

Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
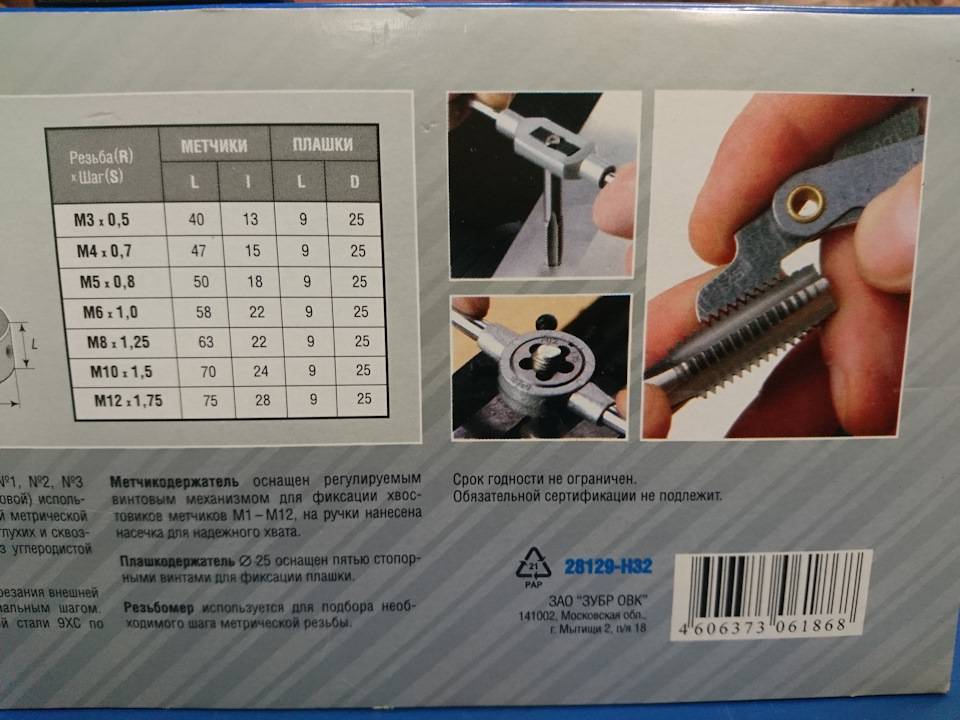
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Это интересно: Выбор электрического отбойного молотка — познаем главное
Виды метчиков
В зависимости от материала, типа резьбы, конфигурации изделия, применяемого инструмента выбирают модель устройства. Ассортимент продукции позволяет для каждой операции использовать изделие, с помощью которого оптимальным методом решается поставленная задача. Продукция классифицируется по нескольким критериям.
Видео: Про метчики, плашки и резьбу
По назначению
Перечень продукции отличается большим разнообразием. Выпускаются изделия для всех способов нарезания профиля. Нормами ГОСТ устанавливаются размеры, характеристики метчиков, предельные допуски, класс точности и степень шероховатости поверхности. Устройства бывают:
ручные;
машинные;
машинно-ручные;
гаечные.

Ручные и машинно-ручные применяются в слесарном деле. Высокая прочность, износостойкость изделий позволяют выполнять работу высокой точности даже в домашних условиях. Но они не предназначены для эксплуатации на высоких скоростях вращения.
Для этого используются машинные аналоги. Они сделаны из быстрорежущих сталей, способных выдерживать высокие температуры, возникающие вследствие трения и резки металла.

Машинные и гаечные метчики могут быть очень похожи. У них длинный хвостовик, позволяющий за один цикл обрабатывать до десяти и более деталей. Собираются они на корпусе устройства и по мере заполнения снимаются за один раз. В этом случае удобно использовать специальное приспособление для установки инструмента. Дома можно эту операцию делать дрелью быстрозажимным патроном.
По конструктивному исполнению
Выполнен инструмент может быть в нескольких исполнениях. Конструктивные особенности позволяет обрабатывать материалы с различными характеристиками по твердости, вязкости. Каждый метчик для нарезки резьбы имеет все базовые элементы, но сделаны они могут быть следующим образом:
с укороченными канавками для вязкого материала (алюминия, легированных сталей);
с винтовыми канавками, которые делаются по спирали для увеличения объема стружки, что необходимо при использовании для нарезания глухой резьбы и работы на обрабатывающих центрах;
со ступенчатыми канавками, где каждый участок выполняет свою функцию;
метчики-протяжки для машинной обработки больших партий изделий;
комбинированные устройства, которые совмещают в одном изделии и сверло и метчик;
колокольные, состоящие из отдельных частей, необходимые для нарезания крупной резьбы машинным методом.
Не всегда возможно за один проход сделать необходимый профиль, особенно если деталь выполнена из высокопрочного материала. В этом случае используется комплект инструмента из двух, трех метчиков.


На корпусе изделия имеется маркировка. Сначала отверстие проходят устройством №1, которое делает первичную, грубую обработку. Затем выполняется чистовая нарезка метчиком №2, после чего профиль соответствует нормам ГОСТ.

По виду нарезаемой резьбы
В промышленности применяется несколько основных стандартов, отличающихся системой измерения. Маркировка, которой обозначен метчик для нарезки резьбы указывает к какому виду относится изделие. Не учитывая специальных профилей, которые выполняются на станках, обычным устройством можно сделать три вида резьбы:
Метрическая. Обозначается буквой «М». На изделии указывается диаметр и шаг резьбы.
Дюймовая. Маркируется устройство соответствующим значком «. Диаметр указывается в дробных частях дюйма, а шаг количеством ниток на единицу измерения.
Трубная. Традиционно указывается как дюймовая, но в процессе эволюции система обозначений утратила идентичность, поэтому инструмент для трубной резьбы определяют по таблицам.
Кроме того есть конические резьбы, для выполнения которых выпускается соответствующий инструмент
Используются детали, выполненной по этой технологии для заглушек, специальных элементов, где принципиально важно глубина проникновения
На практике этот вид метчиков встречается крайне редко. Чаще приходится иметь дело с деталями, которые работают в обратном направлении. Чтобы сделать их применяется метчик для нарезки левой резьбы, который маркируется латинскими буквами «LH».
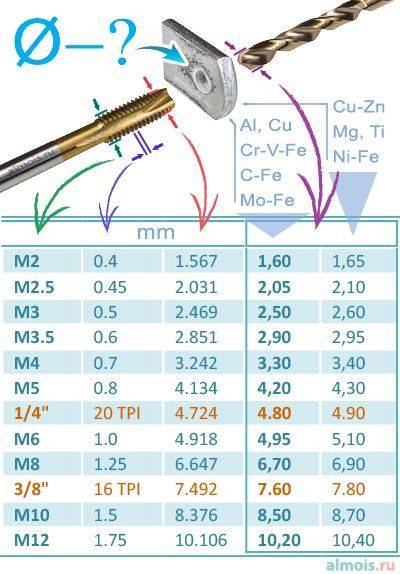
Размеры метрические и дюймовые
Эти знания понадобятся, если вам предстоит работать не только с отечественной маркировкой, но и с зарубежной.
| Окружность спирали в дюймах | Сечение сверла в мм |
| 1/8 | 8,9 |
| 1/4 | 11,9 |
| 3/8 | 15,8 |
| 1/2 | 19 |
| 2/4 | 24,3 |
| 1 | 30,5 |
| 1,25 | 39,2 |
| 1,75 | 41,6 |
| 1,5 | 45 |
Источники
- https://met-all.org/obrabotka/prochie/diametr-sverla-pod-rezbu-metricheskuyu-tablitsa-razmerov.html
- https://www.rocta.ru/info/sverla-pod-rezbu-tablicy-dlya-narezaniya-i-metchikov-razmery-i-diametry-po-gost/
- https://stroychik.ru/tools/narezka-rezby
- https://metmastanki.ru/diametr-sverla-pod-rezbu-tablica
- https://WikiMetall.ru/oborudovanie/diametr-sverla-pod-rezbu.html
- https://mekkain.ru/stati/diametr-otverstiya-pod-metricheskuyu-rezbu.html
Применение мелкого шага резьбы, отличия от стандартного
Метрическая резьба распространена на производстве в России. Мелкий шаг используется реже, чем основной (стандартный).
Кратко коснемся основных понятий в резьбе:
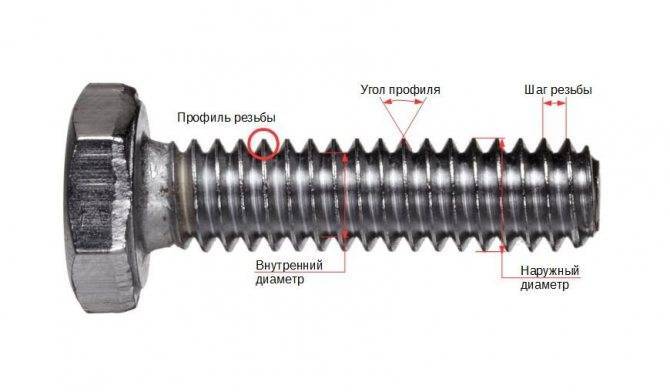
- Профиль — рисунок «гребенки», которая проходит вдоль оси крепежа.
- Шаг резьбы — расстояние между двумя соседними вершинами, замеренное вдоль оси стержня элемента крепежа.
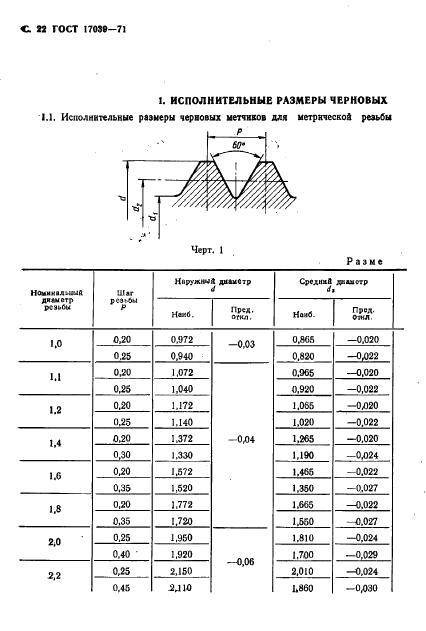
- Наружный диаметр — измеряется по верхним точкам профиля.
- Внутренний диаметр — размер вписанного цилиндра в углубления наружной резьбы, либо по точкам вершин внутренней.
- Ход — расстояние от одной вершины профиля до другой в проекции на ось крепежа.
- Угол профиля — угол между боковыми сторонами профиля.
В метрической резьбе профиль состоит из равносторонних треугольников. Каждому диаметру соответствует один вариант крупного шага, и несколько вариантов мелкого.
Отличие мелкого шага резьбы от крупного:
- Чем мельче шаг, тем прочнее соединение из-за большей площади соприкосновения поверхностей (больше витков).
- При одинаковом диаметре резьбы и длине гайки можно получить более прочное и устойчивое соединение.
- При прочих равных условиях резьбовое соединение с крупным шагом выдерживает большее осевое усилие, чем с малым.
- Благодаря меньшему углу подъема происходит «самоторможение», в отличие от соединений с основным шагом, которые больше склонны к «самооткручиванию».
- При диаметре поверхности крепежного элемента свыше 68 мм метрическая резьба может иметь только мелкий шаг.
- В маркировке крепежа крупный шаг обычно опускается, а нестандартный – указывается.
Применение мелкой резьбы:
- Крепежи с нестандартными шагами применяются в основном в соединениях, где возможны вибрация, ударные, динамические переменные нагрузки.
- Сферы: автомобилестроение, авиационная промышленность, станко- и судостроение, бытовая техника.
- Тонкостенные детали для обеспечения герметичности соединения.
- Регулировочные и установочные винты измерительного инструмента (микрометры и пр.).
В повседневной жизни мы часто сталкиваемся с мелкой резьбой. Например, когда меняем колесные диски на автомобиле. На гайках и болтах в этом узле нарезана именно такая резьба. В бытовой технике также часто используется нестандартный шаг резьбы.
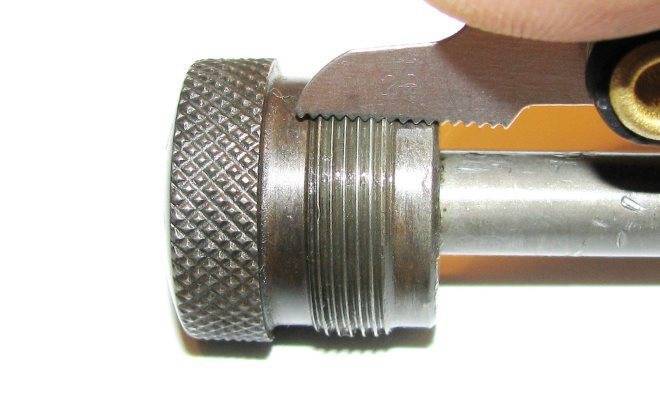
Как определить резьба с каким шагом перед вами?
- Проще всего измерить ее резьбовым шаблоном или калибром.
- Измерьте штангенциркулем ход в миллиметрах и разделите полученное значение на количество витков.
- Сопоставьте известную вам резьбу с искомым значением, сравнивая различные изделия.
Пример маркировки метчика со стандартным и мелким шагом:
- Метчик М10х0.75 (метрическая резьба М10, шаг мелкий 0.75).
- Метчик М10х1 (метр. резьба М10, шаг мелкий 1).
- Метчик М10х1.25 (метр. резьба М10, шаг мелкий 1.25).
- Метчик М10х1.5 (метр. резьба М10, шаг крупный 1.5).
Как видите, у метчиков М10 основной шаг один – 1.5 мм. А для мелкой резьбы – три варианта – 0.75, 1.0 и 1.25.
Из каких материалов изготавливаются метчики
Плашки металлорежущего инструмента изготавливают из высококачественной стали разных марок: инструментальной, быстрорежущей, легированной. Технология современного производства позволяет делать метчики из твердосплавной стали и из стали порошковой, в последнем случае инструмент получает способом спекания порошков. Метчики из твёрдых сплавов более качественные, так как обладают устойчивостью к высоким температурам, износостойкость и могут долго работать на быстрых скоростях, что позволяет обработать большое количество металлоизделий. У оснасток, сделанный из порошков стали тоже есть свое преимущество – это высокая прочность за счет меньшей твердости инструмента.



