

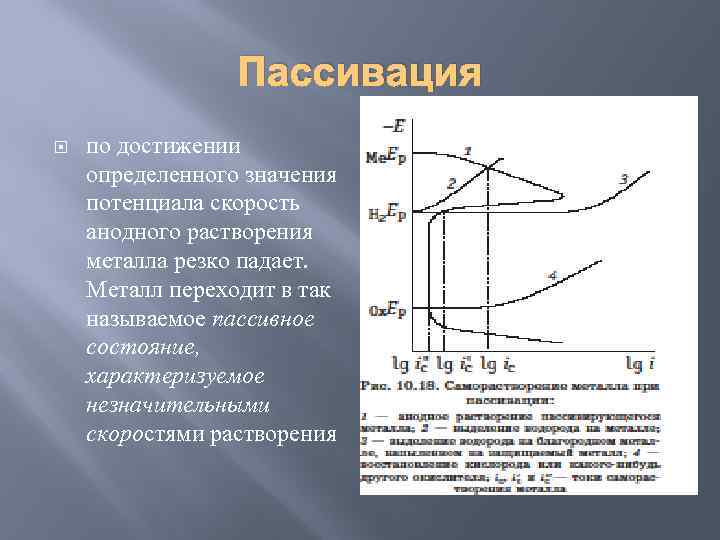
Пассивация алюминия
На алюминии оксидная и очень прочная плёнка образуется в естественных условиях под воздействием кислорода воздуха. Многие помнят школьный опыт, когда с алюминиевой проволоки, опущенной в ртуть, надфилем снимается небольшой слой , а потом этот обработанный надфилем кончик вынимался из ртути. И обработанный конец на воздухе мгновенно покрывался «шубой» из кристаллов окисла. Но в обычных условиях атмосферного воздействия оксида на алюминии образуются не столь быстро и имеют вид прозрачной плёнки толщиной всего несколько мМк. По своим свойствам она очень близка к химически-инертному оксиду алюминия корунду. Недостаток такой природной плёнки – её неустойчивость при значительном повышении температуры или при длительном воздействии активных кислот.
Для стойкой защиты не обойтись без процесса анодирования, результатом которого бывает получение защитных плёнок толщиной от 5 до 20 мМк. А в отдельных режимах можно получить и сверхпрочные плёнки,(выдерживающие нагрузку до 1500 кг на мм, то есть выше, чем у инструментальной стали.

Суть и общее описание процедуры
 Пассивирование металлов
Пассивирование металлов
Даже нержавеющая сталь, не может сохранять свои свойства вечно. Есть негативные внешние факторы, которые способствуют постепенному ее окислению и разрушению.
Иногда процессы деструкции заходят настолько далеко, что деталь или изделие становится полностью непригодным для использования.
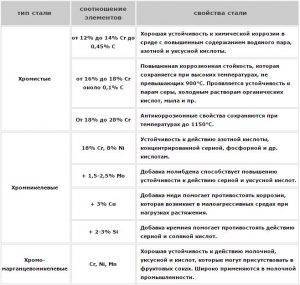
Пассивация стали – специальная процедура, позволяющая защитить ее от коррозии. Внутри любого металла содержится большое количество таких элементов, как марганец, ниобий, молибден, никель. Но основным веществом, которое используется в технологическом процессе, является хром.
Чтобы придать нержавеющей стали те или иные свойства, специалисты добавляют в ее состав разные элементы. Но защитить материал от коррозии способен хром. Свойства нержавеющего металла зависят от количественного соотношения представленного элемента в нем:
 Влияние хрома на свойства нержавеющей стали
Влияние хрома на свойства нержавеющей стали
- 12% – материал будет устойчивым только к губительному воздействию воздуха;
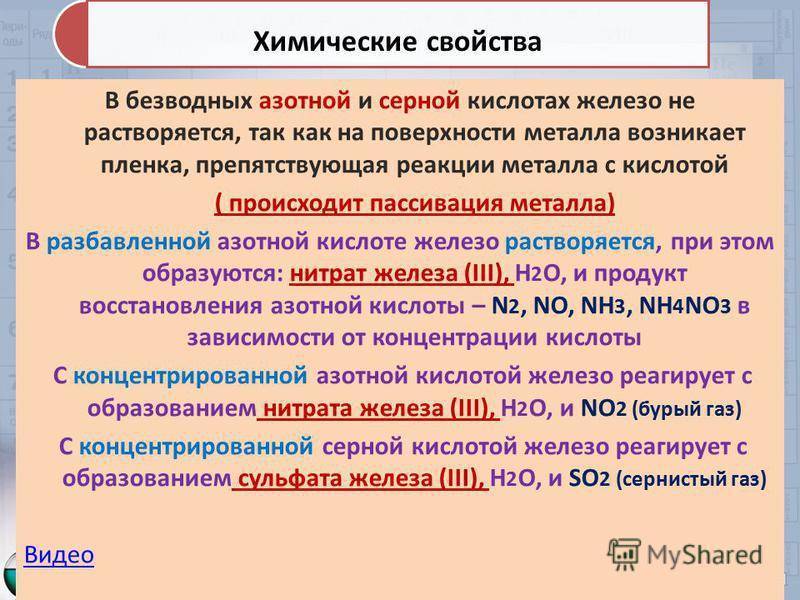
- 17% – сталь не повреждается азотной кислотой;
- 18% и более – деталь станет устойчивой к разрушительному влиянию более агрессивных веществ.
