

Шлифовальные круги — зачем они нужны
Круги для шлифования относятся к категории режущего абразивного инструмента, который выступает составным элементом шлифовальных машин, станков и входит в число инструментов, используемых в бытовых условиях для обработки различных видов поверхностей. Особенностью подобных изделий является наличие пористой структуры, в составе которой представлены зерна абразивных материалов и связующие элементы искусственного и природного происхождения.
Используемые в этих кругах зерна довольно схожи с зубьями обычной пилы. Подобное сходство проявляется в плане их назначения. Если говорить о различиях между подобными инструментами, то необходимо упомянуть об особом размещении режущих элементов: на абразивном приспособлении зерна располагаются строго по периметру. Что же касается пилы, то ее зубья находятся по краям.
Благодаря наличию большого количества твердых частиц на шлифовальных кругах с помощью подобного инструмента любых размеров можно с минимальными затратами времени и достаточно качественно убрать с поверхности ненужные фракции. Причем обеспечить эффективность использования кругов можно, если оснастить ими электрическое точило. Для подобной обработки пригодны изделия любых размеров из самых разных материалов:
- из углеродистой стали;
- из ковкого чугуна;
- из прочной пластмассы;
- из бронзы;
- из цветных металлов;
- из стекла;
- из кованого железа.
В дополнение к этому при помощи рассматриваемых кругов можно выполнять такую операцию, как резка кирпичей, кровельного шифера, гипсокартона, а также различных видов изделий из керамики и бетона. Эти круги подходят для обработки поверхностей любого типа. С их помощью можно успешно создавать пазы и прорезать материал на необходимую глубину.
Качественные характеристики изделий
Различных параметров, по которым классифицируются такие изделия, очень много. Ещё больше видов маркировок абразивных кругов в связи с тем, что существует масса различных комбинаций этих свойств. Основными параметрами абразивных кругов для точильных станков считаются:
- Показатель зернистости.
- Вид абразивного материала.
- Связующее вещество.
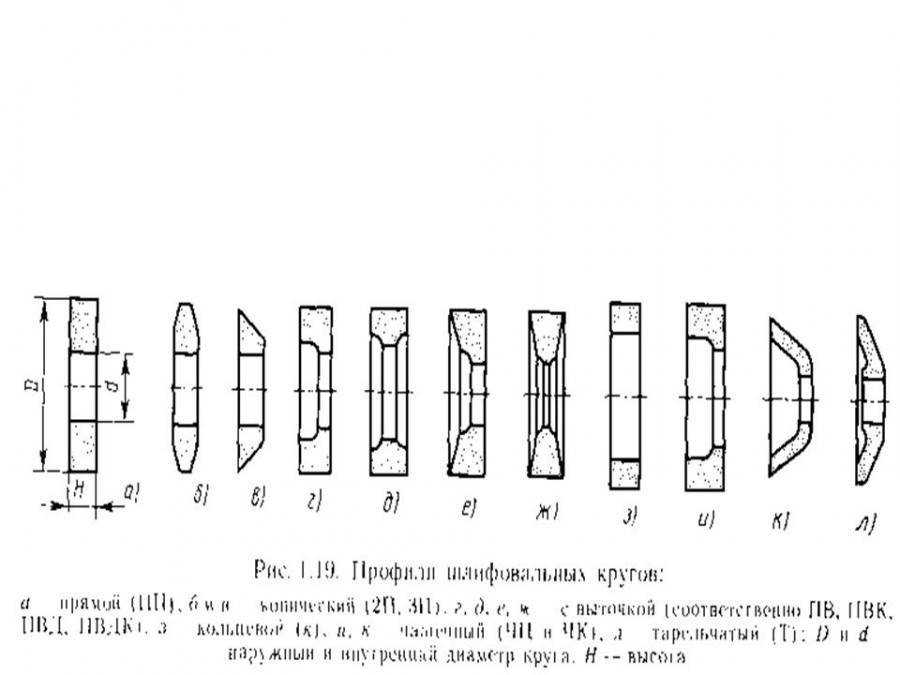
- Габариты и форма.
- Твёрдость шлифовочного материала.
- Рабочая скорость.
Для использования выбирается круг с соответствующими показателями, которые указываются в маркировке на самом изделии.
Зернистость приспособления
Это наиболее значимая характеристика. От её величины зависит, насколько гладко будет отшлифован образец. Кроме того, размер износа, производительность, толщина снимаемого слоя за один цикл также в большей мере зависят от этого показателя. Чем меньше зерно инструмента, тем выше чистота обработки. Однако скорость работы при такой зернистости снижается. К тому же такое приспособления чаще вызывает прижог детали.
Материалы для изготовления
Как и все характеристики, требования к материалу, из которого изготавливаются шлифовочные круги, соотносятся с ГОСТом. Минимальные условия — износостойкость, низкая теплоотдача, твёрдая поверхность. Исходя из этих условий, абразивный инструмент производится из такого материала:
- Вещество, имеющее базу из оксида алюминия (Al2O3), называется электрокорундом с бокситовой связкой. ГОСТ 28818 допускает добавить для повышения твёрдости окись калия. Это позволяет сохранять первоначальные свойства при повышении температуры в условиях интенсивной работы. Такие круги маркируются так: 12А — 15А — обычные, 22А — 25А — повышенной твёрдости.
- Тот же материал с карбидной основой включает хромовые, титановые, циркониевые, кремниевые соединения для работы с закалёнными металлами. Карбид кремния (52С — 65С) нужен для сопротивления перепадам температура при охлаждении обрабатываемой детали. Маркируются такие изделия буквой, А и цифрами от 38 для циркония до 95 для титана.
- Округлые зёрна сферокорунда получаются во время продувания жидкого оксида алюминия, отличаются повышенной твёрдостью и применяются для абразивной обработки твердосплавных изделий. Обозначаются литерами ЭС.
- Монокристаллическая структура монокорунда является причиной долговечности кругов из него. Ввиду сложности технологии получения они очень дороги. Узнать их можно по маркировке 43А, 44А и 45А.
Применение связующих материалов
Для плотной компоновки и предохранения от разрушения в шлифовальных ругах применяют специальные вещества. Их качество, разновидность, ровное распределение влияют на все характеристики абразивных инструментов. А также наличие этих материалов проявляет способностью к самостоятельной заточки выкрошенных участков шлифовального камня. Если связующий компонент не соответствует обрабатываемой поверхности, инструмент утрачивает своё главное свойство, усиливается износ, выкрашивание ещё не сработанного зерна, появляется пригорание и засаливание.
В связке из керамики задействованы такие материалы: огнеупорная глина, кварц и шпат. Они прочные, долговечные, с устойчивостью режущей кромки. Инструмент на такой основе можно охлаждать специальными эмульсиями. Круги малой толщины разрушаются при боковом воздействии. Обозначаются К0, К1, К3 и так далее. При их изготовлении используется карбидно — кремниевое или электрокорундовое зерно. Хорошо шлифуют всеми способами, кроме резки и применения в узких пазах.
Структура и показатель твердости
Плотность структуры кругов для шлифовки обозначается процентным соотношением объема зерен абразива в единице объема круга. Чем больше абразива, тем плотнее будет структура шлифовального круга.
Если осуществлять заточку инструмента, круг с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации и быстрее охлаждается.
Зачастую специалисты используют диски средней твердости, однако все зависит от вида выполняемых работ, обрабатываемого покрытия и самого инструмента.
