дуги подводе тока к изделию дуга из-за воздействия магнитных полей искривляется (рис. 5.10, б, в). Подвод тока к изделию на некотором расстоянии от дуги приведет к отклонению ее вследствие сгущения силовых линий кругового магнитного поля со стороны токопровода.




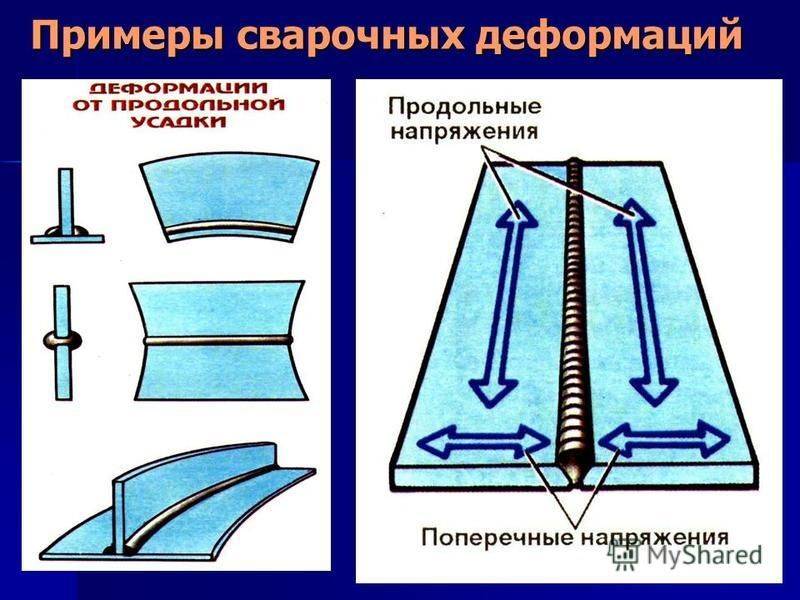



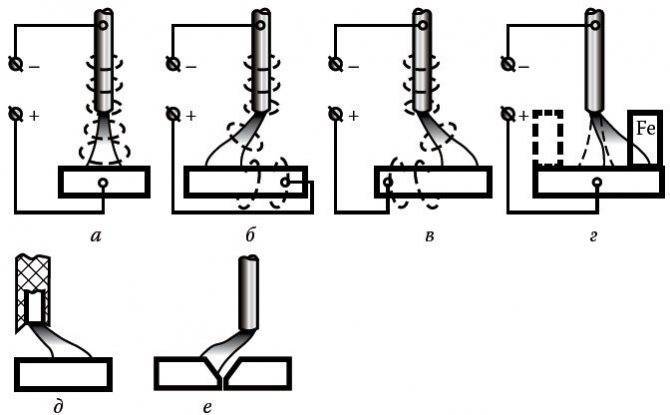
Рис. 5.10. Магнитное дутье:
а — нормальное положение дуги; б — отклонение влево; в — отклонение вправо; г — действие ферромагнитной массы
Под действием электромагнитных сил происходит отклонение дуги от оси электрода в поперечном или продольном направлении, что по внешним признакам подобно смещению факела открытого пламени при сильных воздушных потоках. Это явление называют магнитным дутьем.
Магнитное дутье — отклонение дуги в результате действия магнитных полей или ферромагнитных масс при сварке. Оно может быть вызвано присутствием ферромагнитных масс вблизи сварки (рис. 5.10, г). Из-за этого стабильность горения дуги нарушается, затрудняется процесс сварки.