Но не только содержание определенных химических веществ увеличивает пассивность нержавеющей стали к коррозии. Защитная пленка на ее поверхности не должна быть повреждена. Лучше, если она имеет одинаковую толщину и химический состав.
Области пассивирования
Чтобы нержавеющая сталь не разрушалась длительное время, нужно обязательно пассивировать такие области:
- конструкции из труб (чаще всего они обрабатываются при помощи сварки);
- места, где присутствуют крепежи (тут детали поддаются механической обработке);
- конструкции, контактирующие с соленой водой (их разрушение происходит быстрее).
 Пассивация труб и трубопроводов
Пассивация труб и трубопроводов
Однако, такая процедура не всегда необходима. Если на изделие не будут воздействовать слишком агрессивные внешние факторы, то нет надобности в проведении такой обработки. Иногда процедура может сделать только хуже.
Свойства металла после обработки
Химическое пассивирование, или другие его способы, обеспечивают такие свойства стали:
 Химическое пассивирование
Химическое пассивирование
При добавлении хрома: 12–14% – нержавейка может использоваться в условиях, где наблюдается повышенное количество водяного пара, есть возможность попадания на поверхность изделия уксусной или азотной кислоты.
При добавлении 16–18% указанного элемента обеспечивает устойчивость к коррозии при температуре до 900 градусов, к парам серы, мылу, растворам органических кислот.
При использовании марганца, хрома и никеля. Нержавейка становится неуязвимой для уксусной и молочной кислот. Это позволяет использовать ее в пищевой промышленности.
При добавлении молибдена. На детали не смогут подействовать серная и уксусная кислоты.
Другие добавки позволяют избежать коррозии нержавейки в малоагрессивной среде, а также при нагрузках растяжения


Важно помнить, что она способна разрушаться не только извне, но и изнутри.
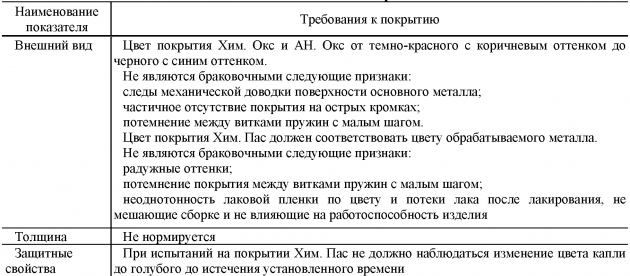 Требования к химическому покрытию
Требования к химическому покрытию
Пассивация литиевых источников тока
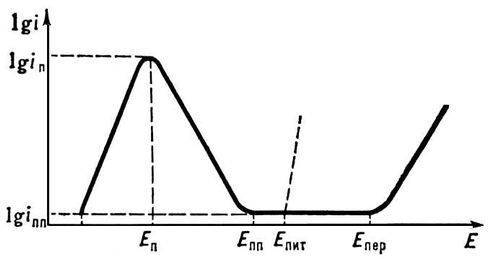
Под пассивацией понимается процесс образования на литиевом аноде тонкой плёнки с высоким сопротивлением. Эта плёнка формируется в результате взаимодействия электролита с литиевым анодом. Данная плёнка замедляет процесс разряда и разложения лития, уменьшает скорость саморазряда и продлевает срок хранения аккумулятора. Негативным последствием пассивации является задержка напряжения. При приложении к ячейке нагрузки высокое сопротивление пассивационной плёнки вызывает резкое падение (задержку) напряжения. Процесс разряда постепенно разрушает плёнку, тем самым, снижая внутреннее сопротивление ячейки. Это приводит к увеличению напряжения ячейки, которое должно оставаться стабильным во время разряда при неизменных прочих условиях протекания процесса. При увеличении нагрузки после стабилизации напряжения оно может снова упасть до того момента, когда пассивационная плёнка вновь не будет полностью удалена. Если убрать или уменьшить нагрузку пассивационная плёнка восстановится и станет влияющим фактором при следующем использовании. Существует несколько факторов, влияющих на степень пассивации и на длину и глубину задержки напряжения:
- нагрузочная способность ячейки. При высоком токе нагрузки задержка увеличивается, при малом — почти не ощутима;
- химический состав. Даже незначительные изменения химического состава влияют на пассивацию;
- длительность хранения. Обычно длительность хранения прямо пропорционально степени пассивации. Поэтому старые ячейки более подвержены эффекту задержки напряжения;
- температура хранения. Слишком высокая температура хранения увеличивает степень пассивации. Особенно серьёзные проблемы могут возникнуть при хранении ячеек в непроветриваемом помещении при высокой температуре. Рекомендуется хранить ячейки в помещениях с контролем климата;
- температура разряда. Подобно хранению при высокой температуре разряд при низкой температуре способствует пассивации;
- условия предыдущего разряда. Частичный разряд, а затем удаление нагрузки увеличивают степень пассивации по сравнению с новой ячейкой. Поэтому при вторичном использовании задержка напряжения бывает более ярко выраженной.