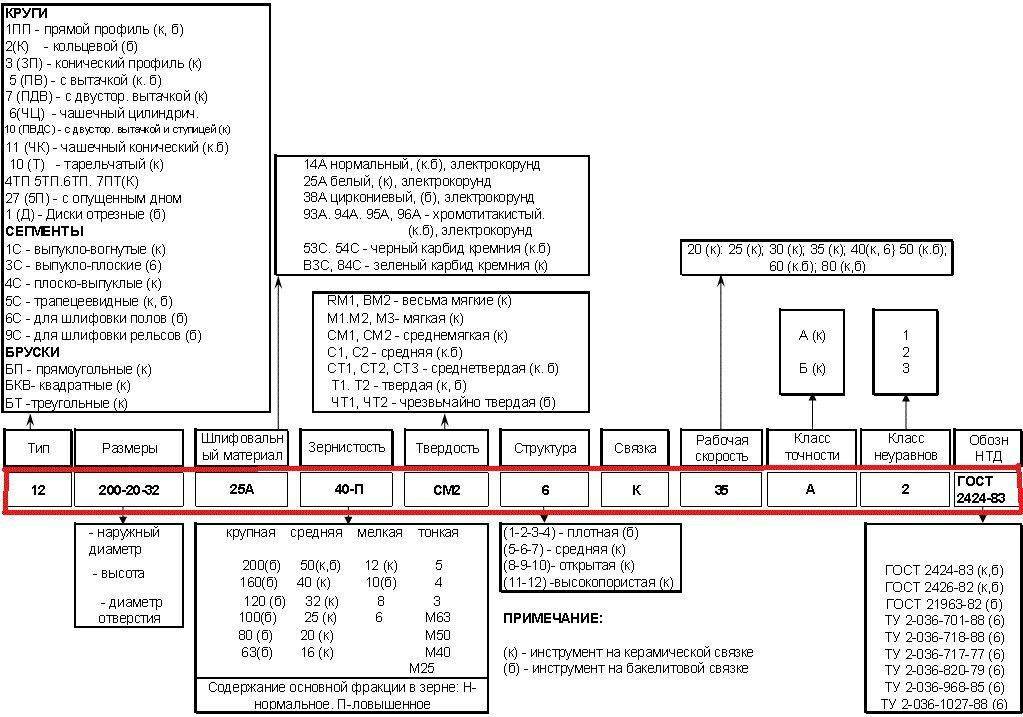
Какие бывают номера структур и объемы абразива в шлифовальном круге:
- к плотным структурам относят единицы измерения от 1 до 4;
- к средней плотности относятся цифры 5-8;
- к открытым – от 9 до 12;
- высокопористая структура наблюдается у кругов с показателями 13, 14>.
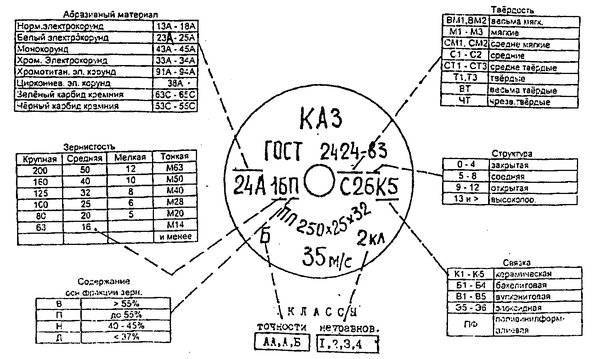
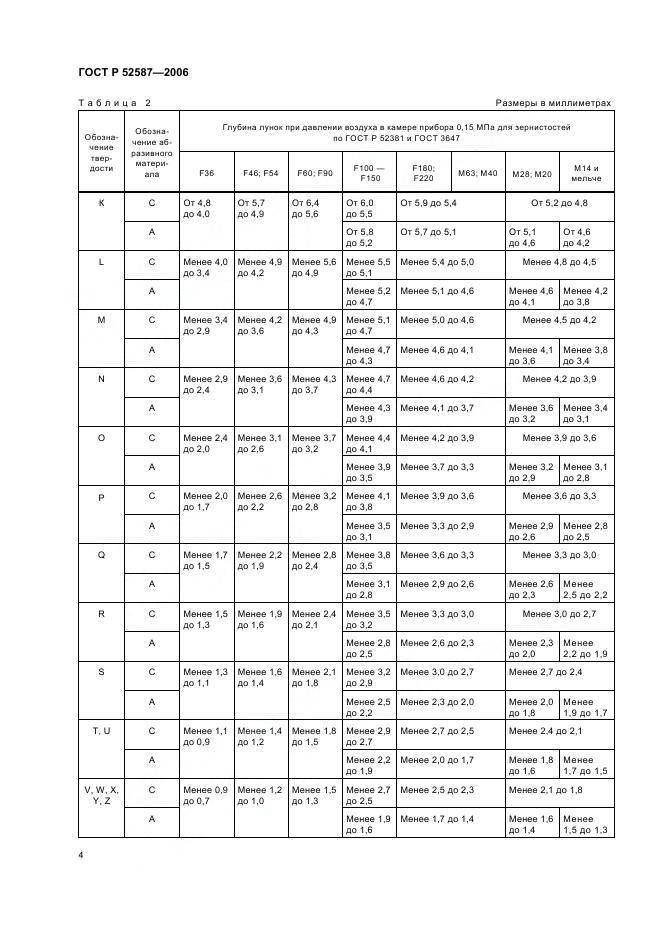
Однако не путайте показатели твердости круга с показателями твердости абразива. Согласно ГОСТ 2424, твердость шлифовального круга различают по заглавной букве.
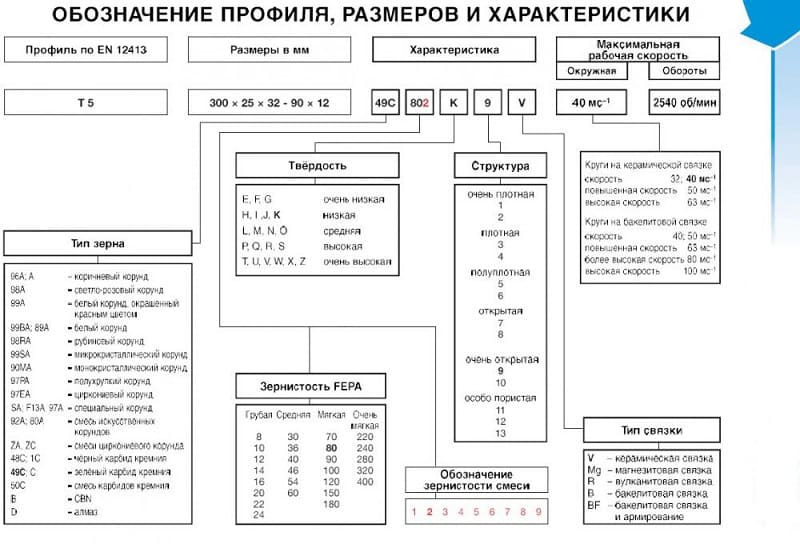
По ГОСТу Р 52587-2006 существуют такие обозначения:
- очень мягкие – буквы F и G;
- к мягким кругам – H, I, J;
- к средней мягкости относят маркировку K, L;
- средние – это M, N;
- круги средней твердости имеют в обозначении буквы O, P, Q;
- твердые обозначаются как R и S;
- очень твердые – T, U;
- к чрезвычайно твердым относят V, W, X, Y, Z.
Какую твердость шлифкруга выбрать? Это зависит от многих параметров – особенностей обрабатываемого материала или поверхности, физических свойств, конечно, мощности шлифовальной машинки. Если необходимо выдержать точную форму обрабатываемого материала, следует приобрести круг с высокой степенью твердости. Мягкие же применяются для предотвращения трещин и прижогов, также при шлифовке без дополнительного жидкостно-смазочного охлаждения поверхности.
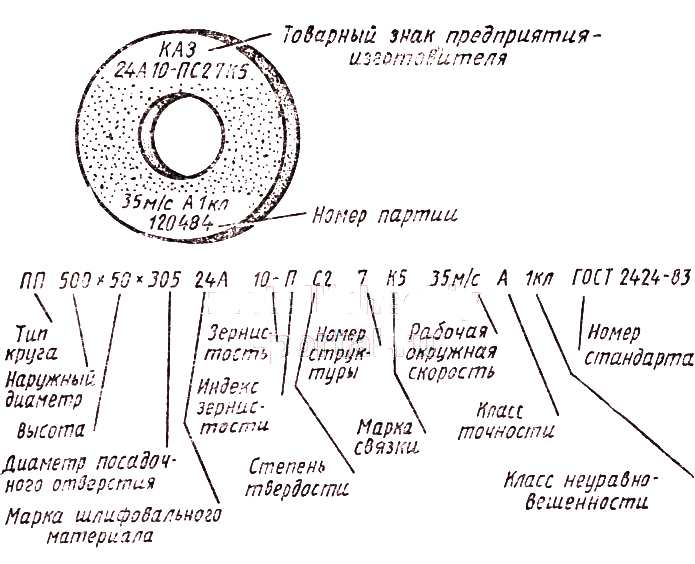
К примеру, возьмем тот же шлифовальный круг 25A, у которого класс твердости K, а структура 7. Это означает, что этот диск относится к среднемягким и имеет среднюю структуру абразива.