Выбор инструмента
Заранее отметим, что нарезать резьбу можно разными способами. Работать можно как вручную, так и машинным способом. В первом случае, как мы уже отметили выше, необходимо иметь с собой набор инструментов для создания резьбы, во втором же работу ведут на токарном станке.
Вручную нарезать резьбу рекомендуется, если ваша задача заключается в обработке всего нескольких деталей. Например, при сборке сантехнического оборудования, создании бытовых трубопроводов и т.д.
Обработка деталей на токарном станке подразумевает выполнение масштабных задач. Человек с опытом на оборудовании такого типа способен нарезать резьбу в промышленных масштабах, до сотни деталей в час, а иногда и больше. Впрочем, вряд ли вам понадобится такая производительность.
Чаще всего набор ручных инструментов покрывает все бытовые потребности домашних умельцев. С их помощью вам тоже удастся нарезать резьбу правильно и качественно, только времени и сил уйдет больше.
Упоминаемый выше набор оборудования в основном представлен метчиками и плашками, а также различными дополнительными деталями.
Особенности метчиков
Метчиками называют конусообразные или цилиндрические детали, что предназначены для нарезки внутренней резьбы. В частности с их помощью выполняется резьба на трубах, гайках, мелких шайбах, различного рода зажимах и даже фланцах.
Метчиками пользоваться довольно удобно. Они состоят из рабочей и тыльной части. Рабочая часть имеет уникальную форму и диаметр. На ее краях нанесены специальные резцы или зубцы с некоторым шагом. Зубцы при вращении нарезают металл параллельно с удалением стружки.
Тыльная сторона выполнена в определенной форме, что облегчает фиксацию метчика на рабочем инструменте.

Разнообразные метчики для бытового применения
Метчиками с возможностью нарезки резьбы без образования стружки тоже пользуются, но намного реже, ведь они стоят дороже.
Встречаются метчики:
- Черновые;
- Получерновые;
- Чистовые.
Черновые выполняют первый проход, удаляют большинство стружки и формируют грубые канавки под резьбу. Это еще не полноценная резьба, но подготовка уже выполнена.
Получерновые модели встречаются крайне редко. Они предназначаются для доделки черновых канавок, их очистки и формирования заготовки под чистую резьбу. Получерновыми метчиками пользуются преимущественно при изготовлении сложных деталей.
Последний образец – чистовой метчик, формирует готовую к эксплуатации резьбу точных размеров и формы.
По типу выполняемых действий метчики делят на:
- Метрические;
- Гаечные;
- Трубные;
- Машинные.
Отметим что метчиками, равно как и плашками, можно нарезать резьбу разных размеров, направлений и формы. Все зависит от выбранной модели оборудования.
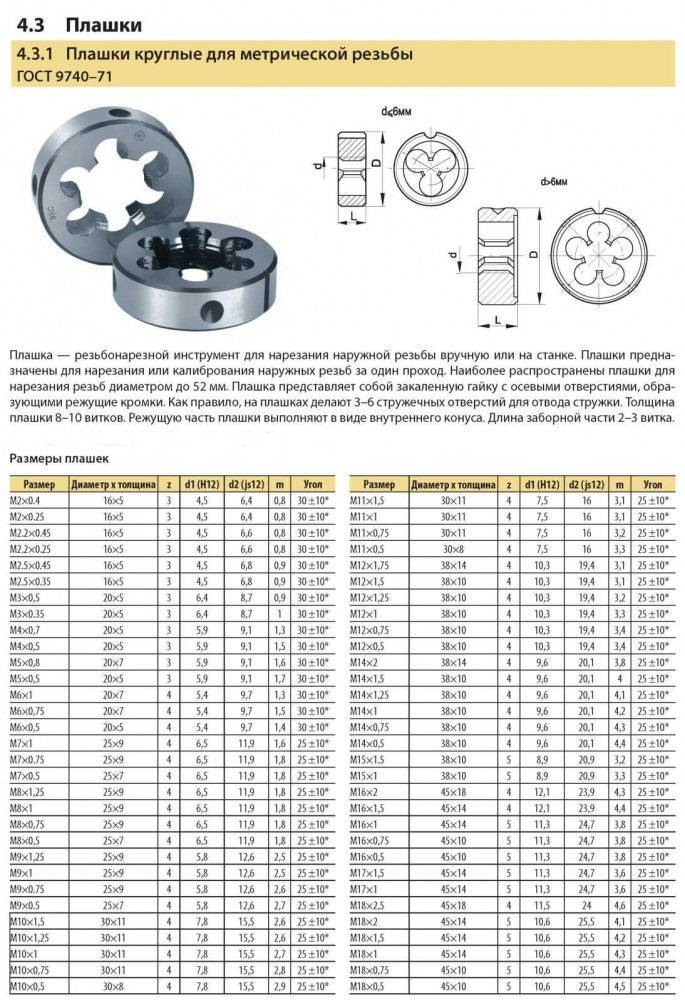
Особенности плашек
Плашкой называют режущий инструмент, который применяется при выполнении наружной резьбы. Простейший пример наличия наружной резьбы – это болт. В то время как пример внутренней резьбы – гайка.
Плашки плоские, со стороны сильно напоминают крупные шайбы или зажимы для станочных патронов. Только внутри плашки находится режущая насадка с несколькими рядами закрученных резцов.

Метчик и плашка, вблизи
Плашки могут иметь разную форму, тип сборки и габариты. Встречаются как круглые модели, так и квадратные. Некоторые варианты полностью цельные, другие можно разобрать и заменить режущую насадку.
Режущая часть состоит из трех рабочих зон. Две зоны, что располагаются по краям, состоят из зубцов, внутренняя же зона отвечает за отвод стружки и корректировку направления вращения.
Именно благодаря внутренней зоне плашки обладают самозатягивающимся свойством. То есть после нескольких вращений на трубе плашка фиксируется.
Дальше вращать ее можно без давления, так как затягиваться она будет в направлении образования резьбы. В то время как метчики необходимо вращать с усилием на протяжении всего процесса.
Разновидности плашек, по сути, аналогичны с разновидностями метчиков. Если вы купили крупный набор инструментов, то наверняка получите сразу несколько таких деталей.