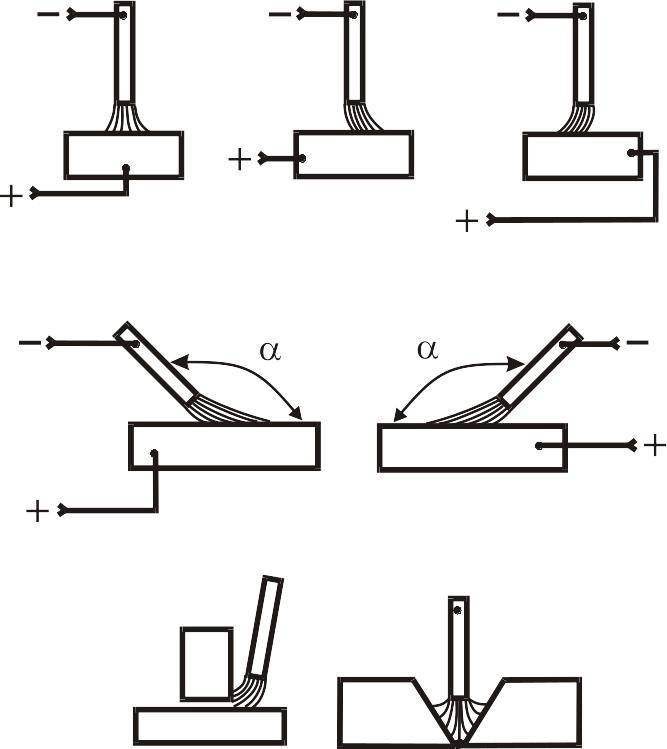
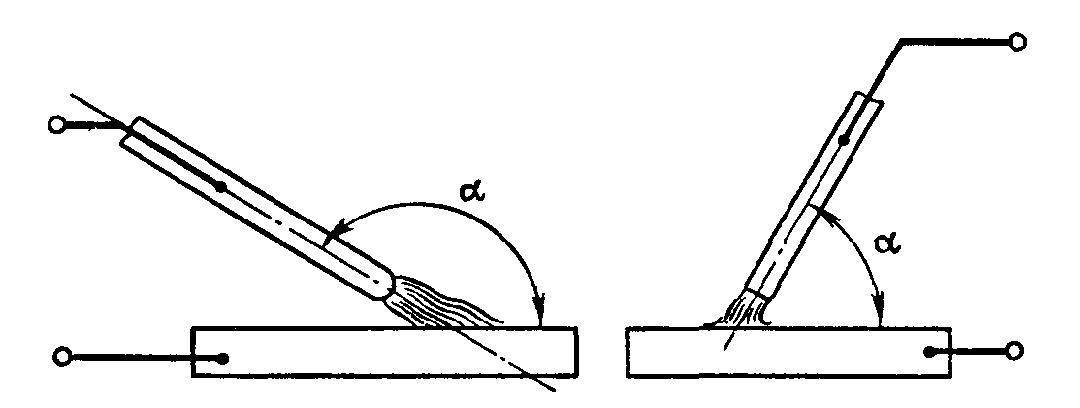
На величину отклонения дуги влияет также угол наклона электрода, поэтому для его уменьшения электрод наклоняют в сторону отклонения дуги, а также уменьшают длину дуги.
Отклонение дуги могут вызвать несимметричность обмазки электрода (рис. 5.11) и химическая неоднородность свариваемой стали (рис. 5.12).
Рис. 5.11. Отклонение дуги из-за несимметричности обмазки электрода
Рис. 5.12. Отклонение дуги по причине химической неоднородности свариваемой стали
Меры предотвращения отклонения дуги: сварка короткой дугой; подвод сварочного тока в точке, максимально близкой к дуге; изменение угла наклона электрода к изделию; размещение у места сварки компенсирующих ферромагнитных масс; использование трансформаторов или инверторных источников питания.
В качестве компенсирующих ферромагнитных масс на практике в таких случаях используют стальную плиту с присоединенным к ней токопроводом, которую укладывают на расстоянии 200-250 мм от места сварки.
При сварке нередко наблюдается блуждание дуги — беспорядочное перемещение сварочной дуги по изделию, обусловливаемое влиянием загрязнения металла, потоков воздуха и магнитных полей. Это явление особенно часто наблюдается при сварке угольным электродом. Блуждание дуги ухудшает процесс формирования шва, поэтому для его устранения иногда используют постоянное продольное магнитное поле, создаваемое соленоидом, расположенным вокруг электрода.