Особенности подбора кругов по зернистости
Чем меньше размер зерна, тем выше качество обрабатываемой поверхности, ниже значение шероховатости. Но при этом следует учесть, что мелкий абразив уменьшает производительность, приводит к засаливанию поверхности круга. Поэтому мелкозернистые алмазные диски применяются на завершающем этапе, при финишной обработке поверхностей деталей, а также при заточке резцов, ножей и другого режущего инструмента. Среднезернистые круги применяются при получистовой обработке металлических изделий. Крупнозернистые – для черновой обработки и обдирки заготовок.
При подборе зернистости круга необходимо учесть и свойства материала обрабатываемой детали. Размер абразива должен увеличиваться при повышении вязкости или твердости обрабатываемого материала. От зернистости зависит и выбор глубины шлифования. Чем крупнее абразивное зерно, тем больше может быть величина поперечной подачи инструмента. Также возможно и увеличение глубины съёма слоя металла при применении СОЖ.
Конструкция шлифовальных алмазных кругов
Круги представляют собой корпус, на который нанесен слой алмазов с разной структурой. В напыление, кроме алмазных элементов входит наполнитель и связка.
Все изделия имеют различные характеристики и различаются по:
- типу и форме круга;
- размеру корпуса;
- степени зернистости;
- типу связки;
- концентрации алмазов;
- классу неуравновешенности;
- классу точности;
Кроме того, они характеризуются прочностью, твердостью, износостойкостью.
Корпус
Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры.
Для шлифовальных кругов, имеющих форму АГЦ или А1ПП необходимы хвостовики, изготовленные из сталей У8 или У7.
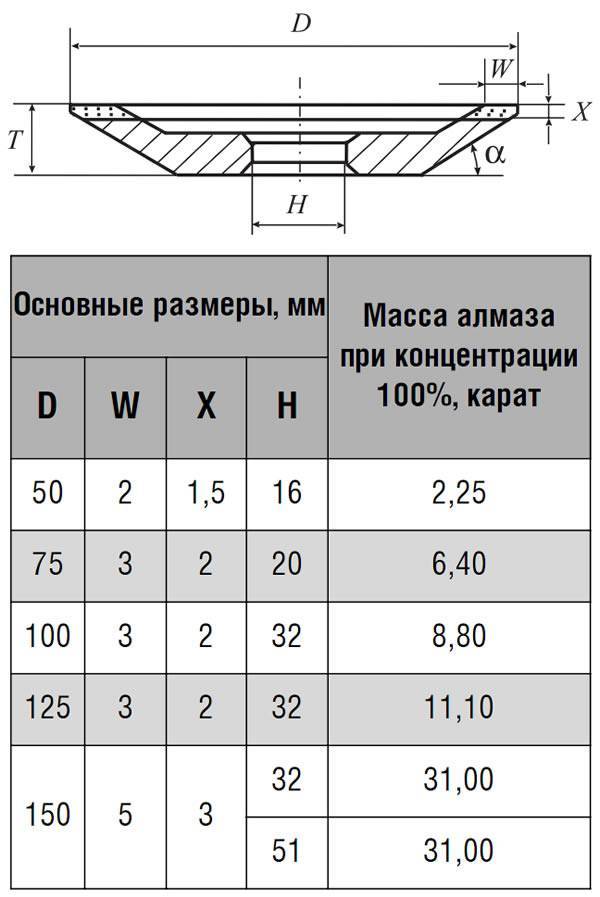
Концентрация алмазов
Концентрация алмазоносного слоя, которая выражается в процентном содержании, – количество зерен в 1 кубическом миллиметре порошка, используемого в абразивном слое. Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости – чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
Выпускаются алмазные шлифовальные круги со 150-, 100-, 75-, 50- и 25-процентой концентрацией. За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³.
Этот показатель определяет производительность, режущую способность, срок эксплуатации и цену инструмента. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки.
Выбор концентрации круга основывается на следующие требования:
- высокая концентрация необходима, если контактная поверхность соприкосновения обрабатываемого элемента и шлифовального круга мала (к примеру, во время круглой шлифовки), это гарантирует длительное время эксплуатации инструмента и повышает его износостойкость;
- низкая концентрация выбирается для обработки контактных поверхностей большой площади.
Зернистость
Зернистостью называют величину алмазного зерна или сростков кристаллов (этот показатель определяется толщиной, шириной и высотой, но обычно учитывается только ширина). Степень зернистости определяет чистоту поверхности после обработки, производительность работы, количество материала, снимаемого за разовый проход круга, изнашиваемость инструмента и другие показатели.
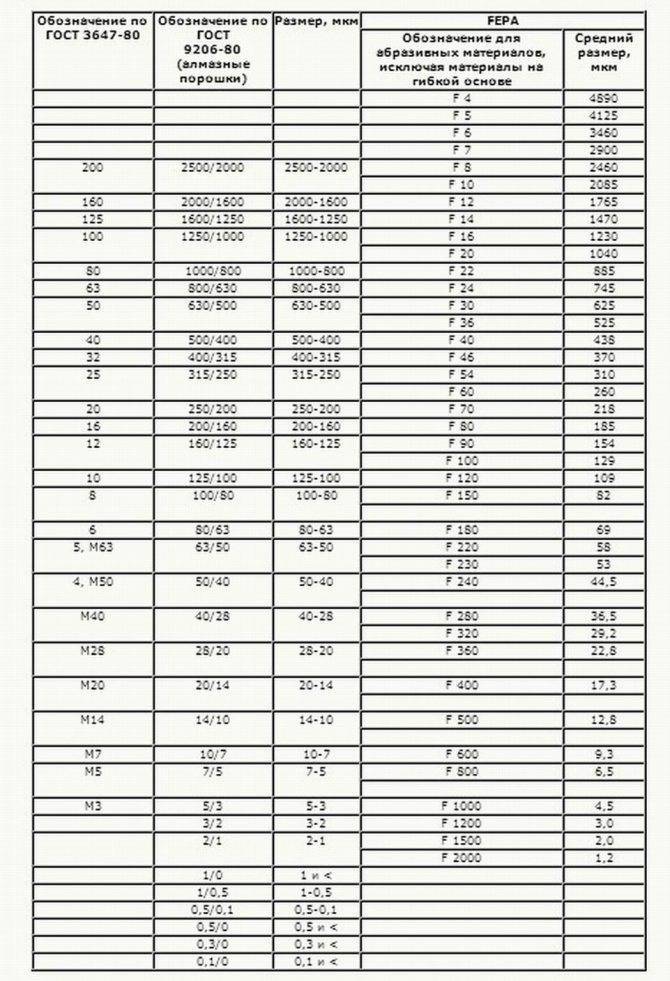
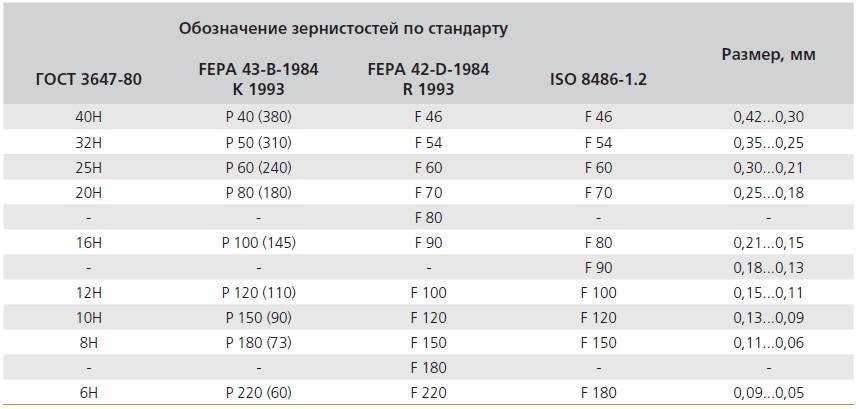
Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель – нижнего. Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна.
Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д.
Обрабатываемая поверхность получается тем чище, чем меньший размер зерна применяется. Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
По фракциям зернистость различается следующим образом:
- мелкая 100/80;
- средняя 125/100;
- крупная 160/125;
- более крупная 200/160.