Конструктивные особенности
Первые приборы для нарезки резьбы отличались простой системой, и представляли собой четырёхгранный стержень, на рабочем окончании которого, заточенном под ровный конус, выпиливались зубья. Резьба при применении подобного устройства нарезалась посредством его ввинчивания во внутреннюю часть гайки, либо в заранее приготовленное отверстие в обрабатываемом продукте.
Безусловно, такого рода механизм обладал большим количеством недочётов. К наиболее значимым недостаткам необходимо причислить отсутствие на режущей части задней плоскости, а также негативное значение переднего угла. Со временем система метчиков стала более обдуманной, и на сегодняшний день, они дают возможность создавать чёткую и качественную внутреннюю резьбу.
В каждом метчике для нарезки на внутренних поверхностях есть такие элементы:
- канавки (от 2 до 6);
- заборная часть;
- калибрующая часть, что имеет трубчатую конфигурацию.
 Канавки, находящиеся на фронтальной плоскости прибора, вдоль всей длины, одновременно осуществляют две функции: обеспечение вывода стружки с области обработки, и упрощение подвода в эту зону смазывающе-остужающей жидкости (СОЖ). Конфигурацию, которую канавка имеет в поперечном разрезе, устанавливают две её плоскости, одна из которых считается передней гранью разрезающего зуба прибора, а 2-я — его спинкой.
Канавки, находящиеся на фронтальной плоскости прибора, вдоль всей длины, одновременно осуществляют две функции: обеспечение вывода стружки с области обработки, и упрощение подвода в эту зону смазывающе-остужающей жидкости (СОЖ). Конфигурацию, которую канавка имеет в поперечном разрезе, устанавливают две её плоскости, одна из которых считается передней гранью разрезающего зуба прибора, а 2-я — его спинкой.
По виду профиля стружечные канавки бывают таких видов:
- однорадиусные (с канавками этой формы выполняются в большей степени метчики калибровочного типа);
- с прямолинейными поверхностями (приборы с канавками такой формы применяются для нарезки внутри гаек);
- с прямолинейной и радиусной поверхностями (большая часть метчиков производится со стружечными канавками непосредственно такого вида).
Канавки могут размещаться по-разному, отличают прямолинейные, а также спиральные. С канавками прямолинейного вида производятся многоцелевые метчики общего направления. Со спиральными левонаправленными канавками выполняются устройства, применяемые для нарезания резьбы в проход. Стружка, создаваемая прибором, двигается впереди него по возделываемому отверстию, тем самым исключается угроза ухудшения уже нарезанной резьбы. При применении метчиков с правым направлением закрутки канавок стружка выводится из области обработки к хвостовику прибора. Правосторонние оптимально подойдут для нарезки в глухих отверстиях.
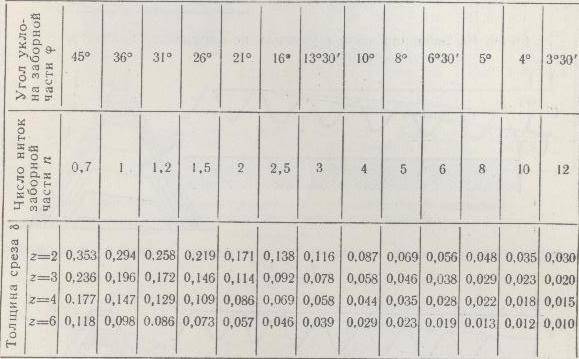
 Заборная доля метчика, как уже рассказывалось ранее, имеет коническую конфигурацию, что упрощает процесс вхождения инструмента в отверстие. Определённое значение части угла наклона, который может пребывать в спектре 3−20°, выбирают с учётом того, для какого вида обработки будет применяться механизм: черновой, промежуточной либо чистовой.
Заборная доля метчика, как уже рассказывалось ранее, имеет коническую конфигурацию, что упрощает процесс вхождения инструмента в отверстие. Определённое значение части угла наклона, который может пребывать в спектре 3−20°, выбирают с учётом того, для какого вида обработки будет применяться механизм: черновой, промежуточной либо чистовой.
Цилиндрическая калибровочная часть производится с возвратным занижением до 0,1 миллиметра, что необходимо для того, чтобы сократить силы трения, возникающие во время нарезки. Сократить силу трения меж рабочей частью метчика и обрабатываемой поверхностью даёт возможность также затыловка задней плоскости режущих зубьев, исполняемая от их вершины на 1/3 их ширины. Подобным образом формируется занижение задней плоскости режущих зубьев, размер которого для инструмента диаметром 12-30 мм является около 0,1 мм.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.