Магнитное дутье
Магнитное дутье проявляется преимущественно при сварке дугой постоянного тока. Заметное отклонение дуги и сильное ее блуждание наблюдается при токе 300 — 400 А и выше. Под воздействием магнитного дутья капли электродного металла разбрасываются в стороны, резко повышается разбрызгивание, ухудшается качество швов и снижается производительность, так как сварку швов приходится выполнять короткими участками.
| Отклонение дуги магнитными полями. |
Магнитное дутье проявляется преимущественно при сварке дугой постоянного тока.
Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу.
Магнитное дутье создается электромагнитом, катушка которого включается последовательно в контур дуги. Важным элементом выключателя является камера гашения, которая способствует растягиванию и охлаждению дуги. На рис. 5 — 22, а показана камера с плоской узкой щелью, в которую дуга затягивается магнитным дутьем из широкой части камеры. Отдавая теплоту стенкам камеры, дуга гаснет. Третий тип камеры гашения показан на рис. 5 — 22, в. В этой конструкции узкая щель образуется за счет соответствующего расположения поперечных дугоегойких перегородок со смещенными относительно оси симметрии щелевыми вырезами.
| Эффект магнитного дутья при дуговой сварке. |
Магнитное дутье ведет к непроварам и ухудшает внешний вид шва. Уменьшить или устранить влияние магнитного дутья на качество сварного шва можно изменением места токоподвода к изделию и угла наклона электрода, временным размещением в зоне сварки дополнительного ферромагнитного материала, создающего симметричное магнитное поле, а также заменой постоянного тока переменным, если это допустимо по условиям свариваемости данного металла.
Параллельное магнитное дутье обычно используется в контакторах, рассчитанных на небольшие номинальные токи. Контактор с системой параллельного дутья реагирует на направление тока. Если направление магнитного поля сохранится неизменным, а ток изменит свое направление, то сила F будет направлена в противоположную сторону. Дуга будет перемещаться не в дугога-сительную камеру, а в противоположную сторону — на катушку магнитного дутья, что может привести к аварии в контакторе. Это является недостатком рассматриваемой системы. Недостатком этой системы является также необходимость повышения уровня изоляции катушки в расчете на полное напряжение сети. Понижение напряжения сети приводит к уменьшению намагничивающей силы катушки и ослаблению интенсивности магнитного дутья, что снижает надежность дугогашения.
Меньшее магнитное дутье в дуге переменного тока является существенным преимуществом последнего.
| Удельное сопротивление некоторых металлов. |
Магнитное дутье дуги переменного тока значительно слабее, чем дуги постоянного тока. В ряде случаев это является существенным достоинством использования переменного тока для сварки.
Если магнитное дутье вызывается наличием в свариваемой конструкции больших ферромагнитных масс, рекомендуется присоединить обратный провод со стороны, противоположной отклонению дуги.
Уменьшить магнитное дутье можно применением многостороннего или переносного токопровода, наклоном сварочного электрода при сварке ( этим практически широко пользуются сварщики), наложением внешних ( продольных или поперечных) магнитных полей, стабилизацией столба дуги потоком защитных газов, а также другими приемами. В каждом конкретном случае необходимо опробовать несколько приемов и выбрать лучший.
Система магнитного дутья состоит из последовательной катушки 15, размещенной на стальном сердечнике 14 с двумя стальными пластинами — полюсами 13, охватывающими дугогасительную камеру. Ток нагрузки, протекающий по катушке 15, создает магнитный поток Фк ( рис. VII.4, б) в зоне горения дуги. Дуга растягивается, интенсивно охлаждается и гаснет. Для облегчения гашения дуги могут применяться камеры с изоляционными перегородками 10, которые способствуют увеличению длины дуги и ее сопротивления.