Круги с меньшим показателем применяются при завершающей доводке лезвий, ножей, резцов и других изделий, при окончательной шлифовке. Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Целесообразно применять низкозернистые круги для уменьшения шероховатости поверхности, а более крупное зерно тогда, когда требуется увеличить производительность и при больших припусках. Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше.





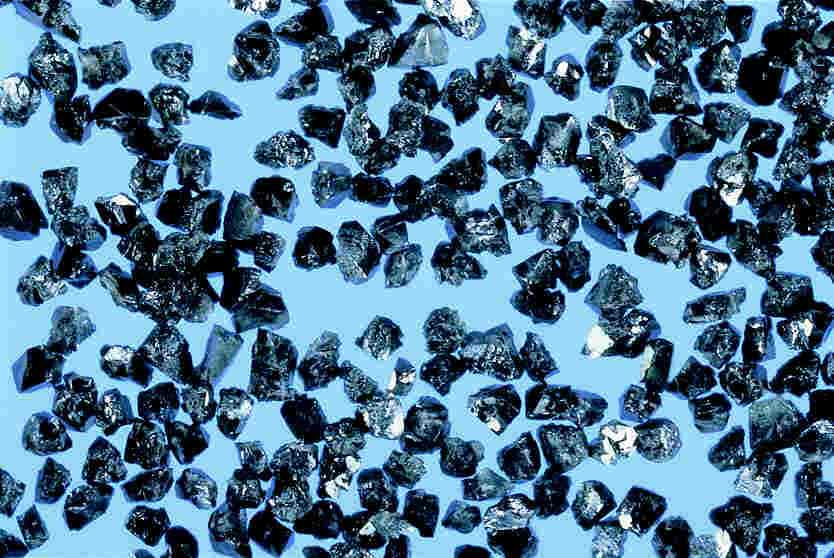
Вид абразивного материала
На данное время при изготовлении наждаков применятся большое количество самых разных материалов. Это дает возможность добиться оптимальных параметров диска, достичь его исключительной прочности, долговечности или точности обработки.
Очень часто можно повстречать такие материалы:
- Электрокорунд – применяется при работе с изделиями из металла, в большинстве случаев кованого железа. Он выделяется высокой теплостойкостью, полезным свойством сцепляемости со связкой. Абразивный материал достаточно прочный и выделяется большой долговечностью. Самый популярный электрокорунд обычный.Также распространен электрокорунд белый. Абразивный материал более одинаковый, имеет острые кромки, которые самозатачиваются. Из-за собственных параметров он применяется для окончательной обработки, деталей из очень качественных сталей.Редко можно повстречать хромистый, титанистый и циркониевый электрокорунд. Чем выше цифра маркировки, тем выше крепость круга.
- Карбид кремния – выделяется очень высокой прочностью и в то же время существенной хрупкостью. Он отмечается как 52-55С, применяется при работе с фарфором, гранитом, керамикой, стеклом и большим количеством иных качественных материалов.
- Эльбор – очень твёрдый материал, почти что не уступающий алмазу, но более непрочный. Такие круги имеют маркировку CBN, КНБ.
- Алмаз – достаточно прочный настоящий материала, выделяется невысокой хрупкостью. Такие диски применяется при обработки механическим способом сплавов на основе железа, стекла, керамики и кремния.


Алмазные диски разделяют на несколько типов:
- обыкновенной прочности (АС2);
- очень высокой (АС4);
- высокой (АС6);
- монокристаллы (АС32).
Основа
Абразивная бумага может быть изготовлена на разных материалах:
- На бумажной основе производят основную долю изделий с абразивом. Для повышения прочности бумажного полотна к разрыву, истиранию, изгибу его пропитывают полимерами и смолами. Благодаря этим составам изделие приобретает и влагостойкие свойства. Но все равно, бумага – предмет хрупкий и для интенсивной длительной работы не подходит. На нее наносят мелкое зерно.
- Наждачная бумага на тканевой основе более устойчива к истиранию и износу. Зерно держит так же хорошо, полотно дополнительно обладает эластичностью и устойчивостью к влаге, интенсивной работе с разными материалами даже шлифмашинкой, для которой выпускают насадки на липучке.
- Комбинированное тканево-бумажное полотно (двухслойное) сочетает в себе лучшие свойства предыдущих материалов. Изделие обладает эластичностью, устойчивостью к истиранию, сгибанию, влаге. На комбинированной основе производят крупнозернистую наждачку.
В продаже можно встретить бумагу с губчатой основой. Такая хорошо пропускает пыль, не боится влаги, подходит для ручной и механической работы в течение долгого времени.

Виды зернистости по материалу
Абразив изготавливают на разных основах:
- Карбид кремния (карборунд) подходит для работы с жёсткими поверхностями из металла, пластика.
- Зерна из граната обладают жёсткостью и мягкостью одновременно: такая абразивная бумага способна убрать неровности с поверхности древесины и запечатать волокна, благодаря чему покрытие краской или лаком ложится равномерно.
- Керамика применяется для изготовления крупнозернистых видов наждачной бумаги, используемых для выравнивания древесины.
- Окись алюминия – материал немалой цены, но и срок службы у него внушительный для своих «соплеменников»: мягкие кристаллы при шлифовке ломаются, сглаживая поверхность, но на их месте образуются более мелкие частицы с такими же острыми краями.
- Алмазная наждачная бумага самая прочная и дорогая. Почти не изнашивается, применяется, в основном, для машинной обработки изделий в промышленности.
Выбор абразивного круга
Для правильного выбора абразивного инструмента необходимо хорошо знать возможности точильного станка – мощность, рабочие обороты, возможность их регулировки. Также, для различных видов обрабатываемой поверхности следует подбирать соответствующий тип наждака.
ВАЖНО! Нельзя использовать тот шлифовальный круг, который окажется «под рукой». Всегда проверяйте соответствие наждака обрабатываемому материалу.. Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности шлифовального круга
При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь. Важно правильно подобрать зернистость абразивного круга
Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности шлифовального круга. При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь
Важно правильно подобрать зернистость абразивного круга
Обработку поверхности следует начинать с крупного зерна, постепенно переходя к тонкой полировке мелкозернистым наждаком. Правильным подбором инструмента, можно добиться высокого качества обработки, даже не будучи профессионалом.
Обратите внимание
Изношенные круги не следует сразу отправлять в утиль, существуют специальные инструменты для правки и восстановления поверхности абразива.
- Для обработки металлов, не относящихся к твердосплавным, композитных материалов, а также для заточки домашнего режущего инструмента подойдут электрокорундовые круги. Для удобства выбора они бывают белого, оранжевого или синего цвета. Малая твердость абразива в сочетании с невысокой прочностью связки, позволяет работать с мягкими материалами, не опасаясь их перегрева и окаливания. Качество полировки и заточки высокое. Применяются для финишной обработки материалов. К недостаткам можно отнести быстрый износ и потерю формы поверхности при неравномерном использовании (появление канавок, скругление углов).
- Для первичной (черновой) обработки, снятия неровностей, обработки сварных швов и заточки инструмента из твердых сплавов применяются абразивные круги из карбида кремния. Они имеют выраженный зеленый цвет. Такие абразивы износоустойчивы, хорошо держат первоначальную форму. При работе с твердыми материалами на них не образуется выработка в виде канавок. Идеально подходят для заточки рабочих твердосплавных зубьев дисковых пил, свёрел, в том числе и победитовых насадок. Недостаток таких кругов – высокий нагрев при работе. В некоторых случаях приходится подавать в область работ охлаждающую эмульсию.
- Для финишной полировки, устранения заусенцев от работы с корундовыми и карбидо-кремниевыми наждаками, применяются абразивные круги на вулканитовой основе. Фактически, это не наждак – а полировальный диск, более жесткий, чем войлочный. Изготавливается из вулканизированного каучука с добавлением мелкозернистого абразива. Как правило – электрокорундового песка. Инструмент специфический, для изменения формы заготовки не пригоден. Но с его помощью можно идеально разгладить обрабатываемую поверхность. После обработки вулканитовым кругом, улучшить качество поверхности можно разве что с помощью войлока и пасты ГОИ.
