

На что обратить внимание при выборе
Если копарь решил поменять сломанную штангу своего металлодетектора, ему стоит обратить внимание на оригинальные запчасти, новые или даже контрактные. Практически ко всей серийной продукции можно купить «родные» штанги. Если же покупка или изготовление новой штанги — вопрос тюнинга, то идти стоит от задач: облегчить прибор, или расширить круг задач, или наоборот сузить его
Например, только под пляжный коп стоит взять углепластик — алюминий плохо себя чувствует в морской воде, корродирует
Если же покупка или изготовление новой штанги — вопрос тюнинга, то идти стоит от задач: облегчить прибор, или расширить круг задач, или наоборот сузить его. Например, только под пляжный коп стоит взять углепластик — алюминий плохо себя чувствует в морской воде, корродирует.

Но главное в штанге — всё-таки не вес, а баланс. Если металлодетектор постоянно приходится «давить» от себя, если он хлопает по локтю — баланс в подлокотнике, и это плохо. Если наоборот кисть выворачивает вперёд и локоть толкает вверх — тоже ничего хорошего.
Баланс — штука индивидуальная и стоит подбирать штангу так, чтобы она соответствовала ощущениям пользователя.
Конструкции метчикодержателей
Любой метчик, как известно, имеет круглую в сечении посадочную часть, и квадратный хвостовик, за который и вращается инструмент. Размеры этих частей стандартизированы в соответствии с ГОСТ 3266, а потому не зависят от исполнения метчика, типа резьбы (левая, либо правая) и прочих факторов. Поэтому различия в конструкциях метчикодержателей касаются:
- Формы держателя – плоский или угловой.
- Направления вращения метчика – радиального или осевого.
- Количества посадочных гнёзд под хвостовики.
- Наличия или отсутствия возможности для регулировки размеров посадочного отверстия.
Регулируемые воротки обычно снабжаются одним – тремя отверстиями постоянного размера, и одним регулируемым. Метчикодержатели с осевым направлением подачи метчика иногда называют торцевыми. Они предназначаются для получения внутренних резьб в ограниченных рабочих пространствах.

Любой регулируемый метчикодержатель с радиальным направлением вращения инструмента, изготовленный по требованиям ГОСТ 3266, состоит из следующих частей:
- Призматической рамки;
- Съёмной рукоятки, которая при помощи штифта соединяется с рамкой. На рукоятке имеется трещотка, фиксирующая текущее положение инструмента при необходимости переустановки ручки;
- Неподвижной рукоятки;
- Пары подвижных сухарей, которые могут перемещаться в пазах рамки;
- Гужона, который фиксирует сухари в определённом положении (в нерегулируемых воротках эта деталь отсутствует).
Торцевые, т-образные метчикодержатели устроены иначе. Это обусловлено необходимостью прилагать возрастающее усилие, по мере увеличения глубины нарезаемой резьбы. Поэтому они изготавливаются с трещоткой, а в корпусе предусматривается только одно крепёжное отверстие. Трещотка обеспечивает стабильность положения метчикодержателя в момент переустановки поворотных ручек.

Для обеспечения стабильного значения крутящего момента применяются ручные тарированные воротки. При перегрузке во время вращения (что может произойти, например, при неверном диаметре отверстия или повышенной твёрдости детали) такой инструмент скользит, предохраняя тем самым метчик от поломки. Тарированные метчикодержатели состоят из:
- Корпуса, снабжённого сквозным отверстием под ручки;
- Двух изогнутых ручек (вместо них можно использовать любой прут из незакалённой средне- или высокоуглеродистой стали);
- Подвижной нажимной втулки, на противоположном торце которой имеется квадратное отверстие под хвостовик;
- Возвратной пружины, выставленной на определённое значение крутящего момента.

Среднее колено
В качестве оправки для второго сегмента нашей штанги мы будем использовать только что изготовленное нижнее колено.
Необходимая длина – 61 см, толщина стенок 2.5-3 мм.
Готовим примерно 130 мл эпоксидного клея, отрезаем полотно из стеклохолста размером – 145х61 см, и обматываем нашу оправку.
Для того, чтобы трубы можно было бы разъединить после застывания, промазываем нашу оправку солидолом и сверху делаем пару оборотов пищевой пленкой. Одним словом, повторяем все, что мы делали при изготовлении самого нижнего колена штанги, за исключением того, что теперь в качестве оправки используется не металлический профиль, а уже готовое нижнее колено.
В общем, обматываем болванку стеклохолстом, промазываем эпоксидкой, сверху обкладываем ровными дощечками, предварительно обклеенными скотчем. Потом все стягиваем либо скотчем, либо синей изолентой. Ну а в моем случае, я снова воспользовался той же суперской пресс-формой с барашками:
Если кому интересно, то первая попытка изготовления второго колена штанги потерпела фиаско. Несмотря на прослойку из полиэтилена и смазки, две трубы настолько прочно сцепились друг с другом, что разъеденить их не было никакой возможности. Пришлось вспарывать верхнюю трубу по всей длине и начинать сначала.
Во второй раз я решил испробовать веревочно-солидольный способ:
По моей задумке, после застывания я вытяну веревку виток за витком и извлеку внутреннюю трубу без каких-либо усилий. Но, как это часто бывает, у судьбы на этот счет были другие планы.