| Схема отклонения элек — сумме магнитных потоков сва-трической дуги магнитным полем рочного и вихревых токов, значительно меньше магнитного. |
Магнитное дутье: причины возникновения
Чаще всего эффект намагниченности остается после проведения неразрушающего контроля с использованием магнитного дефектоскопа. Данная процедура помогает быстро обнаружить любые изъяны, такие как, например, слишком тонкие участки труб, неровности
Все это, бесспорно, необходимо и очень важно. Но остаются последствия, устранять которые приходится сварщику
Нередко намагниченность может быть следствием и таких явлений, как упругие механические напряжения в процессе производства и транспортировки. Оказывает свое влияние на металл и магнитное поле Земли. Аналогичное действие на трубопроводы производят и линии электропередач. Особенно актуальна такая проблема, если они находятся в непосредственной близости к объекту.
Влияние структур металла
При сверхбыстром нагреве в любом металле происходят структурные изменения.
Они вызваны тем, что составляющие микроструктуры любого металла имеют различные размеры зерна.
Применительно к нелегированным средне- и низкоуглеродистым сталям (стали с повышенным содержанием углерода, как известно, свариваются плохо), при различных температурах в них могут образовываться, в основном, следующие структуры:
- Аустенит — твердый раствор углерода в α-железе. Образуется при температурах нагрева выше 7230С, и существует, в зависимости от процентного содержания углерода в стали, до температур 1100-13500С. Подвижность зерен микроструктуры в таких условиях — высокая, поэтому аустенитные стали довольно пластичны и при медленном охлаждении не обладают значительным уровнем остаточных напряжений. Частично (до 18-20%) аустенит сохраняется и в структуре стали после окончательного охлаждения. Размеры аустенитного зерна составляют 0,27-0,8 мкм.
- Карбид железа/цементит. Структура имеет ромбовидную решетку и характеризуется высокой поверхностной твердостью. Размеры зерна находятся в пределах 0,1-0,3 мкм.
- Феррит — низкотемпературная, самая мягкая составляющая микроструктуры, образующаяся в процессе сравнительно медленного остывания металла, что и происходит во время выполнения сварки под слоем флюса. Зерна феррита — округлые в плане, размером 0,7-0,9 мкм.
- Перлит — структура, которая формируется в процессе остывания металла и представляет собой смесь феррита и цементита. В зависимости от скорости охлаждения перлит может быть зернистым или пластинчатым. В первом случае зерна вытянуты вдоль оси заготовки, во втором — имеют округлую форму. Средний размер частиц перлита находится в диапазоне 0,6-0,8 мкм. При повышенных скоростях охлаждения вместо перлита появляется более тонкая структурная составляющая, которую называют трооститом. Размеры зерна троостита не превышают 0,2 мкм.
- Мартенсит — неравновесная структурная составляющая, которая существует только в стали, нагретой до температуры выше 750-9000С (с повышением процентного содержания углерода начало мартенситного превращения сдвигается в область более низких температур). Фиксируется в составе стали лишь при ее ускоренном охлаждении, например, при закалке. Такой мартенсит имеет зерно размером 0,2-2,0 мкм.
Еще более сложным составом отличаются легированные стали, в микроструктуре которых появляются карбиды и нитриды составляющих. Кроме того, на размеры зерен сильно влияют скорость охлаждения различных участков деталей, состав атмосферы, в которой выполняется нагрев, интенсивность диффузии материала сварочных электродов и т.п.
Борьба с магнитным дутьем
Уже понятно, что эффект магнитного дутья просто мешает специалистам работать. Теперь осталось только понять, как бороться с этой проблемой. Абсолютно полностью устранить магнитное поле невозможно, а вот сделать так, чтобы оно не оказывало воздействия на результат сварочных работ, можно. Сразу оговоримся, что существуют определенные общепринятые нормы. Обычно специалисты при работе с важными объектами ориентируются на стандарт СТО Газпром 2-2.2-136-2007. В инструкции очерчен максимально допустимый предел намагниченности, который установлен на показателе в 2 мТл или 20 Гс. В случае, если остаточная намагниченность переступает этот рубеж, специалисту стоит приступить к размагничиванию.
Всего же принято выделять три уровня намагниченности стуков трубопроводов: слабый до 20 Гс, средний — 20–100 Гс, высокий — свыше 100 Гс.