Как выбрать шлифовальный круг, обзор маркировок — видео




Сфера применения алмазного шлифовального инструмента
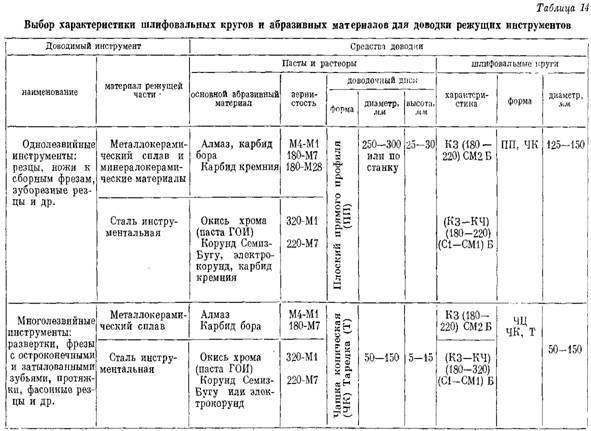
Благодаря возможностям алмазного инструмента, области его использования очень широки. Трудоемкость обработки твердых сплавов снижается в несколько раз по сравнению с работой другими абразивными материалами. Заточенные с помощью алмазов инструменты работают эффективнее и не требуют обработки дольше. Для однолезвийных деталей с режущей частью из твердосплавного материала такая заточка в полтора раза повышает стойкость к изнашиванию, а для многолезвийных инструментов этот показатель еще выше.
Поверхность, обработанная шлифовальным алмазным кругом, не трескается, на ней не образуется сколов и иных дефектов. Это дает возможность обрабатывать стеклянные и керамические изделия: автомобильные секла, зеркала и многое другое.
Незаменим этот инструмент при шлифовке стекол для оптических приборов, на предприятиях, выпускающих фарфоровую, хрустальную и стеклянную посуду, при шлифовании экранов. Шлифование алмазами широко применяется в медицине при заточке ножей микротомов, скальпелей и инъекционных игл, для лечения и протезировании зубов в стоматологии.