Как производится операция и в чем ее суть
Основная задача слесаря – создать отверстие в металлической толще с последующим образованием ложбинок изнутри. Их требуется сделать так, чтобы витки подходили к болту, шпильке или иному крепежу.
Резьбовой элемент может понадобиться в быту для максимально прочного соединения двух частей. Здесь необходимо добиться максимальной чистоты – чтобы не оставалось стружек, деформаций, сбитых нитей
Также очень важно следовать стандартам ГОСТ по размеру приспособления. Диаметр должен совпадать с винтом, который будет входить внутрь
Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии. Сперва следует подготовить заготовку – убрать лишние загрязнения
Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной.
Имеют значение несколько параметров:
- диаметр отверстия;
- глубина нарезки;
- количество ниток (это заходы, самое распространенное – наличие трех полостей);
- шаг, то есть расстояние между двумя бороздами.
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
- Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску — это помогает установить режущий инструмент без перекосов. Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
- Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.
- Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.
Рис.8 Ручной способ создания резьбы
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
- Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.
- Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.
- В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.
Рис. 9 Изготовление резьбы на токарном станке
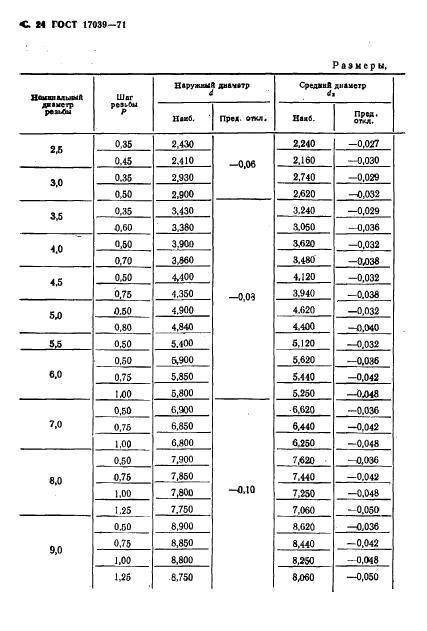
Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
- Наружная резьба: Плашку зажимают в воротке винтами, расположенными по его контуру.
- На торце стержня, на котором необходимо нарезать резьбу, на заточном станке снимают фаску под углом о до диаметра, равного 80% диаметра резьбы. Затем плашку смазывают густым маслом (напр. солидол), животным жиром (салом) или растительным маслом — жидкое моторное масло лучше не использовать, так как оно зачастую портит резьбу.
- На конец прочно зажатого в тисках стержня с фаской в виде усеченного конуса устанавливают точно в горизонтальной плоскости вороток с плашкой и вращают обеими руками вороток по часовой стрелке (глядя сверху), если резьба правая, с небольшим нажимом на плашку. Иногда рекомендуется плавно вращать вороток по часовой стрелке, иногда — после каждого полуоборота немножко повернуть его обратно, чтобы сломать стружку. Главное хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась.
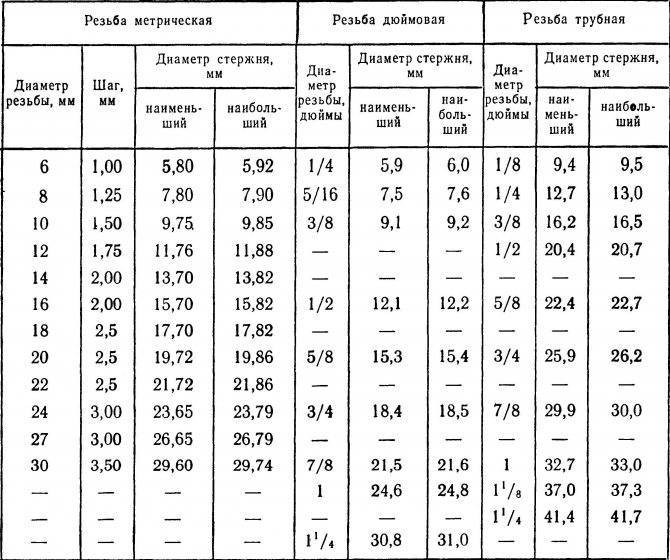
- Диаметр стержней под наружную метрическую резьбу следует подбирать по таблице 1.
Таблица 1. Диаметры стержней под метрическую резьбу, выполняемую плашками
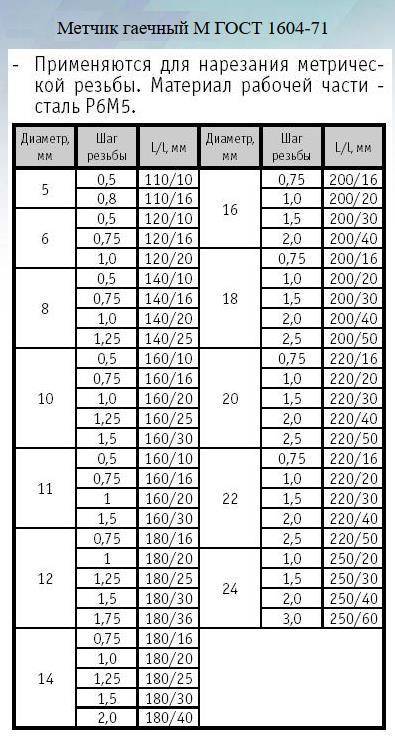
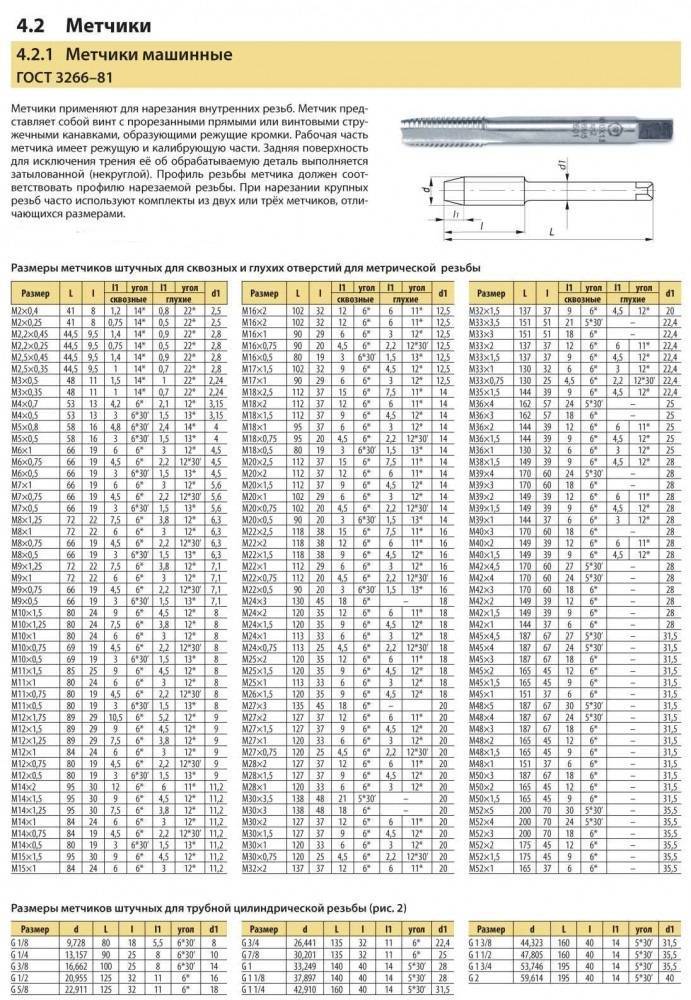
Внутренняя резьба: нарезают с помощью метчиков. Метчик — металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные (вращаются при помощи воротка) и станочные, гаечные и инструментальные (маточные и плашечные).При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: первый метчик (обозначение — одна риска) — предварительный, второй (две риски) нарезает резьбу и третий (три риски или без низ) ее калибрует. Гаечные метчики пригодны для нарезания короткой резьбы (как в гайке) и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу.
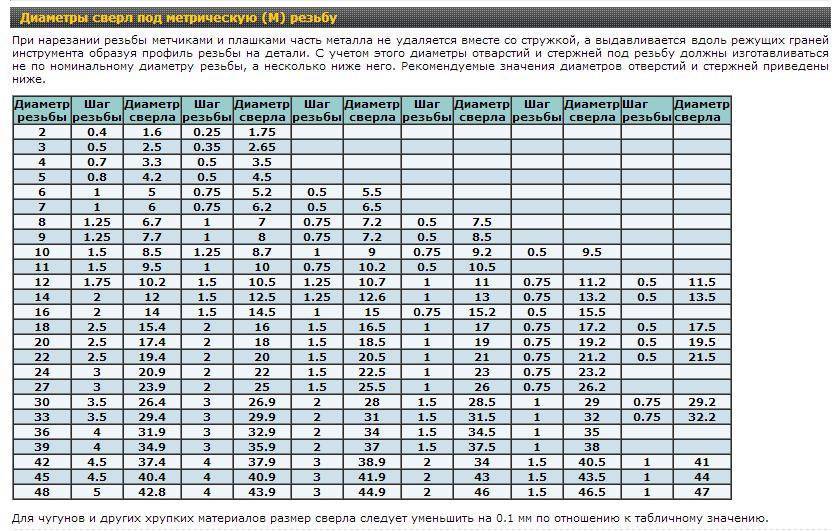
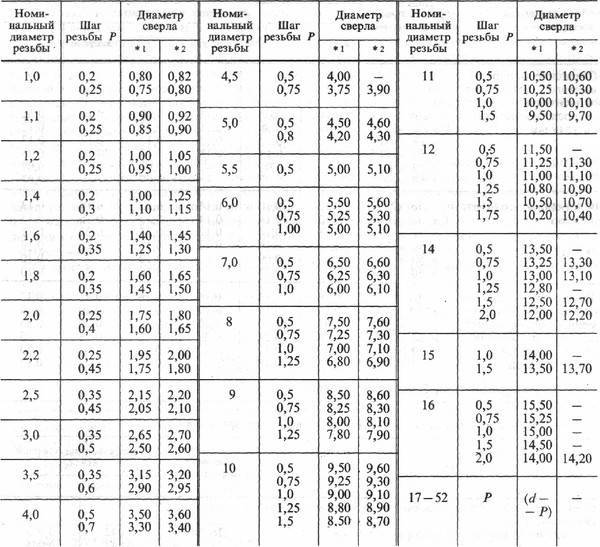
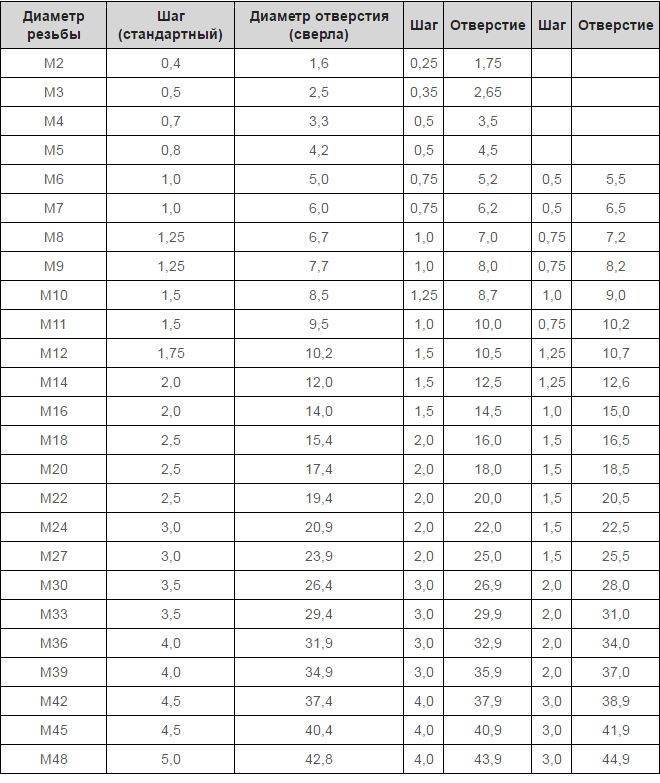
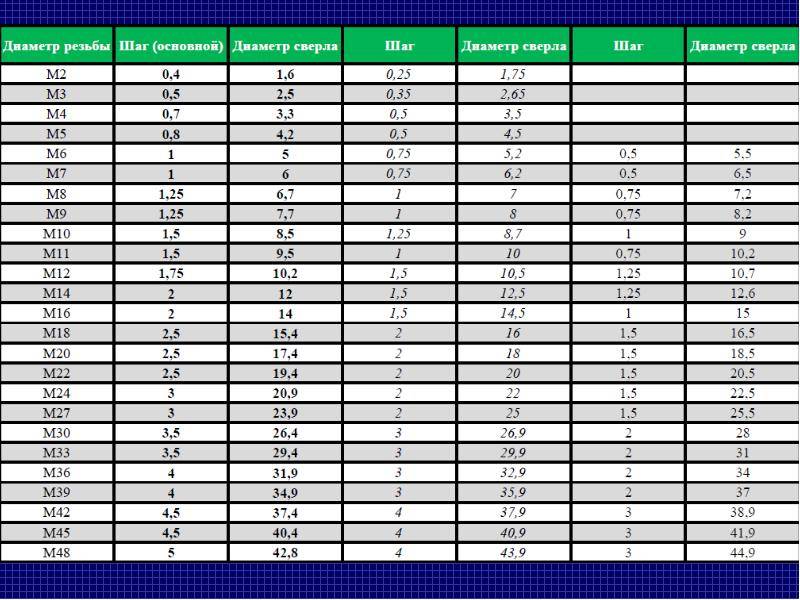
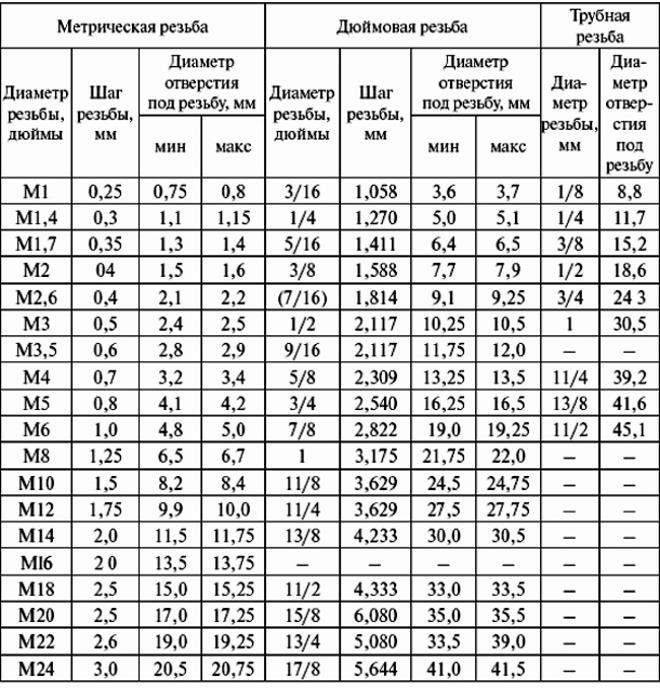
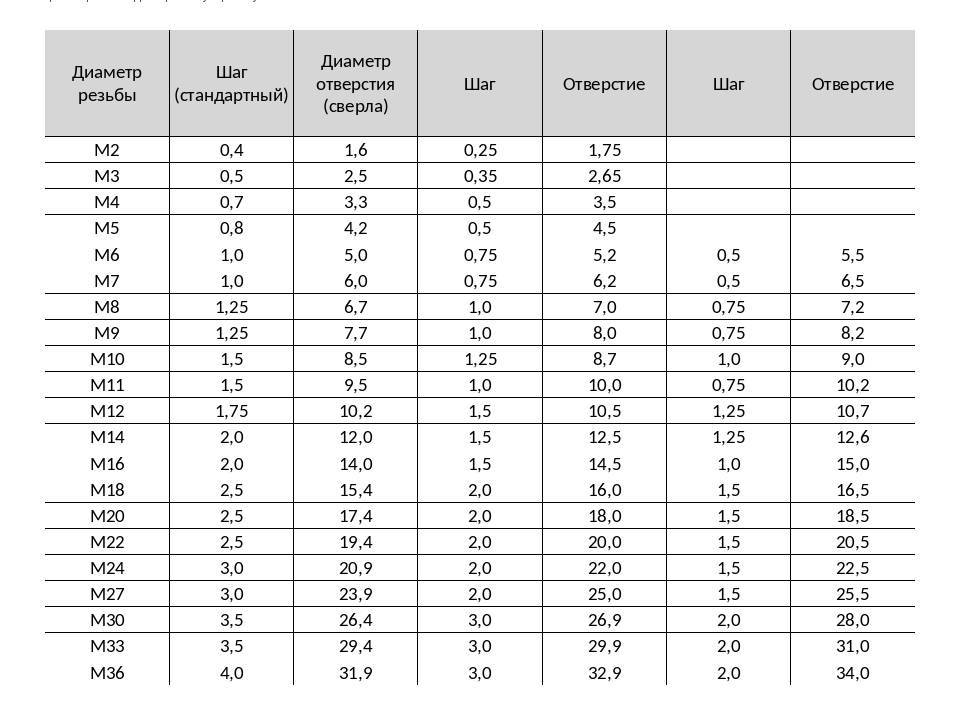
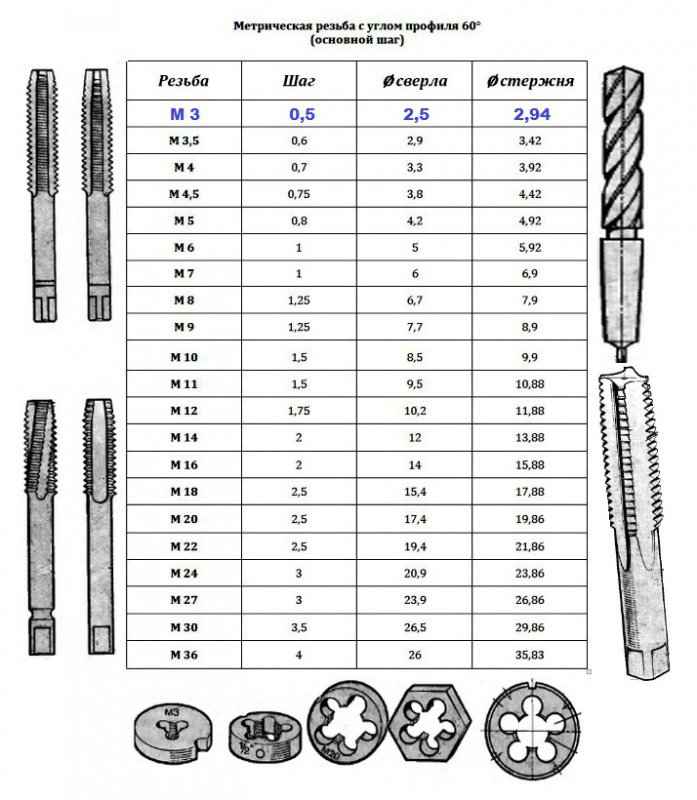
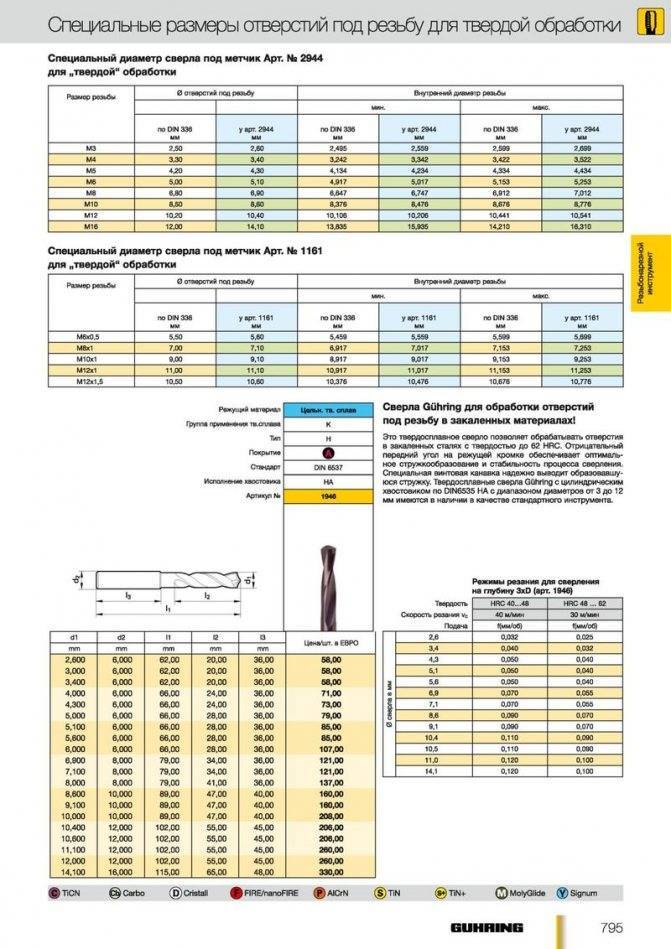
Большое значение имеет правильный выбор диаметров отверстия. Если диаметр больше, чем следует, то внутренняя резьба не будет иметь полного профиля и получится непрочное соединение. При меньшем диаметре отверстия вход метчика в него затруднителен, что ведет к срыву первых витков резьбы или к заклиниванию и поломке метчика. Диаметр отверстия под метрическую резьбу можно приближенно определить, умножив размер резьбы на 0,8 (например, для резьбы М2 сверло должно иметь диаметр 1,6 мм, для М3 — 2,4-2,5 мм и т.д. (см.. таблицу).
Необходимо смазать режущую часть метчика густым маслом (напр. солидол), животным жиром (салом) или растительным маслом — жидкое моторное масло лучше не использовать, так как оно зачастую портит резьбу — и вставить в отверстие.
Затем необходимо внимательно следить за тем, чтобы метчик шел точно по оси отверстия во избежание поломки. После нарезки 4-5 витков, метчик извлекается из отверстия и очищается от стружки. После этого его еще раз смазывают и вновь ввертывают в отверстие, нарезают еще 4-5 витков, продолжая операцию до упора (при глухом отверстии или до выхода метчика (при сквозном отверстии).
Затем очищают первый метчик, кладут его на место и берут метчик с двумя рисками, смазывают его, вручную ввертывают его в отверстие и, как только он начнет врезаться в металл, надевают на него вороток