Конечно, истории известны случаи, когда сварщикам приходилось справляться с намагниченностью без дополнительных приспособлений, просто подстраиваясь под угол и силу отклонения дуги. Но получить шов достойного качества таким методом просто не получится. Поэтому мы предлагаем вашему вниманию три основных способа борьбы с намагниченностью:
- Импульсный. В его основе приложение нескольких импульсов магнитного поля к свариваемой поверхности. При этом направлены они должны быть в противоположную сторону относительно уже имеющегося поля. В результате этого общая намагниченность заметно снижается.
- Циклический. В данном случае размагничивание происходит благодаря приложению знакопеременного поля с амплитудой, которое постепенно уменьшается. При этом тут просматривается определенная закономерность. Чем будет больше проницаемость детали и ее толщина, тем ниже требуется частота поля.
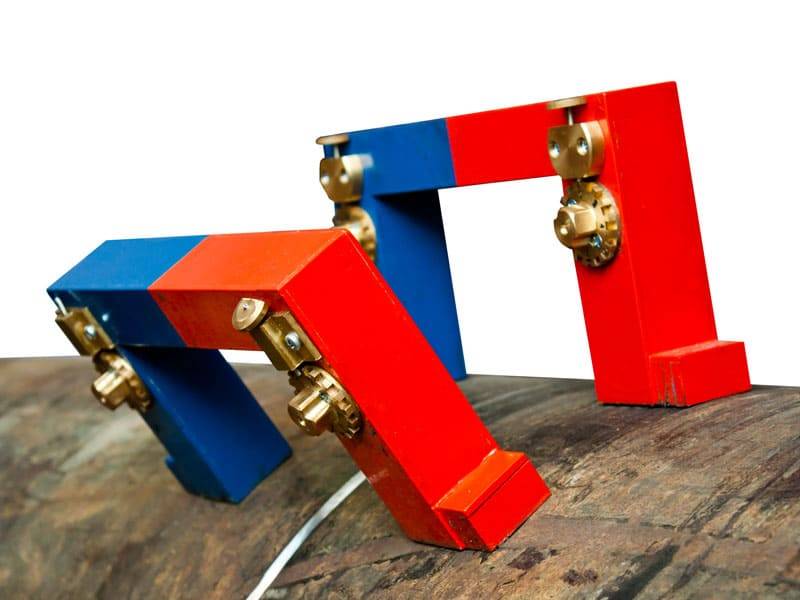
- Компенсационный. Он считается самым простым и часто используемым. Суть метода в том, что к трубе прикладывают постоянное поле, которое обычно создают специальные магниты. Вектор его направлен навстречу намагниченности. Таким образом происходит компенсация, сварщик может спокойно выполнять свою работу. При этом по окончанию работ магниты убирают, тем самым отключая поле.

В нашем каталоге вы найдете все необходимое не только для размагничивания, но и для дальнейших работ. Мы предлагаем инверторы, комплектующие, аксессуары, расходные материалы, магниты для устранения магнитного дутья при сварке по отличным ценам и с быстрой доставкой. Заходите, выбирайте и заказывайте!
ДУ с электромагнитным дутьем
Гашение мощной дуги в аппаратах высокого напряжения возможно лишь при интенсивном теплоотводе, который в высоковольтных выключателях обеспечивается интенсивным дутьем.
Теплоотвод от дуги существенно возрастает при быстром её перемещении силами магнитного поля в неподвижном газе. Электромагнитное дутьё в воздухе широко используется в аппаратах низкого напряжения. При замене воздуха элегазом электромагнитный способ гашения дуги оказалась возможным распространить и на область высоких напряжений.
Принципиальные схемы дугогасительных устройств с электромагнитным гашением дуги в элегазе показаны на рисунке 7.