Кроме того, алмазные шлифовальные круги используются и для правки кругов, изготовленных из других материалов.
Однако для того, чтобы полезные свойства алмазных кругов могли быть использованы в полной мере, а результат работы оправдал ожидания, требуется правильный выбор изделия среди множества разновидностей.
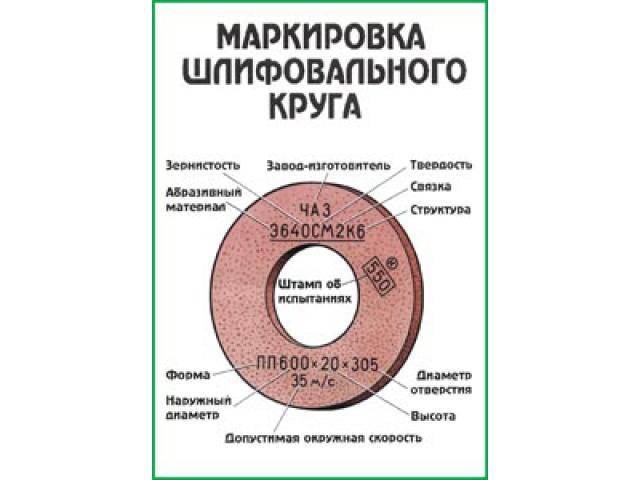
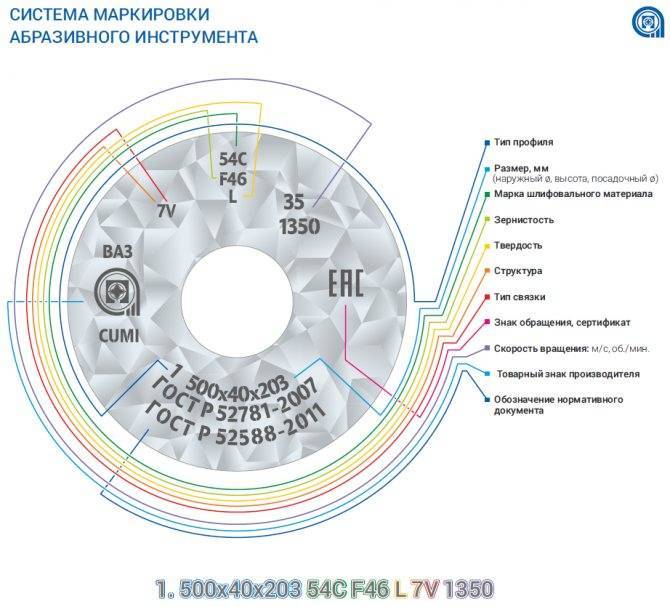
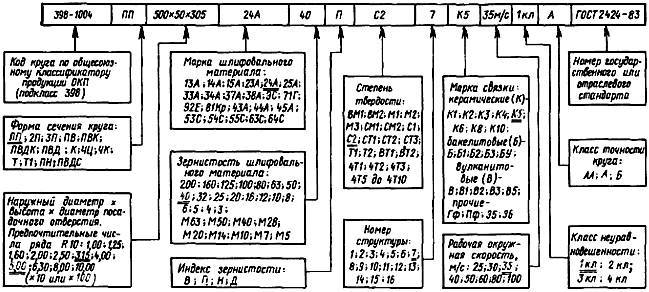
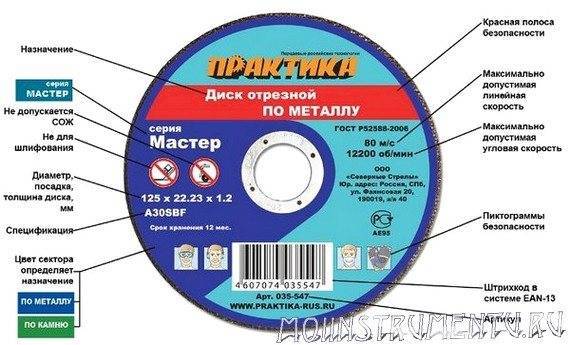
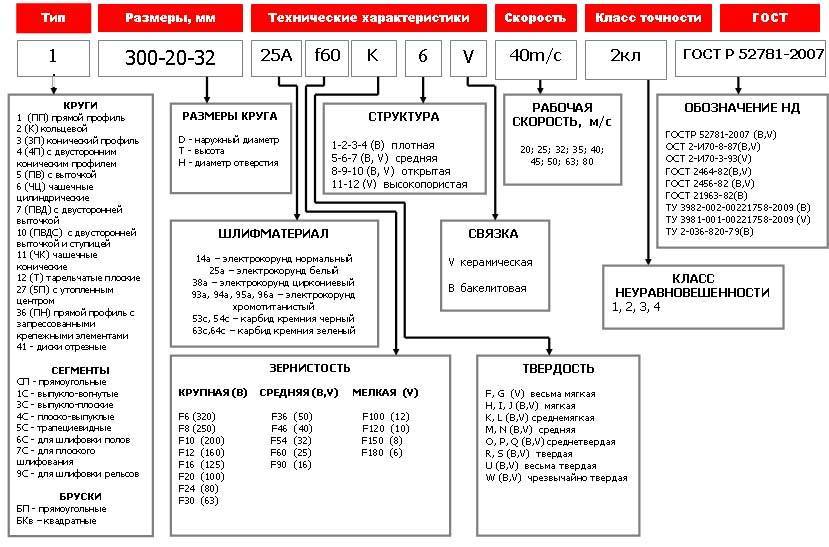
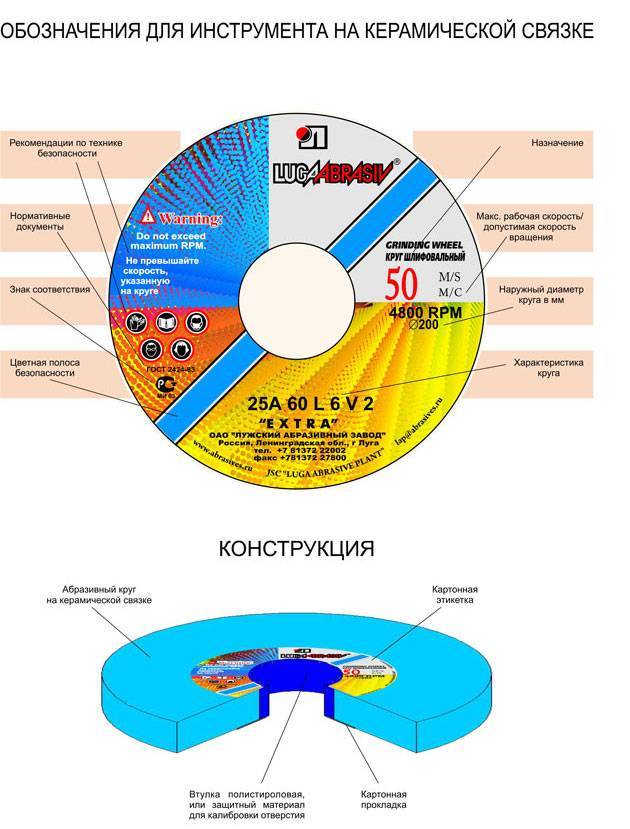
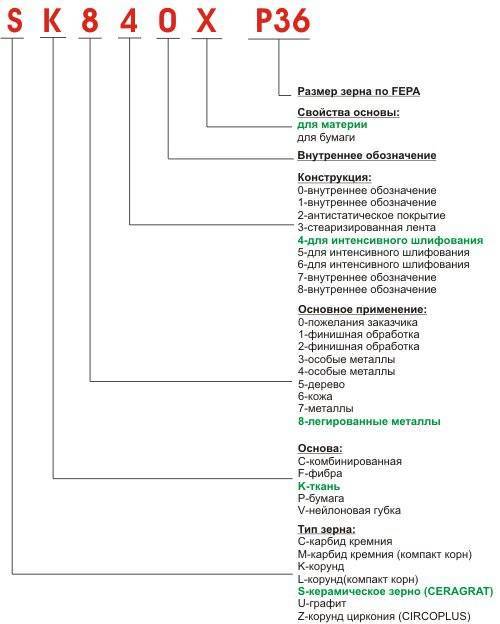
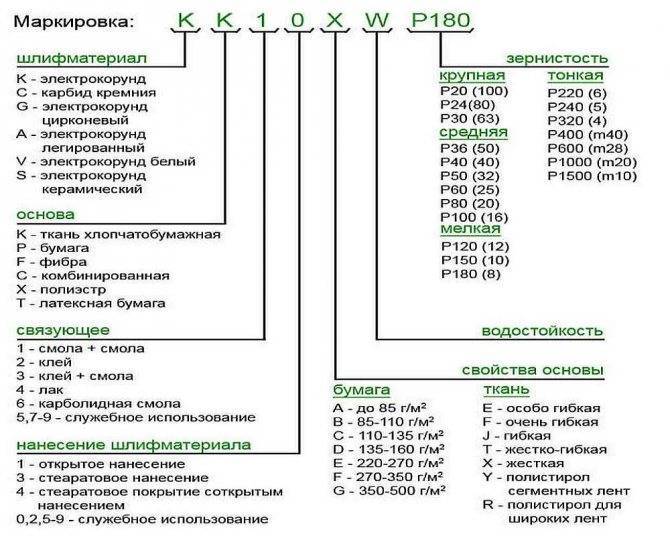
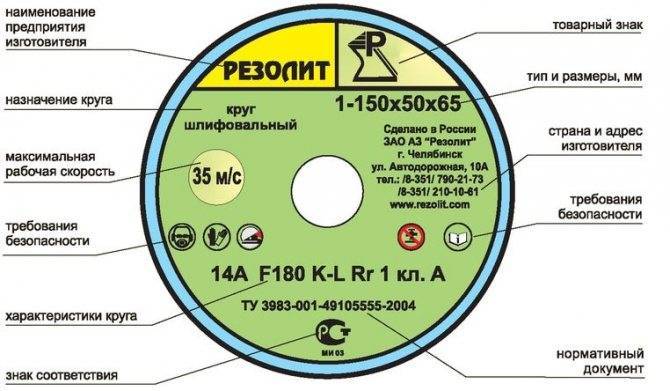
Маркировка – условные обозначения
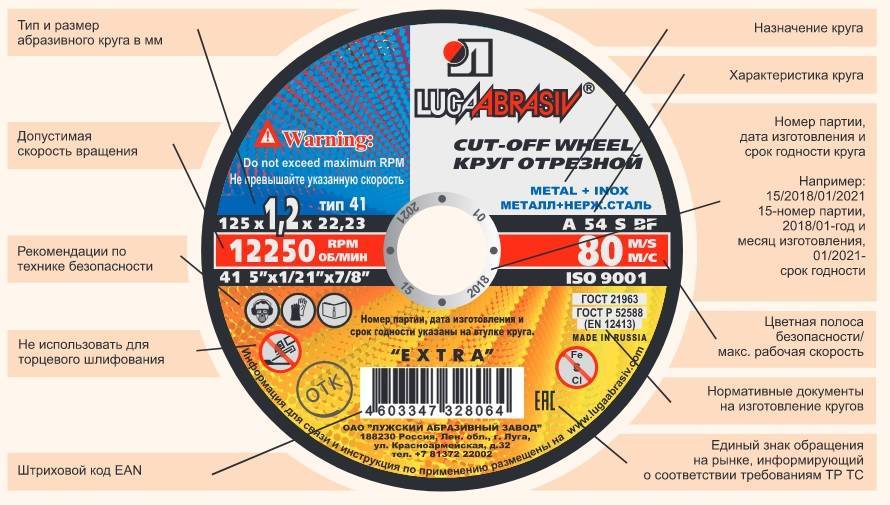
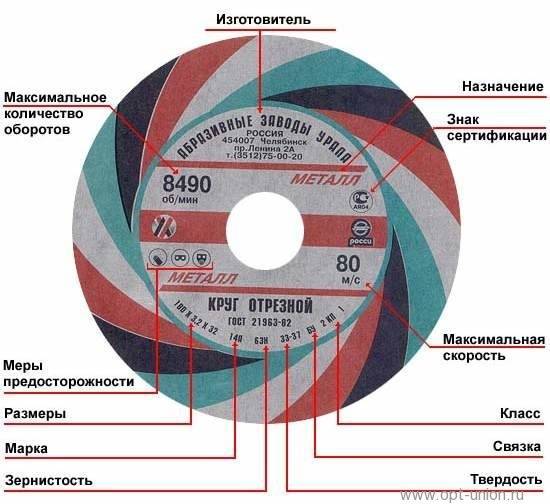
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
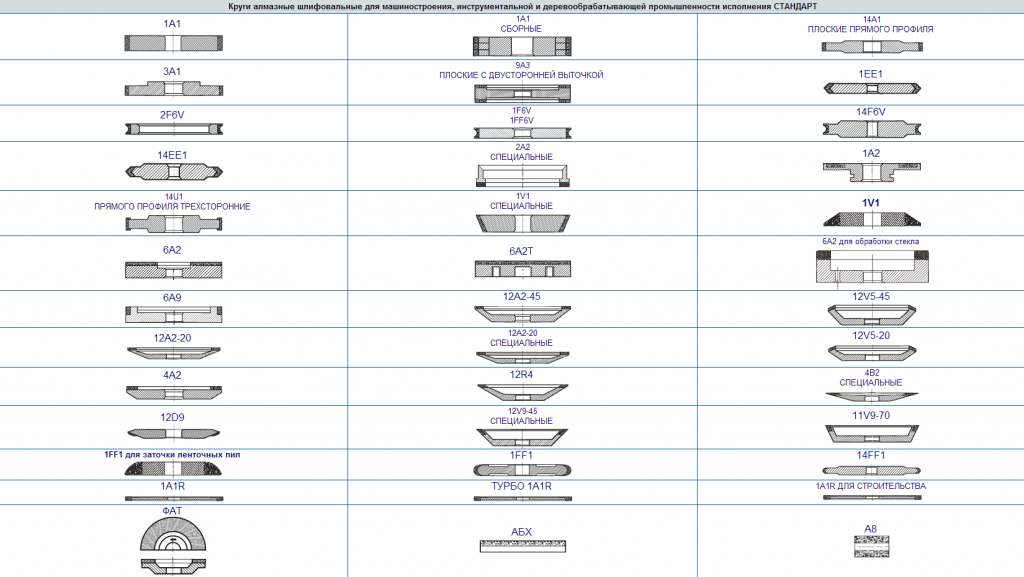
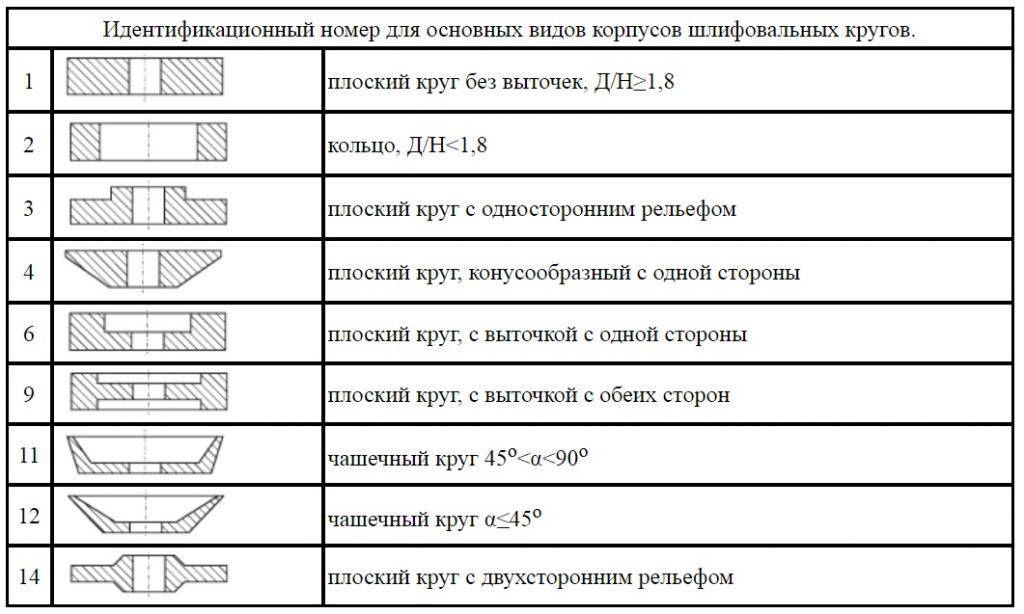
1. Тип круга
В теории должно быть цифровое обозначение:
1- прямой профиль,
41 – диски отрезные,
42 – диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: “cut-off wheel”-отрезной круг, grinding wheel – шлифовальный круг, лепестковый круг.
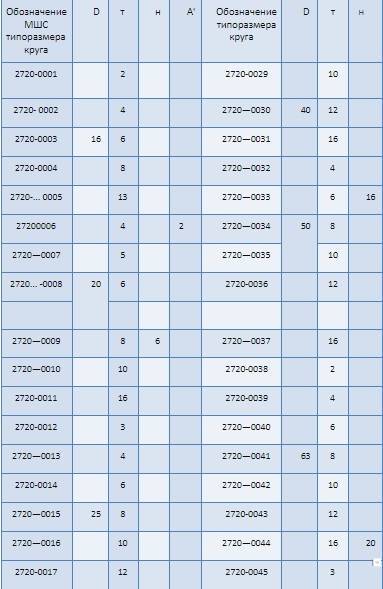
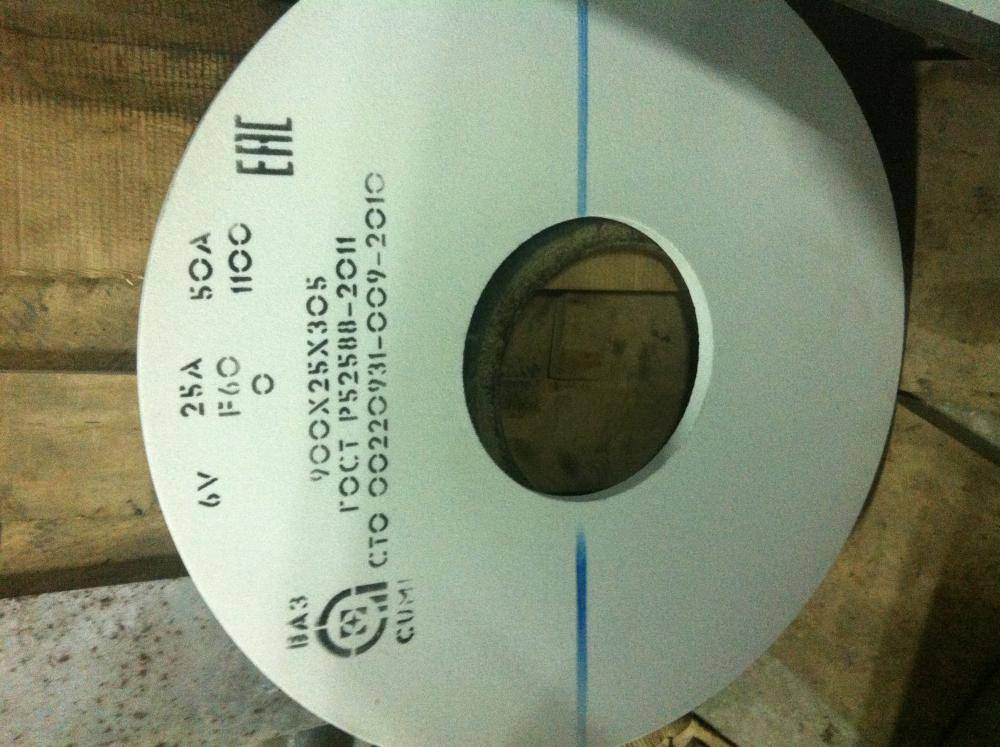
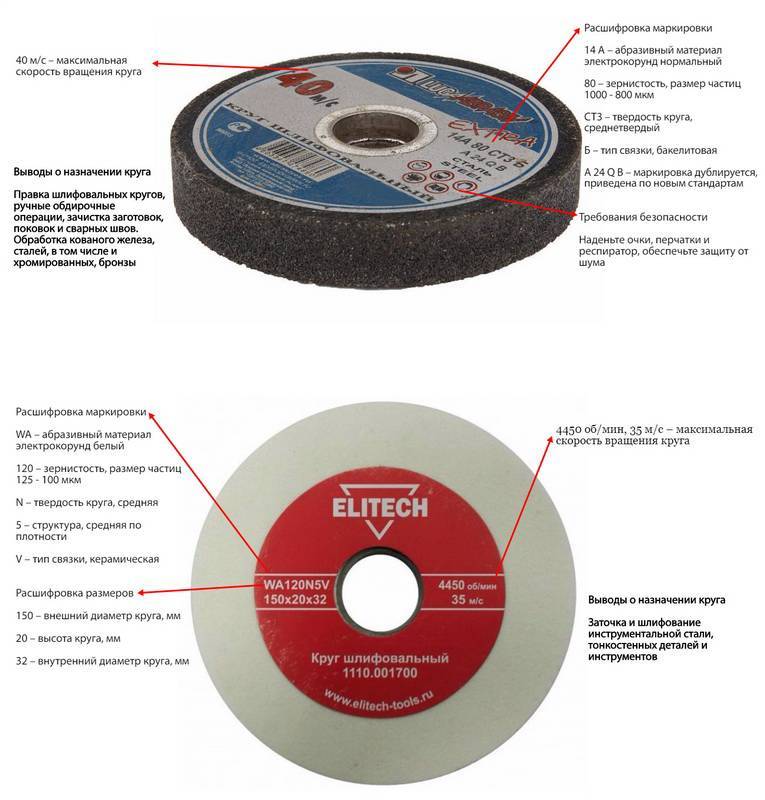
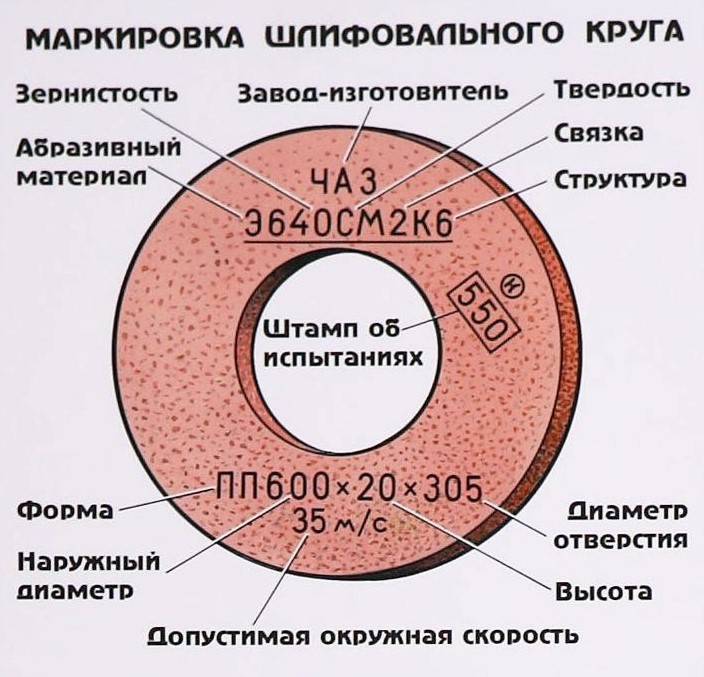
2. Размеры круга
На сайте производителя(см. таблицу ниже) указано так:
D – наружный диаметр,
T – высота,
H – диаметр отверстия.