После нарезания каждых 5-6 витков метчик очищают от стружки и смазывают до полного прохода отверстия.
Затем очищают второй метчик, кладут его на место, берут последний метчик с тремя рисками, также смазывают жиром, рукой ввертывают в отверстие до зацепления, надевают вороток и осторожно калибруют резьбу. Очистку от стружки и смазывание повторяют, как и ранее.
Дюймовыми метчиками резьба нарезается также как и метрическими
Для нарезания резьбы на трубах применяют клуппы, обычно с регулируемыми режущими элементами в диапазоне резьб для труб с внутренним диаметром от 1/4 до 4 дюймов. Резьбы на трубах и стернях большого диаметра лучше нарезать на токарно-винторезных станках.
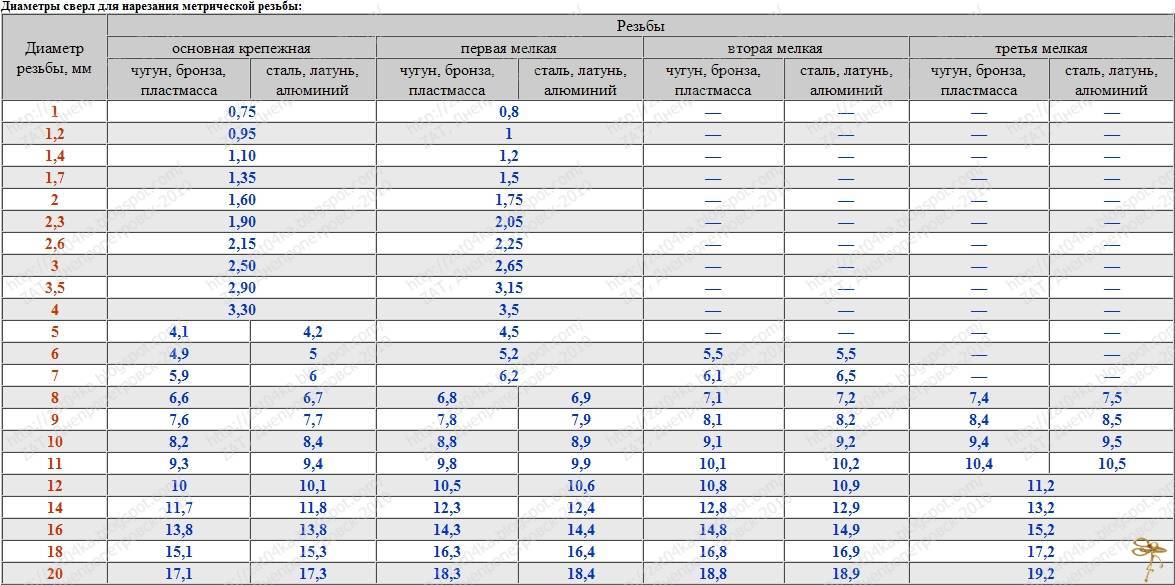
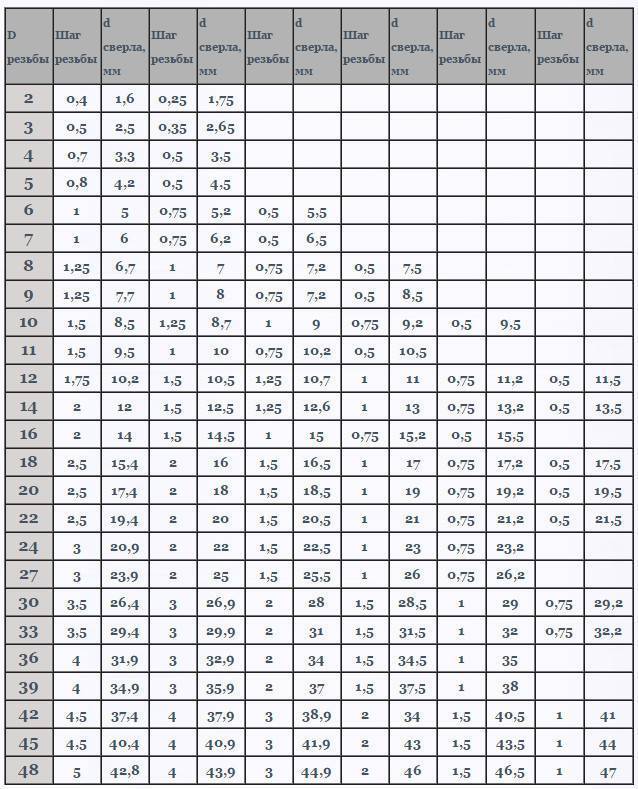
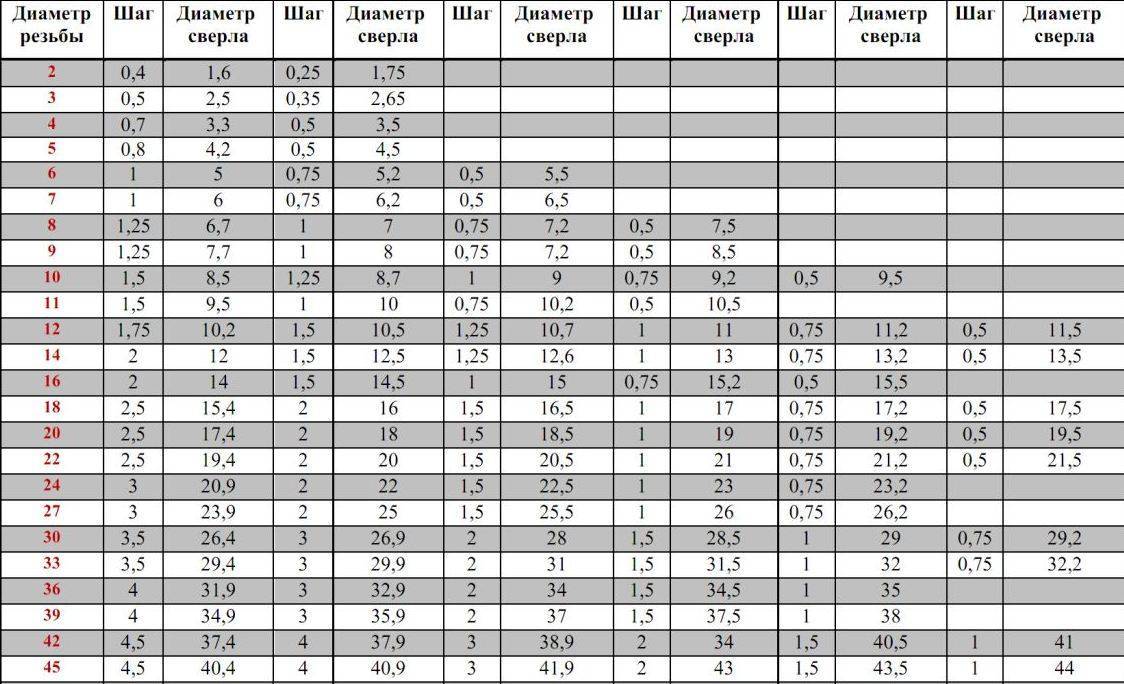
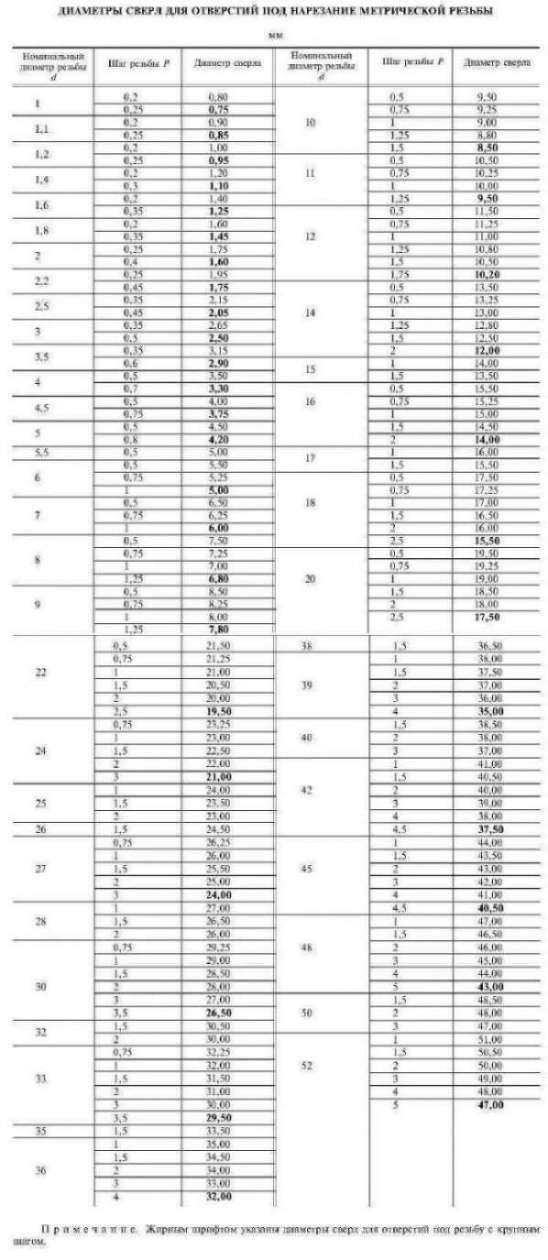
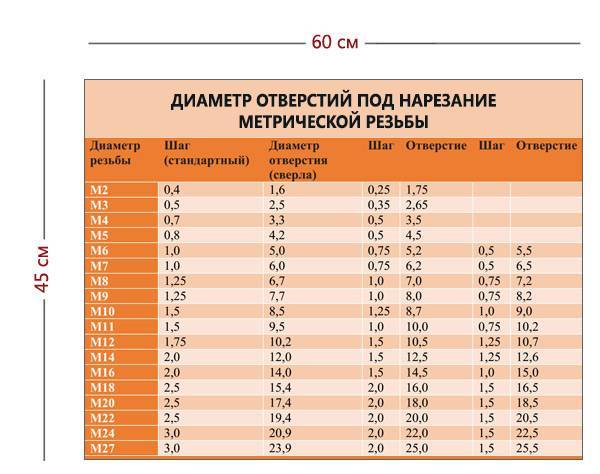
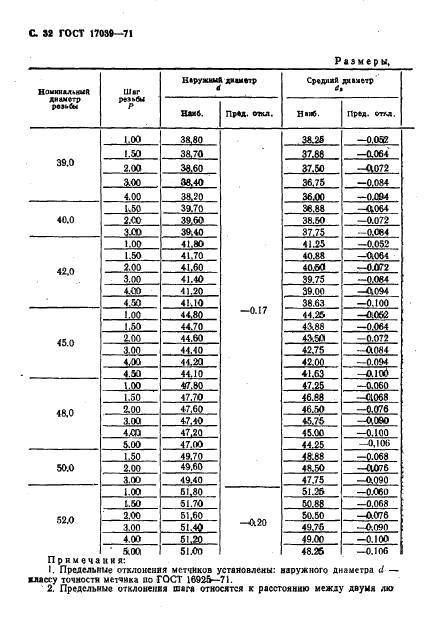
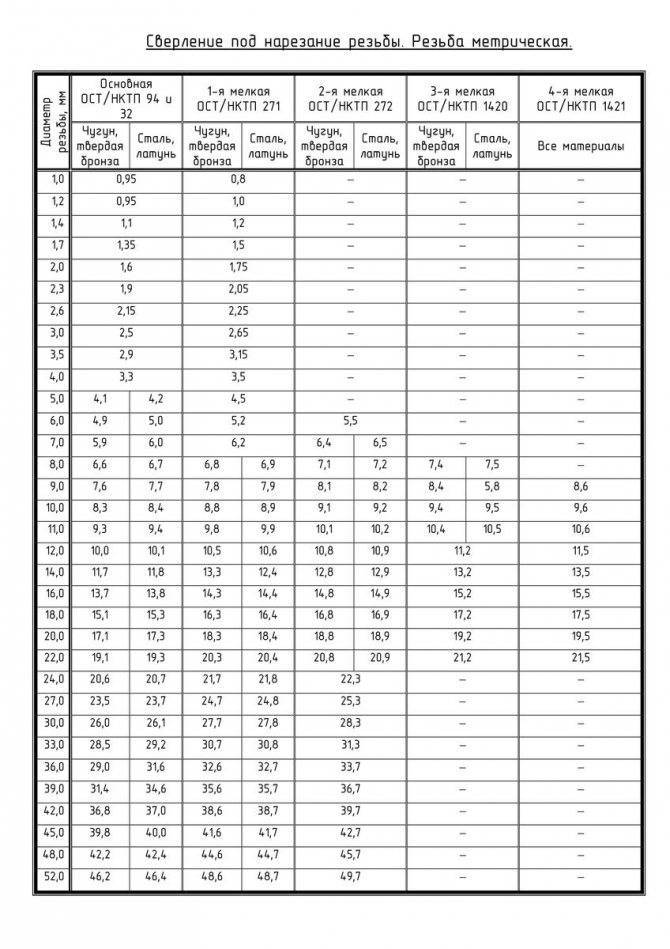
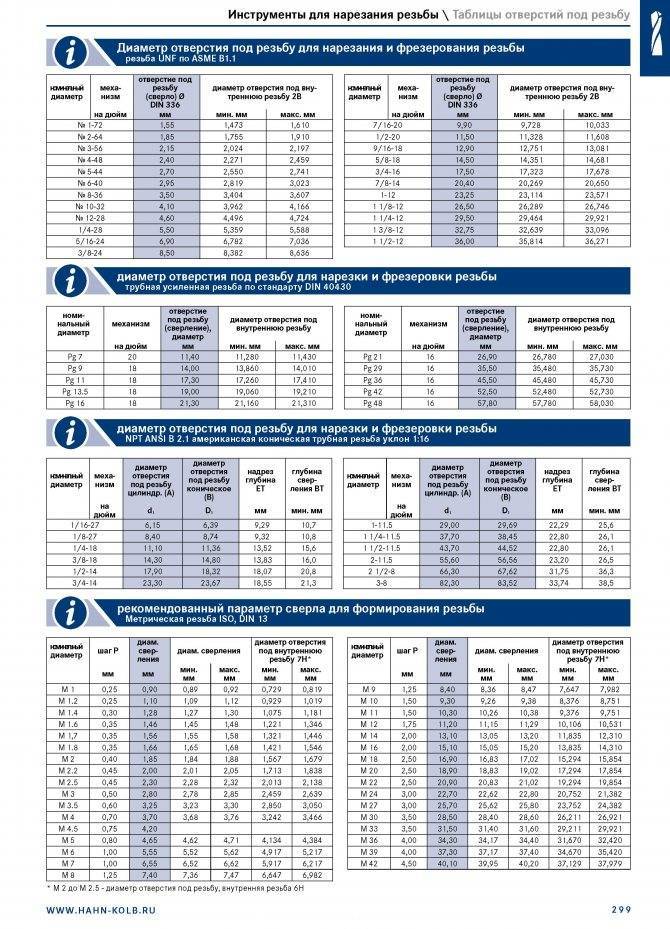
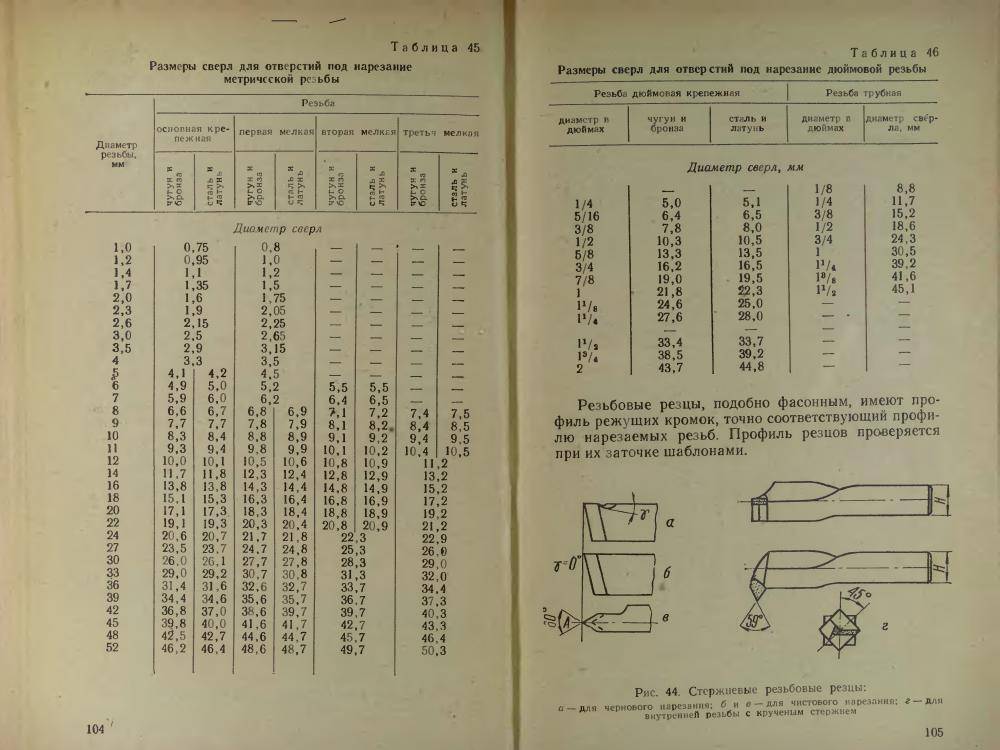
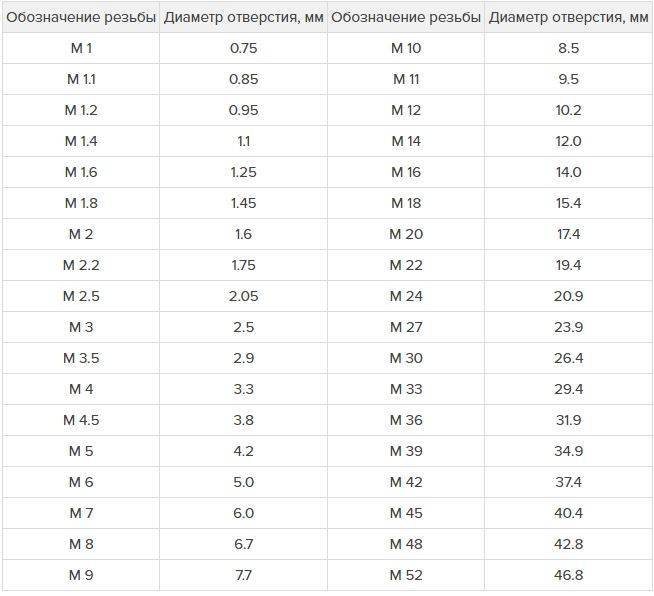
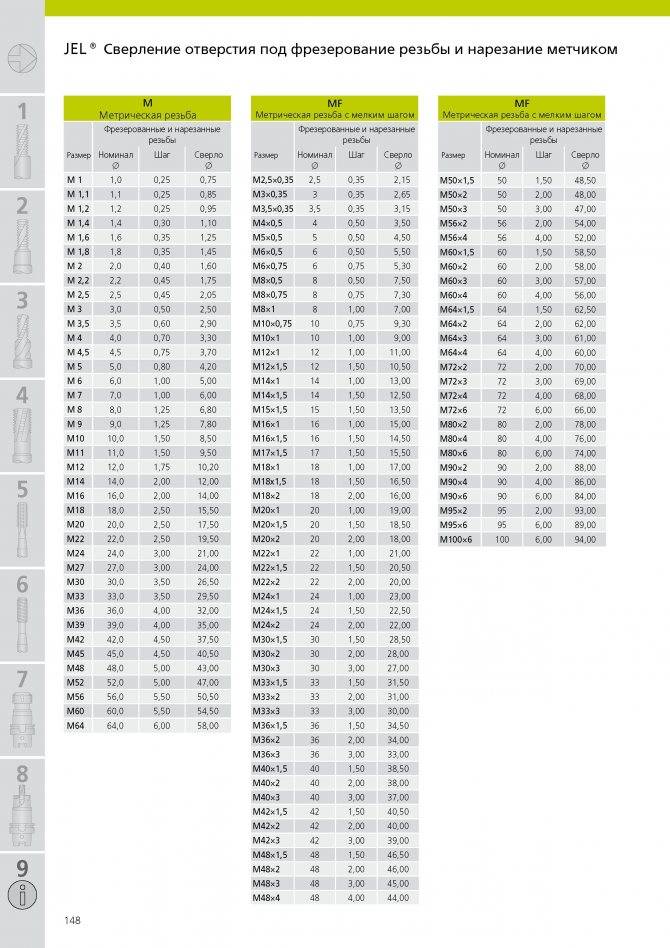
Диаметр верл для высверливания отверстий под метрическую резьбу следует подбирать по таблице 2.
Таблица 2. Диаметры сверл для высверливания отверстий под метрическую резьбу
Консультации и техническая поддержка сайта: Zavarka Team
Удаление сломанного инструмента