Когда все застыло, я начал потихоньку сматывать нитку виток за витком. И где-то через 5-10 см веревку там заклинило наглухо и она порвалась. Я попытался провернуть тот же фокус с другой стороны, но и там меня постигла неудача. Так что никогда не используйте для этих целей льняную веревку, берите капроновую.
Короче, трубы я разъединял долго и нудно, с помощью шпилек, гаек, всяких приспособ и грубой физической силы. Убил на это полдня, но все-таки добился своего. Теперь у меня есть две трубы, свободно вкладывающиеся друг в друга.
Вороток для метчиков своими руками
Всем привет. Последнее время часто появляется необходимость нарезать резьбу в чём либо. Всегда это делал шуруповертом. Но вчера понадобилось нарезать резьбу в металле толщиной 5 мм. Шуруповертом не пойдёт, метчик закусит и сломает. Воротка у меня нет.
Пошел в ближайший строй маг, посмотрел там воротки, цены кусаются))). Вспомнил, что на работе как-то работал самодельным воротком из трубки и 2-х гаек. Решил сделать что-то подобное. В том же строй магазине купил длинную гайку М12 и 2 болта М12*70.
В гайке сделал 3 отверстия Ф5 мм для метчика М5, Ф6 мм для метчиков М6 и М8. И Ф7 мм для метчиков М10.
Болты обтачивал на болгарке, зажав их в дрель, токарного станка у меня нет, и я согласен, что работа не ювелирная.
Данный вороток прошел испытания, и мне он нравиться
Спасибо за внимание, может кому пригодиться
Автор; Игорь Сивушенко г.Шымкент, Казахстан
Можно ли изготовить метчикодержатель самостоятельно?
Изготовление метчикодержателя своими руками – процесс весьма трудоёмкий. Его можно облегчить, если попытаться восстановить имеющееся, но изношенное приспособление: ведь потеря размеров сухарных планок обычно происходит гораздо быстрее, чем у остальных деталей. Перед работой следует оценить прочность корпуса, особенно, если он изготовлен не из стали, а из литого алюминиево-магниевого или цинкового сплава. Наличие микротрещин – преграда непреодолимая.
Если корпус находится в хорошем состоянии, то дальнейшие работы ведутся в следующей последовательности:
- Проектируются и изготавливаются две сухарные планки под зажим метчика, который соответствует параметрам ГОСТ 3266 или DIN Одна планка выполняется сплошной (она будет неразъёмной), а вторая снабжается отверстием под регулировочный винт.
- Из среднеуглеродистой стали типа сталь 45 вытачивается подвижная ручка, на противоположном конце которой устраивается сплошная насечка. Посредине насечки сверлится отверстие под вращающую рукоятку.
- В боковой части корпуса выполняется резьбовое отверстие под фиксирующий гужон (он не должен быть крупнее М3,5).
- При необходимости изготавливаются сменные удлинители, которые пригодятся, если предстоит нарезать глубокую резьбу в деталях из закалённой стали. По соображениям безопасности, удлинитель должен быть выполнен из цементуемой стали типа сталь 20 или из высокоуглеродистой пружинной стали марки 60С2.

Неразъёмный метчикодержатель изготовить своими руками значительно проще. В призматической вставке, размеры которой соответствуют отверстию корпуса метчикодержателя, фрезеруется квадрат 8×8, а для ручек приспосабливается любой некалёный стальной стержень (и в этом случае не забываем о поверхностных насечках!).
Цены на поворотные метчикодержатели отечественного производства (бренд Matrix) с трещоткой варьируются в пределах 500…800 руб. (в зависимости от размера посадочной части). Цена импортных воротков от торговой марки Stayer (Австрия) стартует от 2500 руб., хотя практически особой разницы в качестве не ощущается.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.

Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Использование метчика: особенности
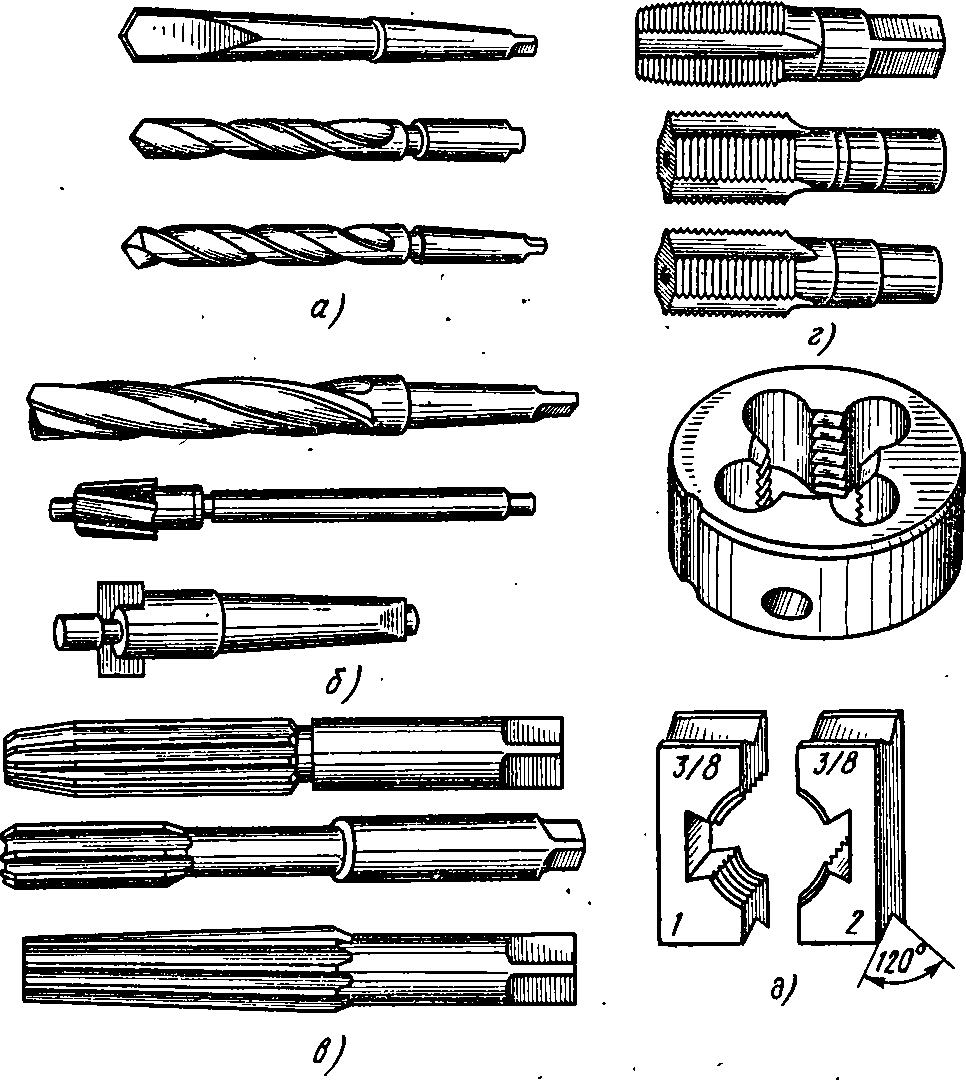
Набор металлорежущего инструмента: а — сверла, б — зенкеры, в — развертки, г — метчики, д — плашки.
Метчик – режущий инструмент, посредством которого создаются отверстия с внутренней резьбой. Своего рода он выполняет функцию резьбонарезания.









Конструкция метчика представляется двумя частями: нарезающей и хвостовой. Первая часть имеет калибрующий и заборный фрагмент. «Хвостик» же предназначен для закрепления в патроне. При помощи рабочей части (винта с канавками) как раз и происходит сверление отверстия, в то время как заборная осуществляет насечку резьбы, а за счет калибрующей части происходит зачистка отверстия.
Канавки на основании помогают выводить отработанный материал. Некруглая форма задней части способствует тому, что детали избегают трения.
Метчиком можно выполнить трапецеидальную, метрическую, трубную и цилиндрическую резьбу. Такой процесс осуществим как руками, так и при помощи станков. В зависимости от назначения резьбу делают за один, два или четыре раза. На этот момент влияют:
- тип отверстия;
- шаг резьбы;
- необходимая шероховатость;
- механические свойства обрабатываемого металла.
Если необходимо работать с крупной резьбой, то подберите несколько метчиков. Ориентируясь на вид работы, инструмент может быть:

Рекомендуемые значения диаметров отверстий и стержней.
Машинно-ручным или просто машинным. Соответственно, его используют при ручной или машинной резьбе. В таком случае подбор осуществляется среди таких видов: прямого, винтового или с укороченными канавками, через которые выводится стружка.
Гаечные. Предназначаются для работ под гайки
Для подбора метчика обращают внимание на прямые модели или с изогнутым «хвостиком», на удлиненные.
С вырезанной ниткой. Такой используется в обработке листовых деталей или при работе с пластичным металлом.
Слесарные
Основное предназначение – ручная нарезка. Они являются элементом комплекта, в который входят чистовой, черновой и средний метчик. Черновой используется, если точность нарезки не принципиальна, средний – корректирует ее, а чистовой завершает всю работу. Выбор такого метчика рационален в случае, когда необходима резьба диаметром от 0,8 до 1,8 см.
Конические. Заборная часть оснащена не полной резьбой, а вот калибрующая – полной. При помощи такого вида резьба наносится на сквозные отверстия.
Плошечные. Заборный конус имеет большой размер. Используются для создания предварительной резьбы в плашках.
Маточные. Имеют спираль с правой стороны в канавках. При их помощи в резьба зачищается.
Бесканавочные. Приемный конус имеет более короткое основание, а также отсутствуют продольные канавки. Используя такой вид, производительность повышается, а сам инструмент реже ломается.
Комбинированные. Посредством «шейки» соединяются две части – черновая и чистовая. При помощи использования такого метчика время на выполнение работ по резьбе значительно сокращается. Одним из таких примеров можно назвать сверло-метчик. Им можно выполнять и сверление, и нарезание.
Специальные. Это инструменты узкой направленности. Сюда относят насадной, корабельный и тандем-метчик.
Т-образный держатель метчиков (и не только) с трещоткой

Всем привет. Последнее время часто появляется необходимость нарезать резьбу в чём либо. Всегда это делал шуруповертом. Но вчера понадобилось нарезать резьбу в металле толщиной 5 мм. Шуруповертом не пойдёт, метчик закусит и сломает. Воротка у меня нет.
Пошел в ближайший строй маг, посмотрел там воротки, цены кусаются))). Вспомнил, что на работе как-то работал самодельным воротком из трубки и 2-х гаек. Решил сделать что-то подобное. В том же строй магазине купил длинную гайку М12 и 2 болта М12*70.
В гайке сделал 3 отверстия Ф5 мм для метчика М5, Ф6 мм для метчиков М6 и М8. И Ф7 мм для метчиков М10.
Болты обтачивал на болгарке, зажав их в дрель, токарного станка у меня нет, и я согласен, что работа не ювелирная.
Данный вороток прошел испытания, и мне он нравиться
Спасибо за внимание, может кому пригодиться
Автор; Игорь Сивушенко г.Шымкент, Казахстан
Как своими руками сделать простой вороток для метчиков
Рассматриваемый самодельный держатель метчиков прост в изготовлении, и материалы для него найти легко. Если подходящих метизов не окажется в гараже, их можно купить за незначительную сумму. Процесс изготовления своими руками займет примерно полчаса, а результатом будет добротный вороток для метчиков.
Самодельный метчикодержатель — фото.
Что вам потребуется
Основой для самодельного приспособления послужит длинная гайка-муфта, а в качестве рукояток понадобятся болты или шпильки.
Вороток изготавливается под несколько типовых размеров метчиков, при этом хвостовик наиболее крупного не должен превышать диаметр используемых болтов.
Здесь важно соблюдать пропорциональность: не стоит подбирать крупную гайку для самых мелких метчиков, лучше сделать два держателя – большой и малый. Гайка-муфта и 2 болта для воротка
Гайка-муфта и 2 болта для воротка.
| Размер метчика | Диаметр хвостовика, мм |
| М3, М4 | 4 |
| М5 | 5 |
| М6 | 6,3 |
| М8 | 8 |
| М10, М12 | 10 |
| М14 | 11,2 |
| М16 | 12,5 |
| М18 | 14 |
Список необходимого инструмента:
- Дрель.
- Сверла по металлу.
- Молоток.
- Кернер.
- Штангенциркуль.
- Напильник.
- Тиски.
Инструмент для изготовления самодельного воротка.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.










Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Читать также: Маска сварщика хамелеон описание
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Как сделать вороток своими руками
Определившись с типоразмерами метчиков, замерьте штангенциркулем их хвостовики.
Подберите три подходящих сверла (или четыре, как захотите).
Разметьте на длинной гайке центры сверления и сделайте кернером углубления. Зажав заготовку в тисках, выполните сначала все отверстия сверлом наименьшего диаметра.
Затем расширьте соответствующие отверстия до требуемого размера.
Прогоните внутреннюю резьбу подходящим метчиком, используя для вращения гаечный ключ, если у вас нет другого воротка.
Заготовка для воротка.
Закрутите болты с обеих сторон – самодельный держатель готов.
Правильное нанесение резьбы вручную
Опыт нанесения нарезки приходит при регулярных работах подобного плана. Если вы ранее не пользовались метчиком воспользуйтесь следующей инструкцией по проделыванию резьбы:
- Выбор сверла соответственно будущему отверстию (смотрите в таблице выше). Сверло для работ должно быть острым и ровным, иначе нарезка будет хлипкой. При работах входную область зенкуют. Делать отверстия сподручнее на станке, это облегчит процесс вкручивания.
- Нанесение резьбы. В данных работах главное – точность, поэтому спешить не стоит. Проделывание отверстие начинают с насадки меньшего диаметра, постепенно увеличивая калибр. Это позволит создать прочную и гладкую резьбу. Также рекомендуется в обязательном порядке использовать финишную глубину. Она обеспечит легкое вхождение винта. Размер метчика должен соответствовать маркировке винта. Не стоит использовать половинчатые значения, в ГОСТе не существует ни соединений, ни винтов с такими показателями.
- Очистка. После нанесения резьбы из нее необходимо удалить частички металла, а отверстия прочистить металлическим ершиком. Глухие отверстия чистят кистью и продувают сжатым потоком воздуха. После чистки вкручивают винт и тестируют резьбу. Крепеж должен входить легко, без нажима.
Простой держатель метчика своими руками — Сделай сам

Если у вас в мастерской или гараже нет практичного держателя для метчика (например, сломался), то его можно легко и достаточно быстро сделать своими руками из доступных подручных материалов.
При помощи этого самодельного держателя нарезать внутреннюю резьбу будет намного удобнее, при этом конструкция данного приспособления позволяет быстро устанавливать метчики разных размеров. В общем, работать с таким держателем — одно удовольствие.
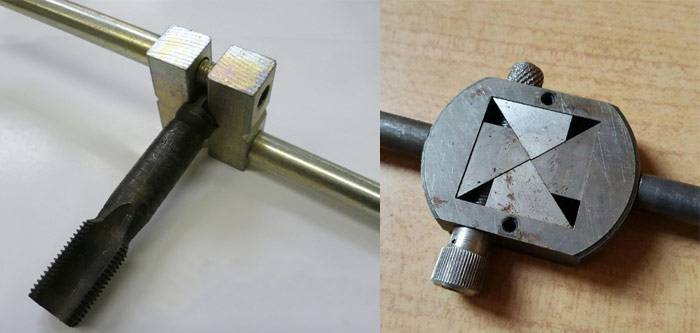
Основные этапы работ
От стального квадрата при помощи болгарки отрезаем два одинаковых отрезка длиной примерно по 7–8 см (больше делать не имеет никакого смысла). Затем накладываем заготовки одна на другую с небольшим нахлестом, скрепляем скотчем или малярной лентой, и сверлим в них по два отверстия.
На следующем этапе в отверстиях нарезаем резьбу, после чего соединяем обе детали вместе, но уже при помощи болтов. В центре приспособления сверлим одно отверстие, затем все снова разбираем, чтобы дополнительно обработать его напильником треугольной формы.
Работать с таким самодельным держателем очень просто — сначала ослабляем болты, затем вставляем метчик в отверстие и снова зажимаем. Теперь можно приступать к работе. Благодаря наличию длинных ручек, нарезать резьбу в разных металлических заготовках не составит особого труда.
Подробный процесс изготовления самодельного держателя для метчика вы можете посмотреть в видеоролике на нашем сайте.
Оцените запись
Простой держатель для метчиков своими руками и не только
В этой статье хочу вам рассказать, как можно в гаражных условиях сделать очень простой и много функциональный держатель для метчиков. Делается очень просто, не нужно какие-то специальные навыки и иметь много инструмента, достаточно практически одной дрели.
Итак, что для нашей поделки потребуется…
Сначала идём в магазин и покупаем вот такую, вот широкую гайку М10 или М12, её ещё по-моему называют соединительная гайка.
Как сделать направляющие своими руками
Аналог заводских рельс с т-образным пазом легко изготовить из металлической трубы прямоугольного или квадратного сечения. Подходит профиль высотой не более половины толщины столешницы. Сразу подберите болты и разметьте вырез на одной стороне трубы соразмерно диаметру болта.