| Рис. 7 Принципиальные схемы устройств с электромагнитным гашением дуги в элегазе: а─одна катушка, б─две встречно включенные катушки 1-путь тока при включенном положении аппарата, 2-путь тока в процессе отключения, 3-главные контакты, 4-дугогасительные контакты, 5-катушка |
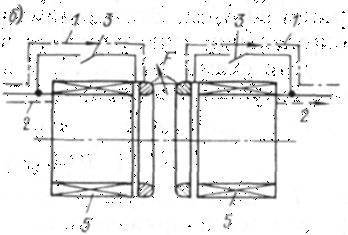
В них на каждую единицу длины дуги действует сила F, возникающая при взаимодействии тока дуги с нормальной к её стволу составляющей напряжённости магнитного поля. Под действием этой силы дуга перемещается по электродам со скоростью, зависящей от различных параметров, и в частности конструктивных. Магнитное поле создаётся самим отключаемым током при прохождении его по одной катушке (рис. 7, а) или по двум встречно включенным катушкам (рис. 7, б). Во включенном состоянии аппарата катушки шунтированы главными контактами, которые при отключении размыкаются первыми.
Возникающая между подвижными и неподвижными контактами дуга начинает двигаться не сразу, а лишь после того, как сила F достигнет некоторого значения, ибо, чтобы сдвинуть дугу с места первоначального её образования, необходимо приложить вполне определённую силу Fмин, которую можно вычислить (в ньютонах) по формуле Fмин=I.H.10-6(где I-ток дуги, H-напряжённость магнитного поля катушки), исходя из следующих соображений.
Для гашения дуги с током до нескольких десятков aмпеp достаточно весьма незначительной скорости дуги, причем необязательно, чтобы ее опорные точки перемещались. Зная максимальное значение тока, который надежно гаснет в элегазе при неподвижных опорных точках дуги, для различных конкретных условий экспериментально определяют значения напряженности магнитного поля Hмин, при которых дуга, включая и ее опорные точки, приходит в движение.






Для каждого конкретного конструктивного исполнения дугогасительного устройства существует свое значение тока, который надежно гаснет при указанных условиях. Например, в камере на 10 кВ при искусственно созданном резко неравномерном поле надежно гаснет дуга с током до 80 А.
Необходимо, чтобы уже при этом токе и более высоких его значениях дуга двигалась. Минимальное значение напряженности Hмин, при котором дуга с током 80 А придет в движение, равно 90 А/см. Этот параметр является исходной величиной при определении минимального числа витков катушки ωмин.
Для схемы рис. 7, а напряженность магнитного поля на оси катушки известна:
где l
— длина катушки, х — расстояние точки, для которой определяется напряженность H, от середины катушки, R — радиус катушки.
От числа витков катушки зависит напряженность магнитного поля и, следовательно, скорость движения дуги v
д, которая является основным параметром, определяющим отключающую способность дугогасительного устройства. Кроме числа витков, на скорость дуги влияет давление газа и значение отключаемого тока. Поскольку скорость в течение полупериода меняется, целесообразно говорить о максимальной скорости движения дуги v
д.м
Максимальное
допустимое число витков катушки определяется из условия надежного гашения дуги, возникающей при размыкании главных контактов, шунтирующих катушку. Это условие соблюдается при индуктивности катушки L<10─4 Гн.
Скорость дуги зависит не только от напряженности магнитного поля, создаваемого катушкой, но и от конструктивного исполнения контактов: разрезные или неразрезные; в случае неразрезного контакта скорость дуги зависит от соотношения между активным и индуктивным сопротивлением его контура.
Перейти на страницу: 1
Тепло-, гидро- и атомная энергетика в Запорожской области и её влияние на экологию края Существует образное выражение, что мы живем в эпоху трех «Э»: экономика, энергетика, экология
При этом экология как наука и образ мышления привлекает все более и более пристальное внимание человечества. Экологию рассматрив …
Ультразвуковой датчик уровня Звук с частотой превышающий диапазон восприятия человеком (обычно 20КГц), называется ультразвуком. В ультразвуковом неразрушающем контроле и толщинометрии используются звуковые волны в диапазоне от 100КГц до 50МГц. Целью …