Обычно задержка напряжения, вызванная пассивацией, не доставляет проблем пользователям литиевых ячеек. Однако, эффект пассивации необходимо учитывать.
Применение пассивации
- Пассивация используется для металлических деталей под покраску. Она не только защищает от коррозии, но и обезжиривает изделия. Применяется в сфере машиностроения.
- Пассивация паровых турбин. Но зачем нужна пассивация нержавеющей стали, ведь она и так не поржавеет? Оказывается, если сплав находится в непрекращающемся контакте с агрессивной средой, то он может разрушиться. В качестве примера выступает сварной шов. Иногда на нём присутствуют частички железа. И тогда подвергается коррозии даже нержавейка.
- Стоматологическая область. Обрабатываются нижняя часть имплантов — винты, которые вмонтируются в челюсть. Пассивация используется для исключения разрушения импланта в челюстной кости.
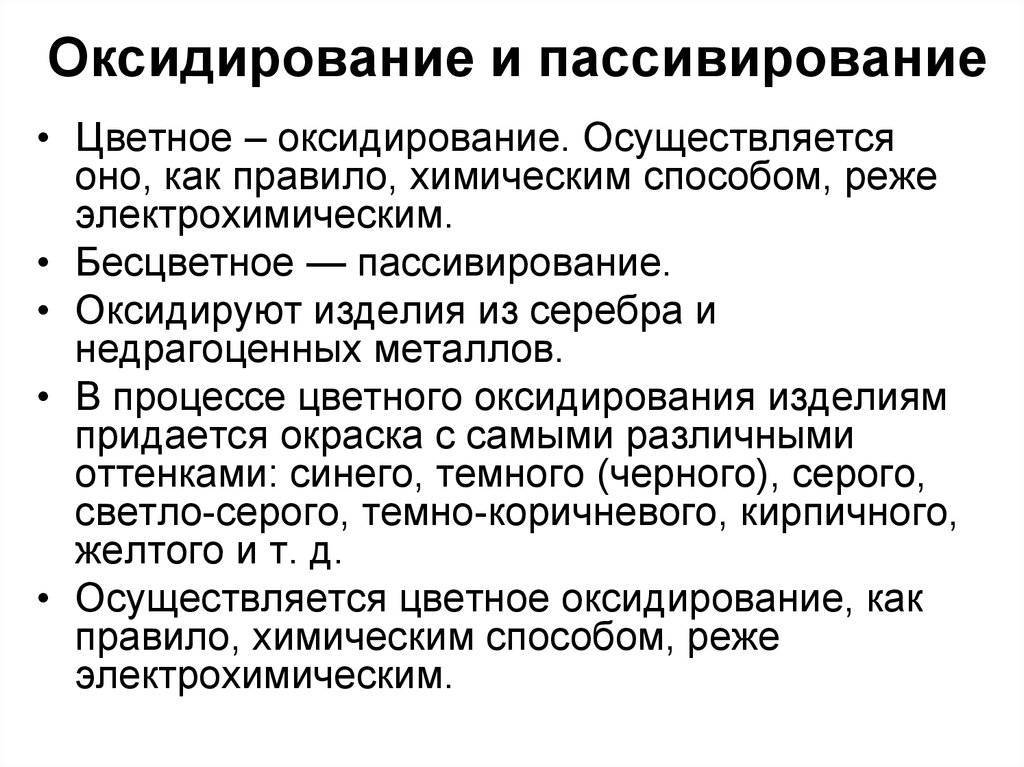
- Химическая пассивация часто проводится с декоративной целью. При кратковременной обработке на поверхности появляется радужная плёнка. Яркие предметы использования — краны, дверные ручки.
- Пассивация украшений из бижутерии используется во избежание аллергических реакций.
Химическая пассивация заметно продлевает срок службы изделий из металла и заслуживает широкого применения в самых разнообразных областях.