Вырежьте паз болгаркой, подровняйте края напильником и закруглите кромки наждачной бумагой.

Подберите подходящие обрезки профилей для изготовления слайдеров, если шестигранная головка меньше желоба и проворачивается в нем.

Просверлите отверстия для болтов и нарежьте скобы, рассчитывая их высоту на 1–2 мм меньше, чем внутренний проход профиля.

Можно ли изготовить метчикодержатель самостоятельно?
Изготовление метчикодержателя своими руками – процесс весьма трудоёмкий. Его можно облегчить, если попытаться восстановить имеющееся, но изношенное приспособление: ведь потеря размеров сухарных планок обычно происходит гораздо быстрее, чем у остальных деталей. Перед работой следует оценить прочность корпуса, особенно, если он изготовлен не из стали, а из литого алюминиево-магниевого или цинкового сплава. Наличие микротрещин – преграда непреодолимая.
Если корпус находится в хорошем состоянии, то дальнейшие работы ведутся в следующей последовательности:
- Проектируются и изготавливаются две сухарные планки под зажим метчика, который соответствует параметрам ГОСТ 3266 или DIN Одна планка выполняется сплошной (она будет неразъёмной), а вторая снабжается отверстием под регулировочный винт.
- Из среднеуглеродистой стали типа сталь 45 вытачивается подвижная ручка, на противоположном конце которой устраивается сплошная насечка. Посредине насечки сверлится отверстие под вращающую рукоятку.
- В боковой части корпуса выполняется резьбовое отверстие под фиксирующий гужон (он не должен быть крупнее М3,5).
- При необходимости изготавливаются сменные удлинители, которые пригодятся, если предстоит нарезать глубокую резьбу в деталях из закалённой стали. По соображениям безопасности, удлинитель должен быть выполнен из цементуемой стали типа сталь 20 или из высокоуглеродистой пружинной стали марки 60С2.
Неразъёмный метчикодержатель изготовить своими руками значительно проще. В призматической вставке, размеры которой соответствуют отверстию корпуса метчикодержателя, фрезеруется квадрат 8×8, а для ручек приспосабливается любой некалёный стальной стержень (и в этом случае не забываем о поверхностных насечках!).
Цены на поворотные метчикодержатели отечественного производства (бренд Matrix) с трещоткой варьируются в пределах 500…800 руб. (в зависимости от размера посадочной части). Цена импортных воротков от торговой марки Stayer (Австрия) стартует от 2500 руб., хотя практически особой разницы в качестве не ощущается.
Если у вас в мастерской или гараже нет практичного держателя для метчика (например, сломался), то его можно легко и достаточно быстро сделать своими руками из доступных подручных материалов.
5 ЗУБР Эксперт 34482-25_z01