Даже слесари с многолетним опытом в силу разных причин иногда ломают метчики при нарезании внутренних резьб ручным способом. Вопрос в том, как извлечь обломок изделия, ведь не всегда проблему можно решить проделыванием другого отверстия. Если обломок хоть немного торчит над поверхностью, стоит попробовать захватить его пассатижами или губками ручных тисков и попытаться вывернуть естественным образом. Как правило, это дает успешный результат.
Когда обломок рабочей части полностью сидит в отверстии, нужны кардинальные меры. Одна из них — попробовать вывернуть его оттуда сверлом левого вращения, работая дрелью на самых низких оборотах. Ничего не выходит? Придется отыскать сверло с твердосплавным наконечником или алмазом и просто высверлить застрявший кусок инструмента.
Отломанную рабочую часть метчика подчас бывает очень трудно извлечь, поэтому к выполнению работы надо отнестись скрупулезно, особенно при недостатке опыта. Пользуйтесь хорошо заточенным инструментом, соблюдайте все предложенные выше рекомендации, и вы 100% получите результат в виде надежного резьбового соединения.
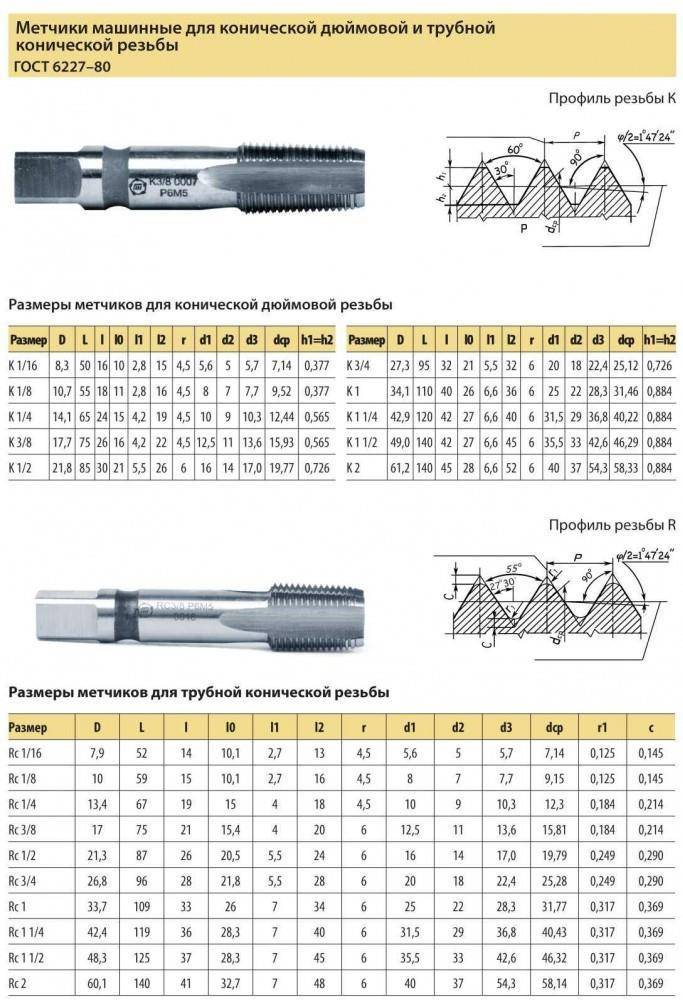
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
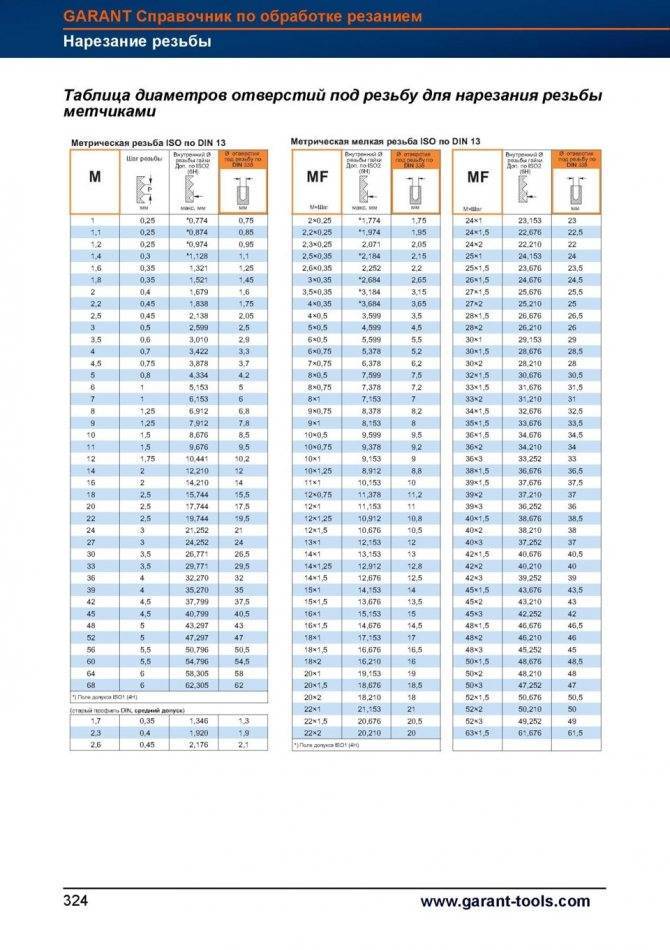
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
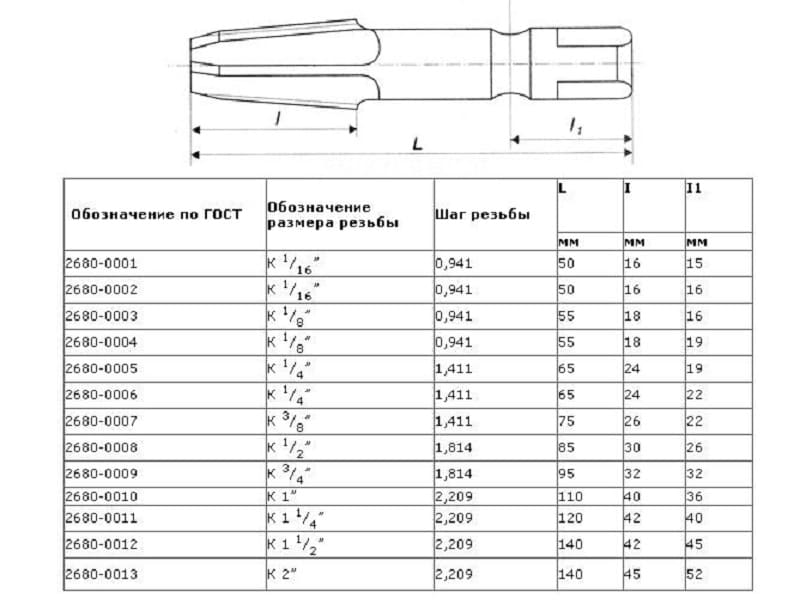
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
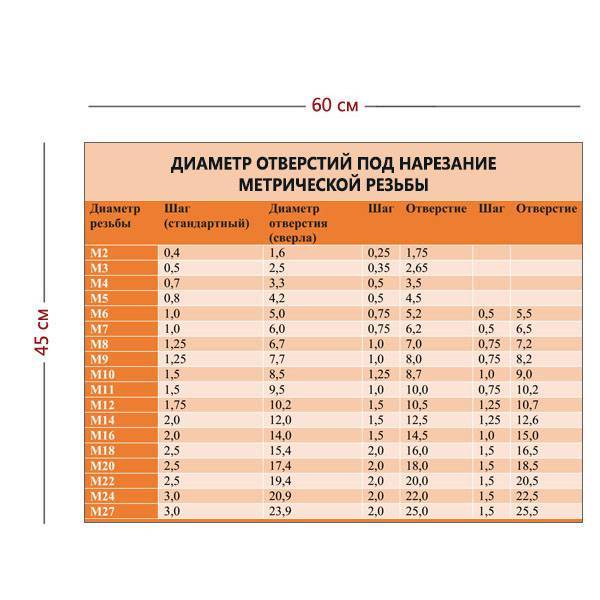
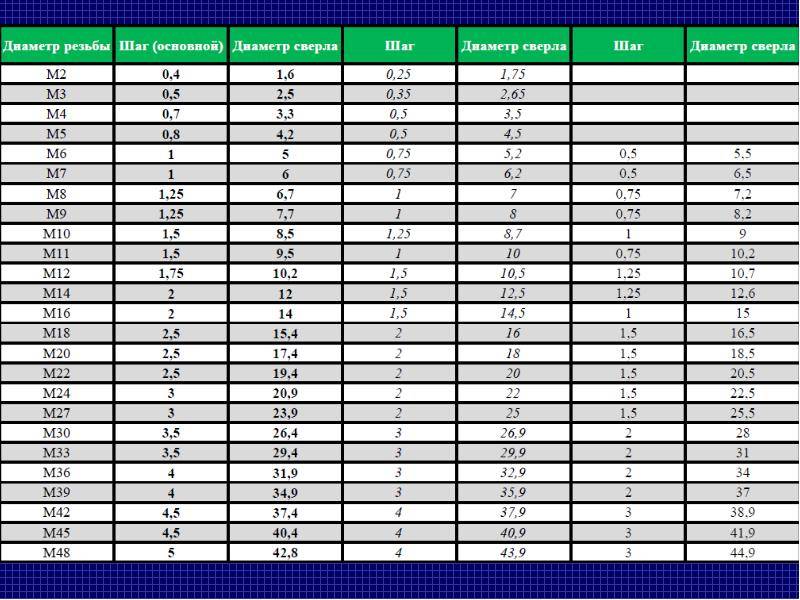
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Нарезка внутренней резьбы
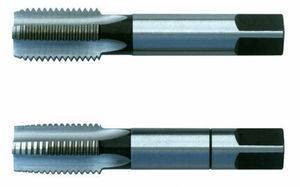
Чтобы нарезать внутреннюю резьбу, мастеру потребуется метчик и вороток. Метчик состоит из 3 основных частей:
- Режущей части
- Калибрующей части
- Хвостовика