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:
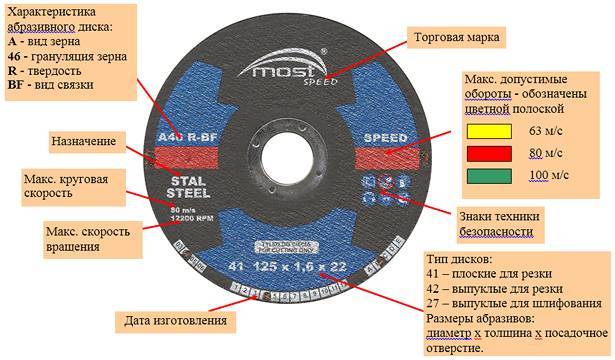
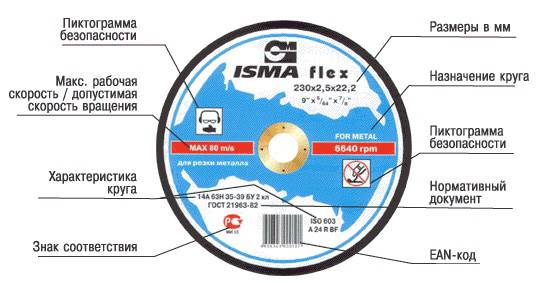
3. Материал для обработки которого предназначен диск
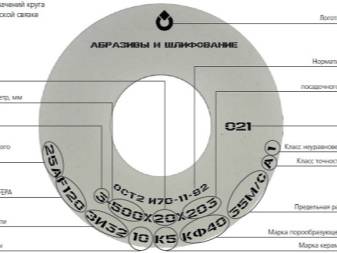
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
5. Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
7. Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К – старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.
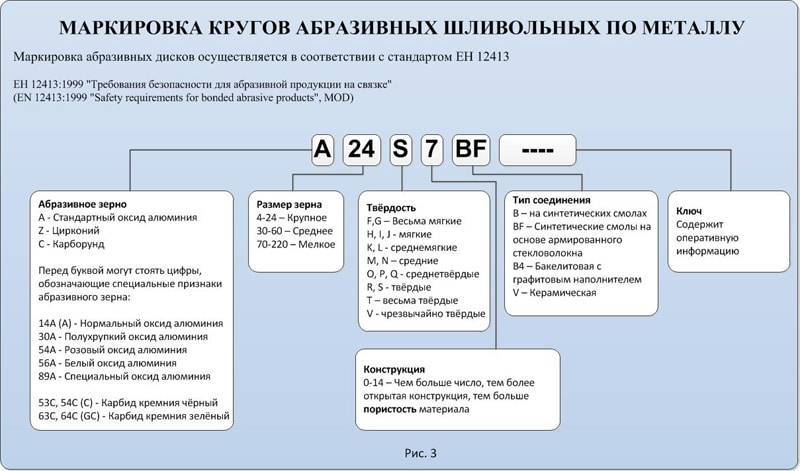

7.2. Бакелитовая связка
B (Б – старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.
Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.
7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В). Данный вариант экзотика и встречается крайне редко.
8. Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.
9. Класс точности
АА, А и Б. АА – высокая точность геометрических параметров А – Промежуточный вариант. Б- для менее ответственных операций.
11. Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
12. Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального “надевайте наушники” может быть нанесено что-нибудь действительно стоящее. Например – не использовать для торцевого шлифования.
Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.
Твердость и прочие параметры
Круги обычно классифицируют как мягкие, средние и твердые; это основные типы, к которым уже прибавляются различные эпитеты. Например, официально известны:
- чрезвычайно мягкие;
- весьма мягкие;
- среднетвердые диски.
К этим маркам применяют дополнительные цифры от 1 до 3-х. Чтобы затачивать инструмент вручную, нужен абразив С1 либо С2. Необходимо понимать, что твердость абразивных кругов может подразумевать разные вещи. В одном случае это стабильность крепления абразивных зернышек в общей сборке (то есть стойкость связок к выбросу зерен при механическом воздействии). В другом – пригодность используемых частиц для проникновения в другие материалы.

Твердость дисков по первому варианту наращивают, усиливая связку. Суммарный объем пор при этом сокращается, а вот на дистанциях между абразивными частичками это не отражается. Считается, что 1,5% повышения связки добавляет 1 уровень твердости. Продвинутые связующие системы очень стойко переносят разрывы. Они способны работать даже при очень высокой частоте кручения диска – заметно большей, чем может обеспечить наиболее мощная бытовая дрель.
По ГОСТу 1972 года твердость абразивных приспособлений – это именно сопротивляемость выдиранию зерен при внешнем импульсе. Тестирование проводится 3 ключевыми методами:
- по глубине лунки, выбиваемой струйкой кварцевого песка;
- по эффективности вдавливания закаленного стального шарика при определенной нагрузке;
- сверлением лунки на заданную глубину сверлом особой конструкции, на которое оказывается стабильное давление (ключевой показатель – необходимое число витков сверла до достижения результата).


В некоторых случаях профессионалы пользуются устройством ТКН (то есть конусным твердомером). Для работы его действующую часть прогревают до 100 градусов. Потом конус вжимают в круг. Ключевой параметр – глубина вхождения. Твердость диска прямо влияет на процесс шлифовки. Мягкое приспособление пригодно для чистовой обработки довольно твердых материалов. Однако обдирка требует использования более прочных изделий. Сталь, не прошедшую закалку, а также чугун можно обработать кругом умеренной твердости.


Общая маркировка шлифовальных кругов
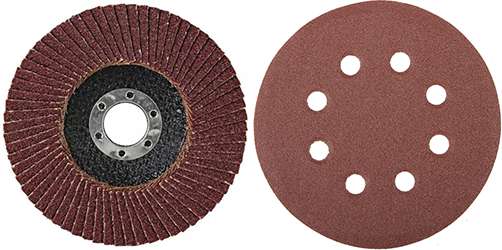
Не только профессиональный строитель, но и обыватель знаком с общей классификацией шлифовальных кругов. Они представлены следующими группами:
- диски – «липучки» – ничего сверхъестественного в них нет. Просто шлифовальные круги обрабатываются специальной тканью, которая размещается на шлифбумаге;
- изделия лепесткового типа. Такие круги имеют полностью абразивную поверхность, которая отличается повышенной прочностью. Чаще всего такие изделия применяют для обработки трубопроводов и объектов, изготовленных из древесного массива;
- круги фибротипа – принципиальных отличий по форме нет.
Последний тип шлифовальных кругов примечателен своим составом. Основным компонентом выступает вулканизированная многослойная бумага.



Инструменты устанавливаются на станок за счет использования опорной тарелки. Инструменты широко используются для обработки металлических, деревянных и стальных объектов.
Интересно: Наиболее распространенным и популярным является алмазный круг. Также он отличается многофункциональностью. Чаще всего инструмент задействуют для финальной подготовки. Однако изделие нашло применение и вне строительных работ. Алмазный круг широко используют для заточки ножей, ножниц и любых острых предметов.
Именно поэтому алмазные круги пользуются широкой популярностью абсолютно во всех сферах не только профессиональных, но и бытовых работ.