Удобный микрометр на 0-25 мм, предназначенный для применения на точном производстве. Заявленная погрешность в пределах микрона, хотя по факту может достигать двух микрометров. К слову, на стебле также есть нониусная шкала, поэтому с микрометром можно работать даже в том случае, если в нем случайно села батарейка, а поменять ее прямо сейчас нет возможности. Неудобно, что у модели всего две кнопки, на каждую из которых записано по два действия. Поначалу сложно будет привыкнуть к использованию.
Производитель утверждает, что устройство можно подключить к компьютеру. Однако не указывает, как именно. Корпус модели довольно яркий, поэтому она не потеряется в цехе или при работе на улице. Трещотка и барабан получили удобную резиновую ручку для прокручивания микрометрического винта. Металлические элементы обработаны эмалью, чтобы не допустить ржавения. Твердосплавные измерительные поверхности долгое время не будут деформироваться, что обеспечит точность на многие годы вперед при соответствующем уходе. В целом, это хороший и точный микрометр, который не стоит заоблачных денег и доступен каждому.
Конструкции метчикодержателей
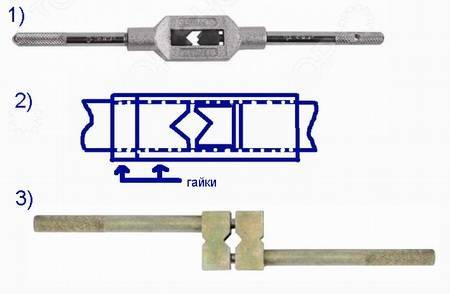
Любой метчик, как известно, имеет круглую в сечении посадочную часть, и квадратный хвостовик, за который и вращается инструмент. Размеры этих частей стандартизированы в соответствии с ГОСТ 3266, а потому не зависят от исполнения метчика, типа резьбы (левая, либо правая) и прочих факторов. Поэтому различия в конструкциях метчикодержателей касаются:
- Формы держателя – плоский или угловой.
- Направления вращения метчика – радиального или осевого.
- Количества посадочных гнёзд под хвостовики.
- Наличия или отсутствия возможности для регулировки размеров посадочного отверстия.
Регулируемые воротки обычно снабжаются одним – тремя отверстиями постоянного размера, и одним регулируемым. Метчикодержатели с осевым направлением подачи метчика иногда называют торцевыми. Они предназначаются для получения внутренних резьб в ограниченных рабочих пространствах.
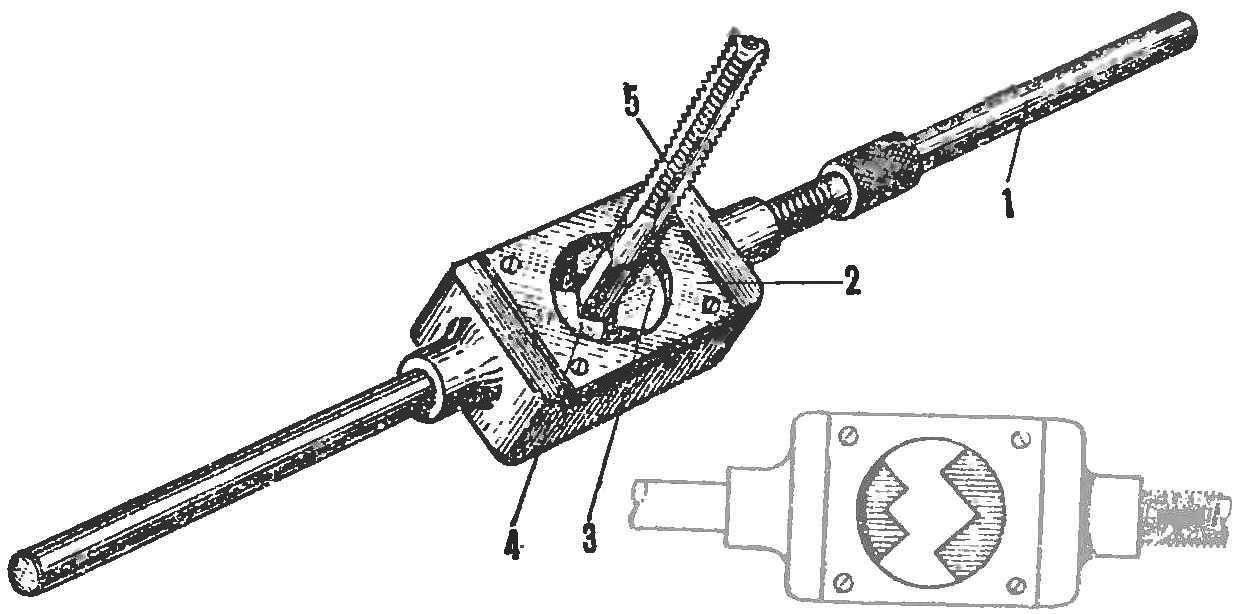
Любой регулируемый метчикодержатель с радиальным направлением вращения инструмента, изготовленный по требованиям ГОСТ 3266, состоит из следующих частей:
- Призматической рамки;
- Съёмной рукоятки, которая при помощи штифта соединяется с рамкой. На рукоятке имеется трещотка, фиксирующая текущее положение инструмента при необходимости переустановки ручки;
- Неподвижной рукоятки;
- Пары подвижных сухарей, которые могут перемещаться в пазах рамки;
- Гужона, который фиксирует сухари в определённом положении (в нерегулируемых воротках эта деталь отсутствует).
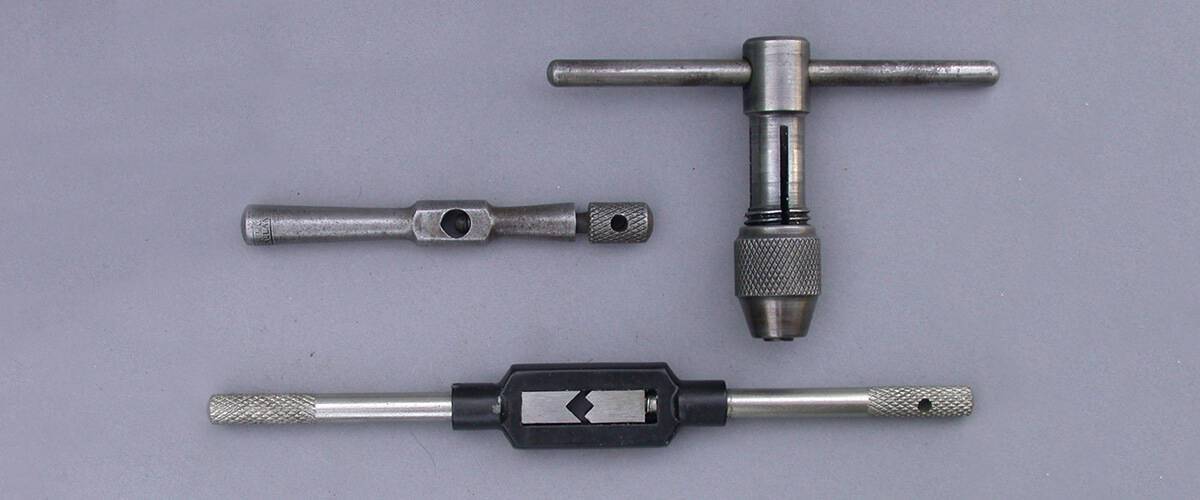
Торцевые, т-образные метчикодержатели устроены иначе. Это обусловлено необходимостью прилагать возрастающее усилие, по мере увеличения глубины нарезаемой резьбы. Поэтому они изготавливаются с трещоткой, а в корпусе предусматривается только одно крепёжное отверстие. Трещотка обеспечивает стабильность положения метчикодержателя в момент переустановки поворотных ручек.
Для обеспечения стабильного значения крутящего момента применяются ручные тарированные воротки. При перегрузке во время вращения (что может произойти, например, при неверном диаметре отверстия или повышенной твёрдости детали) такой инструмент скользит, предохраняя тем самым метчик от поломки. Тарированные метчикодержатели состоят из:








- Корпуса, снабжённого сквозным отверстием под ручки;
- Двух изогнутых ручек (вместо них можно использовать любой прут из незакалённой средне- или высокоуглеродистой стали);
- Подвижной нажимной втулки, на противоположном торце которой имеется квадратное отверстие под хвостовик;
- Возвратной пружины, выставленной на определённое значение крутящего момента.
Как пользоваться регулируемым метчикодержателем?
Такие инструменты обычно имеют посадочную квадратную часть, где могут устанавливаться метчики с размером хвостовика 8×8 мм (предусматриваются и посадочные места под плашки до 20 мм). Корпус закрывается съёмной крышкой, под которой размещён механизм изменения размеров квадрата. Планки сухарей сдвигаются в процессе вкручивания регулировочного винта до требуемой глубины. Винт для удобства снабжается поверхностными насечками.
Конструктивно сухари могут иметь две или четыре части. Функциональнее – второй вариант, при котором регулировка каждой стороны может производиться раздельно. Благодаря последовательному перемещению элементов сухарной планки все стороны квадрата изменяются в одинаковой степени, обеспечивая тем самым надёжную фиксацию метчика в приспособлении.

Точность действия метчикодержателя зависит от:
- Соотношения диаметра и длины посадочной части: плоские, но широкие воротки ухудшают направление резьбонарезающего инструмента. Если вороток ещё и нетарированный, то поломка метчика весьма вероятна;
- Материала сухарных планок. В высокостойких метчикодержателях кулачки изготавливаются из закалённых инструментальных сталей типа У8А и выше, имея твёрдость после закалки не менее 46…50 HRC.
- Качества тарировки пружины: слишком толстые пружины завышают значение крутящего момента, а слишком тонкие увеличивают время, требуемое для нарезки резьбы. Пружины изготавливают из стали 60С2 или 65Г.
Ограничение по моменту на практике реализуется так. В корпусе и втулке установлена пара сопряжённых кулачков. Перед началом нарезания резьбы уточняют величину съёма металла «на сторону»: она должна соответствовать размеру впадины резьбы с припуском не более 1,…1,5 мм на сторону (меньшие значения соответствуют более хрупким материалам, в частности, чугуну). Когда развиваемый момент превышает допустимый для данного типоразмера метчика, кулачки выходят из зацепления, и начинают проскальзывать. В результате вращение корпуса воротка приостанавливается.
Такие метчикодержатели не являются универсальными, и могут использоваться лишь при достаточных размерах рабочей зоны. Основная область их применения – глубокие и глухие отверстия.
https://youtube.com/watch?v=52b7Y2IvMPs%3F