Причины появления коррозии на металле
Коррозия – разрушение поверхности стали под воздействием внешних негативных факторов. Даже химическая обработка поверхности не всегда способна защитить материал от развития деструктивных процессов во внутренних слоях. Существуют такие причины развития коррозии нержавеющего металла:
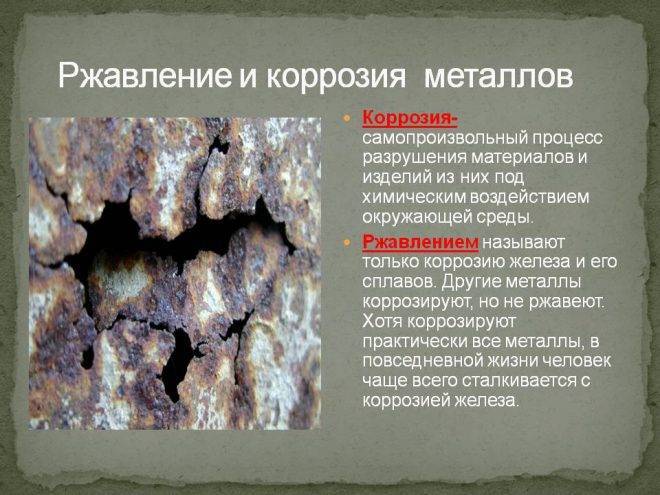
Ржавление и коррозия
- низкое содержание хрома в составе стали;
- прямой контакт с материалом, не обладающим таким же уровнем устойчивости к окислению и коррозии;
- очищение посуды или деталей при помощи хлорсодержащих средств тоже повреждает оксидную пленку;
- соединение частей нержавейки при помощи сварки (защитный слой в этом месте разрушается во время обработки).
Чтобы ржавчина не появилась на нержавеющей стали после процедуры, то шов должен быть тщательно очищен, отшлифован и отполирован. Только в этом случае можно устранить остатки тех материалов, которые разрушаются быстрее.
Частички неустойчивых к коррозии металлов часто попадают на нержавеющую поверхность, если рядом производилась их резка или шлифовка. Лучше не использовать для обработки пассивированного металла инструменты, которые контактировали с обычными материалами. Тут уже лучше использоваться однотипными изделиями.
Виды коррозии
Пассивирование нержавейки поможет защитить ее от таких видов коррозии:
- Щелевой. Она чаще проявляется в местах соприкосновения материалов, например: в области крепежа. Развивается такой деструктивный процесс вследствие механического повреждения защитной пленки.
- Гальванической. Коррозионная устойчивость нержавеющего металла снижается при соприкосновении с другим материалом в условиях токопроводящей среды. Ситуация ухудшается, если деталь постоянно находится в морской воде.
- Межкристаллитной. Такое разрушение металла появляется в том случае, если изделие несколько раз сильно перегревалось. Этот процесс способствует формированию карбидов железа и хрома на кристаллической решетке нержавейки.
- Эрозивной. Она может развиваться в том случае, если на металл периодически воздействует абразивный материал. Оксидная пленка просто не успевает быстро восстановиться, появляется ржавчина.
Чтобы такие проблемы не возникали, нужно обязательно пройти пассивирование материала.
Свойства металла после обработки
Основной задачей пассивации является улучшение физико-химических и механических характеристик поверхностного слоя материала, из которого изготовлена деталь. Остальные характеристики более глубоких слоёв сохраняются неизменными. Поэтому после завершения пассивации в поверхностном слое изменяются следующие свойства и характеристики:
- возникает слой с новым химическим составом;
- изменяется антикоррозийная активность (она значительно замедляется);
- улучшаются физические характеристики материала (только поверхностного слоя);
- в отдельных случаях повышается механическая прочность изделия;
- изменяется цвет детали (она приобретает более эстетичную форму);
- повышаются потребительские свойства, и улучшается товарный вид.

Пассивация нержавеющей стали позволяет значительно повысить антикоррозийные свойства и придать готовой детали совершенно другой цвет. Применение хрома или никеля в составе пассивирующего раствора позволяет получить блестящий металлический цвет.


Аналогичным образом изменяются свойства поверхностного слоя цветных металлов. В результате пассивации образуются определённой толщины адсорбционные или фазовые слои. Помещение заготовки из алюминия стимулирует процесс естественной пассивации поверхностного слоя этого металла. При воздействии кислотных растворов защитные свойства поверхностного слоя алюминия увеличиваются.
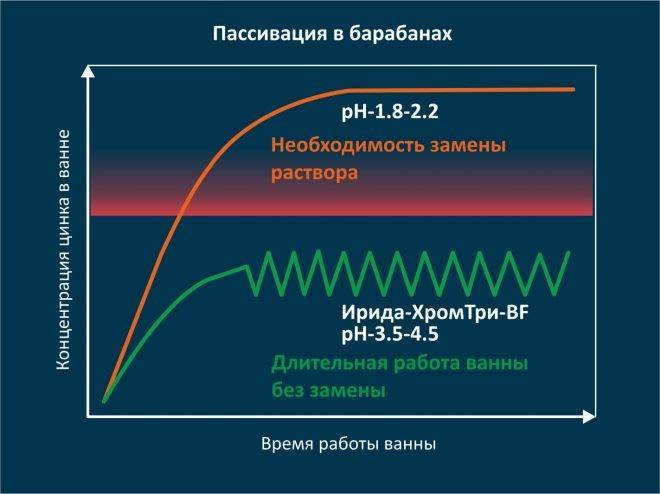
Химическое пассивирование и осветление цинковых покрытий

Слой цинка, полученный непосредственно из ванны цинкования, имеет матовый желтоватый оттенок. Блестящую поверхность он приобретает после следующих дополнительных операций:
- промывка в холодной проточной воде;
- погружение в 3%-ный раствор азотной кислоты при 1525 °С на 2-3 с;
- промывка в холодной проточной воде;
- пассивирование в 5%-ном растворе хромового ангидрида или в подкисленных растворах солей шестивалентного хрома: двухромовокислом калии, натрии или аммонии, также в течение 2-3 с (процесс часто называют хроматированием);
- промывка в холодной проточной воде и сушка сжатым воздухом. Уменьшение толщины слоя цинка при пассивировании составляет около ~1 мкм.