Вдоль винтовой нарезки метчика предусмотрены 3-4 канавки, которые используются для отвода стружки. Метчик может иметь несколько разновидностей головки:
- Вытянутую заостренную
- Плоскую
Метчики с вытянутой заостренной головкой используются для нарезки резьбы в сквозных отверстиях. В этом случае заостренная головка помогает центрировать режущую часть метчика при создании первых витков.
Метчики со сплюснутой головной частью используются для изготовления резьбы в глухих отверстиях. Такими метчиками немного сложнее нарезать первые витки резьбы.
Хвостовая часть метчика вставляется в вороток. Головка метчика помещается в отверстие и вращающим движением метчик вкручивается, нарезая таким образом резьбу.
Для нарезки внутренней резьбы обычно предлагаются комплекты метчиков. Если резьба создается в обычной углеродистой стали, то для винтовой нарезки рекомендуется использовать 2 метчика, черновой и чистовой.
Черновым метчиком делается первый проход. Суть чернового метчика в том, чтобы создать заготовку резьбы. В этом случае при прохождении чистовым метчиком можно добиться получения максимально чистой и точной винтовой канавки. При работе чистовым метчиком уже нет необходимости центрировать инструмент и прилагать излишние усилия для резки металла.
Если же внутренняя резьба создается в нержавеющей стали или твердом сплаве, то лучше всего использовать комплект из 3 метчиков: чернового, получистового, чистового. Тройной проход различными метчиками позволяет добиться получения винтовой канавки высокого качества.
Что еще нужно знать про виды резьбы.