Пассивирование цинковых покрытий является кратковременной, но весьма эффективной операцией повышения химической стойкости цинковых покрытий и придания им декоративной внешности.
Таблица 5.9. Составы электролитов для пассивирования и режимы работы.
| Компоненты | Состав электролита (г/л) и режимы работы | |||
| I | II | III | IV | |
| Двухромовокислый натрий | 150-200 | — | 15-25 | 15-25 |
| Хромовый ангидрид | — | 100-150 | — | — |
| Серная кислота | 8-12 | 8-12 | — | — |
| Азотная кислота | — | 25-35 | 15-30 | 3-7 |
| Сернокислый натрий | — | — | 10-20 | 10-15 |
| Температура, °С | 15-35 | 15-30 | 15-30 | 15-30 |
| Продолжительность, мин | 0,1-0,3 | До 0,2 | 0,1-0,5 | 0,5-1,0 |
Операции осветления в азотной кислоте и пассивирования можно объединить в одном растворе. Наиболее применяющиеся растворы для пассивирования цинка и режим работы приведены в табл. 5.9.
Раствор I пригоден для цианистых электролитов, в растворах II—IV происходит одновременное осветление и хроматирование. Раствор II пригоден для аммиакатных и кислых электролитов. Раствор III наиболее пригоден для крепежных деталей, подвергающихся после цинкования термообработке при 180-200 °С в течение 2 ч для удаления водородной хрупкости. При этом радужная светлая пленка приобретает синий цвет. Раствор IV применяется для деталей, покрываемых цинком в автоматических линиях.
Пассивированные детали промывают в воде, подогретой не выше 40-45 °С, и сушат сжатым воздухом; промывка в горячей воде ухудшает качество пассивной пленки.Возможно Вас так же заинтересуют следующие статьи:
- Литейная сталь и чугуны
- Горячее цинкование металлов. О чем говорится в Википедии
- Жидкотекучесть металла — цинка (Zn) и его расплава
- Свинцевание и его электролиты
- Роль руководителя в работе цеха цинкования
comments powered by HyperComments
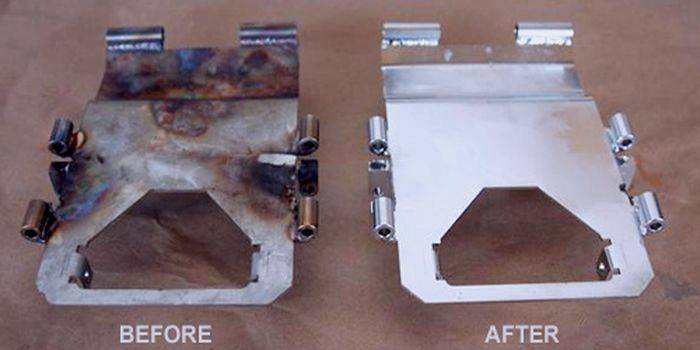
Что такое пассивация?
Процесс пассивации позволяет вернуть нержавеющей стали свои первоначальные свойства, дополнительно защищая ее от воздействия многих внешних факторов. Это специальная химическая обработка металлических изделий, после проведения которой на их поверхности образуется специальное защитное покрытие. При взаимодействии с концентрированными кислотами на нержавеющей стали появляется малозаметная пленка. Этот процесс и называется пассивацией.
Прибегают к данному методу как для дополнительной обработки во время производства изделий, так и для восстановления основных свойств деталей из нержавейки.
Пассивация различных видов металлов
Пассивация нержавеющей стали
Такой вид обработки активно используется в области производства. Применение подхода такого рода обуславливается необходимостью тщательного обезжиривания поверхности изделия. При помощи этой технологии можно значительно увеличить защиту материала от внешних агрессивных факторов и длительность его эксплуатации.
Пассивация сварных швов нержавеющей стали
Нержавеющая сталь любого качества, даже самая высококачественная, может подвергнуться коррозии после сварки. Чаще всего коррозионные процессы на нержавеющей стали развиваются в районе сварных швов. Обработка сварных соединений, вследствие этого, становится одной из наиважнейших задач при работе с нержавейкой.
Пассивацию сварных швов нержавеющей стали наша компания рекомендует производить с использованием аппаратов для очистки сварных швов Steelguard. Электрохимические установки легки в использовании и качественно обрабатывают шов, придавая ему «зеркальность». Последнее стало возможным благодаря тому, что в установках предусмотрена возможность электрохимической полировки.




Пассивация меди
В процессе обработки используются специальные растворы хрома. На медном основании достаточно сложно создать плотную защитную пленку и именно за счет таких растворов это становится возможным. Образуется плотный защитный слой, который в дальнейшем не стирается.
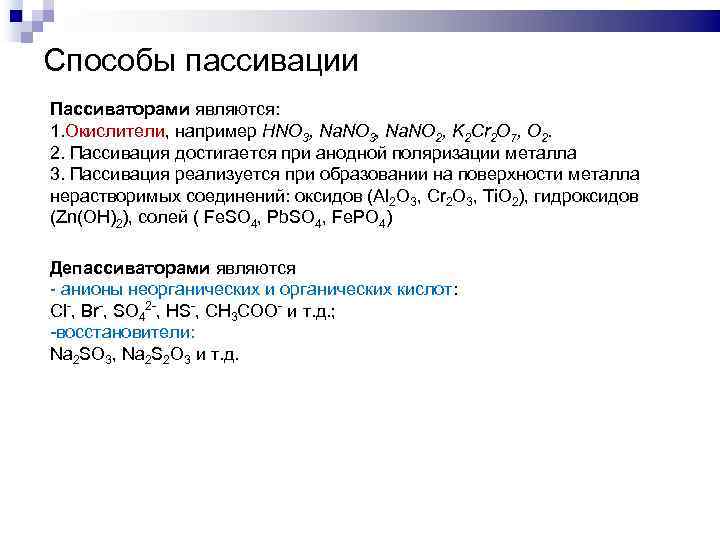
Какие окислители требуются для пассивации
Главным условием пассивации нержавеющей стали является то, чтобы пассивация не разрушала основной металл. Поэтому окислитель должен быть «мягким», с относительно малым рН. При таких условиях защитная пассивная плёнка образуется самопроизвольно. В качестве таких веществ лучше использовать лимонную кислоту, поскольку органические кислоты работают мягче, чем минеральные, к тому же они не нуждаются в специальной подготовке.
Можно ли обойтись без пассивации? Нержавеющая сталь обладает коррозионно-стойкими свойствами благодаря содержанию в ней хрома, однако не является абсолютно непроницаемой для коррозии. Окисляясь в присутствии лимонной кислоты, хром образует стойкую к влаге поверхностную плёнку.
Провоцировать коррозию нержавеющей стали могут:
- Инородный материал в производственной среде;
- Сульфиды, которые часто добавляют в нержавеющую сталь для улучшения её обрабатываемости;
- Частицы железа от режущих инструментов, перемещающиеся переносятся на поверхность деталей в процессе механической обработки.
Виды пассивации
Основными и наиболее хорошо отработанными видами пассивации являются:
- химическая;
- электрохимическая.
Химическая
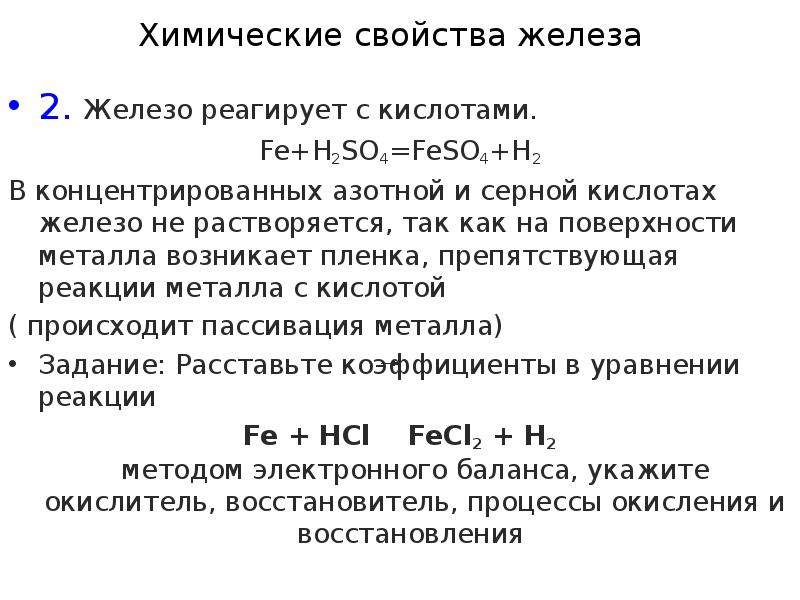
Химическая пассивацияпредполагает применение растворов солей различных металлов.Наиболее эффективно пассивация производится азотной кислотой. Кроме неё для формирования раствора пользуются серной кислотой или лимонной. Для повышения качества процесса в раствор добавляют небольшое количество бихромата натрия. Его количество не превышает 6% от общей массы. Состав раствора подбирается индивидуально и во многом зависит от марки обрабатываемого металла. Например, для пассивации железа применяют соли металлов, растворённые в серной кислоте высокой концентрации.
Сущность химической пассивации заключается в активном притяжении отрицательных ионов, которые присутствуют в растворе, к атомам металла.Это происходит благодаря наличию у них положительного заряда. В результате такой диффузии образуется поверхностный слой.
Для пассивации обязательно проводят предварительную подготовку поверхности изделия. Её тщательно зачищают механическими и химическими методами.От качества этой процедуры зависит конечный результат и надёжность образованной плёнки.Большое значение это имеет при пассивации цветных металлов: латуни, меди, бронзы.
Электрохимическая
Этот вид пассивации основан на принципах, заложенных в технике гальванической обработки изделий. Ускорение обработки осуществляется благодаря воздействию постоянного тока, который протекает через раствор, ускоряя химическую реакцию. Такая пассивация называется электрохимическая.
В состав такой установки кроме ванны, в котором размещают электролит, используется источник постоянного тока, соединительные провода и один электрод. Вторым электродом является сама деталь.Другим вариантом контактов являются один электрод и корпус ванной (она должна быть изготовлена из металла, стойкого к воздействию электролита и электрического тока). На практике применяют электрические установки с относительно невысоким уровнем напряжения. Его величина не превышает 12В.
В обоих случаях при включении установки через раствор пропускают электрический ток. Он является стимулятором протекания процесса пассивации на поверхности заготовки. На практике различаю анодную и катодную пассивацию.







При такой пассивации положительный потенциал подается на заготовку, а отрицательный — на корпус ванны. При использовании электрохимического способа защитная пленка образуется быстрее и получается более ровной. Но такая технология дороже химической пассивации, т. к. в ней применяется более сложное оборудование и происходит расход электроэнергии.Под его действием защитная пленка получается равномерной. Именно так формируется плёнка на поверхности медных заготовок. Ток пропускают через растворы с растворёнными в них солями хрома. Именно в них медь приобретает наибольшую стойкость к коррозии.
Важными параметрами в этом процессе является время протекания пассивации, плотность и состав электролита, критическая величина тока пассивации. Эти параметры рассчитаны для различных металлов и приведены в специальных таблицах. На основании этих данных рассчитывают допустимое время обработки.
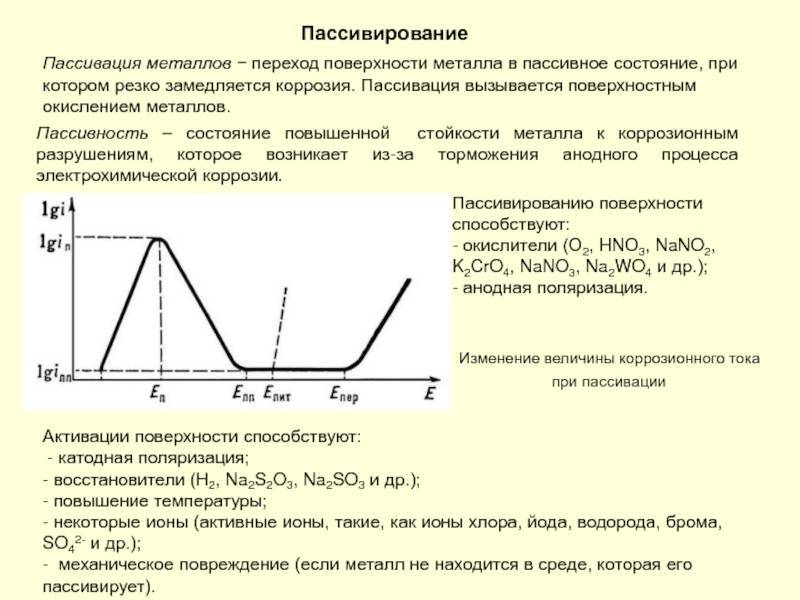
Пассивация металла — принцип, назначение, виды

Нержавеющая сталь – это особый металл, длительное время не поддающийся коррозии. Из нее изготавливаются различные детали и декоративные предметы. Но если изделие будет использоваться в сложных условиях, в которых коррозия грозит даже ему, то обязательно проводится пассивирование металла.
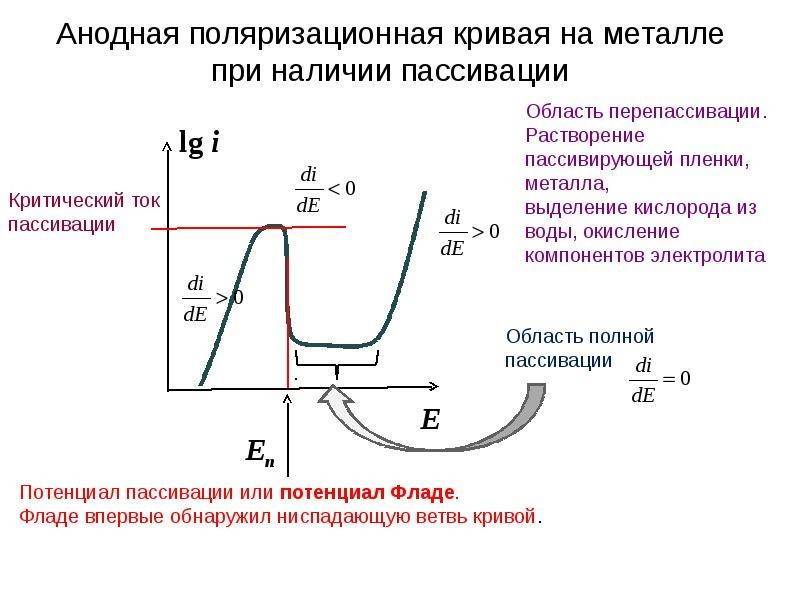
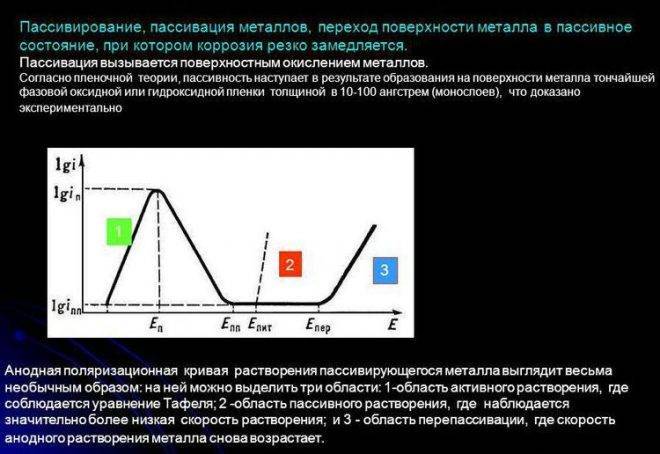
Механизм пассивации
При взаимодействии металлов с теми или иными компонентами растворов (расплавов) в определённом диапазоне потенциалов на поверхности металла образуются адсорбционные или фазовые слои (плёнки). Эти слои образуют плотный, почти непроницаемый барьер, благодаря чему коррозия сильно замедляется или полностью прекращается.
Пассивация проводится химически или электрохимически. В последнем случае создаются условия, когда ионы защищаемого металла под действием тока переходят в раствор, содержащий ионы, способные к образованию очень малорастворимых соединений.
: Отжиг стали — температура, режимы, виды
Химическое пассивирование
Химическое пассивирование проводят окунанием либо непосредственным нанесением реагентов на саму поверхность без применения электрического тока. В зависимости от используемых веществ, химическое пассивирование может проводиться при комнатной температуре или с подогревом электролита.
Причины устойчивости металла
Процесс коррозии характеризуется тем, что постепенно окисляясь под воздействием негативных факторов, поверхность нержавеющей стали разрушается. Если не предпринимать никакие меры, то деструкция будет поражать более глубокие его слои.
Таблица устойчивости металлов в разных средах
Пассивирование металла позволяет избежать представленной проблемы. Поверхность изделия покрывается защитной оксидной пленкой, а специальные добавки, входящие в раствор для обработки, улучшают свойства нержавейки. Новый материал не имеет повреждений.
В промышленных условиях есть возможность получить идеальный по толщине и однородности слой защиты от коррозии. Если условия, в которых будет использоваться изделие, не слишком агрессивные, то дополнительная обработка ему не нужна
Важно помнить, что механическое повреждение стали дает толчок коррозионным процессам
Электрохимическое пассивирование
Проводят в растворах окислителей при воздействии электрического тока. Под воздействием тока частицы оседают на поверхности защищаемого изделия, создавая защитный слой. Этот слой, состоящий из малорастворимых соединений, получается более равномерный, чем при использовании метода химического пассивирования.





Пассивация меди проводится чаще всего с применением хроматных растворов, т.к. после обработки наблюдается хорошая коррозионная стойкость металла в растворах нейтральных солей и средах, содержащих SO2.
Пассивирование оцинкованных изделий проводят в растворах, содержащих 200 г/л Na2Cr2O7•2H2O и 8 – 10 мл/л H2SO4. Обработку производится чаще всего методом окунания в раствор на 5 – 30 секунд. При выдержке 5 секунд пленка получается радужная с зеленоватым оттенком. При длительности 30 секунд – коричневая.
Виды пассивации
В настоящее время по способу проведения пассивации выделяются следующие виды пассивации:
Данный вид пассивации заключается в том, чтобы нанести на поверхность металла солей и кислых растворов наряду с электролитом. В итоге проведения данной процедуры на поверхности металла оседают заряженные частицы, которые образую тонкую пленку, обеспечивающую надежную защиту от коррозии.
Данная процедура подразумевает обработку металлов химическими реагентами, которые образуют на их поверхности защитную пленку. Для этого применяются растворы, которые состоят из никеля, хрома и других элементов. Они делают структуру металла более плотной и твердой.
: Пермаллой — магнитная проницаемость, свойства, применение
Суть и описание процесса пассивации металла
При пассивировании поверхности металлических изделий обрабатывают растворами химических соединений, обладающих окислительными свойствами. В этой роли чаще всего выступают кислоты, нитриты и растворы солей хрома (реже — молибдена). Нанесение раствора на поверхность металлических заготовок производится методом погружения или вручную, с помощью специального оборудования. Применяемые при пассивировании растворы обычно состоят из основного реагента и нескольких добавок, ускоряющих и стабилизирующих процесс пассивации.