Ручная или машинная нарезка внутренней резьбы
Как правило, вручную нарезается лишь метрическая резьба. При этом диаметр винтовой канавки обычно составляет не более 20 (мм). Если требуется создать резьбу более крупного размера, то мастеру потребуется помощь оборудования. Это же относится и к резьбе трубного (дюймового) типа.





Для машинной нарезки резьбы обычно используются:
- Токарный станок
- Сверлильный станок
- Резьбонарезная машина
Отличить метчики для ручной и машинной нарезки очень просто. В метчиках ручного типа хвостовая часть имеет квадратный шлиц, что позволяет фиксировать инструмент в воротке. Машинные же метчики имеют хвостовик под цанговый зажим или самоцентрирующийся патрон. В некоторых случаях хвостовик метчика создается под конус Морзе.
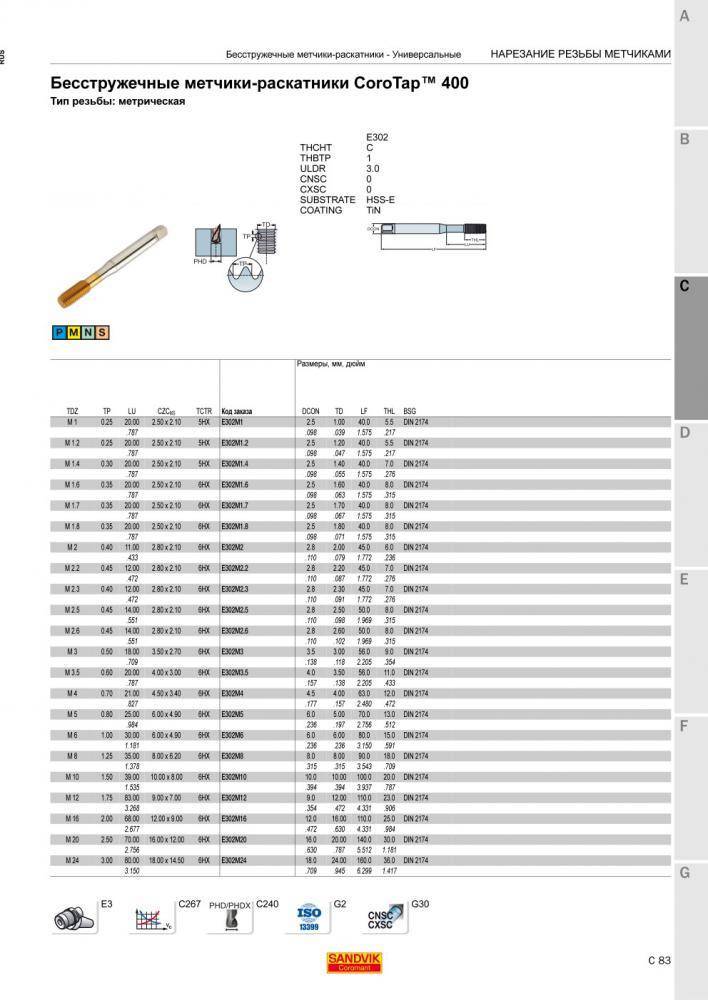
Отдельной категорией инструмента для машинной нарезки внутренней резьбы используются так называемые накатные метчики. Такие метчики лишены канавок для выхода стружки. В данном случае резьба создается без образования стружки.
Как нарезать резьбу плашкой.

Технология: как пользоваться метчиком для резьбы
Есть несколько этапов, каждый из которого важен. Это подготовительные процедуры, 1, 2, 3 и более подходов вращения, финишная шлифовка. О подготовке подробнее поговорим ниже. Сама манипуляция с инструментом условно проста. Необходимо направить кончик, установить его ровно, а затем с помощью воротка делать вращательные движения.
Особые рекомендации:
- Мы не советуем приступать к нарезке неподготовленной заготовки. Если у вас уже есть лист металла, где сквозное отверстие получено путем штамповки или другой металлообработки, необходимо его рассверлить, а затем отзенковать – срезать края.
- Снимите с образца фаски на верхних 0,5 см. Делать это требуется под углом 60 градусов.
- Инструмент необходимо смазывать и охлаждать в процессе, иначе получится дополнительная термальная обработка, в ходе которой металлическая поверхность может приобрести дополнительную прочность.
- Делайте обратный ход через каждый 1-2 витка. Это позволяет очистить рабочую зону от налипания стружки.
Посмотрим видеоролик. На нем показана не только работа с метчиком для нарезания внутренней резьбы, но и с плашкой – для наружной:





